

↑ Делаем фотошаблон
Далее в любой удобной программе готовим фотошаблон и печатаем на прозрачной пленке для принтеров. При печати указываем максимальную контрастность и минимальную яркость, но тут надо пробовать. У меня Epson RX610. Настройки такие: качество печати «Наилучшее фото», «Оттенки серого», тип бумаги «Epson Matte», яркость: -25, контрастность+25. Фоторезист негативный! То есть, где на шаблоне отсутствует краска, там фоторезист засветится и при проявке не смоется! Будьте внимательны.

Рис. 5. Фотошаблон. Пленку я использую экономно. Поэтому печатаю разные проекты на одном листе пока остается место.
Как я делал гравировку на алюминии у себя дома. Травление металла.
Приветствую, химики и радиолюбители!
С начала года нашей команде Endurance (LaserLab) задавали вопрос, сможем сделать лазером красивую гравировку на алюминии? И будет ли это доступно для всех?
Алюминий является распространенным металлом, поэтому неудивительно что люди хотят наносить на него свои гравировки. Я с удовольствием сделал это для алюминиевых брелока, флэшки и корпуса своего мобильного.
Какие свойства у алюминия?! Да, металл. T_плавления 600 градусов, с высокой теплопроводностью и часто имеет на своем покрытии оксид алюминия, у которого температура плавления больше 1100 градусов. Поэтому термообработка будет не такой простой. Давайте рассмотрим ещё вариант. Как вы знаете, провода делают из меди и алюминия. Алюминий является отличным проводником, значит, мы можем задействовать процесс электролиза. В этом и фишка, о которой читайте дальше! А именно, травление алюминия.
Всё просто!) Нам понадобятся:
- Вода (не больше 1 л).
- Источник электрического тока (от 9 до 12 В).
- Обыкновенная поваренная соль NaCl.
- Диэлектрическая емкость (например, из пластика).
- Гвоздь или другой острый твердый предмет.
И конечно лазер L-Cheapo! Мощностью 3-5 Вт.
Дальше действуйте по инструкции:
1. Подготовьте рисунок, который Вы хотите награвировать на алюминиевую пластину.

Например, растровое изображение логотипа.
2. Избавьтесь от жира на своем алюминиевом образце. Покройте его любым из перечисленных материалов: коричневым скотчем, краской, лаком, лентой.
 3. Поместите изделие на 3D-принтер, и запустите лазер в работу (необходимо разрушить поверхностный слой из пункта 2 и у Вас получатся открытые области).
3. Поместите изделие на 3D-принтер, и запустите лазер в работу (необходимо разрушить поверхностный слой из пункта 2 и у Вас получатся открытые области).
 4. Перемешайте соль в воде, получив концентрированный раствор.
4. Перемешайте соль в воде, получив концентрированный раствор.
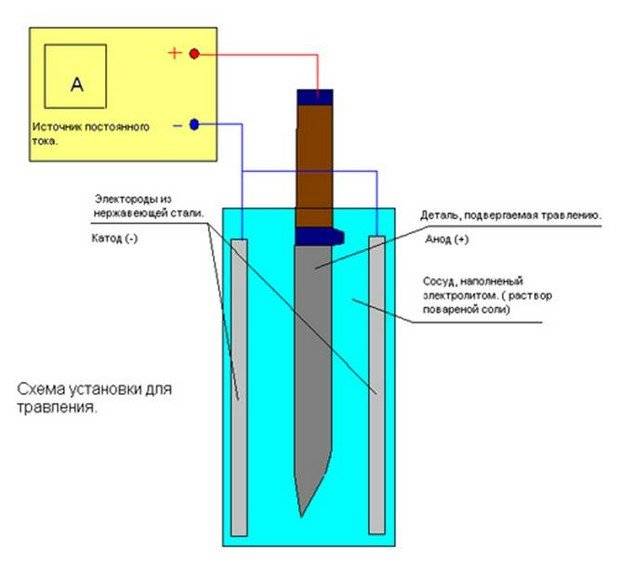
 5.1. Возьмите источник тока (на фотографии красный «плюс» и белый провод «минус»). 5.2. К минусу присоедините предмет из железа и опустите его в соляной раствор. 5.3. К плюсу присоедините образец из алюминия и опустите его в раствор в эту же емкость. 6. Подайте ток!
5.1. Возьмите источник тока (на фотографии красный «плюс» и белый провод «минус»). 5.2. К минусу присоедините предмет из железа и опустите его в соляной раствор. 5.3. К плюсу присоедините образец из алюминия и опустите его в раствор в эту же емкость. 6. Подайте ток!
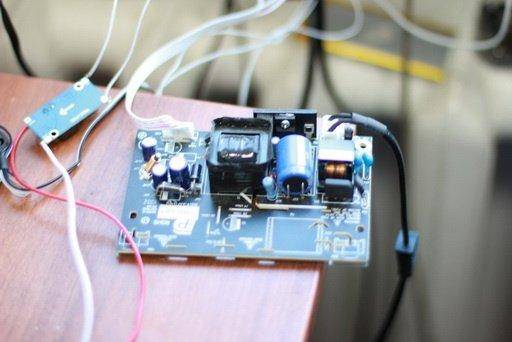 7. Ждите процесс электролиза (травления) в растворе около 5 минут. В зависимости от концентрации раствора и силы тока прикиньте время нужное для травления. Нам удавалось травить образец на фотографии за 3 минуты.
7. Ждите процесс электролиза (травления) в растворе около 5 минут. В зависимости от концентрации раствора и силы тока прикиньте время нужное для травления. Нам удавалось травить образец на фотографии за 3 минуты.
 8. Достаньте образец из раствора.
8. Достаньте образец из раствора.
 Класс!!)
Класс!!)

