Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Правила эксплуатации
Перед началом работы на точильном станке следует ознакомиться с правилами эксплуатации. Прежде всего обустраивается ровная площадка для установки. Так как высота станка относительно большая – не обязательно делать дополнительное возвышение.
Электрооборудование рассчитано для подключения к электросети 380 В. Поэтому необходимо обеспечить подвод соответствующей линии, параметры которой будут учитывать номинальную мощность оборудования. Так как охлаждение силовой установки происходит воздушным путем – в рабочем помещении обязательно должна присутствовать принудительная вентиляция.
Дополнительно необходимо обеспечить следующие условия для нормального функционирования станка:
- обустройство контура заземления;
- при подключении электродвигателя к сети контролируется его правильное вращение;
- при возникновении перегрузок в конструкции предусмотрен автоматический выключатель. Периодически проводится проверка его работоспособности;
- кожух и компоненты системы очищаются от абразивной пыли, которая неизбежно будет оседать на рабочие органы оборудования.
Для работы на станке персонал должен пройти курсы подготовки. Они включают в себя не только детальное ознакомление с конструкций, но и с правилами эксплуатации.
В процессе работы при постоянном включении/выключении электрической части происходит естественный износ контактов. Их необходимо проверять с периодичностью, которая зависит от интенсивности эксплуатации.
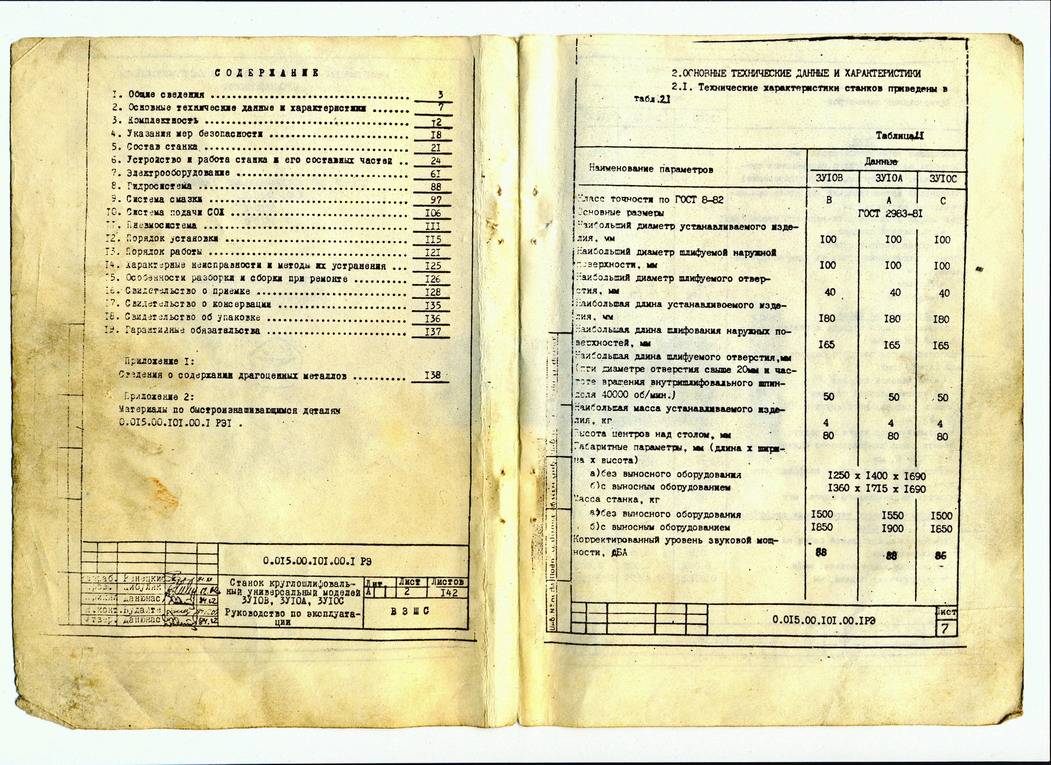
Технические характеристики оборудования 3М636
Шлифовальный станок 3М363 – отечественное устройство, применяемое для профессиональной обработки металла. Он имеет такие технические характеристики:
| Параметры | Показатели |
| Класс точности | Н (подходит для осуществления чистовых работ) |
| Размеры круга для шлифования (диаметр) | 60 см |
| Ширина абразивного инструмента | 7,5 см |
| Количество кругов для шлифования | 2 |
| Расстояние между центрами кругов | 102,5 см |
| Расстояние от пола до середины абразивного элемента | 85 см |
| Максимальная масса заготовки | 30 кг |
| Скорость вращения абразивного круга | 955–1425 об/мин |
| Габариты стола | 11×20 см |
| Мощность основного привода | 7 кВт |
