

2 Обзор станков ТВ — отличия, технические характеристики
Первым серийно производившимся школьным токарным станком является модель ТВ-2. Данный агрегат имеет три подачи и способен нарезать три типа резьбы. ТВ-2 выполнялся в двух модификациях — крупногабаритной (с литой крышкой передней бабки) и компактной, с штампованной крышкой.

ТВ-2
Технические характеристики ТВ-2:
- высота центров — 100 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 250, поперечный — 100 мм;
- класса шпинделя — КМ2, диаметр отверстия — 15 мм.
Агрегат ТВ-2 комплектовался электроприводом мощностью 500 Вт с частотой вращения шпинделя 900 об/мин.

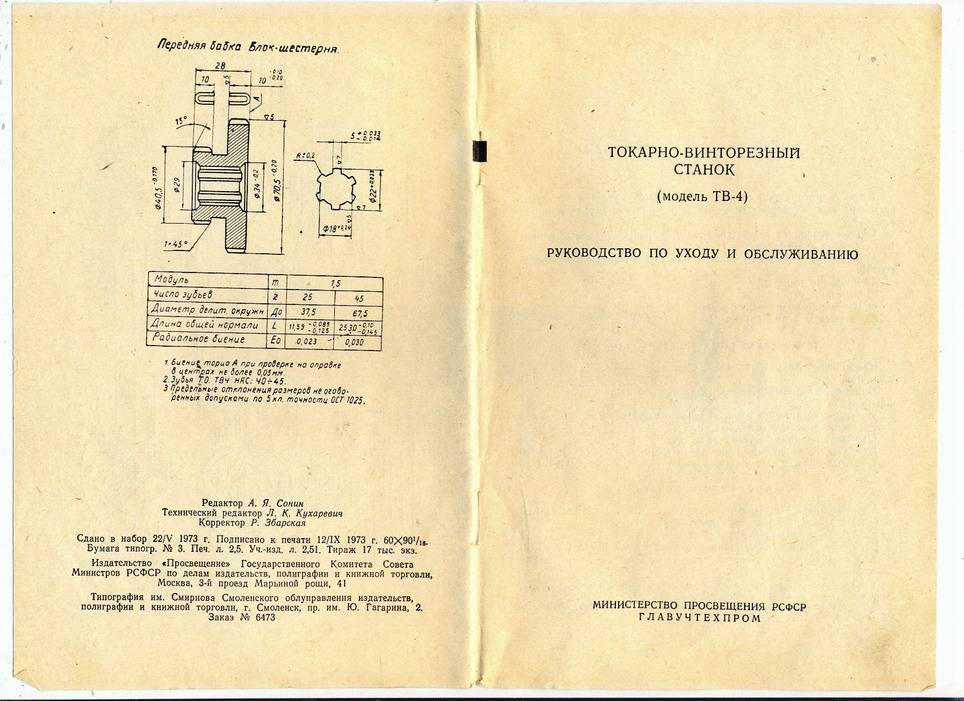
ТВ-4
Более современной моделью являлся модернизированный токарно-винторезный станок ТВ-4, который имел идентичную компактной версии ТВ-2 конструкцию, но отличался в плане технических характеристик. Токарный станок ТВ-4 производится и в наше время, поставками на рынок данной модели занимается завод промышленного оборудования «МАСГО» (г. Ростов).
Токарно-винторезный станок ТВ-4 — технические характеристики:
- высота центров — 108 мм, расстояние между центрами — 350 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 300, поперечный — 100 мм;
- класса шпинделя — КМ2, диаметр отверстия — 16 мм.
ТВ-4 отличается от предшественника увеличенной до 600 Вт мощностью двигателя, максимальная частота вращения шпинделя в нем возросла до 1500 об/мин. Всего предусмотрено 6 фиксированных скоростей — на 710, 500, 375, 230, 160 и 120 об/мин.

ТВ-6
Следующей модификацией, производство которой началось в 1970 году, являлся токарно-винторезный станок ТВ-6. Данный агрегат является практически полной копией ТВ-4 за исключением мелких деталей — удлиненных карболитовых ручек, и наличия электрощита на правой тумбе, тогда как в ТВ-4 электрощит отсутствовал, а переключатели и пускатели располагались в расположенном над мотором металлическом ящике. Технические характеристики в ТВ-6 потерпели минимальные изменения — мощность привода увеличилась до 1.1 кВт, а частота вращения шпинделя снизилась до 1410 об/мин.