Перед помещением в емкость с раствором, не забывайте, что Ваш образец, на который нужно нанести рисунок, необходимо тщательно изолировать от внешней среды, за исключением тех областей, где должна быть нанесена гравировка.
Вы можете провести этот опыт как дома так и в своей мастерской.
С этой технологией каждый может стать мастером по гравировке на металле (как минимум, на алюминии).
Всё это ценные и практические знания. Будем рады, если Вы подпишитесь на новости Endurance
Гравировать? Легко!
Химическое травление металла
Травление осуществляют двумя способами — химическим и электрохимическим.
Химическое травление. При химическом травлении с поверхности изделий, изготовленных из черных металлов, действием травильных растворов удаляют окалину и ржавчину. Травление осуществляют в растворах серной или соляной кислот, иногда с добавками азотной, плавиковой и других кислот. Для понимания сущности химического травления рассмотрим воздействие водорода на поверхность с окисью железа, т. е. окалиной.
В серной, соляной, азотной и других кислотах атомы водорода являются составляющей частью. Например, молекула серной кислоты состоит из двух атомов водорода, одного атома серы и четырех атомов кислорода. Атомы водорода обладают свойством выделяться из кислоты, как только в нее будет помещен черный металл. Образующаяся на поверхности изделий из черных металлов окалина имеет поры и, кроме того, она покрывает поверхность металла неравномерно, поэтому серная кислота через поры достигает верхних слоев основного металла и действует на основной металл растворяющим образом, и от действия кислоты на основной металл происходит энергичное выделение водорода. Образовавшийся под коркой окалины водород вследствие все увеличивающегося давления разрыхляет на поверхности изделия окалину и сбивает ее с поверхности, что способствует очистке поверхности металла, т. е. осуществлению травления.
При травлении поверхности изделия с плотной пленкой окалины, препятствующей проникновению кислоты внутрь металла, пользуются обычно растворами соляной кислоты, так как растворы серной кислоты на такую окалину действуют значительно медленнее. Содержание серной и соляной кислот в травильных растворах не превышает 20%, применение более концентрированных растворов может привести к значительному растворению (перетравлению) основной части металла. При перетравлении металл имеет черную и глубоко изъеденную поверхность.
Водород, проникая в верхние слои металла, способствует образованию травильной хрупкости, из-за этого ухудшается качество металла.
В целях устранения травильной хрупкости и уменьшения возможности перетравливания металла в процессе травления в растворы добавляют либо так называемые травильные присадки (КС, ЧМ, УНИКОЛ), полученные путем специальной обработки отходов мясных комбинатов и других пищевых предприятий, либо органические вещества, называемые ингибиторами (замедлителями). В процессе травления пленка присадки или ингибитор закрывает доступ водороду в межкристаллические промежутки металла и прекращает химическое действие кислоты на металл.
Химическое травление поверхности изделий, изготовленных из углеродистых сталей, осуществляют в растворах серной или соляной кислот. Для травления поверхности изделий из низкоуглеродистых сталей применяют травильные растворы следующих двух составов: первый— серная кислота до 20%, присадка КС 0,1—0,2%, вода — остальное; температура нагрева первого раствора наименьшая 16—20° С, наибольшая 50—60° С; второй— соляная кислота до 20%, присадка КС 0,1—0,2%, вода — остальное; температура нагрева этого раствора 30—40° С.
Для травления поверхности изделий из углеродистых сталей часто применяют раствор следующего состава: серная кислота 200 г, хлористый натрий 50 г, присадка КС жидкая 10 г, вода 1 л. Температура нагрева этого раствора 50—60° С.