| Размеры станка | 127,5×75×135 см |
| Масса агрегата | 860 кг |
3Б634 станок точильно-шлифовальный напольный. Назначение, область применения
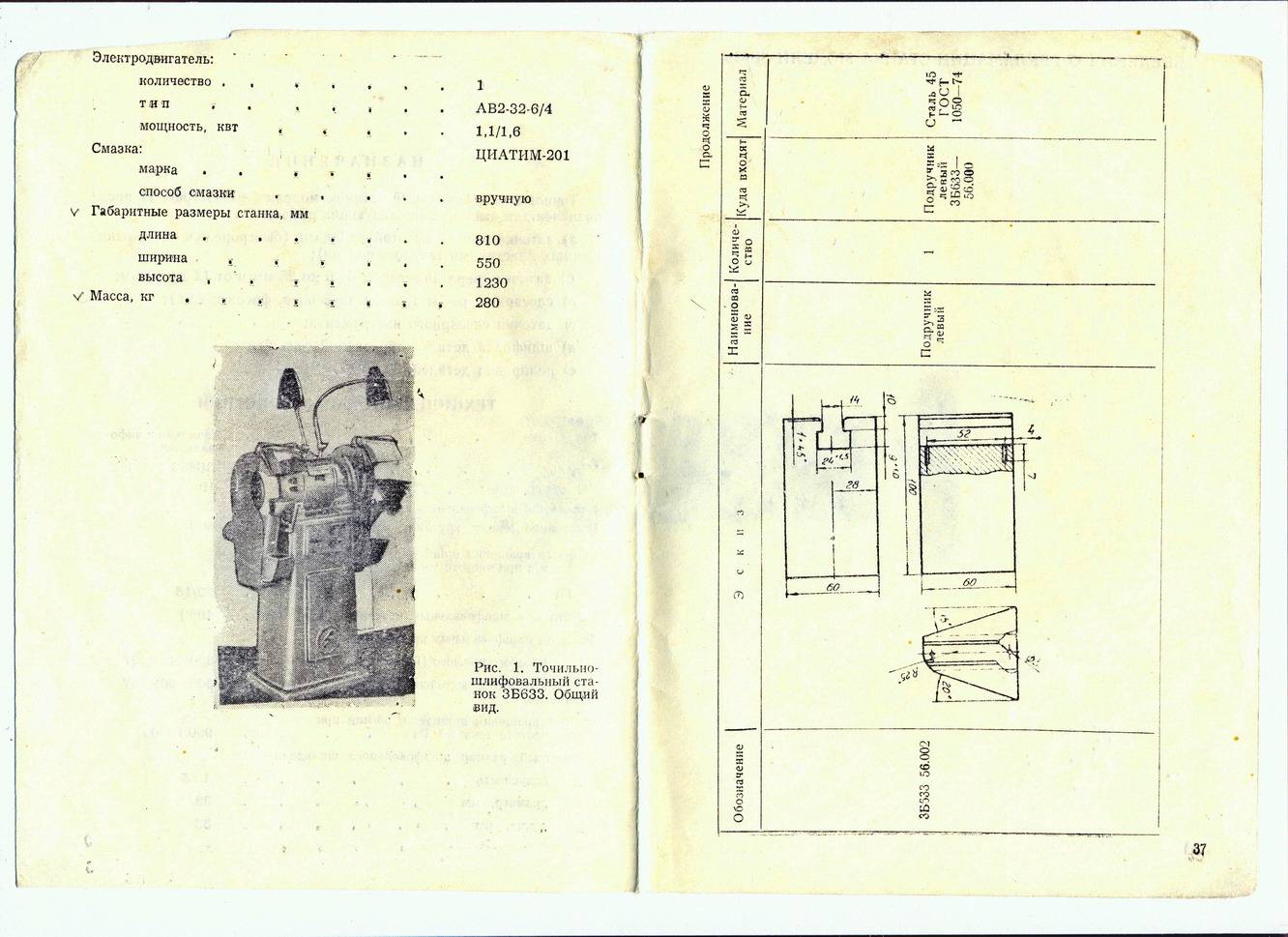
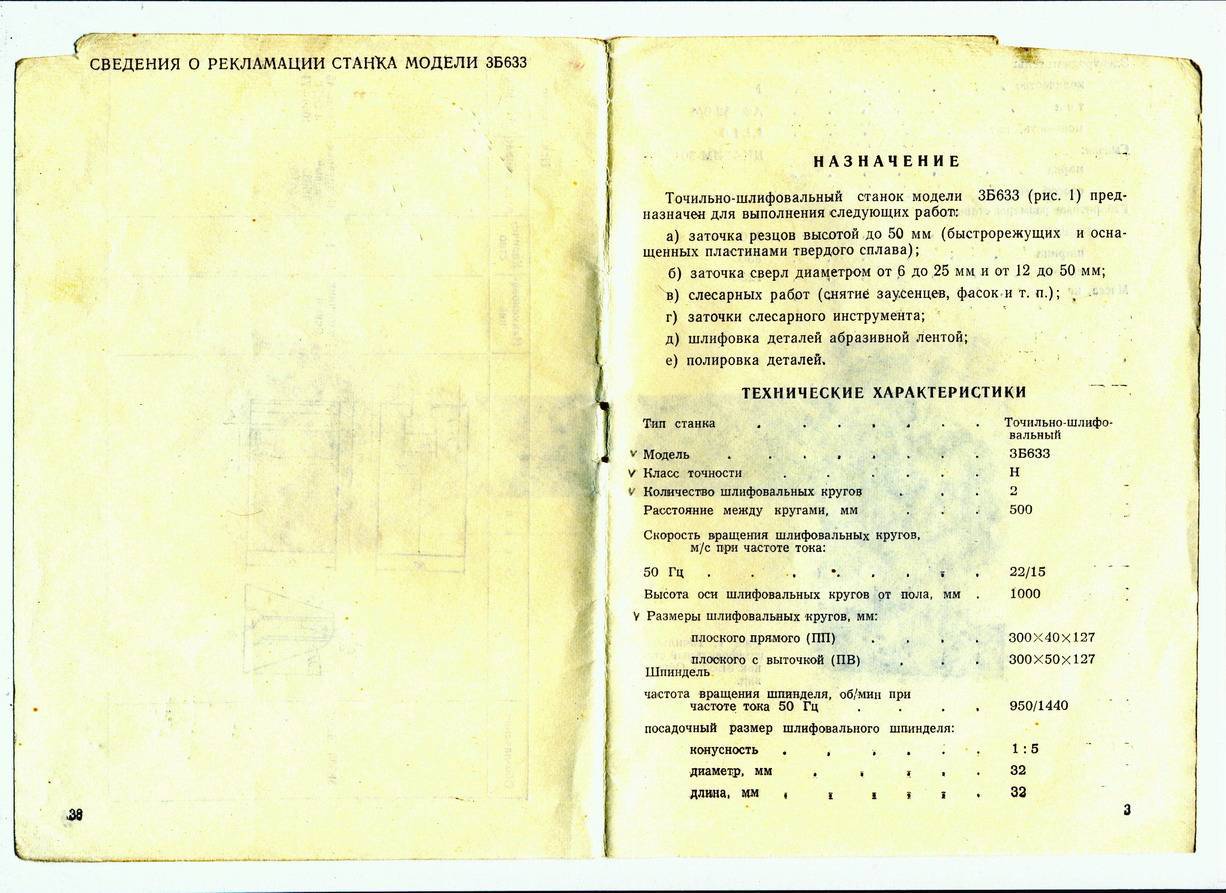
Точильно-шлифовальный станок с двумя кругами модели 3Б634 предназначен для выполнения следующих операций:
- заточки быстрорежущих и оснащенных пластинками твердого сплава резцов высотой до 100 мм;
- заточки сверл диаметром 12..50 мм;
- заточки слесарного инструмента;
- снятия заусениц, фасок и других слесарных работ;
- шлифовки деталей абразивной лентой;
- полировки деталей
Использовать станок для обдирки литых и сварных деталей не рекомендуется.
Особенности конструкции и принцип работы станка 3Б634
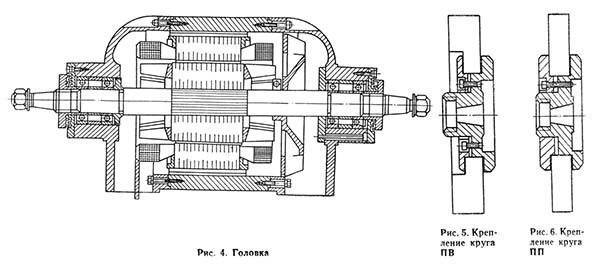
Основной частью точильно-шлифовального станка 3Б634 является шлифовальная головка (рис. 5). В головку вмонтирован двухскоростной электродвигатель, вал которого является шпинделем станка. Статор, ротор и крыльчатка вентилятора расположены в корпусе с двумя крышками, в которых размещены шарикоподшипниковые опоры шпинделя (рис. 6).
