Особенности сварки нержавеющей стали
Сварка элементов из нержавейки требует знания ряда особенностей, касающихся правильного проведения этих работ:
- Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.
- При работе с заготовками толщиной от 1,5 до 3 мм используется короткодуговая сварка.
- Для сваривания заготовок толщиной более 3 мм применяют метод электродуговой сварки, предусматривающий струйный перенос металла с электрода.
Пару слов хотелось бы сказать об аргонной сварке, которая имеет ряд важных нюансов. Во время сварки нужно следить за тем, чтобы вольфрам случайно не попал в сварочную ванну. Иначе это негативно повлияет на прочностные показатели сварочного шва. Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Разновидности электродов для сварки чугуна
Электроды, предназначенные для сварки чугунных изделий, подразделяются на несколько разновидностей, изготовленных из следующих материалов:
- чугунный пруток;
- стальная сварочная проволока;
- проволока на основе легированных сталей;
- проволока на основе меди или сплавов этого металла.
Предназначенные для сваривания чугунных изделий электроды на основе стали обязательно должны иметь покрытие, в котором содержится ферросилиций. Присутствие этой составляющей позволяет получить в ходе сварочного процесса серый чугун. Как правило, сварка с использованием стальных стержней применима только для соединения между собой простых по форме изделий, конструкция на основе которых в дальнейшем будет эксплуатироваться при незначительных нагрузках. В том случае, когда операцию с подобными электродами производит специалист высокой квалификации, получается соединение, характеризующееся наличием высокой плотности, в результате чего в дальнейшем изделие можно дополнительно обрабатывать одним из механических способов.
Электроды на основе стальной проволоки, предназначенные для сваривания чугунных изделий, характеризуются маркировкой – Св-08А и Св-08. К этой категории относятся следующие разновидности сварочных электродов:
- ЦЧ-4. Данная разновидность электродов для сварки чугунных изделий имеет наиболее широкое в сравнении с другими разновидностями распространение. Эти электроды характеризуются наличием особого покрытия, которое состоит из компонентов, способных интенсивно вступать в химическую реакцию с углеродом. В ходе подобной химической реакции возникают карбиды, которые не способны растворяться в расплавленном железе.
- ЦЧ-3А. Этот тип электродов нашел широкое применение в процессе сварки деталей из серого чугуна. Стержни электродов этой категории изготовлены из стальной проволоки, на которую нанесено фтористокальциевое покрытие. Использование данных электродов гарантирует наличие прочного сварного шва, возможность его механической обработки и отсутствие трещин в области контакта свариваемых деталей.
- ЭМЧС. Стержень этих электродов выполнен на основе проволоки из низкоуглеродистых разновидностей стали. Специальное покрытие создано трехслойным, состоящим из шлакоформирующей и газообразующей, легирующей и газозащитной составляющей. Использование электродов данной разновидности не требует предварительного разогрева заготовок. Как правило, электроды этого типа используют для сваривания между собой изделий небольшой толщины (10 мм).
- МНЧ-1. Использование электродов на основе монель-металла, который представляет сплав никеля и меди в соотношении 70:30, позволяет добиться высокой стойкости исходных свариваемых изделий к образованию в их теле трещин и возможностью механической обработки наплава. Присутствие в составе стержня монель-металла на основе меди и никеля снижает степень растворимости углерода в железе и способствует штатному течению процесса графитизации, что снижает вероятность возникновения эффекта отбеливания.
- МНЧ-2. Этот тип используют для сварки всех разновидностей чугуна. В результате сваривания двух чугунных изделий, шов между ними получается устойчивым к коррозии, он хорошо поддается механическим видам обработки.
- Чугунные стержни. В ходе изготовления на стержни из чугуна наносят покрытие двух разновидностей – из углекислого бария и карборунда, соединенных жидким стеклом, а также на основе графитообразующих составляющих.