Отреставрированный ТВ-7
Токарный станок ТВ-7 имеет серьезные отличия от 6-ой версии токарного агрегата. В нем убрали 2 рукоятки на передней бабке — переключать скорости необходимо посредством изменения положения ремня, и расширили функциональность устройства, станок получил возможность делать 6 типов резьбы и обзавелся тремя дополнительными шагами подачи.
Технические характеристики:
- высота центров — 120 мм, расстояние между центрами — 330 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 300, поперечный — 110 мм;
- класса шпинделя — КМ3, диаметр отверстия — 18 мм;
- подачи: 0.1, 0.12, 0.16, 0.2, 0.24, 0.32.
Мощность привода осталась неизменной — 1.1 Вт, однако обороты уменьшились до 920 об/мин. На сегодняшний день выпускается усовершенствованная модификация — станок ТВ 7М, с частотой вращения в 1410 об/мин.

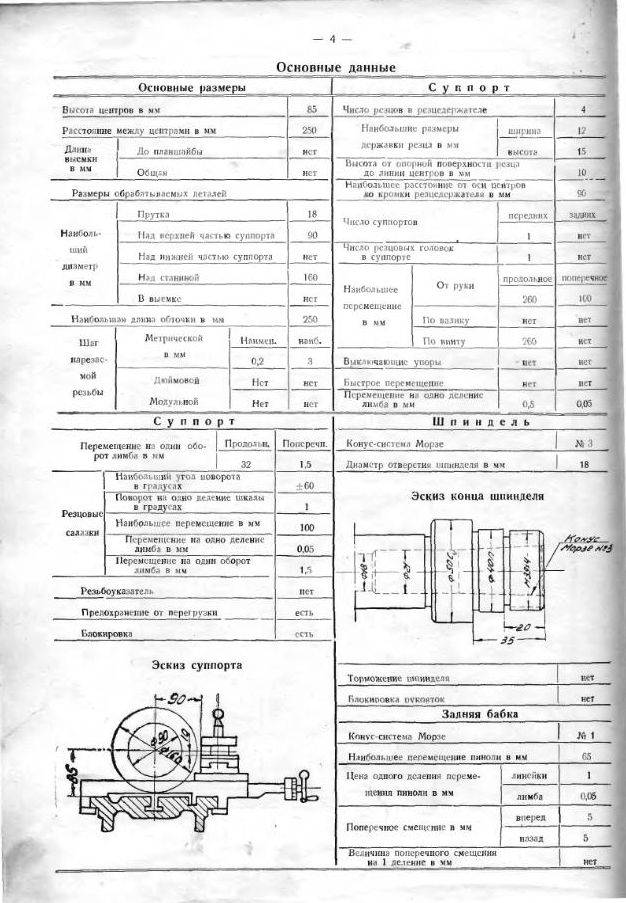
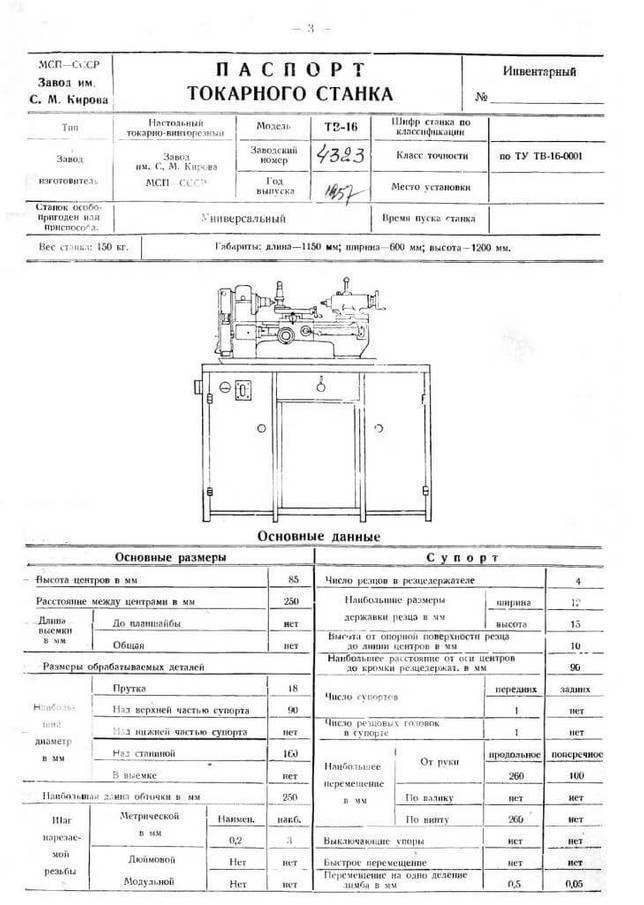
ТВ-16
Наиболее распространенной версией оборудования серии ТВ был токарно-винторезный станок ТВ16, являющийся компанией чехословацкого агрегата TOS MN-80. Единственным отличием между ними были посадочные гнезда в резцедержателе — в оригинале предусмотрены квадратные отверстия, а в отечественном аналоге стандартные пазы.
Токарный станок ТВ-16 имеет следующие характеристики:
- высота центров — 90 мм, расстояние между центрами — 330 мм;
- диаметр обработки над суппортом — 160 мм;
- ход суппорта: продольный — 260, поперечный — 100 мм;
- класса шпинделя — КМ3, диаметр отверстия — 18 мм;
- подачи: от 0.01 до 0.5 (19 позиций).
