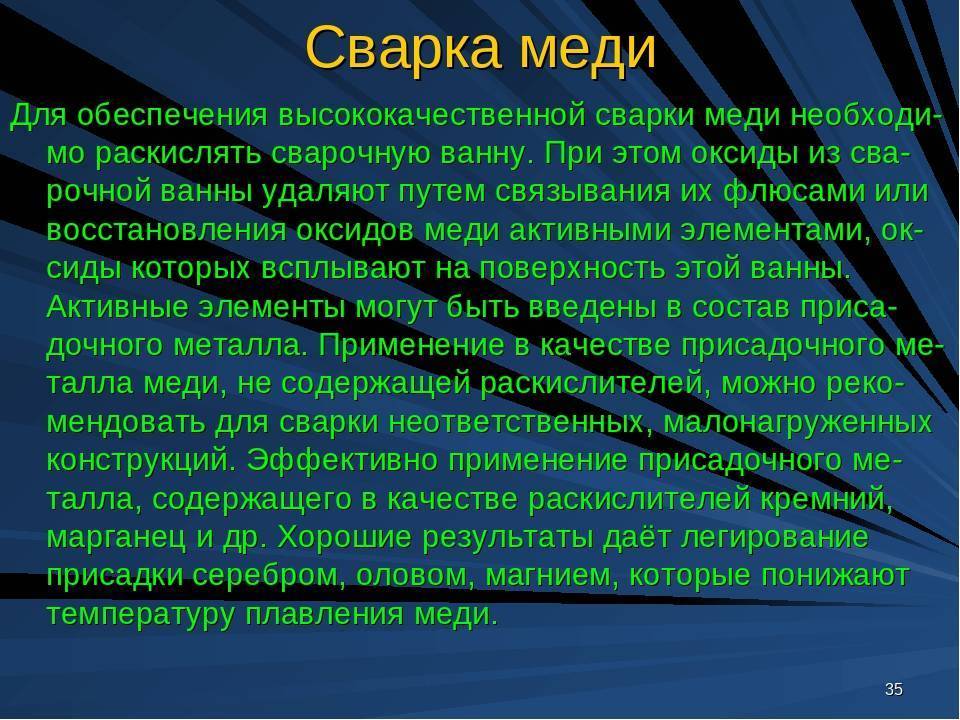
Свойства меди и её сплавов
Медь используют в различных отраслях промышленности, поскольку при относительной дешевизне она обладает рядом уникальных свойств. Высокая электропроводность делает возможным использование этого материала в электронике, энергетике и электротехнике. Стойкость к агрессивным средам позволяет пользоваться этим металлом в химической промышленности, а теплопроводность при создании теплообменных конструкций. В бытовой сфере используются медные провода, трубы, радиаторы и сантехнические приборы. Все эти области применения требуют способов надёжной сварки меди для соединения деталей в единое целое.
Чистота технической меди маркируется определённым образом, если примесей менее 0,05%, то она имеет обозначение М0. В случае содержания примесей от 0,05 до 0,1% металл имеет маркировку М1, если менее 0,3%, то М2, М3 – не более 0,5%, а менее1% − М4. Температура плавления меди равна 1083оС, плавление латуни и бронзы происходит при 950оС. Высокая теплопроводность этих материалов при температурном воздействии приводит к растрескиванию шва при остывании, а наличие некоторых примесей к повышенной пористости, что влияет на прочность соединения.
Чтобы понять особенности сварки меди, необходимо рассмотреть виды материалов на основе этого цветного металла, которые используются в промышленности, а именно:
- катодная медь марок М00к, М0к и М1к с хорошей свариваемостью;
- раскисленная медь М1р, М2р и М3р, показатели сварки хорошие;
- рафинированная медь М2 и М3 при сварке нуждается в подогреве;
- литейная оловянная бронза, сплав меди и олова, а также легирующих элементов, сваривается удовлетворительно, хорошо или плохо в зависимости от сорта материала;
- литейная безоловянистая бронза, сваривается хорошо или удовлетворительно;
- деформируемая бронза, в зависимости от марки сваривается плохо или удовлетворительно;
- деформируемая латунь, сплав меди и цинка, при сварке нуждается в подогреве заготовок;
- медно-никелевый сплав соединяется методом MIG аргонодуговой сваркой.