Кроме описанных выше типов электродов для сварки чугунных изделий на основе стальной проволоки, используют следующие комбинированные сварочные стержни:
- ОЗЧ-1. Этот электрод является железомедным стержнем, имеющим сечение 4-5 мм, на которое нанесено покрытие, состоящее на 50% из железного порошка и 50% специального состава УОНИ-13.
- ОЗЧ-2 используют в ходе сварки изделий из ковкого и серого чугуна.
- ОЗЧ-4 применяют в ходе сваривания деталей из серого и высокопрочного чугуна. При этом, образовавшийся сварной шов обладает высокой степенью устойчивости к нагрузкам ударного характера. Изделия, сваренные этими электродами, могут эксплуатироваться в условиях трения.
- ОЗЧ-6 используют в ходе сварки тонкостенных изделий на основе серого и ковкого чугуна.
- Медные разновидности электродов, обладающие жестяной оплеткой.
- Пучки стержней, состоящие из стальных и медных прутков.
Как правильно сваривать чугунные детали?
Холодная сварка чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
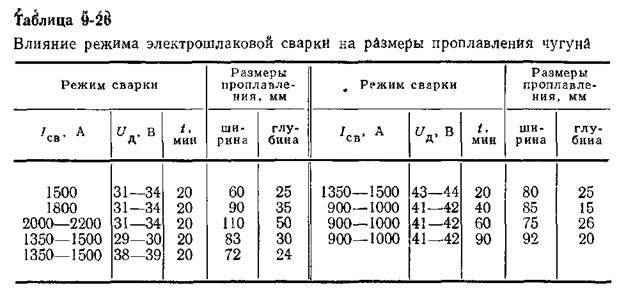
Влияние режима электрошлаковой сварки на размеры проплавления чугуна. Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
https://www.youtube.com/watch?v=6BAu6lTSLLs
Важные рекомендации
Нужно помнить, что электроды для стальных заготовок непригодны для сварки чугуна по причине других физических свойств и структуры материала. Остаточные напряжения и усталостные явления способны вызвать разрушение сварного шва при дальнейшей эксплуатации. Электроды для чугуна куда толще расходников для стали, что определяется массивностью материала.
У применяемых электродов должно соответствовать время охлаждения с основным металлом, которое у чугуна очень большое. Процент содержания углерода в чугуне и присадочном материале должен совпадать. Соблюдение основных условий поможет избежать выгорания углерода и возникновения избыточных внутренних напряжений.
Чаще используются стержни с основным типом покрытия. Кислое напыление менее распространено.
Какие сварочные электроды могут применяться для заваривания чугунных конструкций?
Использование инвертора для сваривания чугуна, при условии грамотного выбора подходящих электродов, способствует эффективному решению целого ряда проблем.
Чтобы сварное соединение сегментов конструкции, изготовленных из чугуна, получилось максимально качественным, рекомендуется использовать электроды, предназначенные именно для сварки чугуна.
Такими являются сварочные стержни следующих марок:
- ОЗЧ-2. Этот расходный материал оснащен специальным медным стержнем, имеющим дополнительное покрытие веществом с высоким содержанием графита.
- МНЧ-2. Сварочный электрод, стержень которого представляет собой специальный сплав из никеля, железа, меди и марганца. Благодаря использованию данного изделия получается соединение высочайшего качества.
Процесс сваривания чугунных заготовок по холодной методике предусматривает соблюдение определенной технологии, чья суть заключается в образовании сварного шва, имеющего определенную ширину. В ходе сварочных работ также придется следить за тем, чтобы не допустить достижения определенной температуры соединяемых деталей. Иначе в области формирования сварочного шва повысится хрупкость металла. При условии возникновения определенных дефектов при формировании сварного соединения, рекомендуется воспользоваться специальной графитовой подложкой. Благодаря ее применению удастся воспрепятствовать вытеканию металла из формируемого сварного соединения.










Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
- Типы покрытых электродов для сварки.
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.
Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд. - Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. - Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. - Назначение
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;
Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н. - Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. - Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. - Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.
Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава. - Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);
4 – исключительно нижнее. - Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;
– индексы – 3,6,9 для любых токов и обратного подключения.
