Характеристика электрода
Вольфрамовые электроды применяются для сварки неплавящимся электродом. Они отличаются высокой температурой плавления и тем, что не участвуют в формировании сварочного шва. Широкое применение получили такие марки (ГОСТ 23949−80):
- чистый вольфрам;
- с окисью лантана;
- с окисью иттрия;
- с окисью тория.
 Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Выбор диаметра электрода зависит от марки вольфрама, рода и величины сварочного тока. Если правильно подобрать режим сварки, то за каждый час сгорания расход стержня не будет превышать двух сантиметров. Температура рабочей среды может достигать 6 тыс. градусов тепла.
При нагреве неплавящиеся электроды могут в атмосфере окисляться, поэтому рабочая среда вольфрама защищается газом. За счёт использования аргона и гелия достигается качество сварки. Наиболее комфортной будет сварка с прямой полярностью при постоянном токе. В этом случае горелка комфортная и облегчённая, поэтому процесс сваривания проходит легко.
 Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Как правильно варить аргонодуговой сваркой
Успешное примененная технология аргонодуговой сварки заключается в трех вещах:
- Первая – правильные настройки всей системы. В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
- Второй пункт успеха – твердая рука сварщика. Даже если мы настроили все правильно, но при этом не выдержали расстояние от электрода до заготовки или неправильно подавали пруток, то рассчитывать на качественный шов не придется.
- Третий столп успеха – рабочее место. Здесь мы сможем удобно расположится самостоятельно, крепко зафиксировать заготовку, расположить вблизи все необходимые расходные материалы, обеспечить хорошую вентиляцию, при этом избегая сквозняков. Сквозняки или сильные порывы ветра – единственная вещь, кроме самого сварщика, которая может ухудшить качество работ.
Сварка аргоном по технологии выглядит следующим образом:
- Подбираем материал для припоя;
- Устанавливаем подходящий электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Нажимаем на курок, при этом подается газ, но дуга не зажигается
- Зажигается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не прекратится подача газа.
Инструктаж по выполнению аргоновой сварки с подогревом
Мы предлагаем подробно разобрать процесс с неплавящимся электродом и проволокой-присадкой на примере этого обучающего видео.
Подготовка необходимого оборудования и защитных средств

На фото перчатки из замши и брезента, редуктор для газового баллона с регуляторами, электроды, горелки

Шлем для сварки с полным щитком и защитой шеи

Баллон с аргоном

Шланг высокого давления с насадкой для подключения горелки

Набор керамических горелок для аргонно-дуговой сварки, электродов и сопутствующих деталей
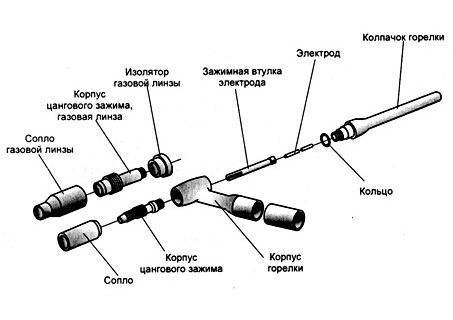
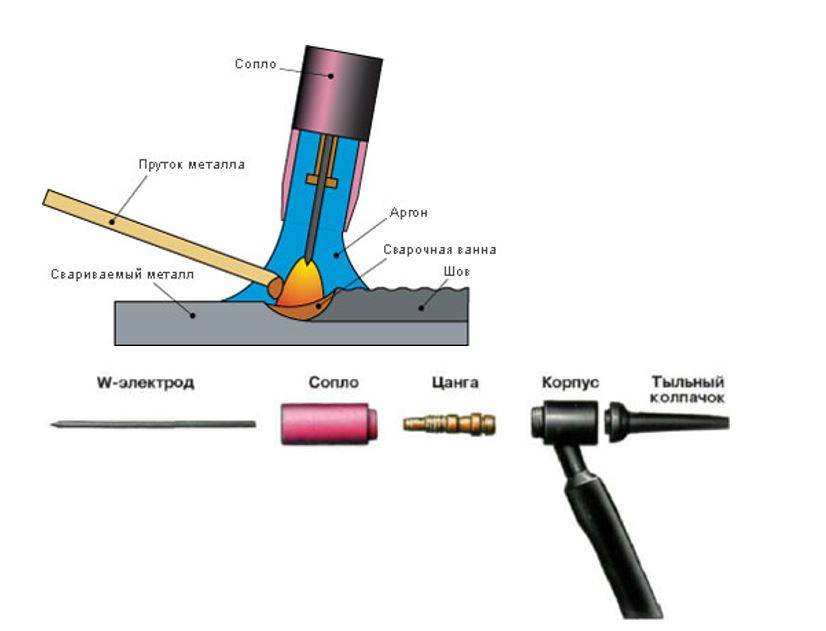
Сбор горелки с учетом планируемого режима сварки (диаметра электрода)


