Разновидности трубной резьбы и сферы применения отдельных видов
Трубная резьба может быть классифицирована по нескольким показателям:
- виду;
- техническим параметрам.
Отдельные виды трубной резьбы и их особенности
Для соединения труб в систему водоснабжения, отопления и так далее можно использовать следующие виды резьбы:
- цилиндрическую. Применяется для сооружения трубопроводов разного вида бытового и промышленного назначения;
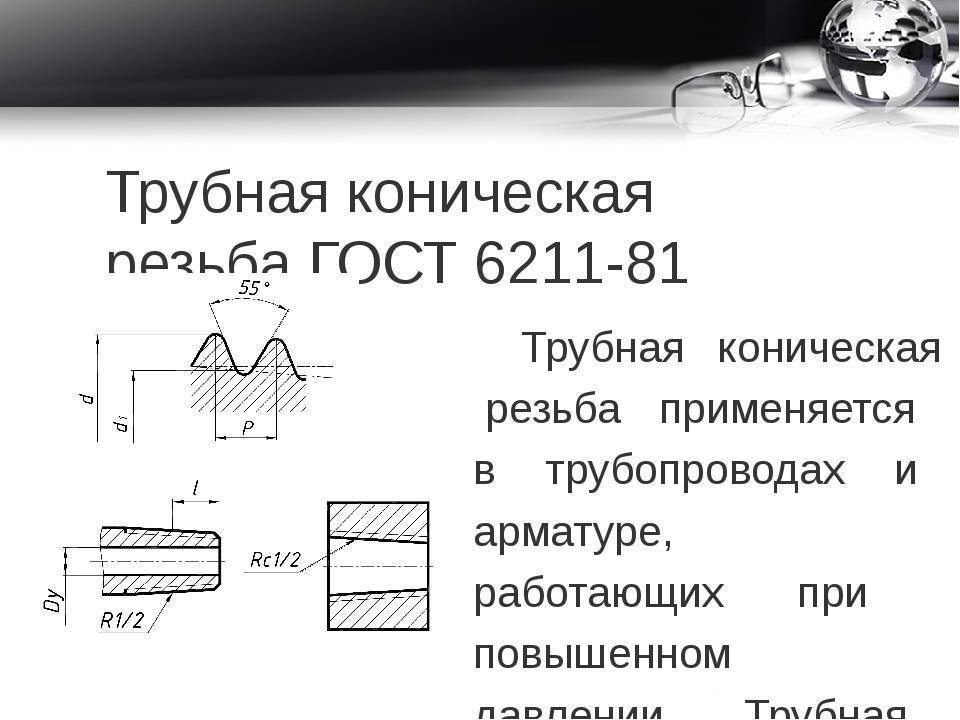
- каноническую. Преимущественно используется при строительстве трубопроводов, проводящих жидкость или газ, которые находятся под высоким давлением. Такая резьба позволяет достичь более герметичного соединения;