На сегодняшний день данная модель не производится, в продаже можно найти бывшие в эксплуатации агрегаты стоимостью 30-40 тыс. рублей, либо подобрать новые станки, подходящие по характеристикам.
Перечень основных узлов
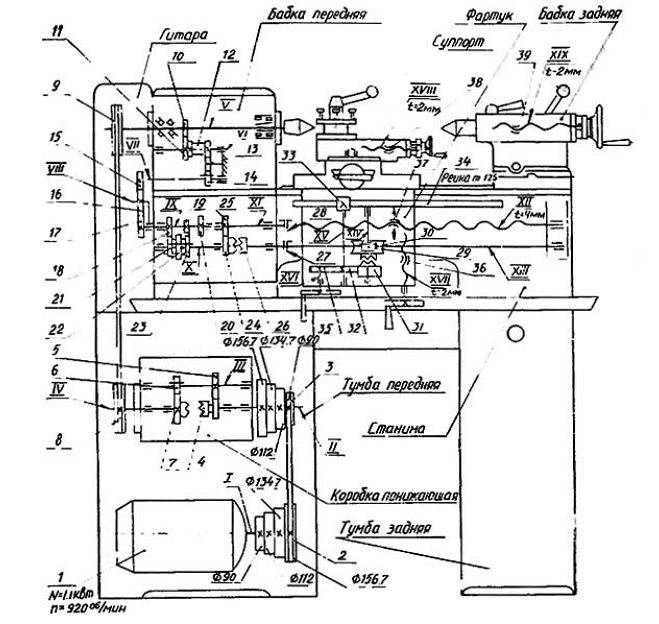
Станина токарного станка ТН-1М не имеет стоек, вместо них низкие широкие ножки. Основные узлы такие же, как крупных напольных токарно-винторезных станков:
- передняя – шпиндельная бабка;
- гитара;
- электропривод;
- суппорт;
- подвижная и неподвижная резцедержки;
- задняя бабка;
- подвижная резцедержка вмонтирована в каретку, и перемещается вместе с суппортом.
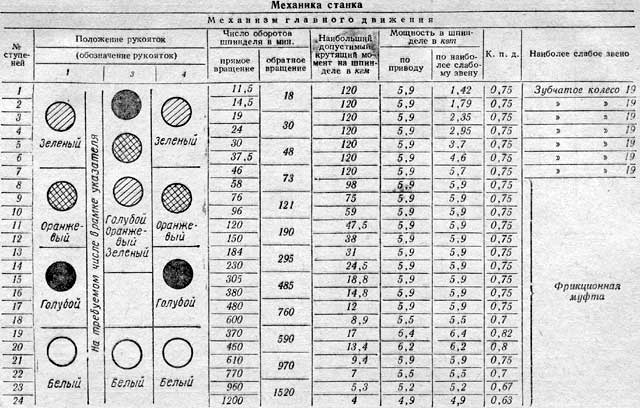
Цепь привода главного движения
Крутящий момент передается шпинделю от двигателя через клино-ременную передачу. Изменение скорости осуществляется перекидыванием ремня на нужный шкив, включая промежуточные. Всего частот вращения 9. Таблица переключений находится на корпусе передней бабки.
Цепь привода подач
Со шпинделя вращение передается на ходовые винты, проходящие вдоль станины. В фартуке крутящий момент превращается в поступательное движение суппорта. Первый вал используется для подачи во время обычного точения. Для нарезки резьбы используется второй вал. Изменение направления движения суппорта производится переключением зацепления на разные шестерни – одну и пару.
Кинематическая цепь револьверной головки
Перемещение револьверной головки ручное, осуществляется вращением штурвала, связанного валом с шестерней. Зубчатая рейка/. По которой она ездит, жестко закреплена на салазках. Барабан имеет 6 винтовых пазов, с помощью которых фиксируется барабан с инструментальным диском.
С маховичка через винт осуществляется перемещение подвижной резцедержки.