Шлифовальная головка точильно-шлифовального станка 3Б634
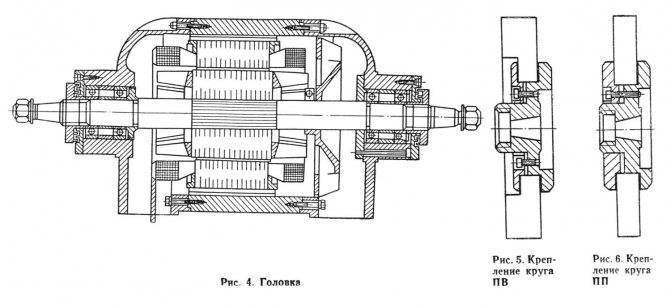
Шарикоподшипниковые опоры представляют собой сдвоенные радиально-упорные шарикоподшипники высокой точности № В36209Л с выбранными осевыми люфтами. С наружных сторон выполнены осевые лабиринтные уплотнения, с внутренних — жировые канавки.
Охлаждение электродвигателя осуществляется за счет циркуляции воздуха, для чего опорные крышки головки имеют окна, связывающие внутренние полости станины и головки. Для крепления защитных кожухов и некоторых приспособлений (для полировальных работ, ленточного шлифования и др.) на крышках головки имеются две цапфы. Крепление головки к станине осуществлено при помощи шпилек.
Станина представляет собой чугунную отливку с размещенным в ней электрошкафом. Внутри станины укреплена панель с электрооборудованием. Доступ к электрооборудованию возможен в результате наличия проема в передней стенке, герметично закрываемого дверкой.







На станок устанавливают шлифовальные круги типов ПП 400 х 50 х 203 (плоский прямого профиля) и ПВ 400 х 60 х 203 (плоский с выточкой). Круги насаживают на переходные фланцы, закрепленные на конусной части шпинделя. Переходные фланцы с наружной стороны имеют три сухарика, при помощи которых осуществляется балансировка шлифовальных кругов.
Шлифовальные круги ограждены защитными кожухами, изготовленными из листовой стали.
На лицевой стенке кожуха имеется зев для доступа к шлифовальному кругу. В верхней части зева расположен козырек, при помощи которого поддерживается зазор не более 6 мм между козырьком и шлифовальным кругом, в нижней части зева — выдвижная заслонка для отсоса пыли. При установке приспособления для заточки сверл заслонку полностью задвигают в кожух. Боковая стенка кожуха шарнирно соединена с кожухом и может быстро отбрасываться для замены и осмотра шлифовального круга.
Внизу кожуха расположен пылесборник, в котором собирается до 40% пыли, отсасываемой из зоны работы станка. Не менее одного раза в смену пылесборник необходимо очищать от накопившейся пыли.
Кожух оснащен патрубком для подсоединения к вытяжной системе. Сверху к кожуху приварена втулка крепления защитного экрана.
Защитный экран (рис. 9) выполнен заодно со светильниками. Для удобства эксплуатации экран может быть повернут относительно горизонтальной оси на 15°. В светильники вмонтированы по две лампы 41,6 Вт, обеспечивающие хорошую освещенность.
Для заточки резцов и зачистки деталей на станке оборудованы поворотный столик (рис. 10) и подручник (рис. 11). Поворотный столик представляет собой стальную плиту, прикрепленную винтами к чугунному кронштейну, который может перемещаться по криволинейной направляющей. Таким образом, столик может занимать наклонное положение относительно торца шлифовального круга. Направляющая столика крепится к кронштейну, который, в свою очередь, прикреплен к станине. В результате двух перемещений столика в горизонтальной плоскости компенсируется износ круга по торцу и боковой поверхности.
Подручник представляет собою стальную деталь с двумя рабочими поверхностями: плоской и криволинейной. Плоской рабочей поверхностью рекомендуется пользоваться при шлифовании деталей, имеющих опорную плоскость. Если требуется отшлифовать кривую поверхность детали при отсутствии хорошей опорной плоскости или при необходимости частой перенастройки угла установки подручника, нужно пользоваться криволинейной рабочей поверхностью подручника. Крепление подручника к кронштейну выполнено таким образом, что он может перемещаться на круг, по вертикали и вращаться вокруг оси. Необходимо следить, чтобы зазор между кругом и подручником был не более 3 мм.