Для этой цели применяют также травильный раствор, состоящий из соляной кислоты 150 г, присадки КС жидкой 10 г, воды 1 л. Температура нагрева раствора 30— 40° С.
Для травления поверхности изделий, изготовляемых из нержавеющих и жаропрочных сталей, применяют травильный раствор следующего состава в весовых частях: серная кислота 14, соляная кислота 13, азотная кислота 1, вода 75. Температура нагрева раствора 50—70°С.
Травление поверхности изделий, изготовляемых из углеродистых сталей, выполняют в такой последовательности: заправка ванны, загрузка ванны, травление изделия, промывка изделия, контроль качества травления.
Хлорное железо — реагент для очистки воды.
Преобладающее количество производимого хлорного железа используется для очистки промышленных и сточных вод.
Проблема очистки промышленных и сточных вод является одной из важнейших задач охраны окружающей среды. Коагуляция – один из распространённых методов очистки сточных вод. Сущность метода коагуляции заключается во взаимодействии веществ, загрязняющих стоки, с минеральными коагулянтами. В качестве коагулянтов чаще всего используют хлорное железо, которое в результате гидролиза образует малорастворимый гидроксид железа Fe(OH)3. В процессе образования данного гидроксида захватываются неорганические и органические примеси с образованием рыхлых хлопьев, которые можно легко удалить из очищаемых стоков. Образующиеся хлопья размером 0,5–3,0 мм и плотностью 1001–1100 г/л имеют очень большую поверхность с хорошей сорбционной активностью. В процессе их образования и седиментации в структуру включаются взвешенные вещества (ил, клетки планктона, крупные микроорганизмы, остатки растений и т. п.), коллоидные частицы и та часть ионов загрязнений, которые ассоциированы на поверхности этих частиц. Высокая скорость осаждения хлопьев гидроксида обуславливает преимущество хлорного железа перед сернокислым алюминием. Процесс осаждения шлама при помощи хлорного железа протекает быстрее и глубже, кроме того, хлорное железо благоприятно влияет на биохимическое разложение шлама. Расход хлорного железа составляет 30 г на куб. метр сточных вод. Химическая очистка сточных вод уменьшает содержание нерастворимых примесей до 95% и растворимых до 25%.
При проведении очистки сточных вод микроорганизмы и ядовитые соединения, содержащиеся в водах, разрушаются гипохлоритом натрия.
Гипохлорит натрия можно использовать для обработки сточных вод, содержащих соли аммония, фенольные соединения, ртуть. Степень очистки достигает 99,9%.
В результате проведенных исследований эффективности применяемых в пищевой промышленности дезинфицирующих средств гипохлорит натрия был оценен как наиболее эффективный и экономичный продукт. Он показал высокую эффективность воздействия на практически все виды растительных клеток, спор и бактерий. Обычно используют раствор с содержанием 30 – 40 мг/л активного хлора.
Хлорное железо применяют также в качестве катализатора в процессах органического синтеза, окисления нефтяных битумов, при получении термостойких смол. Он является энергичным хлорирующим агентом, поэтому может использоваться для избирательного извлечения отдельных компонентов руд.
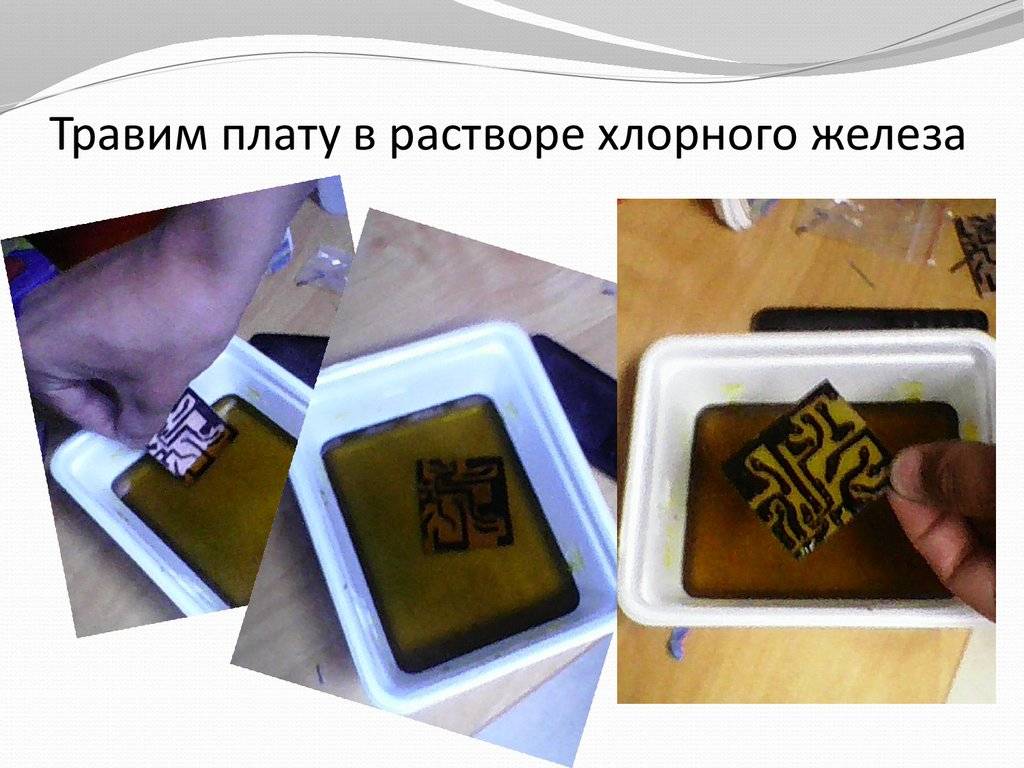
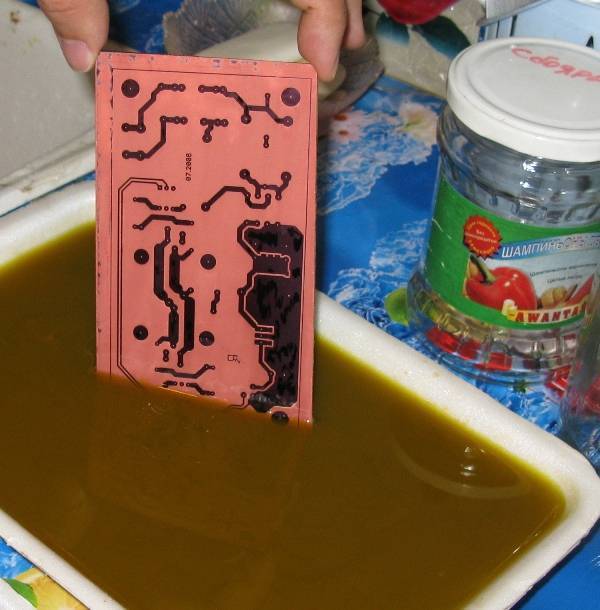
Водные растворы хлорного железа обладают мягкими травильными свойствами, поэтому их применяют для травления печатных плат, медной фольги и металлических деталей перед нанесением гальванических покрытий.
Хорошо известно применение хлорного железа в качестве добавки к портландцементу для ускорения процесса схватывания. Водоцементное отношение (В/Ц) рекомендуется в пределах 0,4 – 0,5. Добавка хлорного железа позволяет повышать значение В/Ц. Добавка хлорного железа повышает прочность бетона.
Технические характеристики раствора хлорного железа.
1. Массовая доля хлорного железа — не менее 40 %;
2. Плотность раствора при 20 °С — не менее 1,41 г/куб. см;