Крепление цанги

Фиксация керамического сопла

Обратите внимание, электрод вставляется сзади

На уже надетый электрод надвигается защитный кожух (тыльный колпачок). За пределы сопла электрод выступает всего на несколько миллиметров

Размер выступа электрода за пределы сопла
Сменить насадку и керамическую газовую линзу горелки можно при уже вставленном электроде
Настройка режима сварки
Настраивается режим сварки в соответствии с таблицами выше (свариваемость металла, сила тока)
Обратите внимание на условия работы – если сварка производится за пределами помещения или в помещении с ярко выраженным сквозняком, необходимо увеличить жесткость газовой струи. Сделать это можно с помощью увеличения скорости истечения газа
То же рекомендуется при повышенной скорости сварки.

Процесс сварки
После настройки можно варить.

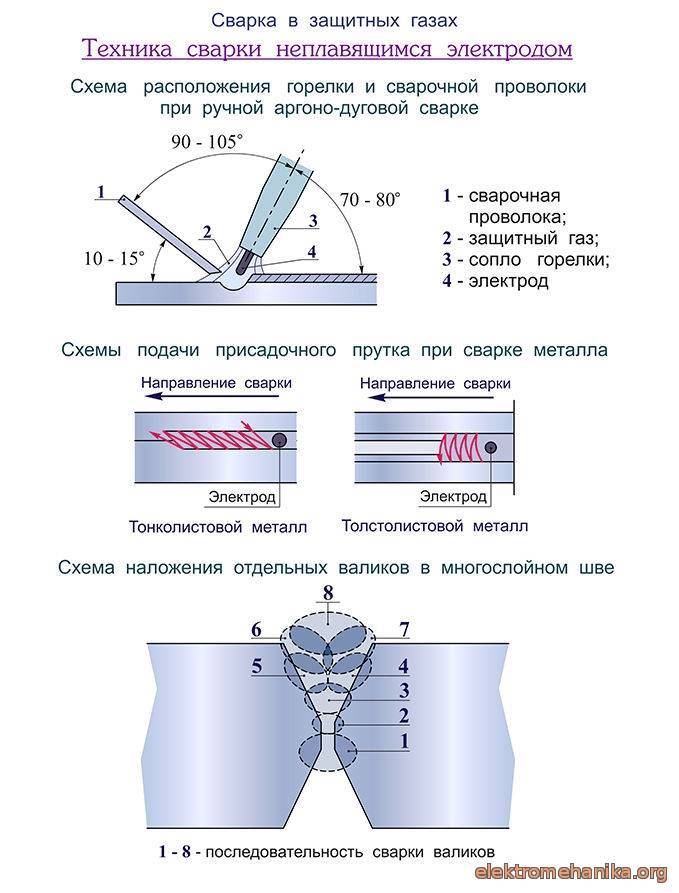
Положение горелки при работе. Поперечные движения крайне нежелательны, инструмент должен двигаться строго вдоль шва

Включенная дуга в защитной газовой среде (характерный зеленый отсвет связан именно с аргоном)
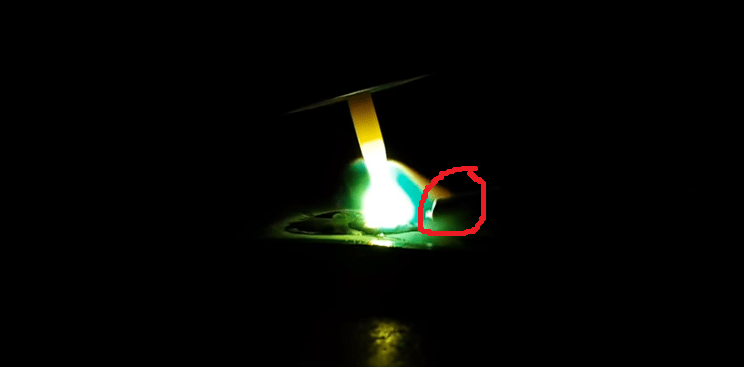
Красным выделена подаваемая в зону сварки проволока-присадка
В данном уроке реализован крупнокапельный метод перехода металла в сварочную ванну. Присадка подается импульсно, соответственно, нагрев происходит поэтапно, до отделения крупной капли. Последовательность таких капель формирует характерный вид шва.










Проконтролировать качество сварки поможет анализ шва.