Важно помнить, что большинство сортов меди и сплавов на её основе перед работой нуждаются в тщательной очистке и подогреве до определённых температур в зависимости от марки материала.
Чтобы избежать температурных деформаций тонколистовые детали часто сваривают с использованием лазерного метода, импульсные характеристики которого наилучшим образом подходят для сварки меди и сплавов различного назначения. Кроме того, при значительной толщине деталей прибегают к разделке торцов заготовок V или Х-образным способом и к двустороннему соединению с подкладками в несколько проходов с последующей обработкой швов.
Скрепление с помощью дуговой сварки
Чтобы получить качественные швы, на производстве и в домашних условиях довольно часто используется электросварка. Работы выполняются при помощи угольных, несгораемых вольфрамовых и молибденовых, медных или бронзовых электродов. Для защиты от образования закиси меди применяют специальный флюс или покрытие, которые под воздействием высокой температуры образуют защитную атмосферу.
Общие особенности выполнения работ:
Сварка медных изделий требует большей силы тока, чем при работе со сталью.
- применяют силу тока большую, чем при работе со сталью;
- предварительно проводят зачистку кромок до металлического блеска или протравку их азотной кислотой с дальнейшим промыванием с помощью воды;
- детали соединяют плотно, чтобы не образовывались зазоры;
- края раскрывают на 90 ° ;
- края листов, толщина которых составляет от 1 до 3 мм, отбортовывают, присадочная проволока не применяется;
- при толщине больше 6 мм детали перед свариванием нагревают до 300-400 ° С;
- после работы швы и переходные зоны проковывают, причем металл до 6 мм проковывают холодным, толще – при нагреве до 200-300 ° С, выше нагревать нельзя, так как металл становится хрупким;
- затем детали отжигают, нагревая до 550-600 ° С, а затем быстро охлаждая в холодной воде.
Применение угольных электродов
Режим работы:
Применяют постоянный ток прямой полярности, напряжение которого 40-55 В, дуга при варке должна составлять 10-15 мм. Сварку проводят без задержек максимально быстро, с применением проволоки из чистой (электролитической) меди или бронзы, содержащей примесь фосфора. Наклон электрода должен составлять 70-80 ° , прутка – 30 ° . Присадку нельзя опускать в сварочную ванну, ее надо держать между электродами и деталями, чтобы расплавленная медь скапывала в шов.
Состав защитных флюсов
Использование электродов из металла
Электроды для сварки используются из меди или бронзы.
Для сварки меди и ее сплавов применяются электроды, изготовленные из меди или бронзы, на которые нанесено покрытие из раскислителя.
Чтобы обратная сторона шва формировалась лучше, выполняется сварка на медной подкладке. Толщина листов при данном методе должна составлять не больше 4 мм. Нужно также внимательно следить, чтобы расстояние между подкладкой и деталями составляло не больше половины миллиметра.
Легче варить детали, насыпая под шов в канавку подкладки тот же раскислитель, из которого сделано покрытие электродов.
Режим работы
При варке применяют такие же флюсы, как и при варке электродуговым методом. Флюс № 4 используют с проволокой, которая не содержит раскислителей.
Более передовой метод – использование при газовой сварке газообразного флюса БМ-1. Наконечник горелки при этом берут на номер больше, чтобы не снижать нагрев и скорость варки.
Технология сварки меди и ее сплавов: бронзы, латуни – значительно упрощается с применением специально разработанного аппарата КГФ-2-66, который обеспечивает засасывание порошкообразного флюса ацетиленом и подачу его прямо в пламя горелки.
После соединения, как и при электродуговой сварке, шов при необходимости подвергают проковке и отжигают.
