Как производится гравировка штихелем металлических изделий

Наиболее подходящие материалы – медь и латунь. Как с эстетической, так и с практической точек зрения. Однако хорошо смотрится и сюжетная гравировка штихелем на алюминии. В крайнем случае, пойдёт и незакалённая сталь, но в этом случае придётся применять больше усилий. Скорее всего, потребуются резцы всех форм для формирования сложного изображения.
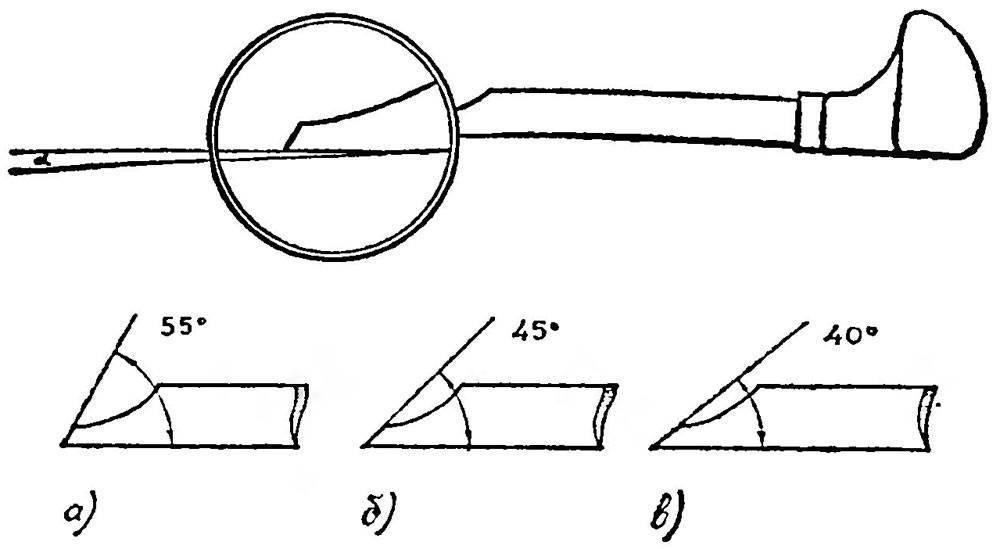
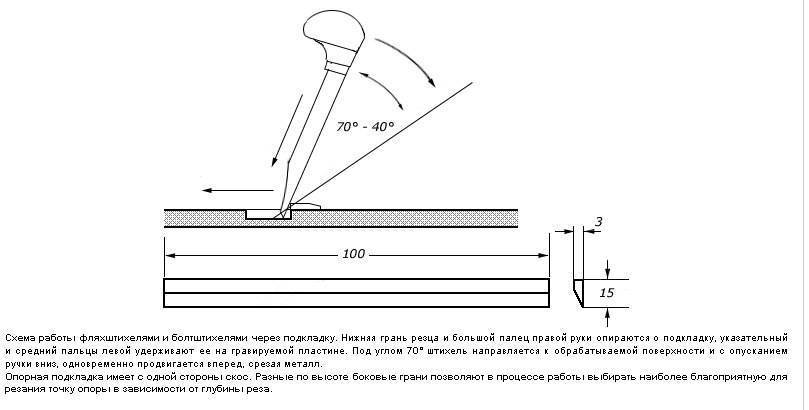
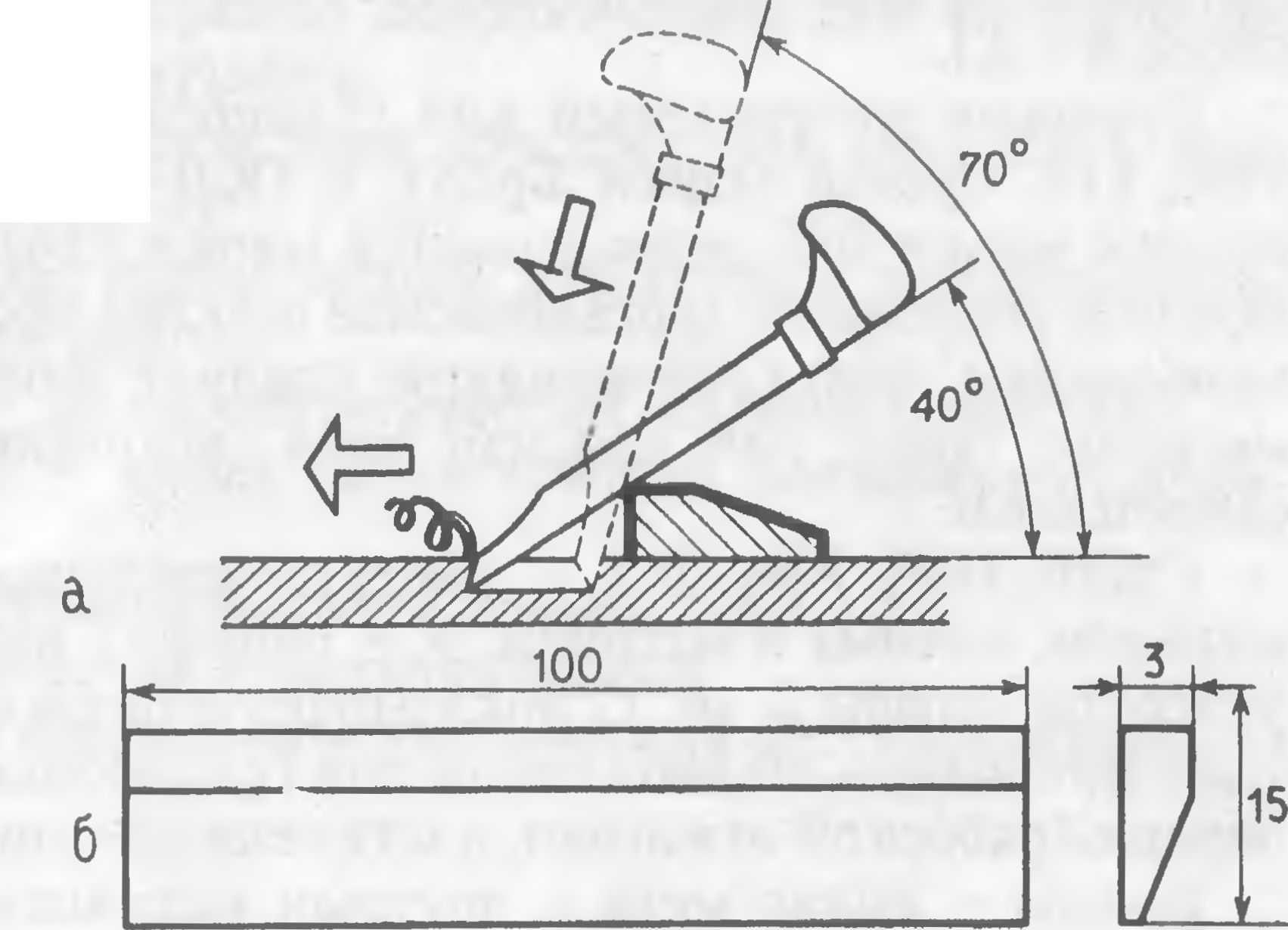
Вначале проверяем остроту режущей кромки. Для этого чуть надрезаем ноготь большого пальца. Даже при минимальном усилии должна появиться глубокая отметина. После этого рукоятку штихеля следует удобно закрепить в ладони. Главное – не применять больших усилий. Если штихель подготовлен правильно, достаточно лёгкого нажатия по касательной, чтобы сформировалось хорошо видимое изображение. Ладонь держит рукоятку, а большой и указательный пальцы плотно, но без излишнего нажима фиксируют клинок примерно в 2 см от режущей кромки.
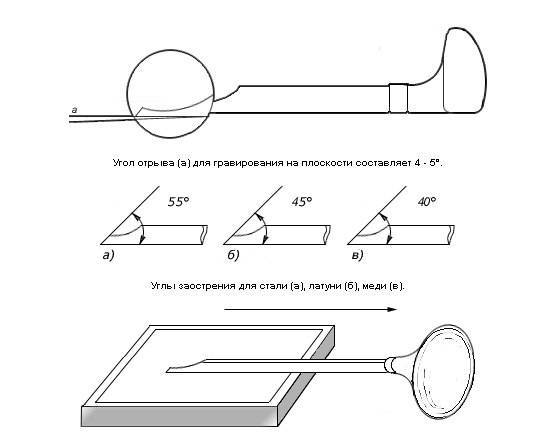
Клинок должен заходить в металлическую поверхность на малую глубину. Требуется менять угол расположения рабочей части. Вначале он должен достигать 30-40 градусов, затем он уменьшается до 5-10 градусов. При этом сила нажатия немного увеличивается. Если вы делаете только первые шаги в