Неподвижная резцедержка
Неподвижная резцедержка перемещается механическим способом – продольно вместе с суппортом. Вручную движется в поперечном направлении.
Кинематическая цепь задней бабки
В торце задней бабки имеется маховичок. При вращении его вручную. Перемещается в корпусе задней бабки пиноль.
Важно!
В модели станка Н-1М, имеющем круглую направляющую, задняя бабка не снимается.
Это интересно: Клещи для обжима наконечников проводов: обжимной инструмент — виды, особенности, выбор
Устройство
Заводской состав станка токарно-винторезного ТВ-9 включает в себя:
Литая станина из чугуна. Она имеет достаточно сложную и прочную конструкцию, позволяющую компоновать все прочие части и при этом быть доступной при обслуживании и ремонте. На неё закреплены направляющие для перемещения подвижных элементов






Важно следить за состоянием данных рельсов и не допускать образования на них дефектов поверхности. Так же необходимо периодически их смазывать Электродвигатель
Передняя и задняя бабки
Они обеспечивают позиционирование, зажатие и вращение заготовки. Суппорт. В нем крепится инструмент и обеспечивается организованная его подача к поверхности будущего изделия. Гитара. Более наглядно она изображена на кинематической схеме. Назначение – настройка режимов. Фартук. Он необходим для автоматического перемещения суппорта вдоль направляющих. Это позволяет производить нарезание резьбы с помощью резца с высокой точностью. Коробка подач. Для передачи усилия используются пары шестерней, находящиеся в прямом зацеплении. Элементы управления: переключатели, рукоятки, контрольные устройства. Защитные кожуха, изолирующие движущиеся механизмы. В случае необходимости восстановления работоспособности они быстро демонтируются, открывая доступ к узлам ТВ-9, Экран защитный, закрывающий саму зону резания. Его использование является обязательным требованием, так как он позволяет защитить лицо рабочего от разлетающейся стружки, и не дает частям резца или детали в случае разрешения нанести травму. Светильник. При общем цеховом освещении процесс плохо различим, а произвести замеры и вовсе оказывается сложной задачей. Патрон.
СОВЕТ: Дополнительная оснастка покупается отдельно. Она расширяет технологические возможности настольного токарного станка ТВ-9.
Как правильно выбрать станок б/у
ТВ-7 снят с производства, поэтому приобрести новый будет проблематично и практически невозможно. На рынке станок ТВ-7 продаётся б/у. При выборе продавца лучше воспользоваться сайтом Avito или специальным сайтом, который специализируется на продаже станков.
Перед тем, как купить станок необходимо его тщательно смотреть на наличие поломок или дефектов. Перед осмотром внешнего состояния нужно переходить к следующему шагу: проверке узлов:
- Передвижение суппорта и люфта.
- Вращение шпинделя не должно сопровождаться звуками, вибрации должны отсутствовать.
- Кулачковый патрон должен быть в хорошем состоянии: зажим надёжный, кулачки перемещаются легко.
- Проверить резцовую головку, заднюю бабку.
- Рукоятка должна хорошо работать, регулировочные болты и гайки, резьбовые соединения должны быть в хорошем состоянии.
Отличная возможность проверить станок: включить его, поработать на разных режимах.
Токарный станок модели ТВ-7. Технические характеристики, габаритные размеры и показатели производительности промышленного оборудования.
- Составные части
- Органы управления
- Технические характеристики
- Виды работ, производимых на станке
- Конструктивные особенности
- Станина и передняя бабка
- Суппорт и задняя бабка
- Коробка подач
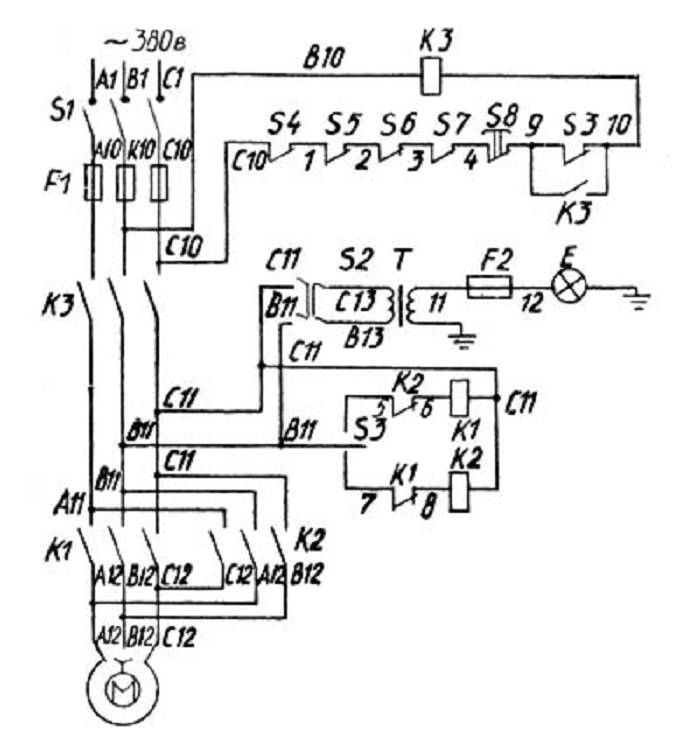
- Электрооборудование
- Кинематическая схема
- Электрическая схема
- Аналоги
- Уход за станком
- Техника безопасности
Режущим металл токарным станком – ТВ-7 оснащены помещения, оборудованные для занятий по трудовому обучению средних общеобразовательных школ страны, профессиональных, технических училищ и колледжей.
Его прямое назначение заключается в квалифицированном обучении будущих кадров производственных предприятий рабочей профессии – токарь.
Токарный станок ТВ-7: технические характеристики
Во многом характеристики токарного станка ТВ-7 схожи с параметрами аналогичных учебных агрегатов. Но незначительные различия все же имеются и заключаются они в увеличении некоторых значений.
Вес установки в 400 кг частично способствует уменьшению вибраций, проявляющихся в процессе работы. Корпус станка имеет сравнительно небольшие размерные параметры, которые равняются 1050х535х1200 мм.
Перед работой рекомендуется ознакомиться с инструкцией и, согласно ей, просчитать этапы работ, размеры болванки и обозначить схему предстоящей обработки