При достаточном проплавлении сварочная ванна имеет каплевидную форму, при недостаточном – овальную. Сравнивая приведенную схему с образцом шва выше, можно сделать заключение – металл проплавлен не в полной мере.
Преимущества и недостатки
Сварка в среде аргона имеет ряд преимуществ по сравнению с другими видами сварки. Благодаря им, этот вид сваривания металлов получил довольно большое распространение. К преимуществам можно отнести:
- применение малых токов, что оказывает положительное влияние на работы, требующие высокой точности;
- работы выполняются без электродных покрытий и флюсов;
- эстетичность и высокая прочность сварочных швов;
- путём наплавки можно восстановить изношенную часть изделия;
- можно работать с металлами, плохо поддающимися сварке;
- возможность работать с массивными конструкциями и мелкими деталями;
- малое количество выделяемых аэрозолей;
- отсутствие искр во время работы, что говорит о пожаробезопасности;
- качественная резка металлов с отсутствием отходов.
Несмотря на простоту техники сваривания и возможности курировать весь процесс, сварка в среде аргона имеет свои недостатки:
- довольно дорогостоящее оборудование для выполнения работ;
- сварщик должен иметь высокую профессиональную квалификацию;
- возникновение в процессе работы ультрафиолетового излучения;
- низкая производительность труда, особенно это характерно для ручных аппаратов;
- применение высокоамперной сварки требует дополнительного охлаждения;
- рабочее место должно быть защищено от сквозняков при работе на открытом пространстве.
Наличие недостатков не сказывается на востребованности этого современного метода сваривания.
https://youtube.com/watch?v=-RFTNzS8UDc
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
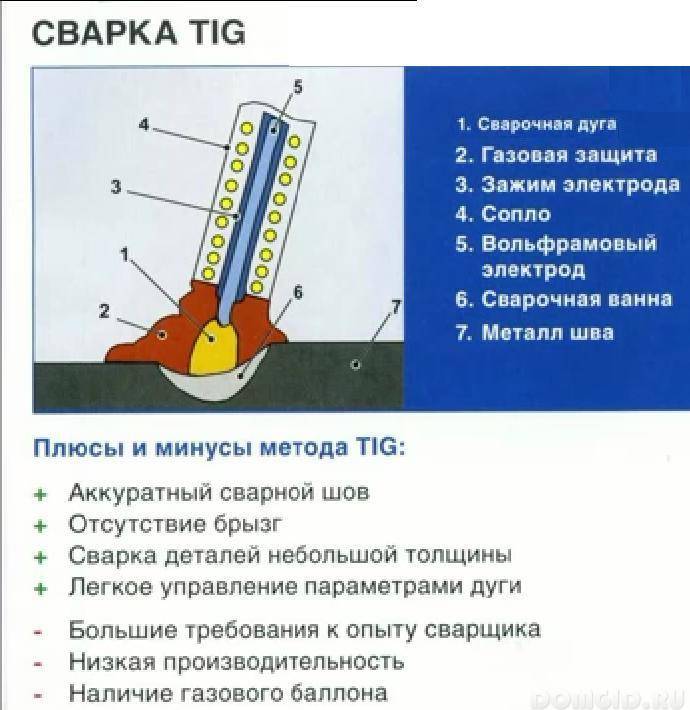
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Это интересно: Cварочный инвертор — для чего он нужен и как его использовать?
Как выбрать для домашних работ?
Какой аппарат выбрать? Универсальный агрегат, способный сваривать все со всем, обойдется в сотни тысяч рублей, причём три четвери его возможностей, скорее всего, не будут использованы. Для того, чтобы правильно выбрать хороший аппарат для домашней мастерской, требуется четко очертить круг предстоящих работ. Приобретение комплекса для сварки в аргоновой среде имеет смысл, если объем предстоящих работ значителен.
Полезно будет перед покупкой изучить мнения опытных сварщиков, их отзывы о работе с той или иной моделью. Такие отзывы можно найти на профессиональных форумах.
Важно также правильно выбрать такие параметры вашего аппарата, как:
- максимальный и минимальный сварочный ток;
- режимы работы: смена полярности постоянного тока, переменный ток, импульсный и ассиметричный токи;
- тип присоединения для сварочного шланга;
- вид охлаждения горелки;
- дополнительное оборудование в комплекте поставки;
- отношение цена/производительность и цена/качество.
Дополнительное оборудование, входящее в комплект поставки, обойдется существенно дешевле, чем приобретенное отдельно