- дюймовую.
Дюймовая резьба в последнее время практически не используется. По этой причине рассмотрим более подробно цилиндрический и канонический виды резьбы.
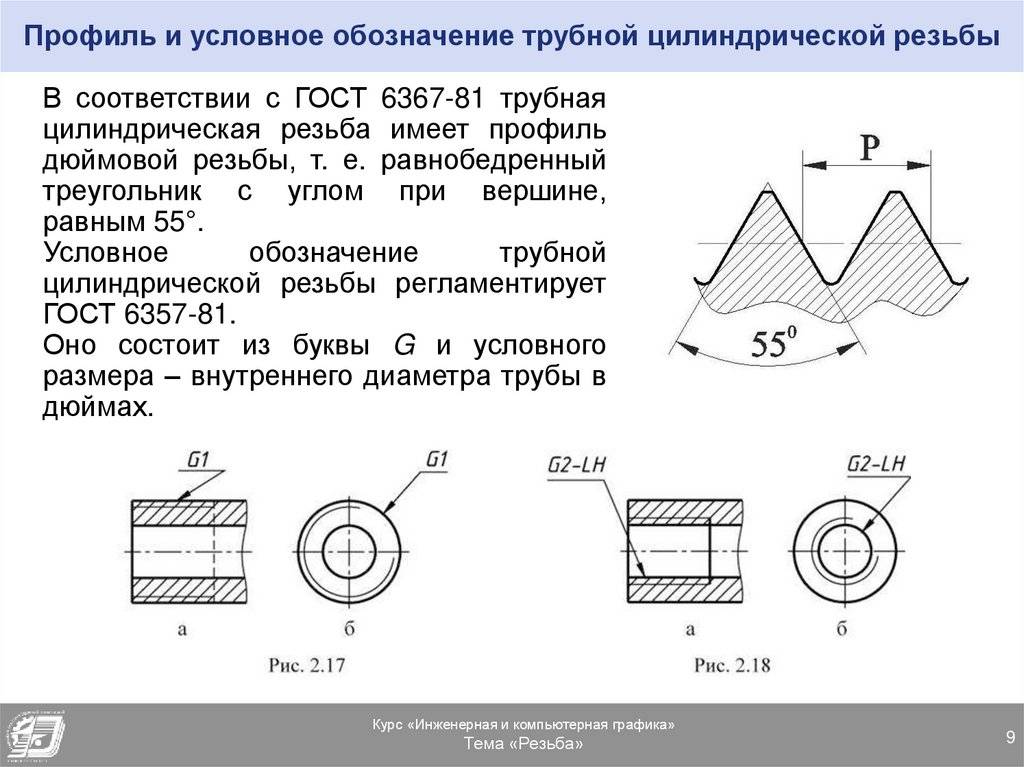
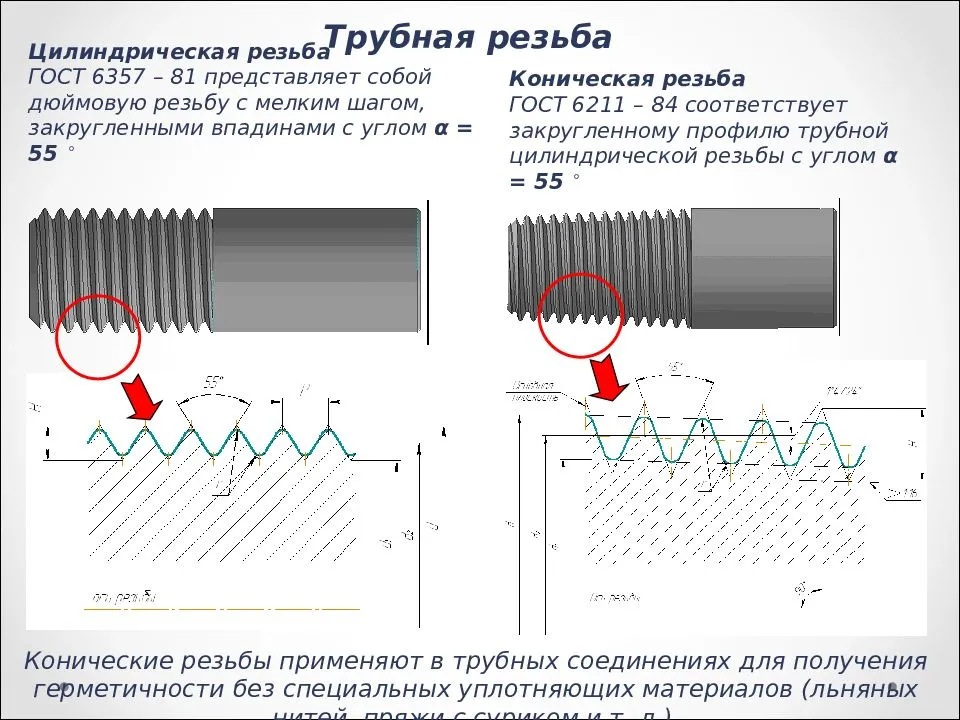
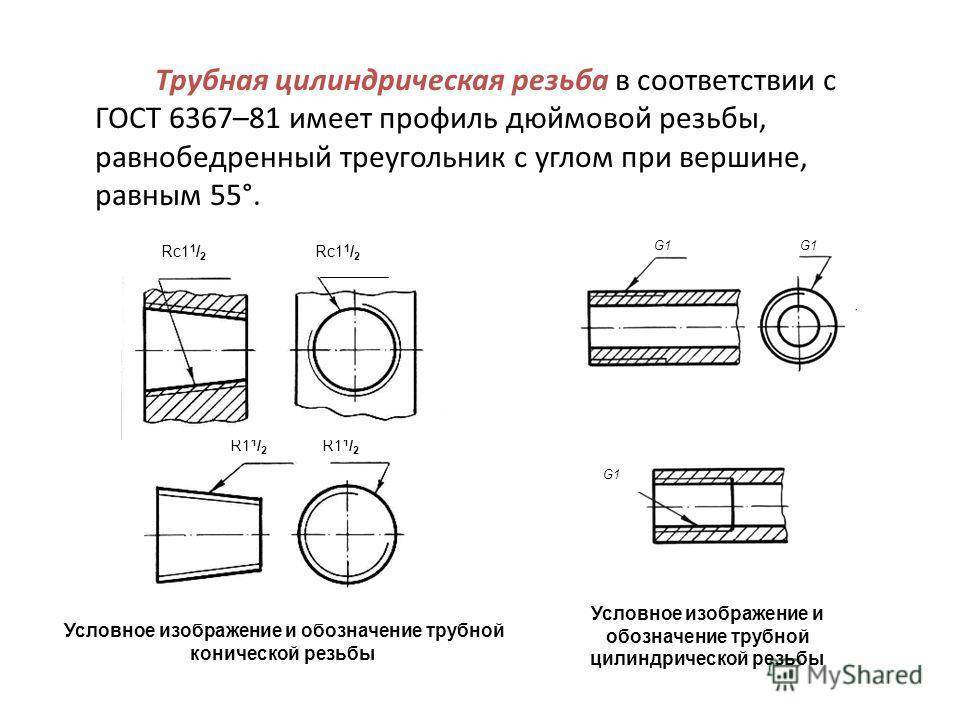
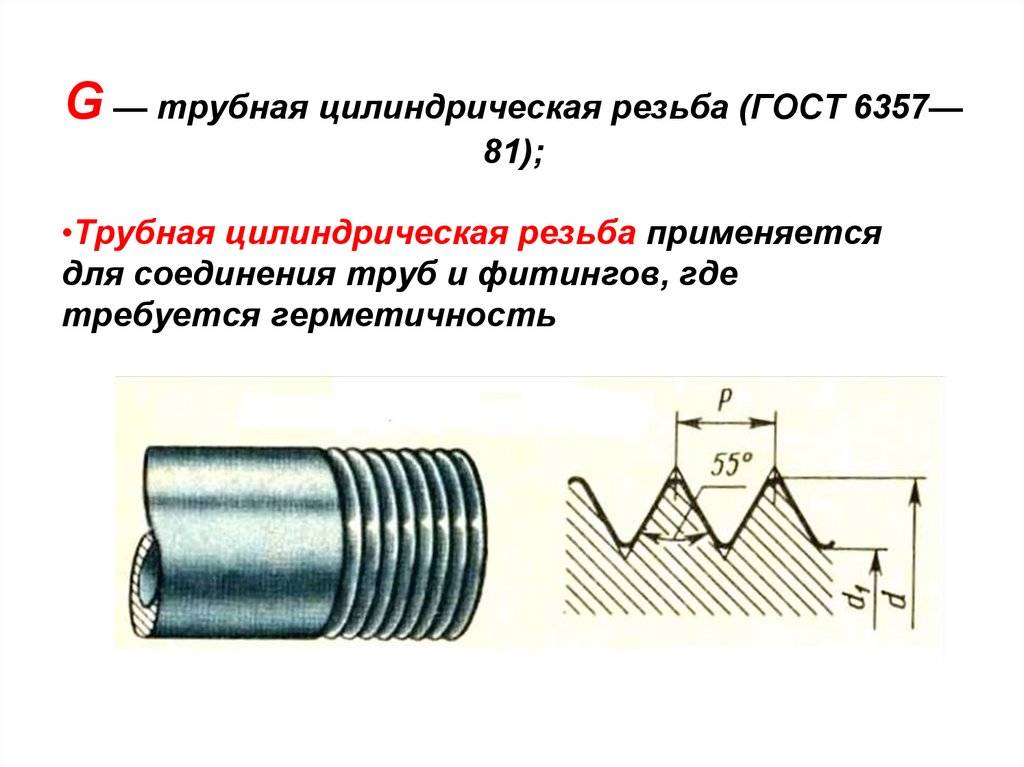
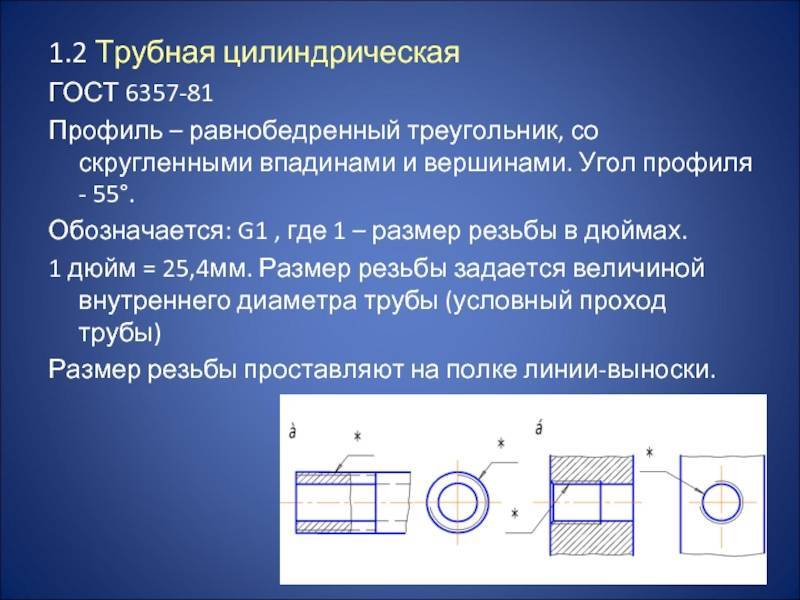
Цилиндрическая резьба (обозначается на схемах буквой G) изготавливается в соответствии с ГОСТ 6357-81 и имеет форму равнобедренного треугольника с углом в 55º при вершине.