Лучшие электроды по чугуну
Указанные особенности требуют выбора специальных марок электродов. Они должны обеспечивать одинаковую концентрацию СО2 в основном и присадочном металле и их одинаковое время остывания. В состав электродов по чугуну часто входит медь (медно-никелевые, медно железные электроды), однако они могут быть и стальными, ферро-никелевыми или никелевыми. Тип покрытия стержня — основной, реже кислый. В ряду наиболее популярных марок, которые используются для сварки по чугуну, — МНЧ-2, ОЗЧ-4, ОЗЧ-6, ОЗЧ-2, ОК 92.18, ОЗЖН-1. Часть из них универсальна по назначению, позволяет работать со всеми типами чугунов (кроме указанного выше белого), часть имеет более узкую специализацию (об этом — ниже).
| Название (маркировка) | Виды (типы) чугуна | Положение электрода | Технологические свойства |
| ЦЧ-4 | Высокопрочный, ковкий и серый | Нижнее | Используются для сварки чугуна со сталью, соединение возможно с предварительным нагревом и без. Соединение постоянным током обратной полярности, при высоком напряжении — ток переменный |
| МНЧ-2 | Вертикальное, полу потолочное, нижнее | Лучшие свойства сварного соединения и стойкость к появлению трещин. Сварка постоянным током обратной полярности | |
| ОЗЧ-2 | Ковкий и серый | Вертикальное, нижнее | Сварной шов с улучшенными требованиями по плотности. Постоянным током обратной полярности без подогрева |
| ОЗЧ-3 | Серый и ковкий | Вертикальное, нижнее | Низкая проплавляющая способность, применяются для получения шва с повышенными требованиями к чистоте изделия |
| ОЗЛ-27 | Всех видов чугуна | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Сварка и наплавка разнородных сталей и чугуна. Сварочный ток: переменный, постоянный обратной полярности |
| ОЗЖН-1 | Высокопрочный и серый | Вертикальное, нижнее | Цвет наплавленного металла близок к цвету чугуна. Электроды для холодной сварки чугуна постоянным током обратной полярности |
| ОК 92.18 | Высокопрочный, ковкий и серый | Во всех пространственных положениях | Стержень на никелевой основе для соединения чугуна с небольшим предварительным подогревом (150-300°С) или без. Ток: переменный, постоянный +. Широко применяется для ремонта блока двигателей и коробок передач |
| Ficast NiFe K | Серый, ковкий | Горизонтальное, нижнее, потолочное, вертикальное сверху вниз, вертикальное снизу вверх | Железоникелевый электрод Ficast NiFe K предназначен для холодной сварки чугуна со сталями. Ток: переменный, постоянный — плюсовой и минусовой полюс. Наплавляемый металл стоек к образованию трещин и легко обрабатывается |
| ZELLER 855 | Для всех видов чугуна | Во всех пространственных положениях | Применяется для сварки чугуна со сталью без подогрева. Варит промасленные и загрязненные примесями и ржавчиной изделия. Наплавленный металл пластичен и стоек к растрескиванию |
Этот список не полный, на рынке можно найти дешевые расходники из Китая, качество которых хромает.
Цена на электроды по чугуну
Стоимость стрежней ЦЧ-4 ЛЭЗ (Лосиноостровский электродный завод) смотрите в таблице:

Ходовой диаметр 3 мм можно приобрести за 824 руб/кг.
- за электроды МНЧ-2 (3,0 мм) просят 660 рублей за 1 кг;
- ОЗЧ-2 (3,0 мм) — 788 руб/кг;
- ОЗЧ-3 (3,0 мм) — 875 руб/кг;
- ОЗЛ-27 диаметр 3 мм — 500 руб/кг;
- ОЗЖН-1 (4,0 мм) — 650 руб/кг;
- ОК 92.18 3,2мм VP (ESAB, Швеция) — 3 500 руб/кг;
- Ficast NiFe K (Kjellberg, Германия, 4,0 мм) цена 2 500 руб/кг;
- ZELLER 855 2,5×300мм (Германия) — 8 640 руб./кг.