Немаловажно, чтобы эти бонусы от поставщика были действительно необходимы, поскольку общую цену покупки они могут задрать весьма ощутимо
Режимы
Режим работы сварочного аппарата необходимо выбирать внимательно, учитывая при этом все исходные данные. От этого во многом зависит результат. Итак:
- Направленность и полярность тока. Определяющим критерием выступает металл, с которым приходится работать. Большинство стальных заготовок, в том числе и с нержавейки, требуют постоянный ток прямой направленности. Касательно цветных металлов, магния и алюминия, то все с точностью до наоборот. Лучше всего выбрать переменный ток с обратной полярностью.
- Расход инертного газа определяется двумя факторами – условий работы и скорости подачи аргона. Сваривание металла на открытой площадке при сильном ветре влечет увеличенный расход инертного газа. Поэтому всегда нужно иметь хотя бы две защищенные от ветра стороны.
На первый взгляд может показаться нерациональным, но в аргоновой смеси присутствует кислород. Его доля небольшая и не превышает 5% общего объема. Казалось бы, что это отрицательно повлияет на качество шва. Но нет. В малых дозах кислород выполняет положительную функцию: он сжигает мелкие вредные примеси. Они вступают в реакцию с газом и сгорают.
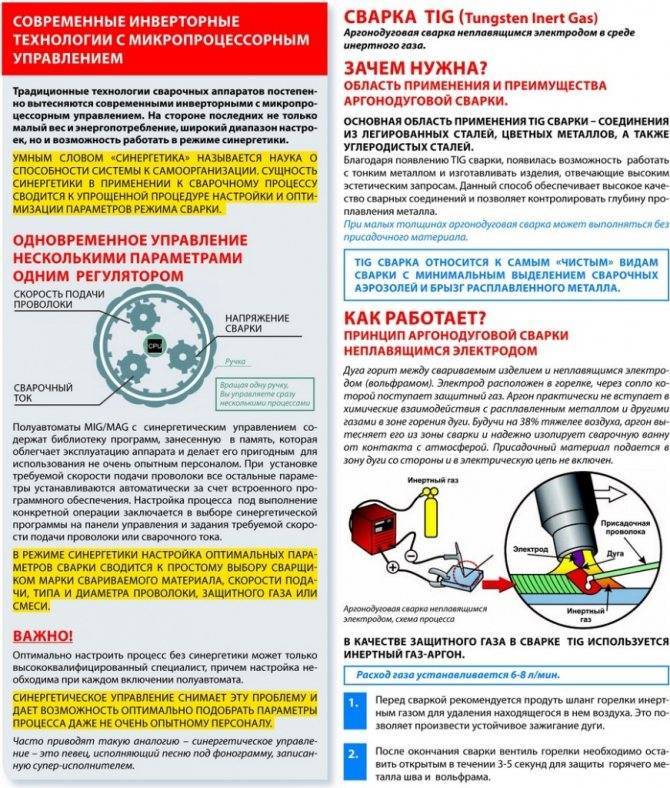
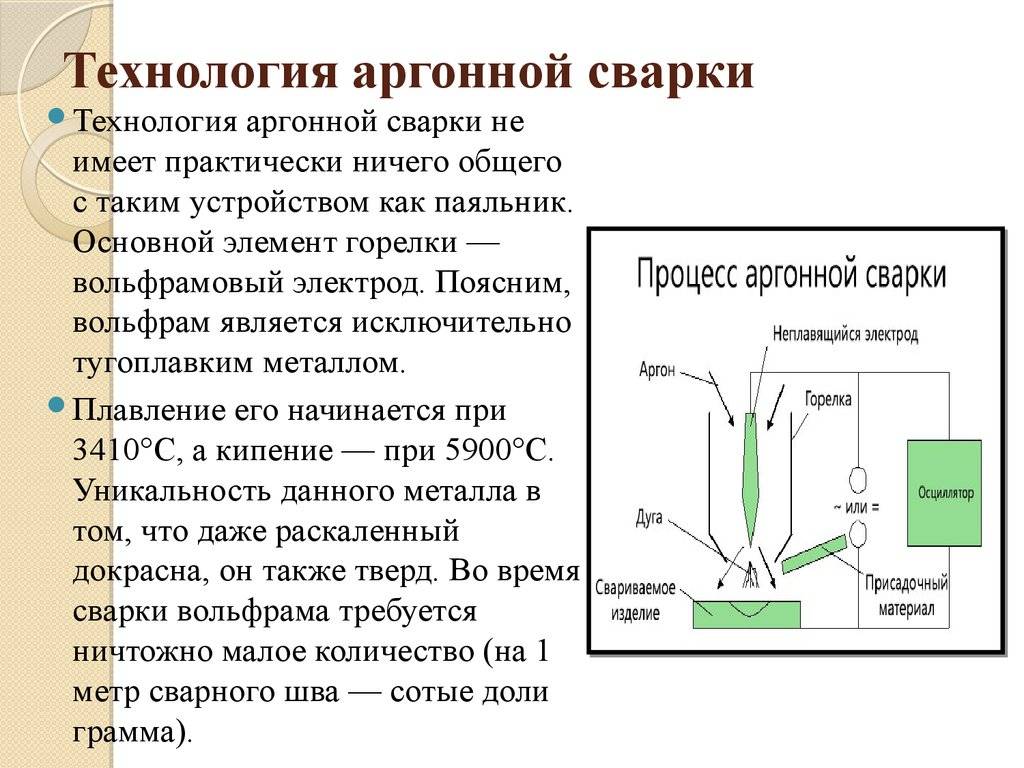
Принципы процесса аргонодуговой сварки и область её применения.
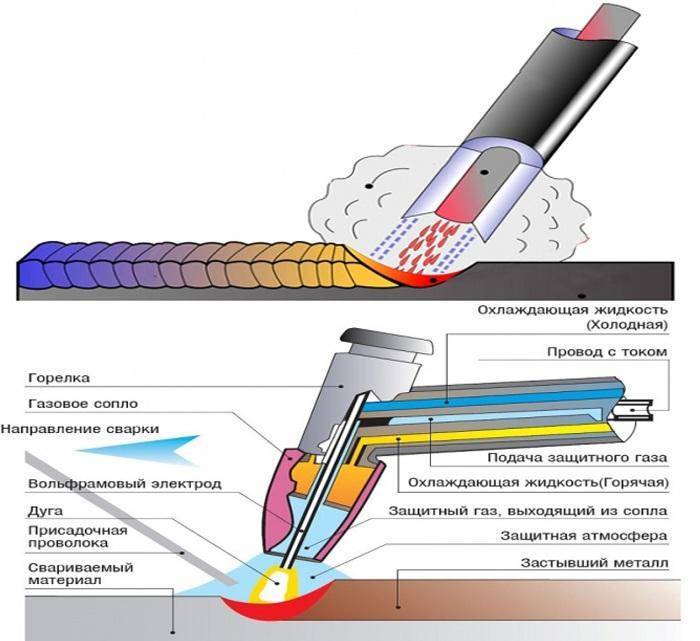
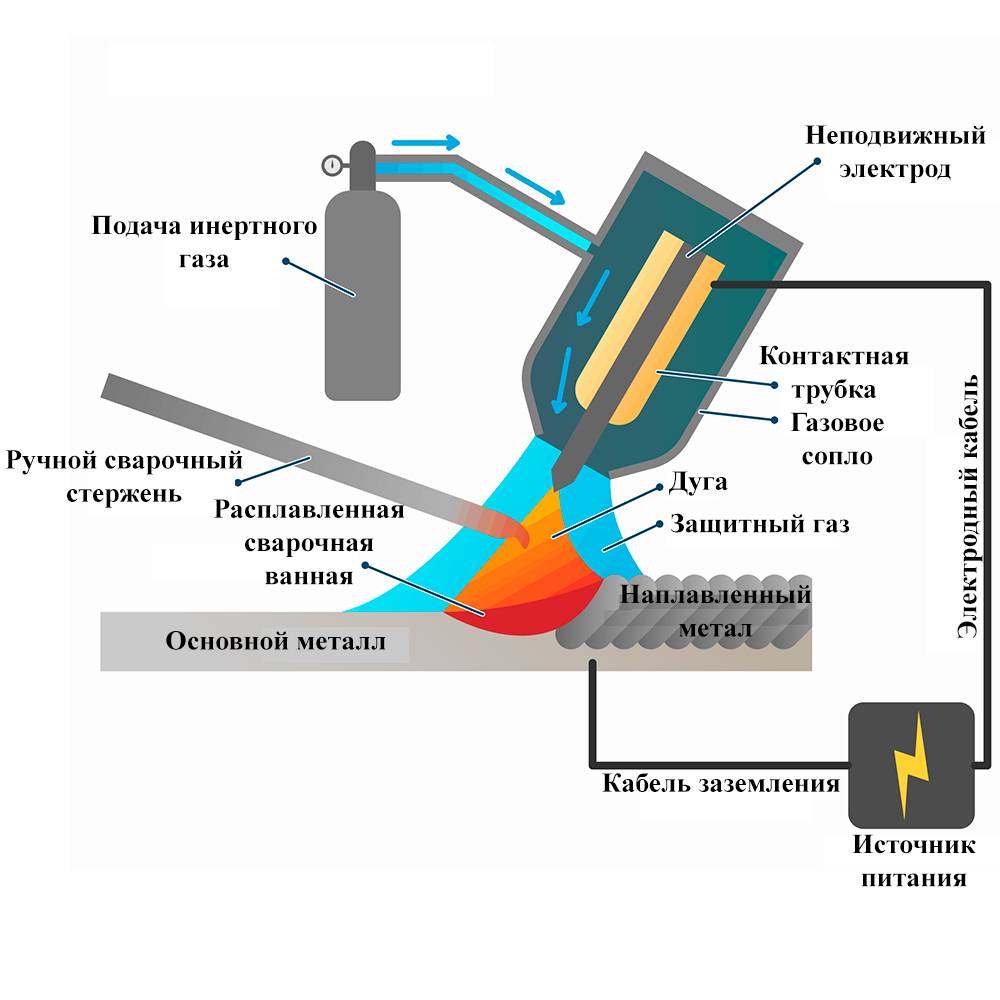
В процессе горения сварочной дуги инертный газ аргон вытесняет воздух из зоны сварки, предотвращая окисление сварочной ванны и способствуя формированию качественного сварного шва. Инертный газ не вступает в химическое взаимодействие с расплавленным металлом, обеспечивая надежную защиту зоны дуги, сварочной ванны и присадочного материала. Таким образом, ручную или автоматическую аргонодуговую сварку в инертных газах применяют в тех случаях, когда другие виды сварки не могут обеспечить достаточного качества сварного шва. Как правило, это сварка ответственных соединений из высоколегированных сталей, алюминия и титана. Наиболее эффективная защита свариваемого изделия обеспечивается при сварке в замкнутой камере, в которую подаётся аргон. Часто данная технология применяется при автоматической орбитальной сварке трубопроводов с использованием сварочных головок закрытого типа или при сварке в контролируемой атмосфере.
Правильная аргоновая горелка
 Горелка для аргоновой сварки.
Горелка для аргоновой сварки.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
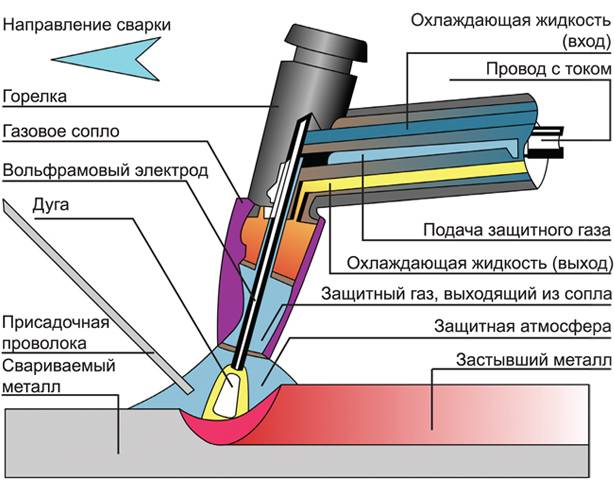
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом
 Процесс сварки горелкой с защитным газом.
Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
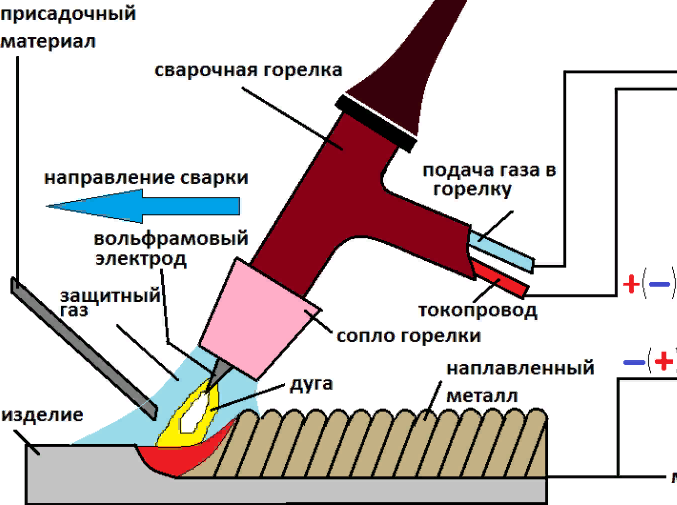
Горелка с плавящимся электродом
 Современные технологии сварки.
Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.