3. Массовая доля хлористого железа — не более 1 %;
4. Массовая доля нерастворимых в воде веществ — не более 2 %;
5. Массовая доля соляной кислоты – не более 1,5 %.
Нормативная документация: ТУ 2152-081-56856807-08
Травление алюминия щелочью
Чаще всего при данном способе применяется водный раствор едкого натра (возможен вариант с добавками или без них).
А используется он для того, чтобы очистить поверхность алюминиевого изделия от оксида или ненужной смазки и получить более гладкую (матовую или глянцевую) поверхность.

Для чего вообще необходимо так тщательно очищать? Для того, чтобы готовое изделие (например, декоративные архитектурные элементы, таблички) имело идеальную поверхность. А также данный способ применяется для глубокой гравировки.
Метод травления щелочью алюминия, с одной стороны, является достаточно недорогим, но он очень трудоемкий.
Травление алюминия
Алюминий, пожалуй, самый распространенный в быту металл. Практически в каждом доме есть множество мелких предметов из алюминия, сюда можно отнести разного рода брелоки, подарочные имитации ножей, металлические покрытия флэшек и т. д. – список можно продолжать практически бесконечно.

Вполне естественно желание любого мужчины сделать свои мелкие принадлежности уникальными. Для металлических предметов идея усовершенствования приходит сама собой: нанести гравировку. Чтобы загравировать изделия можно использовать лазерный гравер. Однако, для алюминия этот способ не подходит.
Температура плавления металла составляет 600 градусов Цельсия. Для гравировки металла с такой температурой плавления гравер найти сложно, но можно. Но приходится учитывать оксидную пленку, которая покрывает поверхность металла при соприкосновении с кислородом. А температура плавления уже этой пленки составляет порядка 2000 градусов Цельсия. Это значит, что наиболее распространенный способ нанесения гравировок и надписей, термический, не подходит. Именно в подобных ситуациях стоит вспомнить о другом способе: травлении. Отметим, что травление может быть как художественным (для создания рисунков и гравировок на поверхности металла), так и техническим, с целью очистить поверхность металла от оксидной пленки, сделать металл пригодным к дальнейшей обработке.