Если технология сварки полностью соблюдена, то в результате получают швы самого высокого качества, которые обеспечат надежное использование изделия на весь период эксплуатации.
Сварка цветных металлов значительно отличается от сварки сталей. Цветные материалы, как правило, имеют более высокую теплопроводность, в расплавленном состоянии активно реагируют с газами, содержащимися в атмосферном воздухе.
Чтобы исключить негативные последствия, приходится более тщательно готовить изделие к сварке, подбирать и правильно выполнять сам процесс получения неразъемного соединения.
Оборудование техника и технология электросварки цветных металлов достаточно специфичны и во многом зависят от их физико-механических свойств.
Техническая часть сварочных работ
В общем о технологии сварки меди и сплавов на ее основе
Содержащий примеси металл отличается от чистого меньшей теплопроводностью. Поэтому для получения прочного соединения не требуется слишком высокая температура. Технология сварки любым способом состоит из нескольких основных этапов:







- Подготовки деталей. На этом этапе соответствующим образом обрабатывают кромки, закрепляют заготовки в правильном положении.
- Установку защитного экрана, препятствующего перегреву или быстрому остыванию. Это предотвращает образование трещин вокруг сварного соединения.
- Включение и настройку выбранного сварочного аппарата.
- Поджиг электрической дуги вне обрабатываемой области.
- Нанесение флюса на электрод.
- Однократное формирование сварного шва.
- Отключение оборудования.
- Медленное охлаждение конструкции.

Технология сварки состоит из нескольких этапов.
Как правильно паять медные трубы своими руками
В частном хозяйстве и на производстве пользуются всего двумя методами пайки изделий из меди и сплавов:
- Пайка при высокой температуре, так называемая «твердая пайка», когда припой плавится в диапазоне 600C-900C. Чтобы запаять медную деталь, пользуются тугоплавким припоем, и получится прочный надежный шов, выдерживающий большие механические нагрузки;
- Низкотемпературная «мягкая» пайка (≤ 450C) используется в быту. Для соединения трубок или заделки трещины применяют легкоплавкий припой.
Чтобы получить надежный результат, используют следующий инструмент для пайки медных труб:
- Труборез, болгарку, электролобзик, ножовку по металлу;
- Фаскосниматель, которым зачищают отрезанные торцы медных труб;
- Паяльник – электрический разной мощности, газовый, или старой конструкции, нагреваемый на открытом огне. Также иногда пайку проводят паяльной бензиновой лампой или сварочной газовой горелкой. Электропаяльники подходят для пайки твердым и мягким припоем, газовые лучше подходят для работы с твердыми припоями и соответствующими присадками типа буры;
- Расширитель – устройство, которое расширяет торец одного изделия, чтобы его можно было вставить в обрез второго;
- Припой выбирается для каждого режима. Для твердой пайки магистрали отопления подойдет медная проволока с примесями фосфора, для низкотемпературного соединения – оловянный припой с добавками свинца;
- Присадки (флюс) могут быть жидкими и твердыми, кислотными или щелочными, и предназначены, чтобы очищать паянные поверхности от окислов. Самый распространенный в быту флюс, чтобы запаять медные изделия – канифоль и бура.
Если проводится ремонт большой площади, то для регулирования температуры плавления припоя пользуются строительным промышленным феном с насадками разной конструкции, позволяющими регулировать поток и направление горячего воздуха. Из инструмента и приспособлений также пользуются шлифовальной шкуркой, металлической щеткой, ветошью, кистями.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Толщина меди, мм | Диаметр электрода, мм | Значение тока, А |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.








Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.
Особенности при сваривании меди с разными металлами
Иногда возникает необходимость соединения разных материалов. Соблюдение некоторых рекомендаций помогает получить надежный, прочный шов.
Нихромовые детали
Заготовки из меди и нихрома сваривают, используя графитовые электроды. Они поддерживают стабильное горение дуги, длина которой зависит от напряжения. Стержень не плавится при нагревании до нужной температуры. В структуре стержня происходит термоэлектронная реакция, позволяющая варить нихром с медью при силе тока от 10 А. Преимуществами графитового электрода являются экономичность, отсутствие эффекта залипания.