гравёрном мастерстве, лучше делать линии длиной не более 4-5 мм, а потом соединять их. Со временем постепенно увеличивайте длину непрерывной линии. Это позволит достичь более высокого качества и точности изображения.
Надеемся, что эти уроки ручной гравировки штихелем по металлу помогут вам в самостоятельной деятельности.
Источник
Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
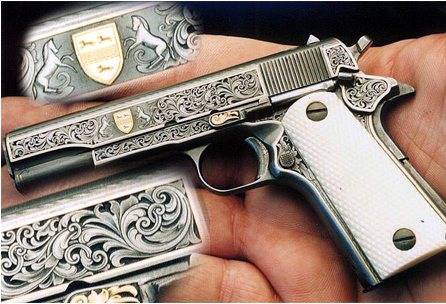
Также она подразделяется на штриховую и обронную:
- Техника штриховой гравировки выполняется нанесением контурных линий и штрихов на предмет. Резьба по металлу не глубокая, затрагивает только поверхность предмета;
- Обронная, иначе ее называют трехмерной, механическая глубокая техника позволяет добиться объемного рисунка. См. фото.
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
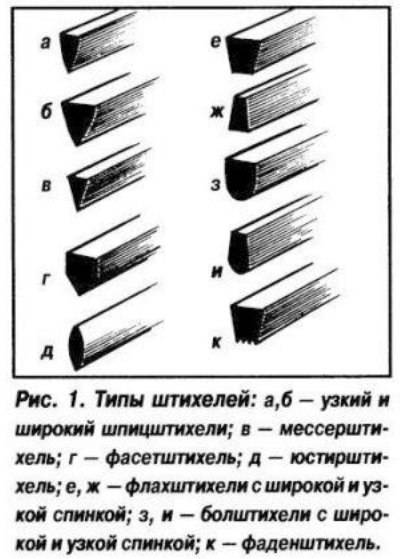
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.
Для выполнения качественных работ данный инструмент необходимо заточить, для этого используют мелкозернистый брусок, который предварительно смачивают водой, можно маслом.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
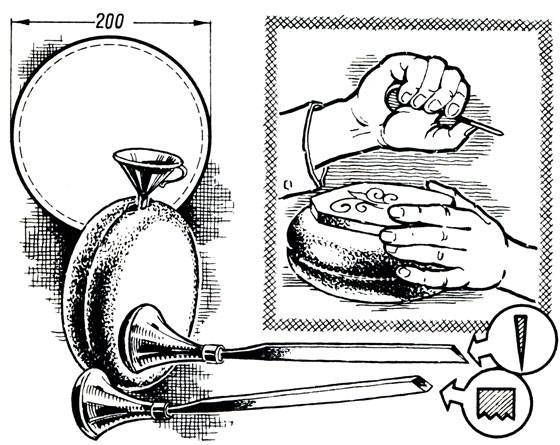
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Подготовленная форма выворачивается, засыпается просушенный песок, оставшееся отверстие зашивается.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?
Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
При работе очень часто появляются заусенцы, избежать которые не получится, но убрать их можно при помощи шабера.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.
Перед нанесением поверхность необходимо зачистить мелкой наждачкой и отполировать. Для полировки используется специальная полировочная паста.
Паста легко заменяется окисью хрома (масляная краска). Поверхность предмета необходимо тщательно и энергично растереть. Паста растирается кожаным толстым кусочком.
Штихель по металлу для гравировки
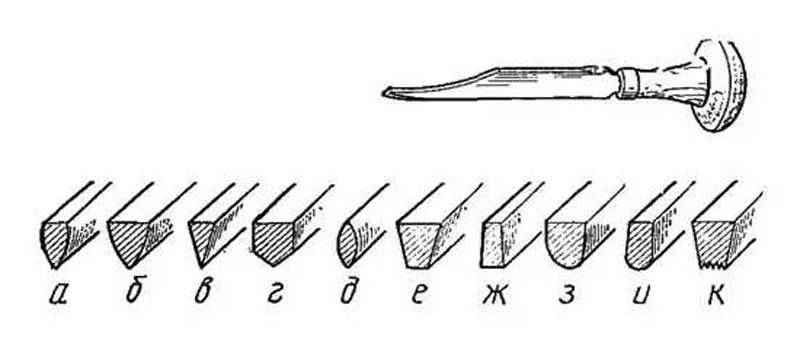
Штихель — главный инструмент для гравировки по металлу. Гравер держит в руке острый и прочный резец снабженный полукруглой деревянной или пластмассовой рукояткой для упора ладонью.
Режущая кромка может быть разной формы для выполнения различных гравировальных операций. Многие граверы не довольствуются магазинными покупками, а изготавливают свой инструмент самостоятельно.
Делаем штихель для гравировки по металлу
Изготовление штихеля простейшей конструкции доступно домашнему мастеру, владеющему слесарными навыками. Для этого за основу берут:
- напильник или надфиль;
- рессорный лист;
- часть обоймы подшипника.
Главное, чтобы сталь была высокопрочной и упругой. Прочность необходима для того, чтобы штихель успешно резал металл заготовки, долго не тупился и держал заданную форму заточки. Упругость позволит инструменту не сломаться под нагрузкой.
Более качественный резец можно получить методом ковки, но для этого следует иметь хорошие кузнечные навыки и располагать кузницей. Штихель из надфиля будет заметно уступать кованому и по прочности, и по гибкости.
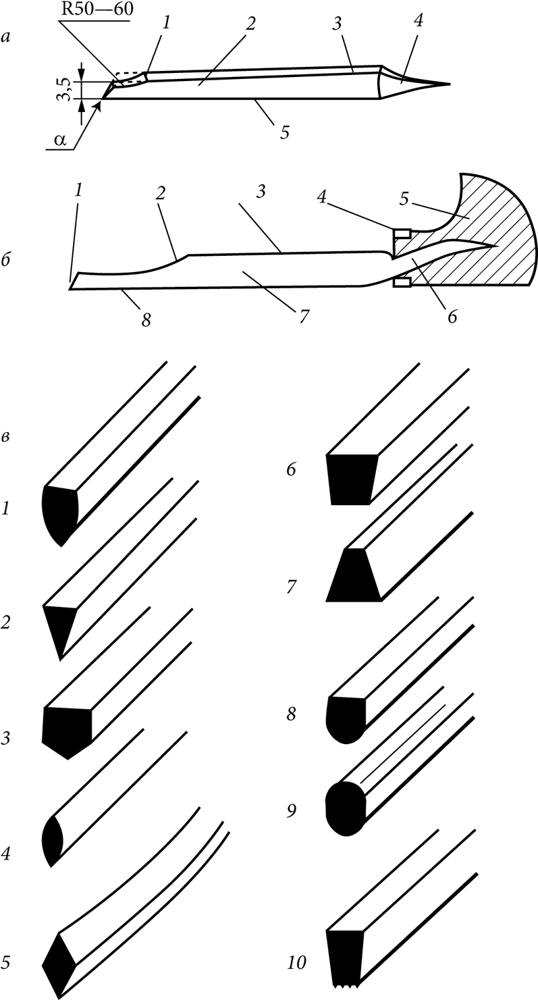
Прежде, чем начинать пилить и ковать металл, следует построить чертеж инструмента. Потребуется не только масштабное изображение самого резца, но и чертеж ручки.
Как выковать штихель
Начинающие граверы обходятся покупными штихелями или переделанными из напильников. Зрелые мастера часто чувствуют потребность в надежном кованом резце.
Самостоятельное изготовление кованого штихеля требует владения кузнечными навыками на среднем уровне. Инструкция, как сделать штихель методом горячей ковки, приведена ниже.
Ковка разбивается на следующие основные этапы:
- ковка заготовки;
- закаливание;
- окончательная обработка и доводка.
Во время ковки необходимо постоянно следить за температурой детали. Она определяется пирометром или традиционным методом- по цвету накала. В начале процесса деталь должна быть светло- желтой, на последних операциях-светло-красной.
Хорошо прогретую заготовку нужно клещами выхватить из горна и уложить на наковальню. Легкими частыми ударами сбивается окалина.