Состав оборудования и область применения сварки TIG
Каждый вид сварки имеет своё предназначение, преимущества и недостатки, а также набор необходимого оборудования и расходных материалов для качественного поведения работ с наилучшим результатом. В перечень оборудования для сварки TIG входят следующие компоненты:
- инвертор ММА+TIG с переходником для газовой смеси и евроразъёмом, с регулировкой выходных параметров, с входным питанием АС 220/380 В и током от 10 А до 180 А;
- еврорукав, используемый для подачи инертного газа, управляющих сигналов и сварочного тока;
- шланги подачи газа от баллонов;
- баллоны, снабжённые редукторами и манометрами;
- горелка с кнопкой управления и цанговым зажимом вольфрамового электрода;
- сварочная или присадочная проволока, по составу близкая к рабочему материалу;
- инертный газ или его смесь с СО2 для создания защитной среды в сварочной ванночке;
- тугоплавкие вольфрамовые электроды.
Сварка tig применяется в промышленности, строительстве и бытовых нуждах. Большие возможности метода позволяют использовать его при сварке не только различных металлов, но и их сочетаний, а также сплавов. Постоянным и переменным импульсным током можно сплавлять следующие материалы:
- конструкционные и углеродистые стали;
- различные сплавы алюминия;
- сталь нержавеющую, в том числе для санитарно-гигиенических и пищевых нужд;
- сплавы титана;
- медь, латунь и бронзу, а также их сочетания;
- оцинкованный металл и никелированные поверхности.
Очень важно подбирать сварочную и присадочную проволоку наиболее близкой по составу к свариваемому материалу, сплавам и разнородным сочетаниям. Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ
Для обеспечения хорошего качества сварки нужно следить за чистотой вольфрамового электрода и регулярно его затачивать, поскольку от него в большей степени зависит толщина и чистота шва, выполненного методом ТИГ.
Оборудование для сваривания
 Все работы в защитной среде газов осуществляются с помощью специальных устройств, предназначенных для аргонно-дуговой сварки TIG или модифицированным под такие работы оборудованием. Комплектация установок состоит из следующих элементов:
Все работы в защитной среде газов осуществляются с помощью специальных устройств, предназначенных для аргонно-дуговой сварки TIG или модифицированным под такие работы оборудованием. Комплектация установок состоит из следующих элементов:
- Сопло. Оно предназначено обеспечивать работу горелки. Изготавливают его из термоустойчивого материала, так как температура сварочной ванны при нагреве может достигать 2000 °C. В зависимости от типа металла диаметр сопла разный.
- Горелка. Её конструкция зависит от метода проведения работ. Если горелка будет с водяным охлаждением, это позволит контролировать перегрев электрода и температуру сварочной ванны.
- Осциллятор. С помощью этого приспособления обеспечивается поджигание дуги бесконтактным методом. Он не только поддерживает стабильность электрической дуги, но и генерирует разряд для пробивания дугового промежутка.
- Источник напряжения. Выпускаются как сварочные инверторы, так и трансформаторные установки. Предпочтительнее инверторные устройства, они создают равномерное напряжение, что положительно сказывается на качестве сварочного шва.
- Балластный реостат. С его помощью регулируется сила тока, которая подаётся на дугу. Он поможет подобрать оптимальные варианты для работы с разными металлами.
- Дополнительные аксессуары. Таким элементом может выступать сварочный пост. Он облегчает полный процесс выполнения сварочных работ.
Инверторные аппараты получили широкое применение в быту, они простые в применении и обладают небольшими габаритами.
Используемые сварочные материалы
Для TIG сварки требуются следующие материалы:
- защитные газы;
- электрические проводники (электроды);
- присадочные прутки и проволоки.
Сварочные материалы обеспечивают стабильное горение электрической дуги и получение сварных беспористых швов с высокой устойчивостью к механическим воздействиям.
Защитные газы
Защитные газы для TIG сварки оказывают влияние на перенос металлов, форму и физические характеристики шва. Они позволяют увеличить скорость и эффективность сварки. Чаще всего в качестве защитного газа используется аргон. Он имеет невысокую теплопроводность и низкий потенциал ионизации. При сварке деталей в аргоновой среде шов получается глубоким и узким.
Также в качестве защитного газа для ТИГ сварки может использоваться гелий. Он легко проводит тепло и обладает высоким потенциалом ионизации. При сваривании изделий в гелиевой среде увеличивается ширина шва. Данный инертный газ обеспечивает стабильное смачивание свариваемых заготовок по краям.