Чертеж цилиндрической резьбы в соответствии с ГОСТ
Основными параметрами являются:
- наружный, внутренний и средний диаметр резьбы (d, d1 и d2 соответственно);
- наружный, внутренний и средний диаметры соединительной муфты (D, D1 и D2);
- шаг резьбы (Р);
- высота треугольника и рабочего профиля (Н и Н1);
- радиус закругления (R).
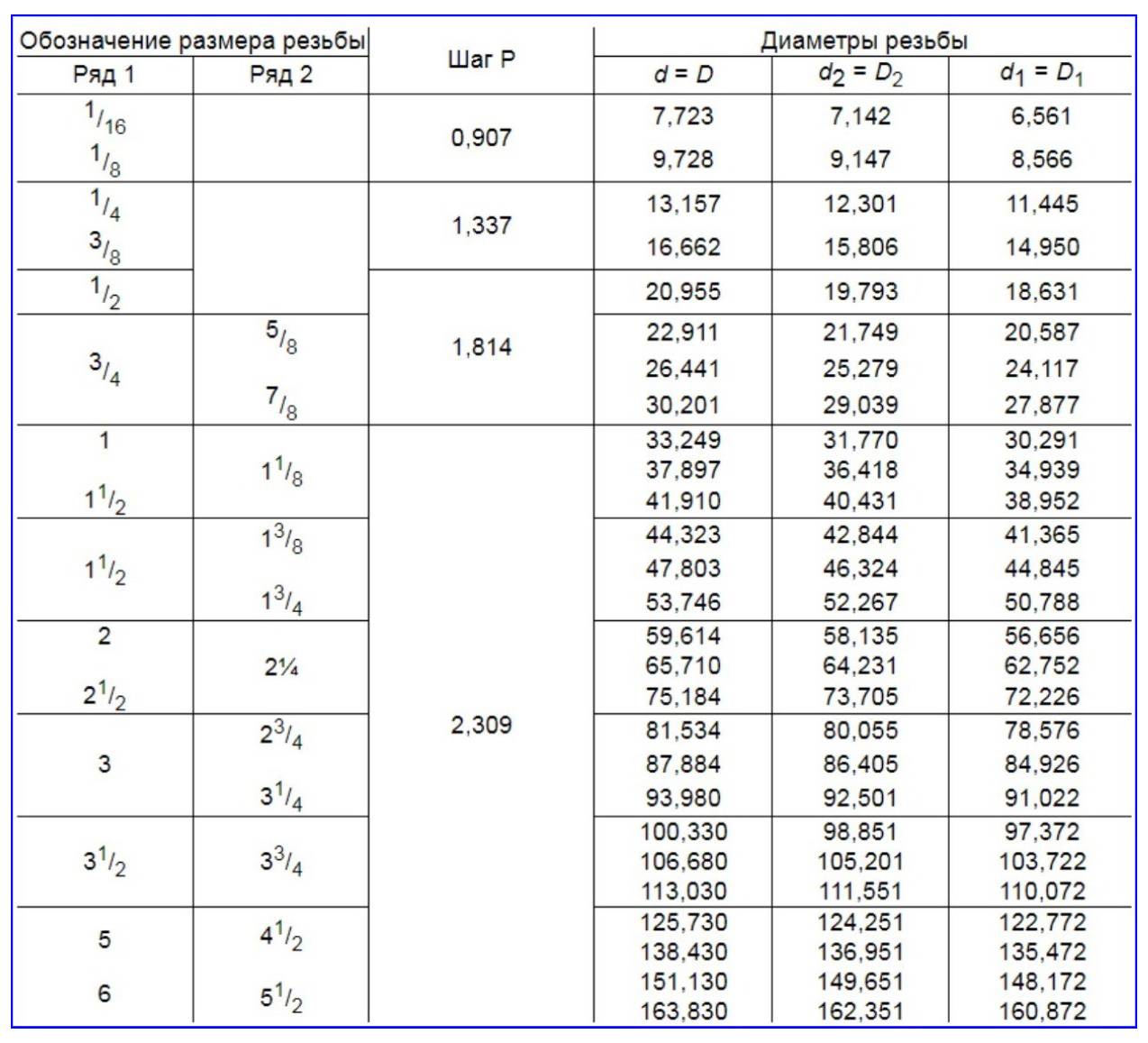
Цилиндрическая резьба нарезается на трубах, диаметр которых находится в пределах 1/16 дюйма (7,723 мм) – 6 дюймов (163,86 мм). Основные размеры труб приведены в таблице:
Типовые размеры резьбы цилиндрической
Дополнительными параметрами, регламентируемыми ГОСТ, являются:
класс точности. Резьба может быть изготовлена с классом точности А (более точный) и В (менее точный);
Для каждого класса точности устанавливаются свои нормы отклонений, допустимые регламентирующим документом.
длина свинчивания. Устанавливаются два значения параметра: N – нормальная длина и L – длинная длина.
Длина свинчивания резьбы по ГОСТ
Все рассмотренные параметры цилиндрической резьбы указываются в маркировке.
Например, G1/2-A-40. Это означает, что цилиндрическая резьба (G) имеет следующие параметры:
- диаметр ½ дюйма;
- класс точности А;
- длину свинчивания L 40 мм. Нормальная длина свинчивания (N) в маркировке не указывается.