Травление алюминия можно осуществлять двумя способами:
Каждый из методов, а так же их воплощение в домашних условиях разберем во всех подробностях.
Сатинирование листов из нержавеющей стали в Москве

| ШЛИФОВКА, ПОЛИРОВКА, САТИНИРОВАНИЕ | |||
| Шлифовка R60, 180, 220, 320, 500, 1000 | Полировка зеркало | Сатинирование R180 | |
| Лист х/к, цветмет | |||
| 2500,00 руб/м2 | 7000,00 руб/м2 | 2800,00 руб/м2 | |
| Лист г/к | |||
| 3250,00 руб/м2 | 9100,00 руб/м2 | 3640,00 руб/м2 | |
| Полоса, уголок, квадрат | |||
| 10- 50мм | 180,00 руб/м2 | 220,00 руб/м2 | 350,00 руб/м2 |
| Свыше 50мм | договорная | договорная | договорная |
| Труба круглая | |||
| ф 8-20мм | 270,00 руб/м2 | 351,00 руб/м2 | договорная |
| ф 21-40мм | 290,00 руб/м2 | 377,00 руб/м2 | договорная |
| ф 41-60мм | 350,00 руб/м2 | 455,00 руб/м2 | договорная |
180 9100 р.
Обработка плоского металлического полуфабриката путем снятия верхнего слоя покрытия специальными шлифовальными приспособлениями называется сатинированием листов.
Особенности и методы сатинирования металлической продукции
Направленная шлифовка является распространенным, недорогим способом изменения внешнего вида изделия. Металлический лист с нанесенным на поверхностный слой узором требует минимального ухода и имеет атласный внешний вид.
На производственных предприятиях технология сатинирования поэтапно выглядит следующим образом:
- с верхнего слоя заготовки удаляются неровности, сварные швы, царапины;
- происходит зачистка листа до придания ему абсолютной гладкости;
- намечается стыкование рисунка с помощью специальной ленты из алюминия в несколько слоев;
- на поверхность пневмоинструментом наносится узор;
- лента удаляется, отшлифованная заготовка обрабатывается.
- небольшие загрязнения, образующиеся в ходе нанесения рисунка, удаляются.
Обработка поверхности листа в масштабах завода происходит с применением пневматического напильника и пневматической техники барабанного типа. Это позволяет с высокой скоростью наносить на изделие риски.
Шероховатость готового сатинированного изделия зависит от выбранного диаметра зерна. Чем больше диаметральный показатель, тем матовее получается законченный продукт. Параметры зернистости варьируются от 240 до 320 мкм.
Существует ручной способ нанесения штрихового узора, который считается более энергозатратным. Для этого используют шлифок или плоский шлифовальный инструмент. При ручном способе сатинирования листов рисунок обретает уникальность, что повышает себестоимость готового изделия.
Преимущественными показателями сатинированного полуфабриката принято считать
- долговечность;
- устойчивость к коррозионному налету;
- эстетичный внешний вид готового продукта;
- простота обслуживания;
- устойчивость к повреждениям и перепадам температур;
- дешевизна;
- возможность нанесения рисунка по персональному заказу;
- широкий выбор вариантов штрихового узора.
Применение сатинированных листов
Широкое распространение шлифованное изделие получило в таких сферах человеческой деятельности, как:
- машиностроение;
- горнодобывающая промышленность;
- изготовление инструментов;
- судостроение;
- производство бытовой техники;
- декорирование;
- создание интерьеров;
- изготовление мебельной продукции.
Сатинированные листы применяются при оформлении клинков ножей, созданных по персональному заказу. Наблюдается высокий спрос на изделия с узором в виде риски при изготовлении мобильных переносных устройств: шероховатая поверхность позволяет сохранить привлекательный внешний вид изделию, не скользит на гладких поверхностях и скрывает полученные в ходе эксплуатации недостатки.
Высокая устойчивость к коррозионному налету позволяет использовать сатинированный элемент на открытых территориях с перепадами температур и повышенной влажностью: декорирование входной группы коммерческих зданий, облагораживание личных садовых участков, оборудование банных комплексов.
Самые популярные способы травления металла