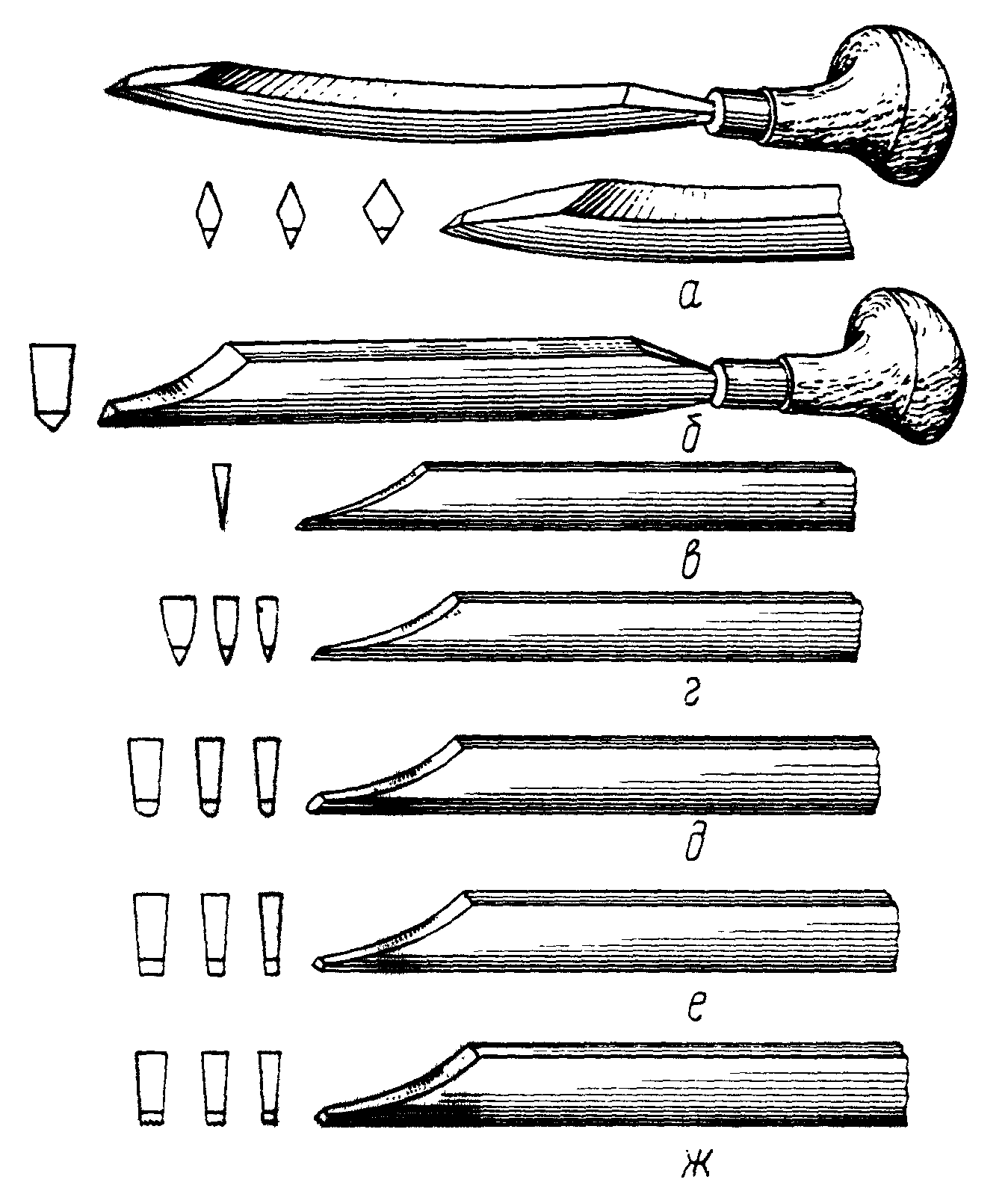
Чтобы получить прямоугольник, применяется техника поперечной протяжки. Для формирования треугольной формы детали- ее протягивают продольно на краю наковальни, повернув под необходимым углом.
Сходным приемом выполняется протяжка и для трапецеидальной формы сечения.
Более сложным образом кузнец добивается ромбообразного сечения. Сначала проводится протяжка на острие в одну сторону, затем изделие переворачивается и протягивается в обратную сторону. Часть детали при этом придется отрубить.
Следующая операция- протяжка хвостовой части резца. ее нужно дополнительно прокалить и протянуть до образования пирамидального хвостика.

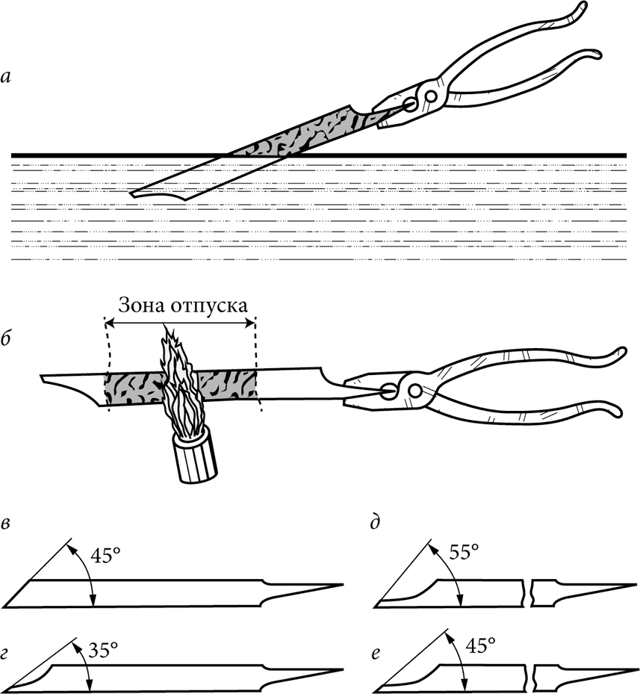




Можно переходить к следующему этапу – закалке. Закаливание углеродистых сплавов проводят в следующей последовательности:
- нагреть изделие до 805 ±15 °С;
- быстро опустить в холодную воду;
- проверить степень закалки надфилем: если он скользит по металлу, не образуя стружки, то нужная твердость достигнуть;
- при образовании стружки закалку следует провести повторно.
Ручной инструмент для резки
Древесина по умолчанию является достаточно мягким материалом, поэтому ресурс инструмента с учетом многоразовой заточки гораздо выше аналогов, используемых при обработке металлов. При выборе новичком, осваивающим данную технологию, следует учесть, что качественный ручной инструмент для резьбы по дереву может стоить не меньше электрического гравера. Стандартный набор ножей обходится в 1 500 – 700 рублей, расширенный имеет цену от 3 тысяч рублей.