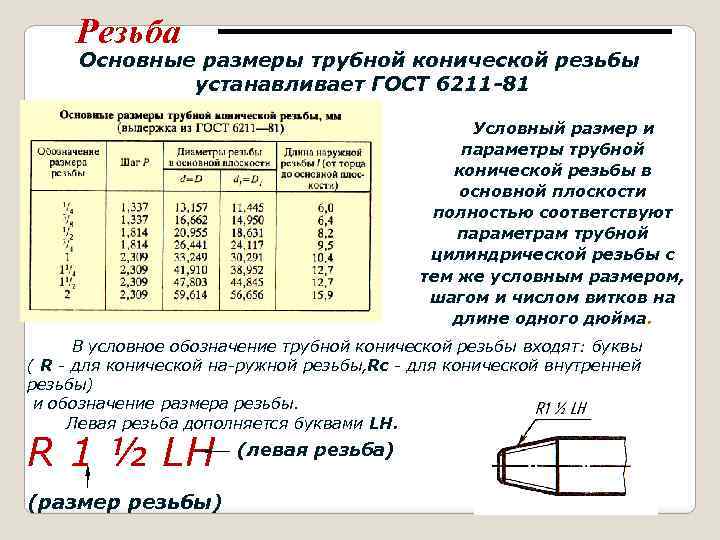
Каноническая резьба (маркируется буквой R) изготавливается по ГОСТ 6211-81. Основные отличительные признаки:
- угол вершины треугольника 55º;
- конусность 1:16.
Основные параметры, применяемые при обозначении этой резьбы, полностью соответствуют параметрам, используемым при обозначении цилиндрической.
Чертеж и рабочие параметры канонической резьбы
Диаметр труб, на которых возможна нарезка конической резьбы, составляет от 1/6 дюйма до 6 дюймов, что соответствует 7,723 – 163,83 мм.
Таблица указывает все типовые размеры резьбы конического вида:
Размеры выпускаемой конической резьбы на трубах
В маркировке конической резьбы указываются следующие параметры:
- тип: внутренняя (Rc) или наружная (R);
- диаметр (в дюймах).
Например, R1/2 означает, что наружная коническая резьба диаметром ½ дюйма.
Параметры трубной резьбы
Дополнительными техническими параметрами трубной резьбы являются:
- единицы измерения;
- направленность.
Трубная резьба может измеряться:
- в дюймах (дюймовая резьба);
- в миллиметрах (метрическая резьба).
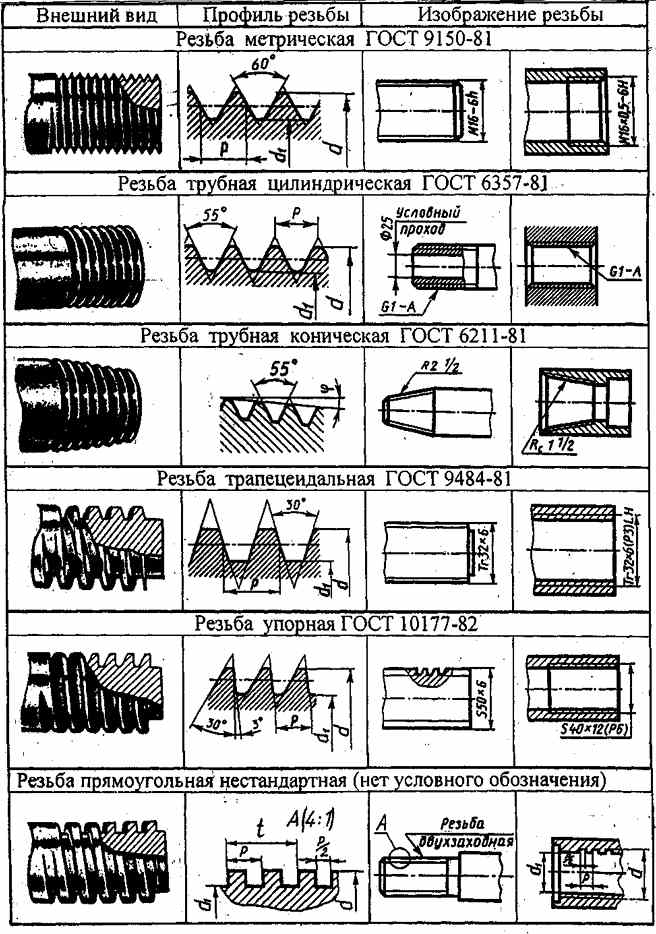
Основное отличие метрической резьбы от дюймовой – это угол треугольника, соблюдаемый при нарезке резьбы. Если на дюймовой резьбе угол составляет 55º, то при нарезке метрической резьбы размер угла увеличивается до 60º.
Основные параметры метрической резьбы
Для строительства трубопроводов бытового назначения (системы отопления, водоснабжения или газоснабжения, водоотведения и так далее) используется дюймовая резьба. Метрическая (более точная) резьба преимущественно применяется при строительстве трубопроводов, находящихся под действием вибрации, а также тяжеловесных конструкций.







Если используется метрическая резьба, то в маркировке присутствует буква «М».
Существенное значение при определении резьбы также имеет направление вращения профиля. По данному показателю трубная резьба подразделяется на следующие виды:
- левая;
- правая.
Направленность резьбы
Левая резьба наносится исключительно на трубы при условии, что основная нагрузка, действующая на соединение, направлена в сторону отвинчивания соединительного элемента. В остальных ситуациях используется правая резьба.
На чертежах левая резьба дополнительно маркируется буквами LH.
Резьбы применяемые в быту
При строительстве домов и ремонте квартир самой распространенной дюймовой трубной резьбой являются:
- ½ и ¼ — с шагом 14 витков/дюйм (или с шагом 1,814 мм)
- а также:1, 1¼, 1½, 2 с шагом 11 витков/дюйм (или с шагом 2,309 мм)
Реже применяется сантехническая круглая резьба, или профиль Эдисона.
Шаг в 11 витков/дюйм сохраняется на трубах диаметром от 2 до 6 дюймов.

Трубная цилиндрическая резьба
Труба в ½ — это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Ключевые характеристики нарезок
Основными характеристиками любой резьбы, в том числе и для труб, являются:
- Шаг (P, pitch)- расстояние между соседними витками.
- Внешний диаметр.
- Внутренний диаметр.
- Ход – расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. Для однозаходной накатки ход равен шагу, для многозаходной – шагу, умноженному на число заходов.
 Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Этих данных достаточно для подбора совместимого фитинга или арматуры в магазине. Для изготовления резьбового соединения на токарно-винторезном или фрезером станке понадобятся и другие характеристики резьбы, такие, как углы наклона профиля и другие.
Классификация резьбы
Резьба представляет собой набор канавок, которые имеют такие постоянные размеры, как величина сечения и шаг. Наносятся эти канавки на поверхности цилиндрической или же конической форм.
Применяется такое изобретение для создания винтовой стыковки, то есть такого соединения, в котором гребни одной детали находятся в канавках другой. Кроме того нарезка применяется для организации винтовых зубчатых передач. По большей части используются такие передачи в автомобилях, а также во многих инженерных конструкциях и сооружениях.
Имеет следующие параметры:
- Диаметр (миллиметры для метрической системы счисления и дюймы для эмпирической);
- Расположение, то есть внутреннее и наружное;
- Профиль поверхности, на которую нанесена;
- Число заходов;
- Направление (правая и левая);
- И некоторые другие.