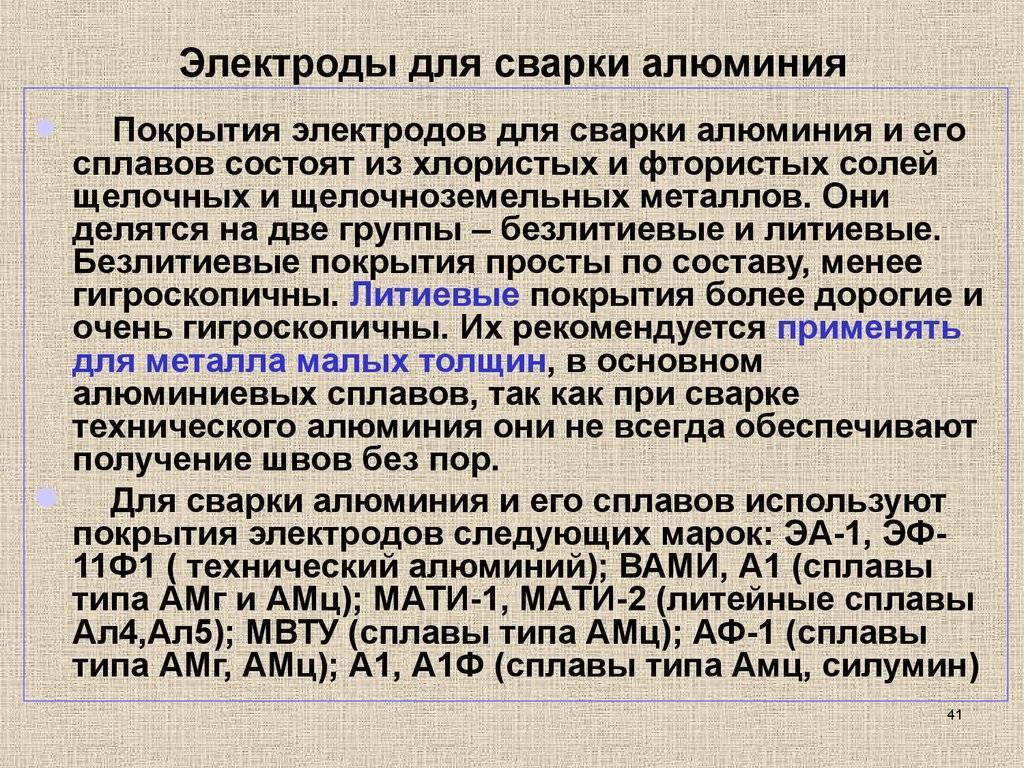
С алюминием
Для дуговой сварки меди с этим металлом используют 2 способа:
- Контактный метод. В этом случае учитывают разницу в температурах плавления. При стыковании берут более длинную алюминиевую заготовку. Сварочную ванну обдувают азотом. Воздух подавать в рабочую зону нельзя, это способствует образованию тугоплавкой пленки. При соединении труб элементы надевают на стержень, совмещая в одной точке.
- Замковый способ. В этом случае на алюминиевую пластину накладывают плоскую медную заготовку. Шов формируют по периметру. Его ширина должна совпадать с толщиной полосы. Процесс ведется с применением графитовых вставок, формирующих соединение.
 Для дуговой сварки меди с алюминием используют контактный метод.
Для дуговой сварки меди с алюминием используют контактный метод.
Сварка со сталью
Соединять детали из этих металлов сложно, но возможно. В этом случае применяются те же способы, что при сварке стальных деталей
Обращают внимание на разницу в температурах плавления материалов. Кромку стального элемента делают более длинной и тонкой, чтобы она начала плавиться быстрее. При работе с угольным электродом сварка ведется с током прямой полярности
Напряжение дуги составляет 40-55 В. Во время сварки используют флюс, предназначенный для работы с медью. Его вводят в промежуток между кромками
При работе с угольным электродом сварка ведется с током прямой полярности. Напряжение дуги составляет 40-55 В. Во время сварки используют флюс, предназначенный для работы с медью. Его вводят в промежуток между кромками.