При этом важно учитывать время эксплуатации устройства – при продолжительном времени работ начальные настройки изменяются
Согласно паспорту, токарный станок ТВ-7 имеет следующие технические характеристики:
- класс точности по ГОСТ – Н;
- диаметр установленной над станиной болванки в наибольшем значении – 22 см;
- диаметр устанавливаемой над резцедержателем болванки в наибольшем значении – 10 см;
- высота центров – 12 см;
- длина болванки в центрах в наибольшем значении – 33 см;
- длина болванки в патроне в наибольшем значении – 31 см;
- длина обтачивания в наибольшем значении – 30 см;
- высота резцедержателя в наибольшем значении – 1,6х1,6 см;
- диаметр отверстия в главном вале – 1,8 см;
- число ступней при прямом вращении – 8;
- скорость прямого вращения – 60-1000 об/мин;
- число частотных ступеней при обратном вращении – 8;
- скорость обратного вращения – 60-1000 об/мин;
- продольное перемещение резцедержателя в наибольшем значении – 26 см;
- осевое передвижение резцедержателя на деление лимба – 0,25 мм;
- поперечное передвижение резцедержателя на деление лимба – 0,025 мм;
- передвижение резцовых салазок в наибольшем значении – 8,5 см;
- количество ступеней осевых подач резцедержателя – 8;
- количество доступных для нарезки резьб – 6;
- перемещение пиноли в наибольшем значении – 6,5 см;
- мощность главного электрического двигателя – 1,1 кВт.
Конструкцией установки предусмотрена только нарезка метрических резьб с пределами шагов 0,8-2,5 мм. Также стоит учитывать, что механизмов принудительного торможения главного вала и блокировки управляющих рычагов в данной модели нет.
Станина и передняя бабка
Основной частью любого токарного станка, в том числе и рассматриваемой модели, является станина, на которую установлены все прочие составляющие конструкции. Исключением является электрический двигатель главного привода. Основа, изготовленная из литого чугуна, установлена на двух тумбах.
На рабочей основе располагаются четыре направляющие – две треугольные и две плоские. Задний узел перемещается по передней плоской и задней треугольной направляющим, а резцедержатель по задней плоской и передней треугольной.
В левой части рабочей основы установлен передний узел. В нем находится шпиндельный узел, который передает вращательный элемент обрабатываемой заготовке, установленной в нем. Шпиндельный узел имеет такие характеристики:
- Диаметр отверстия в главном вале – 1,8 см.
- Число ступней при прямом вращении – 8.
- Число ступеней при обратном вращении – 8.
- Конус Морзе – №3.
- Скорость вращения в прямом и обратном направлениях – 60-1000 об/мин.
Болванка фиксируется в главном вале посредством трехкулачкового патрона, соединенного с валом при помощи нарезанной на нем резьбы. Иногда болванка может закрепляться при помощи планшайбы с проводком, которая соединяется со шпинделем аналогичным образом. При необходимости обработки болванки в центрах, в узел главного вала монтируется специальный конусный центр.
Узел главного вала установлен в двух опорах переднего узла, в которых имеются радиально-упорные подшипники, обеспечивающие большую точность и легкость вращения главного вала. В переднем узле находится специальный механизм, позволяющий резцедержателю совершать необходимые реверсивные подачи. Данный механизм управляется специальным рычагом.
Школьный агрегат нуждается в регулярной смене масла для эффективности работы. В задней части переднего узла располагается специальная пробка, посредством которой осуществляется замена масла. На лицевой стороне переднего узла расположен специальный указатель, позволяющий контролировать уровень залитого масла.
Конструкция станка
Конструктивно он состоит из:
- станины;
- двух тумб;
- двух бабок;
- суппорта.
Станина является основой станка. Она обеспечивает взаимное расположение всех его элементов и их закрепление. Литая станина расположена на двух тумбах. В левой тумбе размещён электродвигатель и понижающая коробка скоростей. На валах электродвигателя и коробки размещено по 4 шкива разного диаметра: от меньшего к большему. Причём шкив большего диаметра располагается у корпуса коробки, а у двигателя — наоборот.
В сравнении с предыдущей моделью, в устройстве станка ТВ-7 понижение скоростей осуществляют путём передвижения ремня на другую пару шкивов. Это обеспечивается рукояткой, размещённой справа на тумбе. Тем самым обеспечивается получение 4 скоростей.
В коробке скоростей размещены две пары шестерён. Ручная настройка скоростей обеспечивается рукояткой на лицевой стороне тумбы. Она обеспечивает переключение муфты, что позволяет увеличить количество скоростей до 8. Отличительной особенностью станка ТВ-7 является отсутствие рукояток на передней бабке для установки нужных чисел оборотов шпинделя.