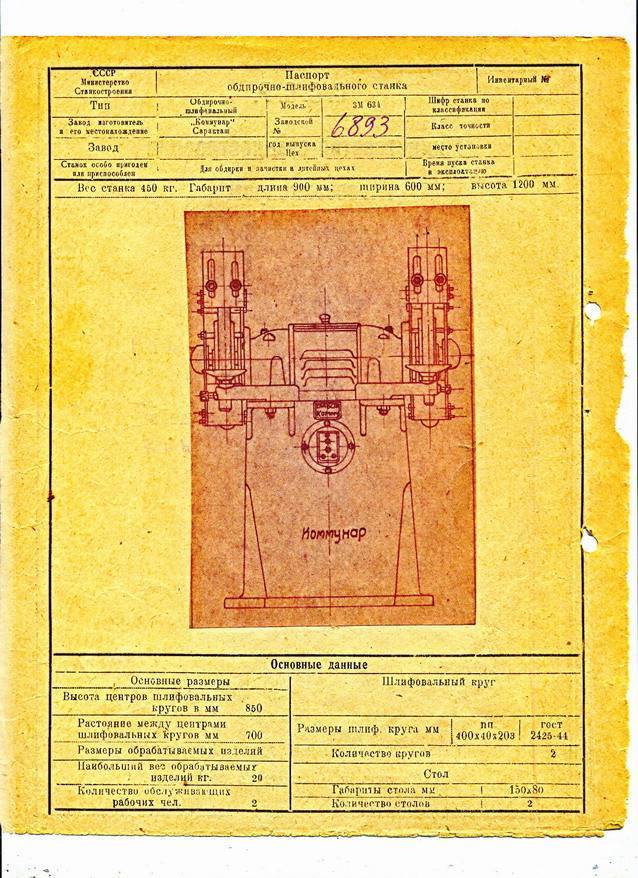
Станок точильно-шлифовальный Завод 3М636
Обдирочно-шлифовальный станок типа 3М636 способен обрабатывать достаточно крупные изделия. Максимальный вес заготовки достигает 30 кг, чего достаточно для выполнения большинства возникающих в литейном цеху задач. Аппарат укомплектован небольшим рабочим столом 110х200 мм Обдирочно-шлифовальный станок типа 3М636 предназначен для зачистки и обдирки литья в условиях производственного цеха. Благодаря своим достойным эксплуатационным характеристикам, он завоевал популярность на рынке и стал эталоном надежности и производительности.
Обдирочное шлифование применяется для удаления с заготовок дефектного слоя материала на отливках, поковках, заготовках прокатки, штамповки и сварки. При этом производится зачистка поверхностей заготовок без их формообразования.
Для повышения эффективности обдирочного шлифования используется резкое увеличение объемов снимаемого металла в единицу времени при высоких рабочих скоростях, скоростях продольных подач и высоких силах прижима в зоне обработки. Это позволяет снизить общие припуски на механическую обработку термически обработанных заготовок повышенной твердости, исключить в ряде случаев фрезерование, строгание, огневую зачистку при снятии припусков до 10 мм и более за проход. Такой метод скоростного обдирочного шлифования широко применяется в машиностроении при обработке заготовок шлифованием без предварительного точения, в металлургической и литейной промышленности при подготовке и отделке проката, зачистке отливок. При этом методе обдирочного шлифования применяется линейка специальных обдирочно-шлифовальных станков, работающих при рабочей скорости 60-80 м/с, скорости продольной подачи до 60 м/мин, силе прижима 6000-10000 Н, мощности главного привода 75-160 кВт. Для работы на этих станках выпускаются обдирочные горячепрессованные круги наружными диаметрами 500, 600 и 800 мм из циркониевого электрокорунда зернистостями 160, 200 и 250.
Эффективность обработки отливок зависит от скорости воздействия абразивного инструмента и усилий, с которыми абразивный инструмент воздействует на поверхность отливки. Чем выше скорость резания и усилия, тем эффективнее процесс обработки. Эффективность обработки оценивается количеством металла, снятого с отливки, в единицу времени (обычно в минуту). Чем качественнее изготовлена отливка, т. е. чем меньше она имеет заливов, приливов и пригара, тем меньше трудоемкость обработки грубого обдирочного шлифования.
Для обдирки (зачистки) чугунных и стальных отливок применяются круги средней твердости (СТ2) и твердые (Т) с зернистостью 20 и 24 единицы. Допускаемая скорость вращения круга при зачистке отливок определяется окружной скоростью в интервале 40—50 м/сек.
Обдирочно-шлифовальные станки для обработки отливок подразделяются на переносные или ручные механизированные инструменты, стационарные, подвесные и специальные.
По классу точности обдирочно-щлифовальный станок типа 3М636, зарекомендовавший себя в России и в странах постсоветского пространства, соответствует стандарту «Н», что говорит о том, что техника отлично подходит для чистовых работ. Этот станок укомплектован двумя 600-миллиметровыми шлифовальными кругами шириной 75 миллиметров, которые приводятся в движение мощным 7-киловатным силовым двигателем. Скорость вращения шлифовальных кругов колеблется в пределах 955-1425 оборотов в минуту. При этом расстояние между центрами кругов составляет 1025 миллиметров.
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.
На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Это интересно: Шлифовально-полировальные станки по металлу
Заточка стамески или рубаночного ножа
Сильно изношенное лезвие сначала перезатачивают на крупнозернистом круге, а затем переходите к более мелкозернистой категории.
Перед заточкой нового скоса на лезвии стамески или рубанка проверьте режущую кромку угольником. Если износ неровный, отметьте очень тонким фломастером .линию, перпендикулярную боковым сторонам лезвия. Установите упор для инструмента на расстоянии примерно 3 мм от круга, убедитесь, что он надежно закреплен, и, надев защитные очки, включите машину.