Чтобы создать необычный рисунок на металлической поверхности, не нужно использовать высокотехнологичное оборудования. Травление металла позволяет создать любой рисунок на обрабатываемой поверхности без серьёзных усилий и покупки дорогостоящего оборудования.
Травление металла
Химический
Химическое травление изделий из металла подразумевает под собой использование различных кислот. Для создания рисунка не нужно покупать дорогостоящее оборудование или собирать сложные конструкции. Используются серная, соляно-фосфорная или азотная кислота. В растворе серной кислоты можно эффективно травить различные материалы.
При использовании химического способа декоративной обработки металлических изделий необходимо использовать защитные очки и респиратор. Кислоты выделяют едкие пары, которые могут навредить организму человека.
Электрохимический
В этом способе обработки металла применяют раствор электролита. В процессе травления через него пропускают ток. Таким образом работа проходит быстрее чем при химической обработке, не выделяется вредных испарений.
Ионно-плазменный
Для этого способа не используются кислоты и другие химические составы. Металл обрабатывается с помощью ионизированной плазмы, которая подаётся на него отдельными пучками.
Способы травления металла могут отличаться в зависимости от обрабатываемого материала. Например, цветные металлы или сталь и железо обрабатываются по-разному.
Цветной металл
Протравы подбираются в зависимости от вида металла, его физических и механических свойств. Например, сплавы на основе меди и чистую медь эффективнее всего обрабатывать с помощью серной, азотной, соляной или фосфорной кислот. В качестве катализатора, ускоряющего реакцию, можно использовать соединения на основе хрома.
Чтобы травить алюминий, необходимо использовать щелочные растворы. То же самое касается молибдена.
Титан интересен в процессе обработки. Изначально его нужно покрыть щелочным раствором и только потом использовать кислоты. В качестве вторых должны выступать мощные концентраты.
Травление печатных плат
Платы для электроприборов изготавливаются из текстолита. На одной из сторон платы находится слой медной фольги. Вытравить дорожки, по которым будет проходить ток, можно с помощью медного купороса, азотной кислоты, хлорного железа, разбавленной серной кислоты.
Проведение работ в домашних условиях
Травление на металле в домашних условиях считается популярным среди мастеров-самодельщиков. Своими руками можно создать любой рисунок и перенести его на металлическую поверхность.
Основную обработку поверхности можно начинать только после подготовки заготовки:
- С поверхности металла удаляются посторонние вкрапления, ржавчина, окалины, грязь.
- Металлическое изделие протирается ветошью и обезжиривается с помощью растворителя.
Последним этапом обработки является полировка. Если довести поверхность до зеркального состояние не получается нужно почистить её наждачной бумагой в одном направлении.
Получение цветного рисунка
Чтобы нанести рисунок на поверхность изделия в домашних условиях, можно воспользоваться одним из трёх проверенных способов.
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла. Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.








Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали. Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Растворимость алюминия в щелочном растворе
Алюминий хорошо растворяется в растворах каустической соды :
- 7 молей на литр, что эквивалентно:
- 7 х 27 = 189 г/л для Al3+ или
- 7 х 82 = 574 г/л для NaAlO2
Числа 27 и 82 – это атомный вес алюминия и молекулярный вес алюмината натрия, соответственно.
Такая высокая растворимость алюминия в растворе каустической соды достигается при одновременном выполнении следующих условий:
- поддерживается заданная концентрация каустической соды (NaOH),
- поддерживается заданная температура раствора,
- поддерживается заданная концентрация специальных добавок, которые препятствуют выпадению в осадок гидроксида алюминия.
Подробности
Технологический процесс — инструкция видео
Для разогрева металла используется тугоплавкая емкость (тигель). Изделия применяются из таких материалов, как сталь, фарфор, корунд, чугун. В домашних условиях используется емкость, сделанная из широкой железной трубы или готовый тигель. Для ее изготовления нужна только болгарка и сварочный аппарат. Объем тигеля может быть разным и выбирается индивидуально, прогревается он равномерно. Металл должен быть измельчен и плавится он в ходе теплопередачи. Температура плавления должна быть уменьшена перед термообработкой для того, чтобы состояние металла изменялось быстрее. Для этого его измельчают на мелкие детали. Часто после этого происходит окисление или воспламенение. Образуется оксид алюминия, который меняет свое состояние при более высоких температурах. Данное вещество удаляется после переплавки металла вместе с остальными шлаками.
В основном плавят проволоку из алюминия. Для этого ее разделяют ножницами на кусочки, а потом сдавливается пассатижами. С помощью данного способа предотвращается воздействие на металл кислорода. Если вы не планируете получение деталей высокого качества, то измельчать сырье не обязательно.
Технология литья при необходимости получения расплавленного алюминия в домашних условиях придется смоделировать самостоятельно. Материал нужно сначала очистить от грязи, шлаков и примесей. Большие заготовки необходимо разделить на несколько небольших. Отливку совершают по инструкции, для плавки применяют наиболее удобный вариант. С поверхности текучего вещества нужно удалить шлак. Расплавленный алюминий наливают в форму, которую после застывания металла нужно разбить.
Используемые источники тепла
Для того, чтобы переплавить алюминий в бытовых условиях, можно применять:
- Плавка алюминия в муфельной печи, которая может быть сделана самостоятельно. Этот способ очень эффективен и позволяет быстро перевести металл в жидкую форму.
- Паяльную лампу. С ее помощью можно расплавить небольшие количества алюминия.
- Газовый резак — используется редко.
Очаг делается из кирпичей, из металлической емкости делается каркас. С одной стороны с помощью сверла делается отверстие для подачи кислорода. К трубке из металла присоединяется фен, пылесос или другой подобный прибор. Тигель ставят в очаг после разведения костра. Для лучшей термообработки угли можно выложить еще и по бокам. Чтобы не потерять тепло, можно сделать крышку, оставив отверстие для выхода дыма. Делать печь не стоит, если металл необходимо расплавить всего один раз.
Плавка алюминия на газовой плите также имеет место быть. Обычная газовая плита способна раскалить металл до необходимой температуры. Маленькие кусочки алюминия расплавятся где-то за полчаса.
Изготовление формы для отливки — инструкция
Если вам нужно сделать что-то простое, то изготовление специальной формы не потребуется, металл можно вылить на стальной лист.
Если же изделие будет более сложным, то нужна форма, которую можно сделать из следующих материалов:
- — глина;
- — гипс;
- — жидкое стекло;
- — песок;
- — каменноугольный пепел.
Заливать сплав в форму можно двумя способами — открытым и закрытым.
Открытый — простой способ. Металл, который расплавили, переливают в обыкновенную емкость, чашку, консервную банку и так далее. После остывания сплава, болванку вынимают из емкости
Если неважно, какая форма будет у металлического предмета, алюминий оставляют на прочной поверхности
Формировочные элементы используются для сложной отливки, когда изделие должно соответствовать указанным параметрам. При открытой заливки часто используется кремнезем. Предмет сделан из двух емкостей, в которых находится утрамбованная земля. Части кремнезема сжимаются, а между ними кладется макет для отливки. Таким образом получают четкий отпечаток нужной детали. Макет убирается, а в форму заливают раскаленный алюминий. При закрытом методе отливки берут речной песок и смешивают его с жидким стеклом.
Для одноразового литья можно пользоваться гипсом. Макеты делают из пенопласта или парафина.
Пенопласт не вынимается из твердого гипса, заполняется расплавленным алюминием. Продукты его горения наносят вред для здоровья человека.
Химия щелочного травления алюминия
Цель щелочного травления алюминия
Процесс щелочного травления алюминиевых изделий происходит при их погружении в водный раствор гидроксида натрия и некоторых добавок.
Факторами, которые влияют на этот процесс являются:
- Скорость травления, которая зависит от:
– температуры
– концентрации гидроксида алюминия - Время (длительность обработки).
Целью щелочного траления является:
Растворить поверхность алюминия, чтобы удалить внедренные в ней примеси и несовершенства. В результате получается гладкая, однородная основа для последующего процесса анодирования с получением анодного покрытия с декоративной мелкодисперсной матовой поверхностью.
Химические реакции щелочного травления алюминия
Это происходит, когда алюминий на поверхности изделия взаимодействует с гидроксидом натрия и водой с образованием алюмината натрия и выделением водорода, согласно следующей химической реакции (реакция №1) :