Внешний вид станка ТВ-7
В правой тумбе размещены компоненты электросхемы с выводом на лицевую часть тумбы кнопки аварийного (экстренного) отключения оборудования. Это позволяет наставнику отключить станок при неправильных действиях ученика. На боковой части размещены кнопки включения станка в сеть и освещения.
Суппорт и задняя бабка установлены на направляющих станины. Разница в их установке заключается в том, что суппортом используются внешние направляющие (призматическая и плоская), а бабкой — внутренние. На суппорте размещена лампа освещения с защитным абажуром.
В конструкции ТВ-7 предусмотрены защитные элементы, предохраняющие учеников от повреждения их стружкой. К ним относится щиток над патроном и прозрачный экран на суппорте, опускаемый над зоной обработки детали. Эти устройства относятся к элементам техники безопасности.

Кинематическая схема токарного станка ТВ-7
Передняя бабка
Её конструкция обеспечивает размещение:
- шпиндельного узла;
- гитары;
- коробки подач.
Передняя бабка ТВ-7 предусматривает закрепление на шпинделе патрона или планшайбы, установку центра. Вращательное движение шпинделю обеспечивают два клиновидных ремня от шкива коробки скоростей. Шпиндель стоит на двух опорах, оснащённых подшипниками. Выбор был остановлен на радиально-упорных подшипниках. Они обеспечивают свободное вращение шпинделя и точность изготовления детали.