Резьба на стержне
Согласно этим правилам резьбу на стержне (наружную резьбу) независимо от ее профиля изображают сплошными основными
линиями по наружному диаметру исплошными тонкими линиями по внутреннему диаметру резьбы (см. рис. 7.3,б ).
Сплошную тонкую прямую линию по внутреннему диаметру резьбы проводят на всю длину резьбы, включая фаску. На видах, где стержень с резьбой проецируется в виде окружности, контур его очерчивают сплошной основной линией, а внутренний диаметр резьбы изображают дугой окружности, проведенной тонкой линией приблизительно на 3/4 окружности, разомкнутой в любом месте (но только не на центровых линиях) (рис. 7.3, б
и др.).
Сплошную тонкую линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной основной линии и не более величины шага резьбы.
Границу нарезанного участка показывают сплошной основной линией, которую проводят до линии наружного диаметра (рис. 7.4, а). Границей нарезанного участка (конца резьбы) считают конец полного профиля резьбы, т.е. до начала сбега.
Сбег резьбы –
это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали (рис. 7.4,б ).
Рис. 7.4.Нанесение размеров длины резьбы:а –
без сбега;б, в – со сбегом
Обычно резьбу изображают без сбега (рис. 7.4, а
). Если нужно показать сбег, то его изображают сплошной тонкой линией, наклонной к оси стержня (рис. 7.4,б, в ). Сбег показывают, когда нужно нанести его размер (рис. 7.4, в) или размер длины резьбы со сбегом (рис. 7.4,б ).
Когда резьбу на стержне изображают в разрезе, границу нарезанного участка наносят штриховой линией (рис. 7.5).
Рис. 7.5.Изображение наружной резьбы в разрезе
Нарезка трубной резьбы своими руками
В промышленной сфере резьбовую насечку получают методами нарезания лезвиями, резцами, накатывания роликами, выдавливания прессами с шаблонами, вырезания абразивными кругами, химическим или электрохимическим вытравливанием.
Понятно, что все перечисленные технологии неприемлемы для использования в бытовых условиях, и единственным эффективным методом нарезания резьб остается использование плашек и метчиков.
В настоящее время для нарезки резьбы на трубах в бытовых условиях широко используют клуппы — ручные или механические приспособления со сменными резьбонарезными головками. По принципу действия они напоминают плашки советских времен, в которых оправку с резьбовой головкой поворачивали двумя ручками.





Современный ручной клупп имеет одну мощную рукоятку с трещоткой, прикрепленную к отправке, и оснащается комплектом сменных головок. Их стандартные дюймовые типоразмеры 1/4”, 3/8”, 1 2”, 3/4”, 1”, 1 1/4”.

Рис. 10 Ручные клуппы и их комплектация
Технически процесс получения резьбовой насечки при помощи ручного клуппа состоит из следующей последовательности операций:
Фиксируют трубный отрезок в тисках или прижимают его к какой-либо поверхности на стене или полу, подкладывая под деталь твердый предмет.
Снимают наружную фаску на торце трубы, используя болгарку с кругом по металлу, наждачную бумагу, напильник.
Готовят к работе клупп, вставляя в него головку нужного диаметра.
Покрывают машинным маслом или иной жидкой смазкой участок трубы в зоне проведения работ, а также резаки. Чтобы исключить налипание стружки во время проведения работ, лучше использовать для этих целей специальный спрей.
Приступают к нарезке, прижимая головку клуппа к торцу и стараясь выдержать строго перпендикулярное положение инструмента относительно оси обрабатываемой детали.
Медленно вращают головку, совмещая поступательное и возвратное движения, направление вращения задают переключателем на трещотке.
Периодически извлекают инструмент и очищают его резцы и трубную оболочку от образовавшейся стружки.
По окончании работ чистят и разбирают инструмент, проверяют качество нити накручиванием на нее подходящих фасонных деталей (муфт).
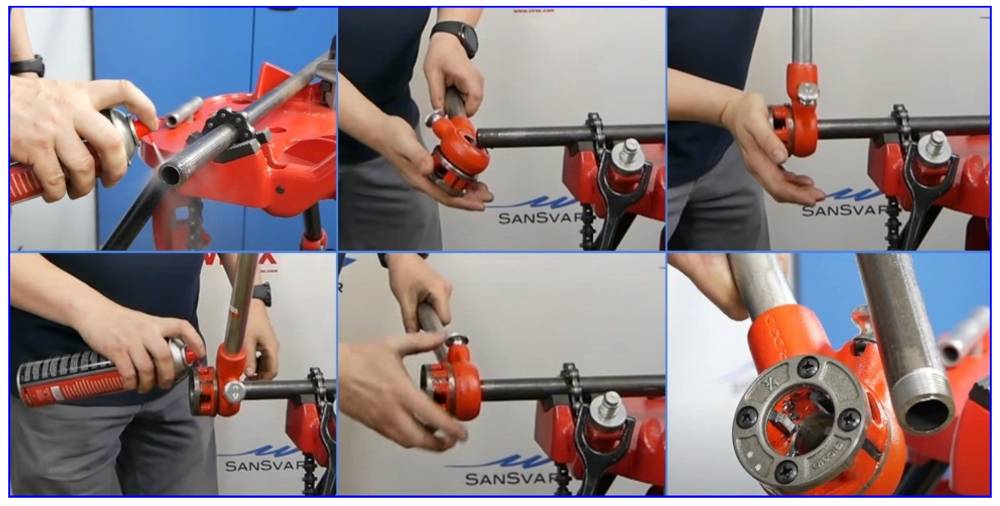
Рис. 11 Основные операции по нанесению резьбовой насечки ручным клуппом
Резьба трубная цилиндрическая находит широкое применение и является основным видом при резьбовых соединениях трубопроводных магистралей, подключения к ним арматуры и различного типа оборудования. Если рядовой потребитель собирает металлический трубопровод или конструкцию из труб для каких-либо целей без сваривания, у него имеется возможность приобрести готовые водогазопроводные трубы с уже нарезанной резьбой или нанести аналогичную резьбовую насечку самостоятельно при помощи клуппа.
Сферы применения
Так как трубную резьбу наносят на водогазопроводные трубы, то и сферы ее применения аналогичны областям использования этих трубопроводов, а именно:
В контурах систем отопления.
В трубопроводах подачи горячей и холодной воды.
В газоподающих магистралях на поверхности земли и внутри зданий.
Для монтажа стальных обсадных колонн скважин.
При сборке различных конструкций из труб, к примеру, в качестве сборной колонны из резьбовых штанг для шнекового, гидравлического бурения.
Понятно, что все фасонные элементы и фитинги для монтажа трубопроводов, а именно отводы, тройники, крестовины, переходники, муфты, ниппели, водорозетки и прочие тоже имеют трубную резьбу.