Существуют разные технологии (орнамент, животные, рельефная, накладная резьба), стили резных работ. Для новичков с 1990 года наиболее популярен стиль Татьянка, имеющий несколько нюансов:
- работа без упора – заготовка не фиксируется в процессе резки
- материал без пороков – исключением являются специально обыгрываемые мастером сучки
- текстура не учитывается – предпочтительнее мягкая липа
- хранение – доски с не завершенными узорами хранятся в мокрой тряпке либо ПВХ пакете на балконе (в любом не отапливаемом помещении)
- инструмент – стамески радиусные (номер 6, 17), нож-косяк (полотно 1,5 мм, ширина лезвия 20 мм, угол пятки 45 градусов)
Данная технология оптимально подходит для новичков, поскольку инструмент, материал имеют бюджетную стоимость.
Помимо указанной техники существуют методики:
- объемная резьба – мелкое 3D изображение
- ажурный декор – фон картины высверливается, выпиливается с просветами
- геометрический узор – заглубляется в гладкий фон
- рельеф – фон утоплен, картинка выступает над ним
- плоская резьба – не глубокое обозначение силуэта в одной с фоном плоскости
После некоторой практики мастер выбирает удобный для себя инструмент для каждой технологи. Например, барельеф можно вырезать стамеской, ножом, бормашиной, для изготовления ажурной композиции придется использовать лобзик, сверла, дорабатывать орнамент резцами.
Весь деревообрабатывающий инструмент этого типа имеет стандартную нумерацию, разобраться в которой достаточно сложно. Начинать следует с покупки стандартных наборов, комплектация которых производится специалистами. После приобретения некоторого опыта мастер сможет самостоятельно расширить ассортимент в зависимости от выбранной техники, индивидуальных жанровых предпочтений. Наиболее популярны ножи следующих типов:
Татьянка – длинная ручка, расположение скоса лезвия в 2 см от руки мастера при стандартном верхнем хвате
Богородский – 9 – 7 см лезвие для чернового контура, 6 – 3 см для тонких работ, полукруглая форма, частичная заточка по аналогии с перочинным ножом
Косяк – аналог сапожного ножа с скошенным под 45 градусов лезвием с односторонней заточкой
Кроме указанных вариантов существуют сотни ножей разных форм, габаритов. Ведущими производителями данного инструмента являются фирмы:
Татьянка – в рейтинге продаж лидирует набор из 7 предметов (буковые рукоятки, углеродистая инструментальная сталь 65Г с воронением, нумерация внутри лезвия): маневренные ножи 76, 75, 22, 21, силовые 14-05, 90, косяк
- Flexcut – комплекты ножей, стамесок, смешанного типа
- Frost – помимо резцов выпускает ложкорезы
- Dem-Bart – производитель специализируется на инструменте для декорирования прикладов
- Narex – наборы от 4,5 тысяч рублей
- Петров и Сын – прямые ножи пяти видов
- Pfeil – швейцарское качество, скрипичные, разметочные модификации, левосторонние косяки, штихели для нэцкэ
Ножи для резьбы по дереву требуют заточки по технологии:
- брусок – грубая, затем мелкозернистая плоскость (круговые, затем режущие движения)
- тканевая шкурка – последовательно на 320, 400, 600 по той же методике
- ремень кожаный – со шлифовальной пастой-компаудом
Технология используется после приобретения, при ежедневной правке в последующем достаточно последних двух пунктов в зависимости от прочности древесины.
Стамески
Инструменты по дереву этого типа бывают прямыми, уголковыми (V-профиль), обратными (выпуклая форма), изогнутыми (радиусная кромка), клюкарзами. В отличие от резца, стамеска сразу выбирает в древесине канавку нужного профиля. Силовые стамески подстукиваются киянкой, ручные предназначены для ручного нажима без ударных нагрузок.
Лучшими считаются стамески для резьбы по дереву производителей Kirschen, Stubai. Любая модификация (без рукоятки) данных компаний стоит от 800 рублей, имеет высокий ресурс при правильной заточке, которой начинающему резчику придется научиться.
Деталировку, выборку мягкой древесины лучше производить бюджетными стамесками японских производителей, фирм Приднестровье, Корнеев. Инструмент с коротким лезвием создан для ручных работ, легче позиционируется, управляется в массиве дерева. Стамески с длинным лезвием предназначены для ударной резьбы.
Цветная гравировка
Для того чтобы рисунок смотрелся более четко и красиво используют карандаш-стеклограф или тушь.
Для того чтобы эффект от использования данных инструментов оставался как можно дольше, поверхность покрывают бесцветным лаком.
Сделать рисунок более четким можно с помощью иглы и масляных красок. Такой набор позволяет процарапать вспомогательные линии узора, которые впоследствии покрываются краской.
Художественная цветная гравировка позволяет сделать изделие цветным. Для этого те элементы, которые прокрашивать не нужно, покрываются прозрачным лаком.
Как сделать чернение металлического предмета? Специальное оборудование для этого не используется, но необходимы следующие вещества: сера и поташа (карбонат калия) в пропорции 1:2.
Данный состав необходимо поставить на огонь, для этого его пересыпают в жестяную банку. Смесь необходимо постоянно мешать, а огонь не должен быть большим.
Пневмогравер своими руками
Конструкции на пульсирующем давлении.Нужно отметить, что их совсем не много. Отличительные достоинства:Позволяют работать инструментом в довольно широком диапазоне по частоте колебаний поршня. Отличительные недостатки:Более низкий КПД и, как следствие, большой расход воздуха.Сложность конструкции, следовательно, большой вес и габариты.Диапазон работы по мощности более узкий, который можно в каких-то пределах расширять с помощью сменных поршней и пружин.
InSet — довольно недавняя конструкция, которая мне не понравилась. Ручки большие, не эргономичные, тупые в работе. Понравилась ручка, сделанная специально, для нанесения мата, но ради нее покупать агрегат не имеет смысла.