Иногда возникает необходимость соединения стальной заготовки со шпилькой. В таком случае используют точечную сварку меди с обратной полярностью. Процесс ведется с использованием проволоки. Предварительный прогрев деталей не требуется. Заварить стальную шпильку на медной пластине сложно. Поэтому к заготовке прикрепляют кольцо. В него затем вставляют шпильку.
Ручная дуговая сварка
Ручная дуговая сварка, если она для данного металла целесообразна, имеет преимущество в технико-экономическом плане. Режим ручной сварки характерен достаточно высокой производительностью при наличии навыков у сварщика. Если быть более точным, то к дуговой сварке можно отнести не только работы в режиме MMA. Это и автоматическая сварка под флюсом, а также сварка в среде защитного газа. Но традиционно принято ручную дуговую сварку рассматривать, как отдельный вид работы.
Перед подготовкой следует уделить внимание выбору метода разделки кромок. Если толщина металла варьируется в пределах от 6 до 12 мм, то кромки разделываются под углом 60-70° градусов друг к другу. При наличии подварочного шва с противоположной стороны угол между кромками уменьшается до 50° градусов
Зазор между кромками должен составлять 2% от длины шва. Возможна сварка и без раздвигания листов. В этом случае заготовки предварительно прихватываются в участках, расположенных на расстоянии 30 см друг от друга. Не необходимо помнить, что при отсутствии зазора обычно происходит перегрев металла с последующим образованием трещин
При наличии подварочного шва с противоположной стороны угол между кромками уменьшается до 50° градусов. Зазор между кромками должен составлять 2% от длины шва. Возможна сварка и без раздвигания листов. В этом случае заготовки предварительно прихватываются в участках, расположенных на расстоянии 30 см друг от друга. Не необходимо помнить, что при отсутствии зазора обычно происходит перегрев металла с последующим образованием трещин.

Если толщина заготовки превышает 12 мм, то рекомендуется произвести Х-образную разделку кромок. Она пригодна для двусторонней сварки. Но такой способ разделки достаточно сложен, поэтому можно оставить М-образную разделку, но следует помнить, что возрастет расход электродов и придется применять подкладки. Предварительный прогрев подразумевает доведение температуры кромок до значения 300-400°C градусов.
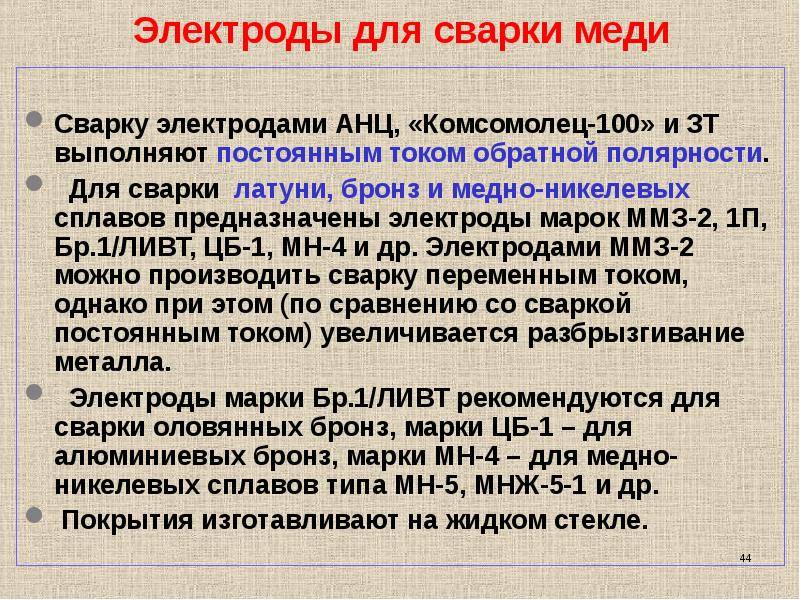
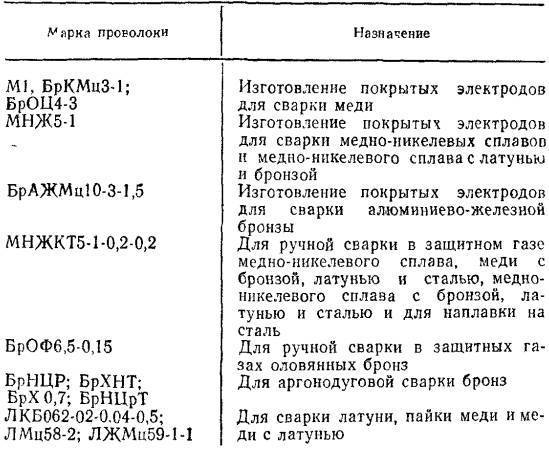
Ручная дуговая сварка меди осуществляется покрытыми электродами. Защитное покрытие электродов препятствует окислению шва, стабилизирует дугу и предотвращает пористость. В качестве электродного стержня выступает медная проволока. Она может содержать легирующие примеси (кремний, марганец). Допускается использование бронзовых стержней БрКМц3-1(CuSi3Mn1) или БрОФ4-03. Подобные стержни при сварке легируют медь кремнием, марганцем или фосфором, а также производят раскисление металла. К популярным маркам можно отнести такие, как «Комсомолец-100» и серию «АНЦ/ОЗМ».