Эта реакция происходит с потреблением свободного гидроксида натрия.
Когда концентрация алюмината натрия возрастает, все более предпочтительной становится побочная реакция согласно следующей формуле (реакция №2):

В этой реакции алюминат натрия реагирует с водой, в результате чего образуется гидроксид алюминия, который накапливается в виде суспензии в растворе ванны Е6. Как видно из этой формулы, эта реакция приводит также к высвобождению дополнительного гидроксида натрия, который, в свою очередь, потребляется в реакции №1.
Гидроксид алюминия медленно осаждается из суспензии в растворе ванны Е6 на дно ванны или на различные поверхности внутри ванны Е6, например, на нагревательные элементы, в виде очень твердых окаменелостей. Это происходит согласно следующей реакции дегидратации гидроксида алюминия (реакция №3):

Результирующей реакцией для процесса щелочного травления алюминия является реакция между алюминием и водой с образованием осадка в виде оксида алюминия и выделением водорода.
Травление алюминия кислотой
Ввиду того, что в данном процессе применяются очень сильные кислоты, то прежде всего необходимо соблюдать повышенные меры предосторожности при работе с ними. Оператор должен надевать перчатки, маску, фартук
Важно, чтобы помещение, где происходит сам процесс, хорошо проветривалось. Не имея определенных навыков и без определенных средств защиты работать с кислотами не рекомендуется
Как уже отмечалось выше, изделие из алюминия помещается в емкость с кислотой. Наиболее часто при химическом травлении алюминия кислотой применяют следующие реагенты: соляная или серная кислоты. При взаимодействии их с металлом выделяется водород. Внешне это выглядит следующим образом: поверхность изделия покрывается мелкими пузырями. Но, в принципе, это можно предотвратить, если заранее добавить в емкость специальный ингредиент. Таким образом металл будет защищен от пузырьков тончайшей пленкой.