GRS — самая продаваемая в мире конструкция. Кроме пневмоштихелей хорошего качества выпускает целый ряд приспособлений для заточки, и других, для граверных и ювелирных работ. Небольшой диапазон работы по мощности можно компенсировать набором из трех-четырех ручек. В инструменте много настроек и он хорошо себя зарекомендовал в работе у граверов и ювелиров. Недостатки общие для этой группы инструментов. Ну и цена немаленькая.
Китайские подобия — те, что видел, так похабно были сделаны, что даже включать не хотелось.
Штихель, конструкции Сергея Вальтмана. Это, на мой взгляд, для самодельщиков самый простой и вполне рабочий вариант. Если захочется самому сделать, информацию в интернете найти не проблема. Недостаток — при такой схеме колебания давления угасают в длинном и эластичном шланге, ну и по мелочам.
Подкат для мотоцикла: виды, особенности, создание своими руками
Конструкции на постоянном давленииПроизводителей много, остановлюсь только на некоторых, которые боля-меня
Общие недостатки:плохо регулируется по частоте Общие преимущества:КомпактностьПростота, долговечность и надежностьБолее высокий КПД и меньший расход воздуха.
Steve Lindsay — США, производит пшевмоштихели около 20 лет. Красивые инструменты, качественно выполнены. Несмотря на то, что в конструкции заложены некоторые ошибки, до сих пор не устраненные, конструкция , благодаря простоте исполнения, явилась образцом для множества подражаний и почти все инструменты на постоянном давлении являются ее аналогами. Некоторые последователи, усовершенствовав конструкцию, добились лучших характеристик, чем прародитель.
Турецкие производители — не видел, знаю только то, что в интернете.
ПневмоАрт — Украина. Качественно сделанные пневмоштихели. Конструкция Lindsay, немного исправленная.
Владимир Бурдыга — Украина. Качественно сделанные пневмоштихели. Конструкция Lindsay, немного исправленная. Слышал хорошие отзывы.
В интернете большое количество самоделок, разного качества и цены. Я уверен в одном — помощником в работе может быть только хороший инструмент, с плохим, кроме разочарования ничего не почувствуете, даже в том случае, если купите его очень дешево. По каким показателям можно отличить инструмент, грамотный по конструкции, и хорошо выполненный?1. Плохой инструмент с маленького давления не запустится. Лучшие образцы устойчиво работают уже при трех сотых атмосферы, когда ни один манометр на это давление не реагирует. Существуют штихели, работающие от компрессора, мощностью 4,5 Вт. Естественно, что и расход воздуха у них маленький. Если штихель запускается с 0,1 атмосферы, то это уже не очень. 2. Хороший инструмент имеет широкий диапазон работы по мощности, и на давлении в 3 атмосферы бьет в несколько десятков раз сильнее, чем на самом маленьком давлении.3. Правильная передача энергии от поршня к инструменту, в основном, за счет ударной волны, что характеризуется маленькой амплитудой движения резца, и звуком, похожим на работу двухтактного двигателя внутреннего сгорания.4. Инструмент должен плавно и удобно управляться педалью и иметь настройку холостого хода, нужную при некоторых видах работ. Инструменты с управлением ручкой для профессиональной работы не годятся — это понты производителей инструментов.
Инструменты и материалы
Гравировка подразумевает использование различного оборудования. В продаже можно встретить специализированные гравировальные станки по металлу. Они используются для украшения ювелирных изделий, жетонов, браслетов, кулонов. Для гравировки подойдёт фрезерный станок со специальными фрезами. Желательно чтобы на них присутствовало алмазное напыление.
Однако лучше использовать лазерную установку. Это дорогое оборудование, которое позволяет быстро выполнять красивые рисунки.
https://youtube.com/watch?v=2-uCiQp0u8k
Как выбрать оборудование
При выборе лазерного оборудования для гравировки металла нужно обращать внимание на ряд факторов:
- Материал, из которого изготовлены направляющие, станина и рабочая часть. Конструкция не должна быть гнутой, иметь трещины или вмятины.
- Проверить работу лазера при покупке.
- Панель управления. Лучше покупать станок, оборудованный системой ЧПУ.
![Гравировка по металлу своими руками [штихель для гравировки]](https://stankotk.ru/wp-content/uploads/5/e/0/5e0c0e82baa620e6affc26e997da5033.jpeg)





Как сделать пневматическое оружие своими руками – сантехнические винтовки и пистолеты
Уважаемые читатели! Статья была опубликована очень давно и писалась под конкретные видеоролики в категории «юмор». Со временем многие авторы предпочли удалить свои видео с .
С этим ничего нельзя поделать, а переписывать статью с нуля смысла нет. Так что на месте удаленных роликов оставляю соответствующие вставки.
Для истории, многие вырезанные образцы для истории изготовления были весьма занимательны.
У всех владельцев пневматики рано или поздно возникает желание протюнить свою любимицу – поднять мощность, точность, сделать красивый обвес. Крайняя форма подобного занятия превращается в желание создать что-то свое. О том, как на Руси изготавливают пневматическое оружие своими руками и пойдет речь дальше.
Первоначальный замысел статьи далеко отстоял от текущего содержания, планировались чертежи, схемы, мануалы, лучшие авторские работы и т. д.
Ожидаемое
Но после просмотра доступной информации на ютубе мировоззрение на эту проблему поменялось, то что пойдет дальше может способствовать вызыванию нервных параличей и дичайшей критики.
Так что слабонервным лучше поискать чего другого. И да… будет много видео, дабы вы пережили то же самое, что и я.
Но вначале небольшой ликбез в эту среду, чтобы уж наверняка сердечко у матерых пневмоводов не ёкнуло.
Принцип действия
Небольшая эволюция средств поражения из нашего детства.