Сварка меди и ее сплавов ведется при постоянном токе с обратной полярностью. Использование переменного тока теоретически возможно, однако не дает желаемой стабильности дуги. Также при переменном токе наблюдается разбрызгивание метала. Чтобы правильно выбрать режим сварки, необходимо пользоваться специальными таблицами. Ориентироваться можно на следующие показатели:
- толщина детали – 2 мм, диаметр электрода – 3 мм, сила тока – 120 А;
- толщина – 3 мм, диаметр – 4 мм, сила тока – 160 А;
- толщина – 5 мм, диаметр – 6 мм, сила тока – 300 А;
- толщина – 10 мм, диаметр – 8 мм, сила тока – 400 А.

Чем больше толщина заготовки, тем в большей степени возникает необходимость ведения сварки в несколько слоев. Тонкие листы свариваются за один проход. Технология наложения шва имеет свои особенности. Она выполняется участками по 200-300 мм. Будущий шов делят в соотношении 1 к 2. Сначала в одном направлении заваривается наибольший участок, а затем во встречном направлении – меньший. Практика показывает, что подобная технология повышает качество соединения и избавляет от трещин.
Инструкция по сварке меди разными способами
Для соединения деталей из этого металла применяют полуавтоматические или инверторные сварочные аппараты. Выбор технологии зависит от вида оборудования, требований к швам.
Инверторная сварка
Устройство поддерживает стабильные силу тока и напряжение. Имеется несколько предустановленных режимов. Компактный прибор имеет небольшой вес, что облегчает его перемещение. Инструкция по сварке предписывает соблюдение таких правил:
- Шов накладывают небольшими стежками, длина которых не должна превышать 4 см. При работе делают перерывы, препятствующие перегреву металла, способствующему появлению прожогов.
- Электрод держат под наклоном 10-20°.
- Перед тем как варить медь инвертором, правильно выбирают параметры тока и напряжения. При этом учитывают тип сплава, толщину деталей.

Инвертор — это улучшенная модификация сварочного аппарата.
Допускается подключение проводов прямым или обратным способом.
При помощи полуавтомата
Этот тип оборудования применяется при формировании длинных соединений. Равномерная подача присадочного материала делает шов прочным, однородным. Нельзя совершать поперечные движения проволокой или электродом. Это приводит к появлению пор. Сварку полуавтоматом в домашних условиях начинают только после обработки кромки. Рекомендованные параметры сварки:
- диаметр проволоки — 2 мм;
- сила тока — 300 А;
- тип флюса — АН-26 или К-13;
- напряжение — 30 В;
- вид присадочного материала — М1-3.