Электроды
Электроды для аргонодуговой сварки состоят из прочного вольфрама, являющегося одним из самых тугоплавких химических элементов. Они улучшают качество шва слабо нагреваются при горении электрической дуги. В следующей таблице представлен расход вольфрамовых электродов при аргонодуговой сварке деталей из различных материалов:
| Свариваемый материал | Толщина поверхности, мм | Диаметр электрических проводников, мм | Расход на 100 м шва, г | |
| При ручном сваривании | При автоматическом сваривании | |||
| Нержавеющие стали с высокой теплостойкостью | 1 | 1,5 | 8,3 | 3,9 |
| 2 | 2 | 23,4 | 10,9 | |
| 3 | 3 | 83,3 | 39 | |
| 4 | 4 | 132,2 | 125 | |
| 5 | 5 | 165 | 156 | |
| Сплавы магния и алюминия | 2 | 2 | 23,4 | 10,9 |
| 4 | 3 | 83,3 | 39 | |
| 5 | 4 | 132,2 | 156 | |
| 7 | 5 | 165 | 156 |
Вольфрамовые электроды для аргонной сварки не требуют применения присадок и различных проволок. Для улучшения технических характеристик электрических проводников необходимо проводить их предварительную заточку. Эта процедура обеспечит стабильное горение дуги во время сваривания заготовок.
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.
Проволока
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
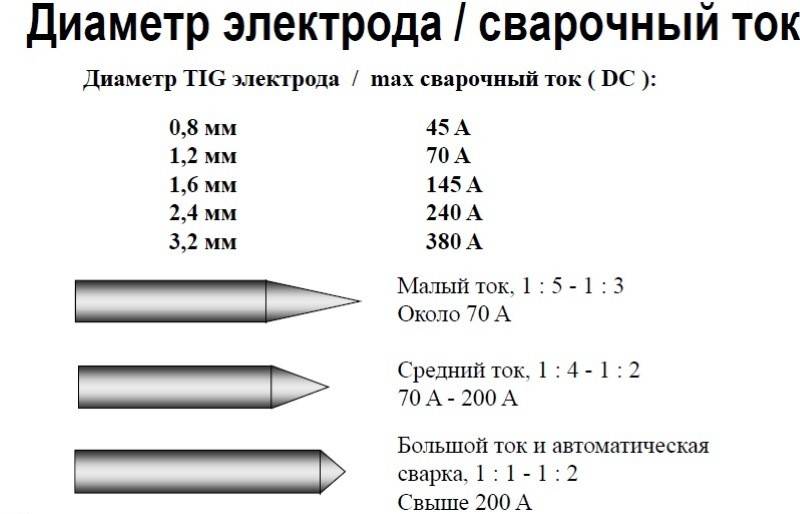
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Рейтинг лучших моделей
Ниже представлено несколько аргоновых сварочных аппаратов, которые хорошо себя зарекомендовали в работе.
Gigant TIG-200