Окуните лезвие в воду и, прижав его к упору скосом вниз, постепенно подавайте в направлении круга. Когда оно дойдет до круга, все время перемещайте его всей шириной кромки по точильному камню, чтобы предотвратить перегрев. Через каждые несколько секунд погружайте лезвие в воду.
Исправив перпендикулярность, выключите точило и переставьте упор так, чтобы полотно находилось под углом примерно 25° к кругу. Включите машину и продолжайте работу в предыдущей манере, вытачивая теперь ровный скос по всей ширине лезвия. Не нажимайте слишком сильно и охлаждайте полотно, регулярно окуная его в воду или используя специальный аэрозоль, держа полотно одной рукой.
Если металл нагреется до температуры, которая придает ему голубой цвет, он – потеряет закалку и не сохранит надолго остроту режущей кромки. В этом случае единственный выход – сточить поголубевший участок лезвия.
Комплектация и особенности
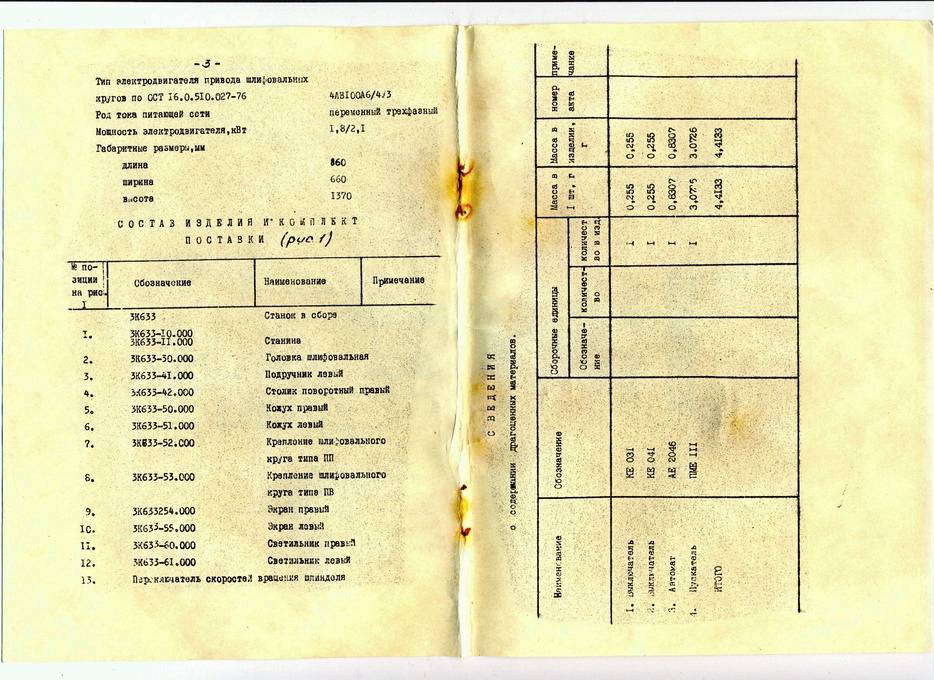
Состав станка
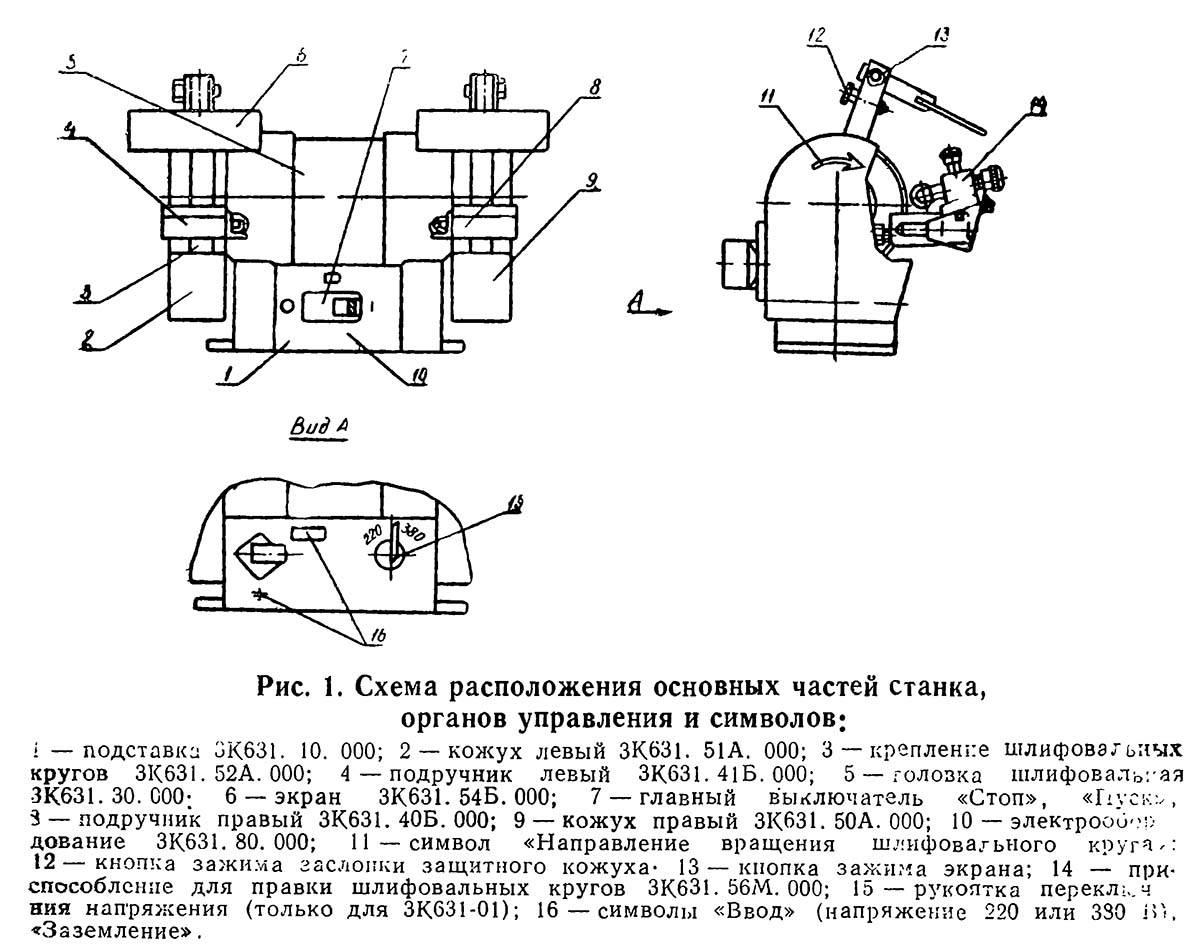
Составные элементы станка указаны на рисунке 1.
На верхней части корпуса 1 станка установлены корпуса подшипников 2 и защитный кожух 8 с ручками. Подшипники являются опорами для вала 12, на котором установлен приводной шкив 11. Шкив 11 имеет возможность осевого перемещения вдоль приводного вала 12 станка. Вращение шкиву 11 передается клиновыми ремнями от электродвигателя, расположенного внутри корпуса 1 и закрепленного на плите 10. Вспомогательные установочные перемещения электродвигателя производятся по горизонтальным пазам плиты 10. Регулирование натяжения ремней можно производить, используя вертикальные пазы плиты 10.
На корпусах подшипника 2 закреплены защитные кожухи 4 с отводящими патрубками 9. Внутри кожухов 4 на валу 12 закреплены шлифовальные круги 5.