Также вся сантехническая резьбовая арматура, а именно шаровые и вентильные краны, смесители, клапаны, заглушки, воздухоотводчики, контрольно-измерительные приборы, реле, фильтры, гибкие и жесткие подводки и прочий ряд элементов оснащены трубной резьбовой насечкой.
Ее имеют и приборы, подключаемые в трубопровод — скважинные, колодезные, циркуляционные, повысительные электронасосы, компрессоры, опрессовщики, радиаторные теплообменники и элементы их обвязки, переходники с полимерных труб на металл.
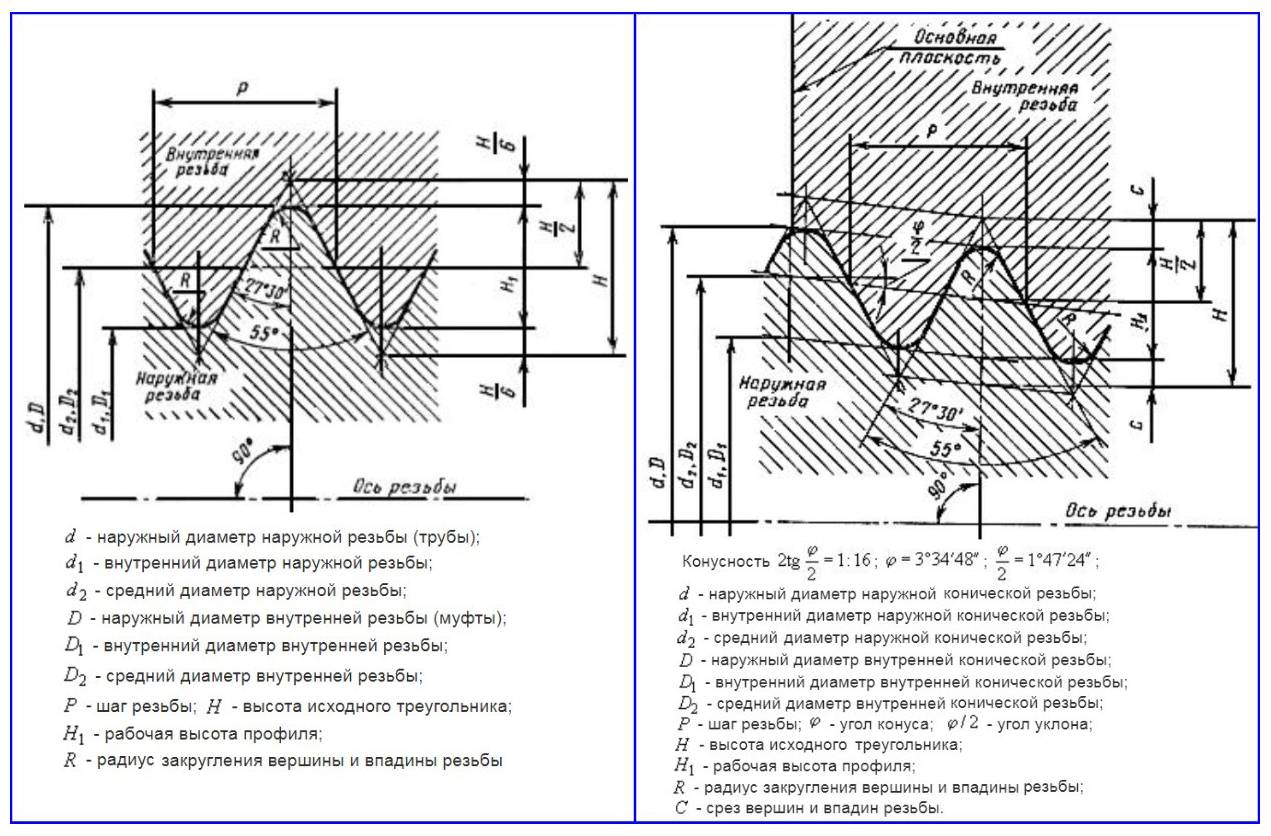
Рис. 4 Профили цилиндрической по ГОСТ 6357-81 и конической по ГОСТ 6211-81 резьб
Резьбы применяемые в быту
При строительстве домов и ремонте квартир самой распространенной дюймовой трубной резьбой являются:
- ½ и ¼ – с шагом 14 витков/дюйм (или с шагом 1,814 мм)
- а также:1, 1¼, 1½, 2 с шагом 11 витков/дюйм (или с шагом 2,309 мм)
Реже применяется сантехническая круглая резьба, или профиль Эдисона. Шаг в 11 витков/дюйм сохраняется на трубах диаметром от 2 до 6 дюймов.  Труба в ½ – это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Труба в ½ – это основной диаметр для внутридомовой и внутриквартирной разводки, она обеспечивает достаточный напор воды из магистрали, большинство смесителей для ванн, унитазов, душевых кабин, стиральных и посудомоечных машин рассчитано именно на этот присоединительный размер. Трубы ¼ дюйма применяют для последних метров разводки к сантехническим приборам, не требующим большого напора и расхода, например, смесители для раковин. Трубы ¾ дюйма применяют на вводе в квартиру или на раздающем коллекторе насосной станции локальной системы водоснабжения. Трубы в 1 и в 1 ½ дюйма применяются намного реже, при строительстве больших коттеджей, оснащенных бассейнами.
Резьба в отверстии
Резьбу в отверстии, показываемую как невидимую, изображают штриховыми линиями (рис. 7.6).
Рис. 7.6.Изображение резьбы в отверстии Резьбу в отверстии в продольном разрезе изображают сплошными тонкими линиями по наружному диаметру и сплошными основными линиями по внутреннему диаметру.
Границу резьбы показывают сплошной основной линией (рис. 7.7, б
), доводя ее до наружного диаметра резьбы.
Рис. 7.7.Изображение резьбы в отверстии в разрезе:а –
натуральное;б – условное
На видах, где отверстие с резьбой проецируется в виде окружности, проводят по наружному диаметру резьбы тонкой линией дугу окружности, приблизительно равную 3/4 окружности, разомкнутой в любом месте (но только не на центровых линиях), а контур отверстия (внутренний диаметр резьбы) очерчивают сплошной основной линией (рис. 7.7, б
).
Штриховку в разрезе доводят до внутреннего диаметра резьбы в отверстии, т.е. до сплошной основной линии
(рис. 7.7, б). Это правило относится и к изображению резьбы на стержне: какая бы резьба ни изображалась, штриховку в разрезе всегда доводят до сплошной основной линии (см. рис. 7.5 и 7.7,б ).
Если отверстие с резьбой глухое, то его показывают, как на рис. 7.8, а.