Передняя бабка токарного станка ТВ-7
Гитару используют для настройки параметров нарезаемой метрической резьбы. Шестерни гитары получают вращение от шпинделя и передают его на главный вал коробки подач.
Подбор величины подачи и нарезаемой резьбы осуществляют, глядя на шильдик, размещенный на одноименной коробке. Это является инструкцией по выбору значений подач.
Суппорт
Он используется для крепления различного инструмента и передвижения его относительно заготовки по направляющим с заданными величинами подач. Инструмент крепится в резцедержателе, размещенном в верхней части суппорта. Он может перемещаться вручную вдоль и поперёк по направляющим при помощи рукояток. Величину перемещения резцедержателя можно отследить по нониусам.
Резцедержку можно поворачивать относительно оси на величину 40⁰ в каждую из сторон. Для этого откручивают рукоятку, находящуюся над ней. После поворота её снова фиксируют.
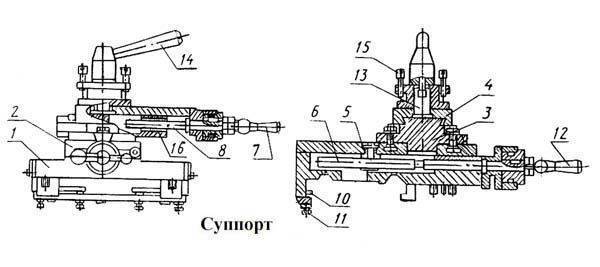
Суппорт токарного станка ТВ-7
К суппорту прикреплён фартук, который обеспечивает его подачу механическим путём с использованием ходового вала или винта. Для обеспечения лучших условий вращения они установлены в узлах, использующих подшипники. Механическая подача включается при подсоединении:
- маточной разъёмной гайки к ходовому винту;
- кулачковой муфты к ходовому валу.
Задняя бабка
Она используется для установки в пиноли инструмента и центров. При наличии центра уменьшается биение прутка и повышается точность изготовления детали. Цилиндрическая деталь получается при совпадении осей шпинделя и пиноли.
В отверстие с конусом Морзе №2 пиноли устанавливают цанги, патроны и другие устройства. Передвижение пиноли осуществляется маховиком с рукоятью. На пиноли предусмотрен шпоночный паз и фиксирующий винт, в виде шпонки, для предотвращения её от поворота при перемещении.

Задняя бабка токарного станка ТВ-7
Сверху бабки расположена рукоятка для закрепления пиноли. Фиксирование бабки обеспечивает рукоятка, расположенная на её корпусе.
Корпус задней бабки смещают относительно продольной оси, что позволяет получать на детали конические поверхности.
ТВ 7М
Изучив характеристики модели ТВ 7, нельзя не рассмотреть технические аспекты альтернативного решения в лице ТВ 7М.
ТВ 7М выпускался тем же Ростовским станкостроительным заводом. Выпуск модели ТВ 7М начался в 1956 году.
ТВ 7М — это универсальный настольный токарно-винторезный станок. Его предназначение — это обучение профессиональных токарей. На данном станке можно тренироваться в проведении всевозможных токарных мероприятий. При этом станок ограничивает по предельной массе обрабатываемой заготовки — до 5 кг.
С помощью ТВ 7М можно выполнять следующие токарные операции:
- Отрезать;
- Сверлить;
- Нарезать резьбу;
- Подрезать торцы;
- Протачивать конические и цилиндрические поверхности;
- Растачивать заготовки цилиндрической и конической формы.
Хотя производство ТВ 7М было начато не один десяток лет назад, данное токарно-винторезное оборудование продолжают выпускать.
Технические характеристики
Чтобы сопоставить ТВ 7 и ТВ 7М, рассмотрим технические характеристики последнего. Это позволит определить имеющуюся разницу между ними.
- Габариты установки — 1120 на 640 на 680 мм;
- Вес — 220 кг;
- Электрический двигатель асинхронного типа с мощностью 750 Вт (против 1,1 кВт у модели ТВ 7);
- Конус Морзе на задней бабке станка — №2;
- Предельное перемещение пиноли задней бабки — 65 мм;
- Класс точности — Н;
- Предельный диаметр заготовки при размещении над станиной -220 мм;
- Максимальный диаметр заготовки при установке над суппортом — 100 мм;
- Предельная длина заготовок в центрах — 275 мм;
- Максимальная длина детали в патроне — 250 мм;
- Высота держателя резца — до 16 на 16 мм;
- Предельный вес обрабатываемых деталей — 5 кг;
- Диаметр отверстия шпинделя — 18 мм;
- Максимальный диаметр устанавливаемых прутков — 17 мм;
- Конус Морзе шпинделя станка — №3;
- Количество ступеней при прямом и обратном вращении шпинделя — 6.
Оба представленных токарно-винторезных станка имеют объективные преимущества и весомые технические характеристики. Но выбор относительно их покупки вам следует решать самостоятельно, опираясь на личные требования и представления об оптимальном токарно-винторезном устройстве.
Токарный станок модели ТВ-7, часто называемый «Школьник», позволяет эффективно осваивать как теоретические, так и практические азы токарного дела. Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
Основными конструктивными элементами токарного станка ТВ-7 являются:
- несущая станина;
- передняя и задняя бабки;
- защитные щитки, кожух и экран;
- переключатель;
- суппорт;
- коробка переключения подач;
- двухступенчатая коробка переключения скоростей (понижающая);
- гитара;
- фартук оборудования;
- светильник для освещения зоны обработки;
- несущие тумбы.