Видео:
Цены могут отличаться от места проживания потребителя.
Как сделать сварочные электроды по чугуну своими руками
Если не хочется платить деньги за заводские расходники, то их можно сделать в домашних условиях.

Быстрый способ комбинированного стержня , что понадобится:
- электроды для стали (АНО-4, УОНИ 13/45 и др.); медная проволока намотанная на катушку, советуют диаметром 2 мм, но можно взять тонкую из старой бытовой техники;
- дрель.
Сам процесс: берем дрель, зажимаем в ней электрод, на кончик расходника плотно наматываем медную проволоку. Включаем дрель на медленные обороты и придерживая пальцем проволоку наматываем её вдоль электрода.
Да что я рассказываю, лучше посмотрите видеоролик, рассказывающий про изготовление расходника для сварки чугуна.
Опытные сварщики не наматывают медную проволоку на стержень, а применяют её в качестве присадочного прутка. Берут толстую (2 мм) одинарную проволоку.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
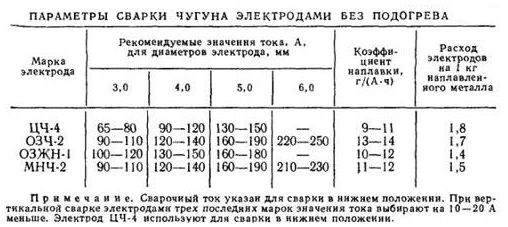
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.









Рекомендуем! Применение алюминотермитной технологии для сварки рельс на железной дороге

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Характерные свойства при выполнении сварки чугуна
Железоуглеродистый сплав называют чугуном. Углерод добавляют в сплав железа для увеличения твердости и уменьшения пластичности.
Его содержание составляет примерно 2,14%. Такое соединение придает сплаву легкость и делает его более устойчивым к воздействию неблагоприятной среды.
Так же это позволяет уменьшить вероятность возникновения коррозии. Что бы достичь высоких показателей стойкости сплав проходить процесс легирования. Это процесс добавление в состав материалов примесей для повышения свойств основного материала.
В данном случае это могут быть: алюминий, ванадий, хром, никель и другие.
Без добавления этих примесей чугун становится сильно хрупким.
Существуют такие виды чугуна:
- белый чугун — самый твердый и хрупкий, поэтому плохо отзывается на сварочные работы.
- серый чугун более мягкий из-за добавления в состав кремния (от 1,2—3,5 %) и углерода. Этот вид чугуна хорошо реагирует на сварку.
- ковкий чугун образовывается при продолжительном отжиге белого чугуна. На выходе получается графит хлопьевидной формы. Такой вид чугуна наиболее пластичный и вязкий.
Особенности
По причине высокого содержания углерода чугун, помимо своей прочности, достаточно хрупок. Выбранные электроды должны компенсировать приведенные отрицательные качества физических и химических свойств материала. Перед выполнением работ каждый раз приходится подбирать подходящие по составу электроды, а также выбирать тип термообработки.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Традиционно считается, что для чугуна подходит аргонно-дуговая сварка, однако не каждый владелец сварочного аппарата имеет такую возможность. Вести работу электродами позволяет любой сварочный инвертор ММА.
Главная особенность сварки – максимальное совмещение времени остывания электрода со временем остывания металла. Помимо этого, необходимо, чтобы присадка содержала столько же углерода, сколько и сам материал. В противном случае будут возникать чрезмерные напряжения внутри заготовки, а неумелый выбор электродов приведет к выгоранию углерода.
Сварочные электроды, рассчитанные для работы с чугуном, даже по внешнему виду отличаются от обычных, они более массивны. Но выбирают расходные материалы не по внешнему виду, а по маркировке, определенной в ГОСТ 7293-85 и ГОСТ 9466.
Существует два способа сварки чугуна: горячий и холодный.