Gigant TIG-200 – это недорогой доступный сварочный аппарат. Он стоит в диапазоне от 15 000 до 17 000 рублей, поэтому доступен почти каждому.
Вот основные технические характеристики этого устройства:
- Максимально возможная мощность 7 100 Вт.
- Максимально возможная сила тока 200 А.
- Общие размеры 45 x 25 x 33,5 см.
- Источник питания бытовая электрическая сеть с напряжением 220 В.
- Масса 10 кг.
Благодаря высокой мощность и силе тока, которая может составлять до 200 А, с помощью Gigant TIG-200 можно сваривать листы металла толщиной до 5 мм.
 Имеется импульсный режим, существенно повышающий эффективность работы прибора
Имеется импульсный режим, существенно повышающий эффективность работы прибора
Держатель имеет воздушный радиатор, который эффективно его охлаждает и предотвращает перегрев.
Корпус основного блока имеет защиту уровня IP21S. Это означает, что отверстия, которые там расположены, невозможно просунуть пальцы или другие схожие по размерам предметы, а также что оборудованию не страшно попадание мелких брызг воды на внешнюю поверхность.
Поддерживается технология TIG (то есть возможно использование как постоянного, так и переменного электрического тока). Это существенно расширяет область применения Gigant TIG-200, делая возможной работу с большинством существующих сплавов.
Аппарат имеет две комплектации:
FUBAG INTIG 200 AC/DC PULSE