Характеристики станка ТВ-7
Технические возможности токарного станка ТВ-7 позволяют использовать его для выполнения следующих технологических операций по обработке металла:
- проточки и расточки поверхностей, имеющих цилиндрическую и коническую конфигурацию;
- подрезки торцов заготовки;
- отрезки части заготовки;
- сверления;
- нарезания резьбы метрического типа и др.
Плюсы и минусы
Исходя из вышеописанного, можно выделить главные преимущества этого станка. Во-первых, этот станок не только токарный, он также является винторезным оборудованием.
Это означает, что на нём разрешается проводить все основные виды работ по механической отделке металла и ещё нарезать резьбы при помощи ходового винта. Станок ТВ-7 очень тяжёлый, что указывает на его устойчивость и пониженную вибрацию. Всё это понижает риск получения травм. К другим плюсам относится:
- Высокая мощность главного привода.
- Число ступеней вращения шпинделя большое.
- Высота центров понята.
- Метрическая резьба состоит из 6 шагов.
- Наличие двухскоростной понижающей коробки.
- На конце шпинделя большой диаметр резьбы.
- Размеры корпуса достаточно компактные. То позволяет размещать оборудование в помещениях даже с маленькой площадью.
У токарного станка есть и минусы:
В сравнении с предыдущими моделями, на ТВ-7 расстояние между центрами, наоборот уменьшено.
место
| Ø обработки над станиной | 140 |
| РМЦ | 300 |
| Макс. обороты | 3000 |
| Мощность , кВт | 0.45 |
| Напряжение | 220В |
| Масса, кг | 23 |
Настольный токарный станок Optimum D140x250/TU1503V Vario предназначен для механической обработки изделий из металлов, древесины и пластмасс. Технологические возможности станка могут удовлетворить как профессионала с самыми разносторонними интересами, так и любителя. Малые габариты, низкий уровень шума, возможность подключения к бытовой электросети позволяют заниматься техническим творчеством на дому.
Станок выполнен с приводом бесступенчатого регулирования частоты вращения шпинделя.
Полное описание …
Устройство станка

Конструкция обладает несколькими основными узлами, которые определяют технические характеристики и эксплуатационные особенности. В качестве базового узла выступает станина, которая необходима для размещения почти всех компонентов оборудования. Она представляет собой литую конструкцию и выполняется на основе высокопрочного чугуна. Все узлы устройства монтируются на станину в специальные ниши.








Станок токарный ТВ-7 имеет переднюю шпиндельную бабку, которая обеспечивает крепление и изменение положения обрабатываемых заготовок. Имеется в системе коробка понижения, она необходима для увеличения вариации вращения шпинделя. С помощью коробки передач вращение конструкции фартука передаётся на элементы.
Это позволяет формировать резьбу на обрабатываемых заготовках. Для размещения резцедержателя используется суппорт. Он выполняет роль изменения положения рабочих резцов. Что касается задней бабки, то она обладает стандартной конструкцией. С его помощью можно осуществить крепление обрабатываемых заготовок.
Своевременный уход за устройством поможет сохранить его дольше в презентабельном виде. Потребуется меньше затрат на замену деталей
В инструкции по эксплуатации ясно прописано, что, главное обращать внимание на соблюдение мер безопасности
Станки этой модели требуют осмотра и очищения от металлической стружки после работы за ним.
После проведения работ важно их тщательно смазать. Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением
Как работать за ним?
При работе со станком важно соблюдать технику безопасности. Перед работой обязательно нужно надевать специальную одежду. Оборудование должно быть крепко закреплено и нужно это проверять
Оборудование должно быть крепко закреплено и нужно это проверять.
В качестве подставки нужно использовать деревянную решётку, предварительно крепко её закрепив. Необходимо применять только те резцы, у которых правильная заточка.
Смазка
Все главные части должны быть тщательно промазаны смазкой, особенно тщательно нужно промазывать детали, которые двигаются. Сделать это достаточно легко за счёт шестерни, погружаемой в масло. Это позволяет аккуратно перенести капли на другие элементы. Чтобы наблюдать за уровнем масла существует «глазок».