Кронштейны 3 являются опорами для подручников 7, которые могут быть установлены на требуемой оператору высоте. Наличие пазов в подручниках 7 позволяет перемещать их в нужное положение.
Рисунок 1 — Составные элементы станка: а) — вид спереди; б) вид сзади (кожух 8 не показан)
На кронштейны 15 устанавливаются защитные прозрачные экраны 16. Станок работает только при опущенных защитных экранах 16.
Электрооборудование станка:
Электрооборудование станка состоит из:
- электродвигателя АИР132M4 380 В IM1081, работающего в режиме трехфазного включения;
- вводного автомата;
- пускателя электромагнитного;
- кнопки ПУСК;
- кнопки СТОП;
- двух концевых выключателей;
- лампы освещения.
Сечение питающих проводов не менее 1,0 мм² (медных) или 2,5 мм² (алюминиевых).
Защита электрооборудования от перегрузки производится электротепловым реле. Элементы электрооборудования станка находятся в шкафу 14. Кнопки управления станком расположены на панели 13.
Перед началом работы на станке проверить:
— исправность и комплектность станка;
— исправность заземления, подводящего кабеля и вилки;
— надежность крепления кругов шлифовальных, защитных кожухов и подручников;
— исправность вытяжного устройства пылеприемника.
Подручники 7 должны устанавливаться так, чтобы верхняя точка соприкосновения обрабатываемой заготовки со шлифовальным кругом 5 (рисунок 1) находилась выше горизонтальной плоскости, проходящей через центр круга, но не более 10 мм. Зазор между краем подручника и шлифовальным кругом должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм. Подручники 7 должны быть надежно закреплены. Перестановку подручников производить только во время остановки станка.
Классификация устройств
Шлифовальный станок на рынке существует разный по своей конструкции. Разделяют три основные группы устройств.