Сварка аргоном
В этом случае используются вольфрамовые электроды, питающие кабели подключаются по схеме обратной полярности. Детали сваривают без предварительного нагрева. Шов ведут справа-налево. Рабочую часть аппарата держат перпендикулярно обрабатываемой поверхности. Рекомендованный расход аргона — 10-18 л в минуту. Сварочный ток выбирают с учетом толщины детали.

Сварка аргоном позволяет защитить металл от окисления.
Работа в газовой среде
В этом случае сварку осуществляют с использованием горелки. Перед началом работы сварщик должен изучить, в чем заключается сложность при сварке меди этим способом. Затруднения возникают на этапе расчета расхода газа:
- при толщине заготовок до 1 см этот показатель составляет 15 л в минуту;
- если работа ведется с более массивными деталями, расход стоит увеличить до 20-25 л в минуту.
Для равномерного прогрева толстых конструкций применяют 2 горелки. Повысить качество соединения помогают флюсы с содержанием бора.










Особенности сварки медных деталей
Для сварки меди используют ряд вполне эффективных методов, которые позволяют с помощью технологических решений добиться высокого качества шва практически без потери физико-химических свойств материала. В промышленных масштабах эти работы осуществляют с помощью лазерной сварки или с применением сварочных автоматов.
Для бытового применения есть более простые методы. Например, сплавление электрических медных проводов или сварку нихрома с медью производят с помощью простого преобразователя напряжения. Он представляет собой обычный понижающий трансформатор, на вторичной обмотке которого переменное напряжение около 20 В, а сварку осуществляют угольным электродом.
Конечно, листовые детали или заготовки значительной толщины таким образом сваривать нельзя и для них подбираются особые температурные режимы и электроды или проволока, подходящие по составу. Медные заготовки толщиной более 8 мм перед сваркой подогревают до температуры 200−300оС, бронзовые до 500−600оС и латунные до 350оС при толщине более 12 мм. При толщине заготовок более 5 мм требуется разделка кромок под углом 60о−70о, а в процессе работы использовать подкладки с изнанки шва для устранения эффекта текучести расплава
Особое внимание следует уделять механической очистке деталей от окисного слоя и обезжириванию
Сварка меди и сплавов производится инверторными аппаратами и самым важным является защита сварочной ванночки от воздействия агрессивного кислорода. Это достигается с помощью электродов или проволоки с эффектом раскисления, а так же за счёт воздействия инертного газа. Для сварки используются следующие методы:
- сварка плавящимися электродами ММА постоянным током обратной полярности электродами К100 и Комсомолец;
- сварка вольфрамовыми электродами в инертных газах TIG с ручной подачей проволоки из меди или бронзы в зону плавления;
- полуавтоматическая сварка в защитном газе методом MIG с регулируемой подачей соответствующей проволоки в сварочную ванночку.
Важно помнить, что материал электродов и проволоки должен по составу быть как можно ближе к свариваемым деталям, поскольку это улучшает прочностные свойства шва и сохраняет физические свойства меди или сплава. При правильно выбранных компонентах, режимах работы и способах разделки кромок, сварочный шов по прочности не уступает основному материалу, а использование импульсного тока при сварке заготовок небольшой толщины позволяет избежать перегрева меди и сплавов
Длину дуги необходимо поддерживать в пределах 3−4 мм и использовать подкладки, чтобы обеспечить правильное формирование шва без потери качества
При правильно выбранных компонентах, режимах работы и способах разделки кромок, сварочный шов по прочности не уступает основному материалу, а использование импульсного тока при сварке заготовок небольшой толщины позволяет избежать перегрева меди и сплавов. Длину дуги необходимо поддерживать в пределах 3−4 мм и использовать подкладки, чтобы обеспечить правильное формирование шва без потери качества.