На чертежах, по которым резьбу не выполняют, конец глухого резьбового отверстия допускается изображать, как на рис. 7.8,б, в, даже при наличии разности между глубиной отверстия под резьбу и длиной резьбы. Длина части глухого отверстия без резьбы (рис. 7.8,а ) на чертеже принимается равной половине наружного диаметра резьбы. Конец отверстия из-под сверла имеет форму конуса. Его изображают с углом при вершине, равным 120° (приблизительно как у сверла). На чертежах величину этого угла не наносят (рис. 7.9). В размер длины отверстия он обычно не входит (рис. 7.9). Надо заметить, что диаметр основания конуса равен внутреннему диаметру резьбы (рис. 7.9). Не следует допускать ошибки, изображая его, как на рис. 7.10, где этот диаметр больше диаметра отверстия и, следовательно, сверла.
Рис. 7.8.Изображение глухого резьбового отверстияРис. 7.9.Нанесение глубины глухого резьбового отверстия:а –
правильно;б – неверно
Рис. 7.10.Ошибка, встречающаяся при изображении конического элемента отверстия из-под сверла Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие конструктивного назначения, на плоскости, перпендикулярной оси стержня или отверстия, условно не изображаются (см. рис. 7.3 и 7.7). Делается это для того, чтобы сплошная основная линия окружности, изображающая один из диаметров фаски, не закрыла изображение резьбы.
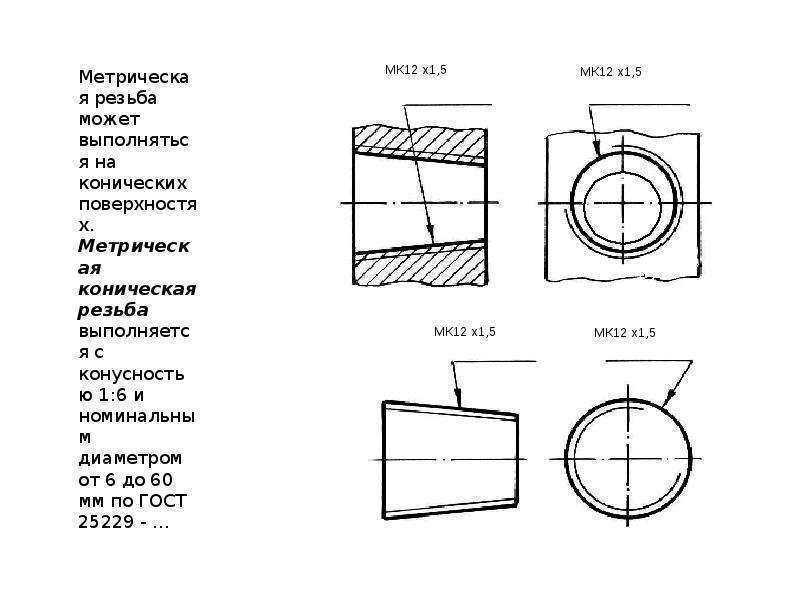
Коническую резьбу изображают по тем же правилам, что и цилиндрическую (рис. 7.11, а, б
).
Рис. 7.11.Изображение конической резьбы:а– на стержне; б– в отверстии Чтобы определить внутренний диаметр резьбы (для вычерчивания), нужно ее наружный диаметр умножить на 0,85, т.е. di






≈ 0,85d (при необходимости точный размер внутреннего диаметра резьбы берется из соответствующего стандарта).
Резьбу с нестандартным профилем показывают со всеми необходимыми размерами и предельными отклонениями на местном разрезе (рис. 7.12) или выносном элементе. Для многозаходных резьб кроме размеров и предельных отклонений указывают данные о числе заходов.

Рис. 7.12.Изображение нестандартных резьб При левом направлении резьбы добавляется LH
для всех резьб. Во всех случаях обозначение нестандартной резьбы начинается словомРезьба.
4 Способы контроля качества и определения размеров и типов резьб
Независимо от того, какие инструменты для нарезки используются, выделяются следующие средства, с помощью которых могут измеряться отверстия:
- С помощью калибров. Этот способ позволяет определить все параметры резьбы. Делается это таким образом: если нужно проверить или определить тип резьбы внутри трубы, используется цилиндрический калибр с наружной нарезкой. Вкручивая его в трубу, контролируется плотность и легкость прохождения витков. Если в двух деталях не совпадают диаметр или шаг резьбы, то вкрутить калибр не получится. Соответственно, берется следующий калибр и проделывается та же операция. И так до тех пор, пока резьбы не подойдут. Для наружной резьбы берут калибр с внутренней резьбой и накручивают на трубу. Этот процесс может порядочно затянуться. Ведь общее количество калибров доходит до 64 штук. И это только для измерения наружной резьбы. А полный комплект калибров состоит из 128 штук.
- С помощью плоских шаблонов. Этот способ гораздо проще. Выполняется он таким образом: берется пластина с профилем нарезки и прикладывается к кромке на трубе или внутри трубы. Если между гранями получаемого после металлообработки рельефа и профилем шаблона нет просветов, операция по определению типа резьбы закончена. Такой метод хоть и проще, но не дает точных результатов. Он используется на объектах, где нет доступа к калибрам, а нужно проверить параметры резьбового соединения.
Также используемые инструменты для нарезки не влияют на способ, с помощью которого трубная резьба осуществляется. Так, на внутренней или наружной поверхности данный процесс производится несколькими способами:
- Накатка резьбы в процессе изготовления трубы. Такие изделия поступают в продажу или на строительные площадки с уже готовой обработкой.
- Механический способ нарезки резьбы. Здесь нужен токарный станок. В патроне зажимают трубу. В суппорт вставляют резьбовой резец. Делают фаску внутри или снаружи трубы. Включают резьбовую подачу и подводят резец, настроив скорость перемещения суппорта. Нарезка, сделанная таким образом, считается наиболее точной.
- Ручной метод. Для нарезки вручную понадобятся плашка для нарезания или метчик. Во многих случаях деталь просто невозможно поместить в станок. Тогда используются плашки для нарезания трубных способов металлообработки. Этот метод практикуется в строительстве, когда нужно соединить установленные разводки. Диаметр стыкующихся труб не должен превышать 6″.
- Метод нарезания плашкой довольно прост. На закрепленную трубу надевается плашка, закрепляется в специальном зажиме с одной или двумя рукоятками. Далее навинчивается инструмент на трубу по часовой стрелке. Для труб диаметром более 1/2″ обычно используют две плашки: черновую и чистовую. Когда поворачивать становится тяжело, откручивают пару витков назад и продолжают нарезать дальше.
- Нарезка трубной резьбы с помощью метчика еще проще. Он используется, когда нужно нарезать внутреннюю резьбу. Вставив хвостовик метчика в держатель с рукоятями, начинаете медленно вкручивать метчик в трубу. При увеличении усилия откручиваете назад пару витков и снова вкручиваете, нарезая дальше.
Выполнение трубной резьбы
Методы выполнения резьбы для труб зависят от доступного оборудования, серийности производства и необходимой точности. Так, накатка применяется в основном при выпуске больших серий изделий, поскольку гарантирует высокую производительность, и низкую себестоимость операции. 