Стационарные – такие агрегаты применяются для обработки маленьких заготовок.

Стационарный шлифовальный станок это
Но шлифовка на рынке имеется односторонняя и двухсторонняя. К этой группе относится радиально-заточный аппарат – он более популярен, так как выполняет множество функций, торцовочное устройство. Стационарное оборудование оснащается шлифовальными кругами, диаметр которых колеблется в пределах 40–75 см.
Подвесные агрегаты – с его помощью обрабатываются заготовки среднего и крупного размера. Аппарат не стоит на полу, а находится в подвешенном состоянии. Он является более удобным, так как его позволено разворачивать в любую сторону, такая манипуляция делает шлифовку деталей более качественной. Кроме того, работать с подвесным устройством легче физически. Оно оснащается абразивным кругом большего размера, а также имеет более высокую мощность.
Специальные – к ним относятся полуавтоматические и автоматические агрегаты. Чаще они используются в массовом производстве заготовок. Полностью автоматизированные устройства могут обойтись без непосредственного вмешательства человека. Они более производительны, нужно только выставить соответствующие настройки.
Сегодня промышленность выпускает передвижные станки, которые более удобные в использовании, помогают повысить производительность.

Передвижной шлифовальный станок
Но чем лучше сделана отливка детали, тем меньше усилий потребуется для ее шлифовки.





О торце-кругло-шлифовочных устройствах с ЧПУ
Обычно, в устройствах, управляемых программами, предусматривают большое число координат. К примеру, в шлифовальном приспособлении этого типа может быть до 10 управляемых ординат, из них три основных и минимум шесть вспомогательных для лучшего позиционирования:
- осевой ориентации заготовок относительно круга;
- смещения бабки заднего типа для корректировки и обработки заготовок;
- правки кругов для обеспечения возможности обработки любых профилей;
- осей устройства для активного контроля;
- лучшего поворота столов для обрабатывания конусов.
Для обработки разного вида геометрических форм изделий шлифовальными станками ЧПУ, установлены специальные программы:
- диспетчер выбора режимов;
- специальный модуль, управляющий приводом;
- определяющий координаты точек интерполятор.
При серийном производстве такие шлифовальные станки с ЧПУ используются с применением программных систем, что дает возможность для гибкой настройки цикла правки, шлифовки, существенно влияет на скорость переналадки станков и обрабатывания самых разных деталей. К тому же такие многокоординатные системы придают больше универсальности станкам, стабильной эффективности управления всеми процессами.
Где купить обдирочно-шлифовальный станок? Вывод очевиден —
Мы являемся заводом-изготовителем, поэтому для Вас выгоднее купить обдирочно-шлифовальный станок напрямую у нас. По договоренности мы организуем доставку оборудования собственным автотранспортом, либо железнодорожным транспортом в любую точку Таможенного Союза, проведем пусконаладочные работы и поможем с монтажом, пуско-наладкой, а также обучением вашего персонала правильной эксплуатации оборудования.
Внимание! Обдирочно-шлифовальные станки, произведенные АО «Кубаньжелдормаш», работают на собственное производство в литейном цехе на обрубном участке
Преимущества совместной работы с нашим предприятием:
- Завод с 85-ти летней историей, мощная производственная база
- Замкнутый цикл производства, от стального литья до испытаний и отгрузки Заказчику;
- Высококвалифицированный инженерный персонал с большим опытом проектирования и внедрения в производство металлообрабатывающего оборудования;
- За счет ежемесячного планового производства, обдирочно-шлифовальные станки всегда есть в наличии на складе;
- Применение современного высокоточного оборудования и самых передовых технологий металлообработки из Германии, Швейцарии, Японии, Австрии и США;
- Лучшие заводские цены на обдирочное оборудование от российского производителя;
- Поставка запасных частей в течение 3–5 рабочих дней в любую точку России, Беларуси, Казахстана;
- Использование качественных материалов и комплектующих от ведущих производителей — ММК, НЛМК, Мечел, ЯЭЗ «Eldin», ВЭМЗ, Moeller, ABB, Schneider Electric, Rittal и др.;
- Выгодные схемы финансирования закупки нашего оборудования в лизинг или кредит.
Можно бесконечно перечислять плюсы от работы с нами, но лучше один раз приехать и своими глазами увидеть наше производство и производимое оборудование, наши двери всегда открыты для Заказчиков!
Станки всегда есть в наличии, звоните.
Заказать или купить обдирочно-шлифовальные станки по лучшим низким ценам Вы можете у наших дилеров, либо напрямую на заводе, для этого достаточно связаться с отделом продаж.
Поскольку Ваша деятельность скорее всего связана с металлообработкой Вам вероятно будут также интересны наши гильотинные ножницы.