Наверняка каждый из читающих хоть раз в жизни кидал в кого-то камень? Наверняка и у почти всех было с пару десятков рогаток? А кто делал самострел на резинках и прищепке? А кто-нибудь использовал среди метательных средств надутые бутылки? Вот, если память начала восстанавливаться, то продолжаем.
Так как самодельное пневматическое оружие у нас сегодня показывается не со стороны высоких мастеров этого дела, то главные принципы создания ее – проще и дешевле. Поэтому базовые принципы действия такого оружия:
- резинно(!!!)-поршневая пневматика – на базе «шприцов» и банковских резинок
- PCP – как бы не звучало круто на базе пластиковой бутылки и велосипедного насоса
Именно этими двумя классами и описывается весь модельный ряд интернетовской недорогой самопальной пневматики. Есть еще варианты с воспламеняющимися жидкостями… но это уже другой уровень.
Как сделать пневмоподвеску своими руками?
Появление всё более и более инновационных технологий означает то, что системы перестали быть уже такими неточными, медленными и неуклюжими.
Вместо этого стали использоваться более точные технологии, основанные на современной электронике, контролирующей всё: от высоты клиренса до точного давления в пневматической подвеске, предлагая в свою очередь плавный управляемый привод. Но самое главное то, что система автомобильной подвески часто недооценена.
И самое главное то, что этот агрегат автомобиля зачастую недооценён. Если рассматривать автомобиль с точки зрения безопасного и комфортного передвижения, то автомобильная подвеска такая же неотъемлемая часть, как и колёса транспортного средства.
Амортизаторы и пружины принимают на себя удары от ям и неровностей, на которые наезжает колесо. Но знайте, что каждый раз, когда Вы нагружаете либо разгружаете автомобиль, ускоряете его или замедляете, поворачиваете в разные стороны, Вы кидаете в лицо способностям амортизаторов и пружин «перчатку вызова».
Тем не менее при всей своей актуальности и необходимости, пружинные подвески уж очень консервативный вариант для смягчения дорожных неровностей. Набор их функций постоянен и в него не входят разного рода регулировки и надстройки.
Мягкий лак
Эта техника представляет собой разновидность офорта, получаемого мягким кислотоупорным лак (его еще называют срывным). Такой лак создают добавлением в него жира.
В начале работы гравер покрывает металлическую пластину мягким лаком и осторожно крепит на нее зернистую бумагу. На бумаге твердым карандашом создается рисунок, что заставляет лак прилипать в местах полученного изображения. Но из-за входящего в состав жира при съеме с пластины бумажного листа эти прилипшие к бумаге частички лака легко отстают от металла (срываются)
После этого выполняют традиционное для офорта травление, затем смывают лак, полученную форму заливают краской и делают отпечатки
Но из-за входящего в состав жира при съеме с пластины бумажного листа эти прилипшие к бумаге частички лака легко отстают от металла (срываются). После этого выполняют традиционное для офорта травление, затем смывают лак, полученную форму заливают краской и делают отпечатки.

Основные признаки техники мягкого лака:
- изображение сохраняет фактуру бумаги, с помощью которой его создавали;
- при рассмотрении изображения легко заметить частично соединенные друг с другом точки разных форм.
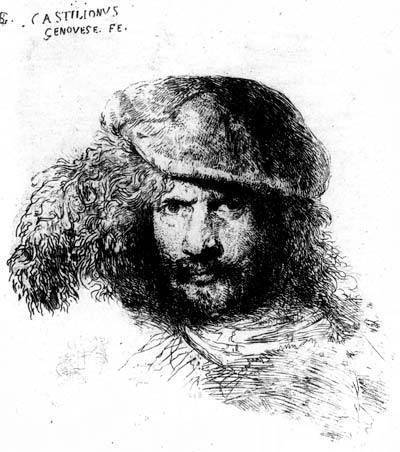
Д. Кастилльоне. Портрет мужчины в берете. Мягкий лак. 1664 г.
Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
Также она подразделяется на штриховую и обронную:
- Техника штриховой гравировки выполняется нанесением контурных линий и штрихов на предмет. Резьба по металлу не глубокая, затрагивает только поверхность предмета;
- Обронная, иначе ее называют трехмерной, механическая глубокая техника позволяет добиться объемного рисунка. См. фото.
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.
Фото:

Для выполнения качественных работ данный инструмент необходимо заточить, для этого используют мелкозернистый брусок, который предварительно смачивают водой, можно маслом.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?
Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
ВАЖНО ЗНАТЬ: Оборудование для литья алюминия в домашних условиях
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.






Перед нанесением поверхность необходимо зачистить мелкой наждачкой и отполировать. Для полировки используется специальная полировочная паста.
Паста легко заменяется окисью хрома (масляная краска). Поверхность предмета необходимо тщательно и энергично растереть. Паста растирается кожаным толстым кусочком.
Почему если применять штихель для подрезки
Литература: 1. Буриков В. Г., Власов В.Н.
Домовая резьба-М.: Нива Росси совместно с , 1993-352 с.
2. Ветошкин Ю.И., Старцев В.М., Задимидько В.Т.
Деревянные художества: учеб. пособие. Екатеринбург: Урал. гос. лесотехн. ун-т. 2012.