- При горячем способе производится предварительный разогрев заготовки до температуры в несколько сотен градусов. В качестве расходного материала используется проволока с порошковой присадкой. Разогрев металла производится электрическим током, после чего в течение 70-100 часов происходит его постепенное остывание. В промышленности применяются специальные тигли. Для сварки чугуна в бытовых условиях можно воспользоваться обычной газовой горелкой.
- Сварка в холодном режиме чаще применяется и с первого взгляда технологически более проста. Однако она требует тщательной предварительной подготовки материала (зачистка, фрезеровка, сверление).
Особенности нержавеющей стали
В отличие от ряда других популярных металлов, нержавейка обладает рядом особенностей, которые могут проявиться при соединении элементов из этого металла
Всё это нужно обязательно принимать во внимание, приступая к изготовлению различных конструкций и изделий из этого материала. По сравнению со многими другими видами сталей, нержавейка обладает меньшей теплопроводностью
Из-за этого приходится тратить больше времени на прогрев зоны сварки или использовать для работы ток большей величины.
Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.










Во время соединения элементов из нержавейки путем их сваривания сварочные стержни нагреваются до очень высоких температур. Происходит это из-за того, что металл обладает высоким сопротивлением к сварочным процессам. Для уменьшения подобного проявления специалисты рекомендуют применять для сварки специальные электроды, предназначенные для нержавеющей стали.
Методы и особенности сварки чугуна
Отличительными особенностями сварочного процесса считаются:
- после завершения работ происходит быстрое падение температуры в области созданного шва;
- образование тугоплавких оксидов;
- высокий показатель текучести;
- не удаётся создать равномерный нагрев;
- при перегреве происходит образование и интенсивное выделение различных газов;
- присутствие в его составе кремния и других элементов, способных формировать тугоплавкие окислы, которые вызывают появление слабо проваренных мест или вообще к непровару.
В настоящее время для учёта перечисленных особенностей разработаны три метода:
- горячий метод (с предварительным подогревом);
- полугорячий;
- холодный (без предварительного подогрева).
Каждая из этих методов применяется для решения отдельных практических задач. Первая применяется в основном в тяжёлой промышленности. Для его реализации необходимо специальное оборудование позволяющее нагревать изделие до высокой температуры. Основным ограничением в этом методе является поддержание необходимой температуры и недопущение его перехода в стадию расплава. Что приводит к изменению в структуре металла и образованию новых трещин. После завершения процесса охлаждение должно производиться медленно, естественным образом.

Второй метод сварки (полугорячая или с предварительным подогревом) предполагает нагревание свариваемых деталей до температуры в 300 градусов с постепенным введением в зону огня графитизирующих веществ. В качестве таких элементов используется алюминий или кремний. Они обеспечивают высокое качество полученного шва.
Для повышения качества шва при использовании этих методов применяют предварительное воздействие на заготовку:
- легирование с помощью, так называемых, графитизаторов (позволяют стабилизировать внутреннюю структуру в процессе охлаждения);
- легирование для получения перлито-ферритовой структуры, особенно это необходимо при сваривании чугуна с низкоуглеродистой сталью;
- добавление кислородосодержащих компонентов для повышения степени окисления (выжигания) углерода, что способствует получению шва из низкоуглеродистой стали;
- добавление сплавов цветных металлов (например, медно-никелевых, медно- железных и так далее, имеющих температуру плавления близкую к чугуну), что повышает пластичность шва.
Холодная сварка чугуна (без предварительного подогрева) предполагает точный контроль параметров сварочной дуги и кромок свариваемого металла. Целесообразно использовать этот метод для изделий, у которых длина шва не превышает 25 мм. Реализация всех трёх методов производится с помощью следующих процессов:
- ручной дуговой сварки (с применением требуемых электродов);
- полуавтоматической;
- аргонодуговой.
Для них применяются электроды следующих типов: чугунные, с медной основой, никелевым стержнем, стальным сердечником.