FUBAG INTIG 200 AC/DC PULSE – это дорогой профессиональный сварочный аппарат. Стоит он недешево – цена на это устройство составляет порядка 70 000 рублей.






Вот какими техническими характеристиками обладает это устройство:
- Максимально возможная мощность 6 600 Вт.
- Максимально возможная сила тока 200 А.
- Общие размеры 54 x 24 x 30 см.
- Источник питания бытовая электрическая сеть с напряжением 220 В.
- Масса 10,5 кг.
Оборудование имеет возможность переключения в импульсный режим электрической дуги. При этом возможна как двухтактная, так и четырехтактная работа. Также доступно переключение на функционирование с использованием переменного тока.
В отличие от Gigant TIG-200, FUBAG INTIG 200 AC/DC PULSE не имеет защиты от брызг воды, поэтому использовать во время дождя или в условиях возможности намокания технику нужно с очень большой осторожностью
Сварог TIG 180 DSP PRO W206 00000091580

Сварог TIG 180 DSP PRO W206 00000091580 – это сварочный аппарат средней ценовой категории от отечественного производителя.
Вот его основные технические характеристики:
- Максимально возможная мощность 5 000 Вт.
- Максимально возможная сила тока 200 А.
- Общие размеры 36,5 x 13,5 x 27,7 см.
- Источник питания бытовая электрическая сеть с напряжением 220 В.
- Масса 6 кг.
Аппарат имеет защиту уровня IP21, которая предохраняет его от попадания мелких брызг воды и попадания в корпус посторонних предметов.
Отличительная особенность модели Сварог TIG 180 DSP PRO W206 00000091580 – возможность уменьшения силы тока всего до 10 А. Это позволяет эффективно работать с тонкими заготовками, толщина которых составляет 1,5-2 мм.
 Доступен импульсный режим дуги (двухтактный или четырех тактный).
Доступен импульсный режим дуги (двухтактный или четырех тактный).
Сварог TIG 180 DSP PRO W206 00000091580 работает только с переменным током. Это несколько снижает эффективность обработки стали и меди, однако не критично.
Еще одно достоинство Сварог TIG 180 DSP PRO W206 00000091580 – малый вес, который составляет всего 6 кг. Габариты прибора тоже невелики. Это дает возможность взять оборудование в любое место, а также без труда транспортировать его не только в автомобиле, но и в общественном транспорте.