Очень важный момент: все операции по травлению изделия из алюминия кислотой необходимо выполнять интенсивно, чтобы сама поверхность металла осталась целостной.
Описываемый способ рекомендуется проводить в емкостях из дерева или бетона. При этом внутренняя поверхность ее должна быть облицована кислотоупорной плиткой, чтобы не разъедались стенки емкости.
Такой метод применяется на практике не очень часто.
Типы травления
В зависимости от используемого для разрушения поверхности материала вещества, выделяют следующие способы травления.
1. Химический метод (его еще называют жидким). При этом используются особые растворы на основе кислот. Таким образом наносят на сплавы орнаменты, надписи.
2. Электрохимическое травление металла — предполагает использование электролитной ванны. Ее заполняют специальным раствором. Также часто при этом используют соли свинца, которые предотвращают перетравливание. Этот способ имеет ряд преимуществ. Во-первых, рисунок получается более четким, а время, необходимое для завершения процесса, значительно сокращается. К тому же такая обработка металла экономична: объем использованной кислоты гораздо меньше, чем при первом методе. Еще одно несомненное преимущество — отсутствие вредных газов (протрава не содержит едкие кислоты).








3. Существует также и ионно-плазменный способ (так называемый сухой). В данном случае поверхность повреждается минимально. Такой метод используется в микроэлектронике.
Нанесение рисунка на металл для травления: как сделать узор
Общий принцип единый: нужно защитить одну часть от разъедающего воздействия протравливающего состава. Только действовать можно с помощью разных материалов. Мы ниже приведем примеры таких веществ.
Лак для ногтей
Доступность этого метода очень высокая – косметическое средство можно купить в любом соответствующем магазине. Но пользователи отмечают, что есть несколько негативных сторон:
Поскольку жидкость достаточно вязкая, ее не получается наносить на очень маленькие детали, тонкие штрихи.
Не каждый человек без опыта сможет без трафарета нарисовать узор кисточкой
Должны быть определенные навыки рисования, а также твердая рука.
Если была допущена ошибка, то осторожно стереть неправильный участок лака достаточно сложно, он будет размазываться.
Травление рисунка на нержавейке грунтовкой или битумом
Способ достаточно кропотливый. Сперва вся обрабатываемая поверхность покрывается жидким материалом. После того как он подсохнет, берется ручка или фломастер, карандаш, им переносится узор. Затем нужно взять иголку, тонкую проволоку или другой заостренный металлический элемент
С его помощью необходимо процарапать все детали рисунка, которые не подвергаются протравливанию.При этом обратите внимание на то, чтобы не было сколов. Для нанесения подойдет грунтовка типов ГФ 021, ХВ 062, а также самый обычный битумный лак. Обычно технику используют, когда нужно нанести тонкие линии, а также изображения, отличающиеся высокой сложностью
Обычно технику используют, когда нужно нанести тонкие линии, а также изображения, отличающиеся высокой сложностью.
Глянцевая бумага
Необязательно покупать специальные одноцветные листы, вполне подойдет старый журнал. Однако отсутствие лишних напечатанных рисунков и текста на глянце способствует точному нанесению заготовленного узора
Что важно сделать:
На компьютере подготовить изображение и сделать его зеркальным (особенно важно для текста).
Используя струйный принтер, напечатать заготовку на глянцевую бумагу.
Пока чернила еще не до конца засохли, весь эскиз прикладывают к металлической поверхности, разглаживают его.
После остывания можно смочить листок теплой водой.
Перед началом следует защитить торцевые стороны изделия, а также задние, поскольку они в обратном случае тоже будут взаимодействовать с протравой. Как и у всех способов, этот имеет достоинства и недостатки. Основной плюс – максимальная точность перенесения изображения и отсутствие ошибок из-за художественного исполнения. К минусам же можно отнести то, что для точности поверхность должна быть максимально гладкой. Добиться этого можно с помощью качественной предварительной зачистки. Эта технология активно используется компьютерщиками и электриками для изготовления печатных плат.
Немного информации о травлении стали
Кроме высокой эстетичности, стальные детали, протравленные одним из методов, получают еще некоторые преимущества. Таким образом можно легко избавиться от оксидных пленок и окалин
Но для этих целей очень важно, чтобы были соблюдены такие параметры, как:
- Длительность пребывания детали в электролитическом растворе.
- Концентрация определенных веществ в протраве.
- Сила подаваемого тока.
Вне зависимости от того, какая технология используется – гальваническая или химическая, применяются достаточно сильно активные кислоты – соляная, серная. Перед тем как травить сталь, обязательно нужно тщательно обезжирить поверхность. Жирные пятна – это основная причина того, что заготовка портится
Кроме того, важно защитить те участки детали, которые в дальнейшем не требуется протравливать. Для этих целей можно применять лакокрасочные покрытия на основе скипидара, гудрона или канифоли. Так как они легко воспламеняются, необходимо быть очень осторожными в ходе работы
А когда процесс завершен, поверхность можно очень просто убрать обычным растворителем для лака
Так как они легко воспламеняются, необходимо быть очень осторожными в ходе работы. А когда процесс завершен, поверхность можно очень просто убрать обычным растворителем для лака.