- Нарезка на токарно-винторезном станке характеризуется высокой точностью и весьма низкой производительностью. Применяется в индивидуальном и мелкосерийном производстве.
- Нарезка плашками и метчиками обладает также невысокой производительностью и осуществляется, как правило, в несколько проходов разным по степени точности инструментом.
- Накатка – это основной промышленный способ, формирование профиля происходит не за счет снятия стружки, а в результате пластической деформации металла накатными плашками. Высокая производительность обеспечивается за счет автоматизации операции снятия и постановки детали на станок.
- Фрезерование резьбы выполняется на специализированных резьбофрезерных станках.
- Литье. Прогрессивные методы литья – литье под высоким давлением и порошковая металлургия – позволяют получать точный и прочный резьбовой профиль прямо на отливке, без последующей механической обработки
В условиях стройки и ремонта доступен, как правило, только ручной способ выполнения.
Как определить диаметр и вид нарезки
При подборе совместимого резьбового соединения к существующему изделию требуется определить его параметры. Это можно сделать следующими путями:
- Использовать мерные калибры. Специальные калиброванные плоские гребенки вставляют по очереди в витки профиля, пока не добьются полного совпадения профилей. Для определения параметров внутренней резьбы применяют цилиндрические калибры. На каждом калибре выгравировано обозначение профиля, к которому он подходит.
- Измерить параметры штангенциркулем диаметр и шаг, определить профиль по таблицам.
Измерения резьбы для труб следует проводить высокоточным поверенным инструментом до сотых долей миллиметра.
Типы резьбы
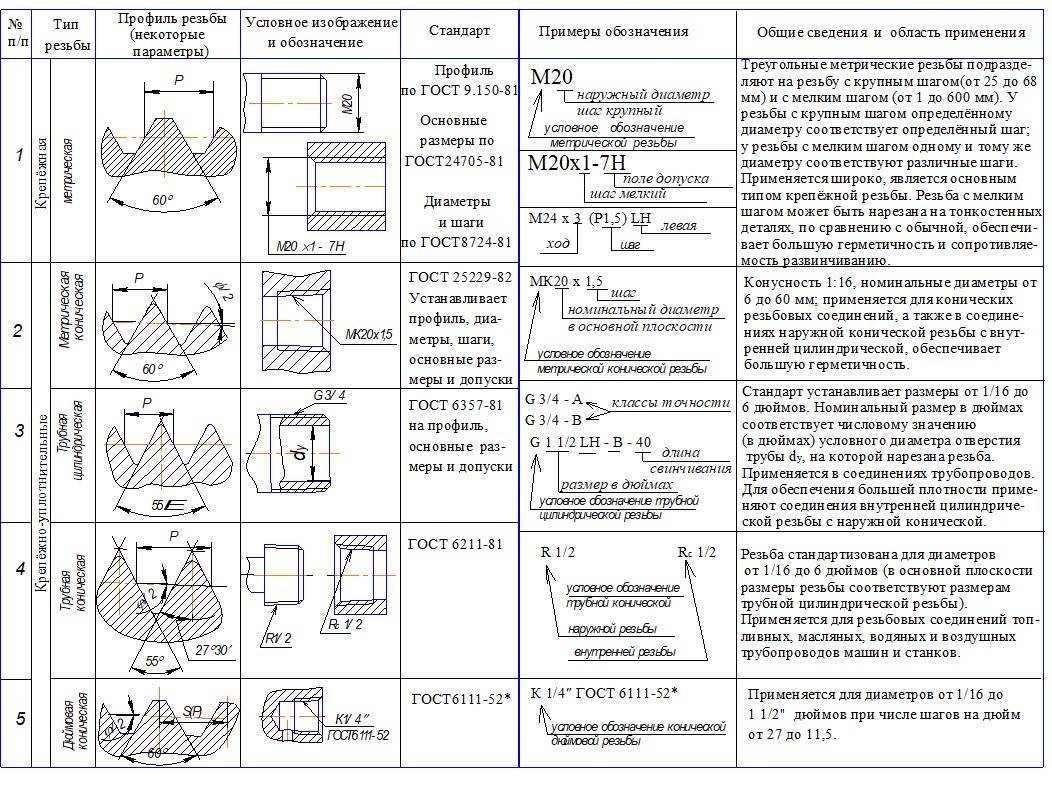
Для дюймовой резьбы диаметр обозначается в дюймах (дюйм равен 25,4 миллиметра) и простых дробных долях дюйма, а шаг -в числе витков, помещающихся в одном дюйме. Есть еще один важный момент – т. н. «трубный дюйм». К дюймовому значению внутреннего диаметра трубы добавляется толщина ее стенок. Для внутреннего диаметра в один дюйм получается 33,29 миллиметра. Труба ½ дюйма, соответственно, будет иметь наружный диаметр 21,25 миллиметра  Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг – расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля. Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55° Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.
Для метрической резьбы диаметр обозначается в миллиметрах, в миллиметрах обозначается и шаг – расстояние между соседними витками. Расстояние это измеряется между гребнями или между впадинами профиля. Кроме нюансов обозначения, дюймовым профилям присущи более острые гребни и впадины и немного закругленные вершины зубцов. В основе метрического профиля лежит равносторонний треугольник с углами по 60° у дюймового профиля эти углы составляют 55° Ввиду этого различия в профиле совместить метрическую и дюймовую резьбу в одном соединении не получится, потребуется специальный переходник.  Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать. Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы – ½ “.
Кроме метрической и дюймовой, при соединениях труб применяется и круглая резьба, или так называемый профиль Эдисона. Профиль представляет чередование выпуклых и вогнутых дуг с одним и тем же радиусом. Круглая накатка обеспечивает большую износоустойчивость и применяется в соединениях, которые придется неоднократно свинчивать и развинчивать. Наиболее популярной в сантехнике, трубах и арматуре уровня квартиры или дома является трубная цилиндрическая резьба. Самый популярный диаметр резьбы – ½ “. Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
Широкое распространение получила также резьба ¼ “. Она применяется в креплениях для фото- и видеокамер, осветительной и другой вспомогательной фотоаппаратуры.
Как определить диаметр и вид нарезки
При подборе совместимого резьбового соединения к существующему изделию требуется определить его параметры. Это можно сделать следующими путями:
- Использовать мерные калибры. Специальные калиброванные плоские гребенки вставляют по очереди в витки профиля, пока не добьются полного совпадения профилей. Для определения параметров внутренней резьбы применяют цилиндрические калибры. На каждом калибре выгравировано обозначение профиля, к которому он подходит.
- Измерить параметры штангенциркулем диаметр и шаг, определить профиль по таблицам.
Измерения резьбы для труб следует проводить высокоточным поверенным инструментом до сотых долей миллиметра.