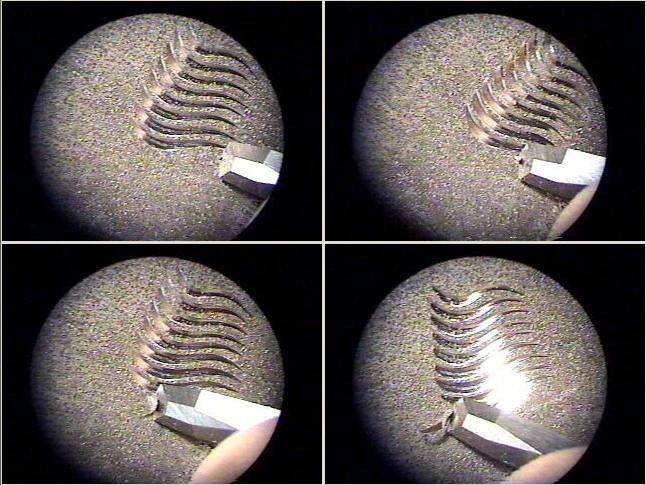
После заточки флахштихеля его кончик заполировывается. Успех выполнения этой операции напрямую связан со способностью штихеля производить глянцевую подрезку металла, окружающего бриллиант. В идеале, этот металл должен быть прорезан под наклоном, рез должен быть плоским, ровным и блестеть, как зеркало, подчеркивая очарование бриллианта. Существует много способов полировки кончика штихеля, сюда входят полировальная бумага, твердый тонкий оселок и идеально выровненная закаленная стальная пластина. У каждого способа есть свои преимущества и недостатки, и ни один из них не бесспорен. Однако мастер должен овладеть, по меньшей мере, одним из этих способов для того, чтобы быть в состоянии завершить большинство из существующих процедур корнеровой закрепки. Для глянцевой подрезки отполированным должен быть лишь отрезок кончика штихеля в 0,25 мм. Другой фактор, который нельзя упускать из вида — необходимость сохранения острой и прямолинейной режущей кромки.
Использование полировальной бумаги — один из наиболее распространенных способов полировки кончика флахштихеля. Полировальная бумага, предпочтительно зернистости 4/0, помещается на стекло или другую ровную поверхность, чтобы уменьшить вероятность скругления кончика штихеля. Штихелем протягивают по ней примерно 4 см, держа его почти параллельно поверхности рукояткой в направлении движения. Эту операцию следует проделать 2-3 раза; главное — не перестараться. Чрезмерное усердие при полировке приведет к затуплению режущей кромки. Одно из преимуществ использования полировальной бумаги — то, что никаких особых навыков не требуется. Недостаток этого метода в том, что всегда есть опасность скруглить кончик штихеля, что приведет к не совсем плоской в той или иной степени поверхности.
Сравнение с другими методами
Техника нанесения изображения на предмет прошла длительный путь развития, она известна еще с давних времен. Поэтому существует много способов, которые человечество придумало за весь этот период. Лазерная технология — это уже современное время. В сравнении с наиболее известными ранее, да и сейчас, применяемыми способами можно выделить следующие ее отличия.
Ручная гравировка. В прогрессивности и высокой технологичности лазерная гравировка значительно превосходит ручную. Однако существует понятие «живое» изображение. Оно как раз относится к гравировкам, выполненных вручную, где мастер вкладывает в работу свою душу. Эксклюзивность изображения главная отличительная черта ручной гравировки. Другую такую же повторить невозможно.
- Механическая гравировка. Изображение наносится с помощью режущего инструмента — фрезы. Возможно получить объемную глубокую гравировку. Специальные станки с ЧПУ делают механическую гравировку автоматическим процессом. По производительности уступает лазерной гравировке. Сильно ограничена в получении мелких элементов рисунка, в уровне детализации значительно уступает лазерной. Инструмент (фреза) со временем изнашивается, требуется регулярная ее замена. Во время технологического процесса механической гравировки деталь требуется закреплять, что в некоторых случаях требует дополнительного изготовления специальной оснастки. Одним из главных недостатков механической гравировки перед лазерной это невозможность обработки материала типа бумаги, кожи и подобных.
- Гравировка пескоструйной обработкой. Обработка поверхности песком, который под давлением воздуха оказывает на нее механическое воздействие, вызывает матировку, которая имеет различия в зависимости от скорости потока песчаных частиц. Так обрабатывая площадь разной мощностью струи можно с помощью контраста различных оттенков выстроить необходимое изображение. Однако, вредность песчаной пыли для оператора производящего работы, невозможность создания полутоновых изображений, а также большая трудоемкость в технологической подготовке производства в виде создания сложных трафаретов создают серьезные ограничения в применении гравировки пескоструйной обработкой. Возможность получить с ее помощью более глубокий рельеф, чем лазерной гравировкой является основанием для применения.
- Электрохимическое гравирование. Если в ванну с электролитом опустить в качестве одного из электродов пластинку металла с заранее нанесенным специальным образом трафаретом, то в процессе электролиза часть металла вытравится с образованием надписи, которая была на трафарете. Этот метод может конкурировать с лазерной гравировкой в производстве клише, штампов. Однако по производительности и качеству электрохимическая гравировка уступает лазерной.
Интересное: Стоимость лазерной резки
 Цилиндрическое клише, 3D гравировка.
Цилиндрическое клише, 3D гравировка.
Карандашная манера
В этой технике гравирования применяется химический или механический способы гравирования (реже оба). Свое название карандашная манера получила за то, что отпечатанное изображение напоминает карандашный рисунок.
При химическом гравировании полированную металлическую пластину обрабатывают твердым кислотоупорным лаком, а затем наносят рисунки рулеткой (могут применяться и иные инструменты). Она представляет собой зубчатое колесо с насечками, вращающееся на металлическом стержне. Когда рулетка прокатывается по лакированной пластине, в ней остаются небольшие углубления. После этого освобождённые от лака участки пластины вытравляются в кислоте.
Гравировальная рулетка для работы в карандашной манере.
При механическом гравировании на полированной пластине вокруг вдавленных рулеткой точек образовываются заусенцы (бугорки). При печати краской заполняются не только углубления, но и заусенцы, за счет чего гравюра становится мягкой.
Основные признаки гравировки карандашной манерой:
- если гравировку делали с помощью рулетки, то на отпечатанном изображении видны повторяющиеся цепочки точек (группируются в виде штрихов и могут быть круглыми, овальными, напоминать запятые);
- в случае химической карандашной манеры штрих получается чистым, в нем точки имеют четкую границу и отстоят друг от друга на равные промежутки.

Л. Бонне. Портрет Екатерины II. Карандашная манера. 1765 г.