Введение
Сварка ММА, или ручная дуговая электросварка, широко используется во многих сферах промышленности. Но на сегодняшний день тенденции таковы, что в современном мире предпочтение отдается более высокоскоростным способам сварки, таким как автоматическая и МIG/MAG. Их удельный вес с годами только растет. Однако, несмотря ни на что сварка ММА остается незаменима в условиях ограниченной зоны доступа, при работе на открытом воздухе и в быту, так как стоимость сварочных аппаратов и расходных материалов является более-менее доступной
Большинство компаний, производящих дорогую сварочную технику, не обходят также вниманием ММА сварку, год от года совершенствуют аппараты, добавляют в них режимы, упрощающие труд сварщика
Разновидности манипуляторов
Модели различают по возможностям перемещения свариваемых заготовок, габаритам готовых узлов, весу. Сварочные манипуляторы бывают нескольких типов:
- консольные;
- карусельные;
- рычажно-секторные;
- одноопорные;
- с двумя опорами (предназначены для удерживания длинных элементов);
- универсальные с частичным или полным уравновешиванием относительно оси наклона;
- манипуляторы-позиционеры, обеспечивающие маршевую скорость в любом положении;
- специализированные, предназначенные для сварки элементов сложной конфигурации.
Оборудование приобретают для:
- мелкосерийного производства;
- единичного выпуска металлоизделий;
- частой смене типа свариваемых деталей.
При поточной работе, большом объеме выпуска сварных изделий покупка дорого оборудования экономически оправдана. Модели оснащают датчиками слежения. Они контролируют величину зазора, качество соединения. Система двойного контроля – залог надежного сварного шва.
Процент брака при применении вспомогательного поворотного оборудования незначительный. Дуга стабильно поддерживается, формируется ровный валик, шов получается без наплывов и прожогов. Автоматизированные вспомогательные устройства нужны для соединений, от прочности и герметичности которых зависит безопасность эксплуатации готовых сварных швов. Когда малейшее отклонение точки сварки негативно влияет на жесткость швов.
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 °С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.
Как правило, перед термообработкой проводится зачистка сварного соединения.
Как выбрать электрод и работать с ним
По российским стандартам электроды для ручной дуговой сварки на упаковке должны иметь полную информацию по сварочным режимам в разных положениях
Обращайте внимание, на инфу о том, для каких металлов, либо сплавов они предназначены (есть по алюминию, например) и какой рекомендуется ток в зависимости от положения и диаметра электродного прутка. Данные. подобранные институтом и практикой, де-факто облегчат вам жизнь, особенно, если вы неопытный сварщик, как еще называют, чайник
подобранные институтом и практикой, де-факто облегчат вам жизнь, особенно, если вы неопытный сварщик, как еще называют, чайник.
Электрод –это металлический пруток, поверх которого нанесено покрытие. Он может иметь различный диаметр и длину. Все эти данные при покупке вы сразу же увидите на картонной коробке-упаковке. В самом начале электрода сделан скос кромок, что значительно облегчает его зажигание. Электрод замыкают путем касания его металлической поверхности (на изделии) и отводят на небольшое расстояние. Замыкание проводят путем «чирканья», как чиркают спичку. Первый электрический разряд вызывает дугу, начинает плавиться флюсовое покрытие, которое защищает металл и стабилизирует процесс горения. После сгорания электрода образуется «козырек», когда внутренняя часть больше сгорела, а наружное покрытие меньше, если нужно повторить процесс сварки после завершения, нужно обломить «козырек».
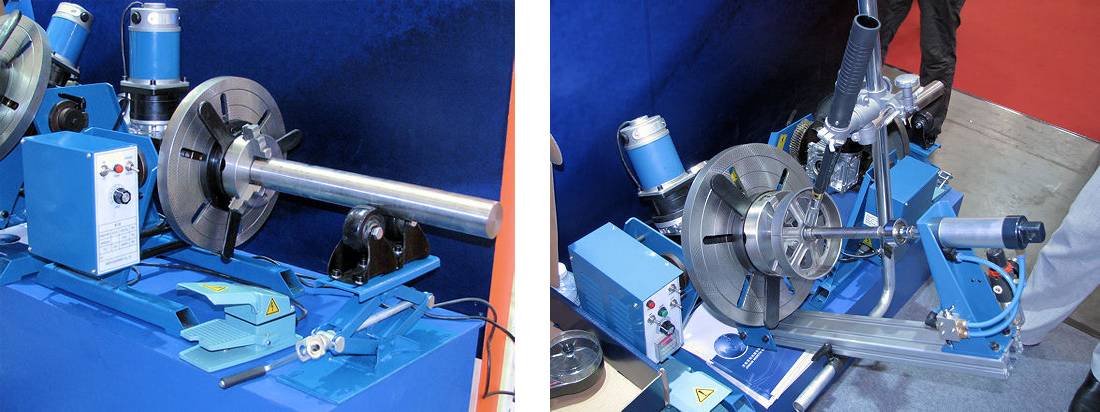
Цикл работы
Перед началом работ соединяемые детали закрепляются на платформе, после чего оператором устанавливается скорость её вращения. Некоторые модели могут обеспечивать относительное поступательное перемещение между горелкой сварочной головки и сварным швом, что полезно при обычной сварке плавлением. При этом не имеет значения, является ли источник дуги постоянно включённым, поскольку другая соединяемая заготовка в это время перемещается по простой траектории.
Наличие сварочного позиционера снижает требования к конструкции сварочного стола: он может не иметь функции перемещения.
Источник открытой дуги, который монтируется на компактной колонне, с помощью манипулятора стрелы подводится к месту будущего сварочного стыка. Для более качественной сварки рекомендуется использовать генератор колебаний, который обеспечивает нужную амплитуду перемещения сварочной головки. При возбуждении дугового разряда электронная система обратной связи по напряжению отслеживает текущие значения сварочной головки, и обеспечивает постоянство расстояния между электродом и свариваемой поверхностью. Поэтому сварка ведётся с оптимальной производительностью.

Почему стоит сделать самому?
Вращатель сварочный роликовый, изготовленный своими руками, экономит некоторую сумму средств из семейного бюджета, а работать может так же как и магазинный. Разрабатывая конструкцию самостоятельно, можно создать модель подходящую для конкретных видов сварочных работ, которая будет устойчиво стоять при вращении и позволять ровно вести шов.
Использование такого приспособления позволяет:
- выполнять сварку на трубах разного диаметра;
- приваривать фланцы к торцам труб;
- изготавливать бочки и баки разных размеров;
- автоматическое вращение изделия позволяет ускорить сварочный процесс, состоящий из однотипных кольцевых швов;
- улучшить рабочие условия для сварщика;
- повысить качество сварки за счет поддержания постоянной скорости на протяжении ведения всего шва, что избавляет от наплывов и непроваров;
- при креплении горелки на кронштейн над местом соединения труб полностью автоматизировать процесс.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.










Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Сфера применения
Данное оборудование может использоваться при автоматической, полуавтоматической и ручной электродуговой сварке. Также вращатели часто применяют для так называемых наплавочных работ.
Ещё один плюс данного устройства состоит в том, что скорость вращения зафиксированного металлоизделия может настраиваться мастером-сварщиком индивидуально. Она должна в точности соответствовать скорости формирования конкретного шва.

Тем, кто находится в процессе выбора вращателя, обязательно нужно обратить внимание не только на тип прибора, но также на его вес, мощность, грузоподъёмность, максимальную и минимальную скорость вращения и так далее Точные технические характеристики и свойства могут варьироваться. У каждой конкретной модели они свои
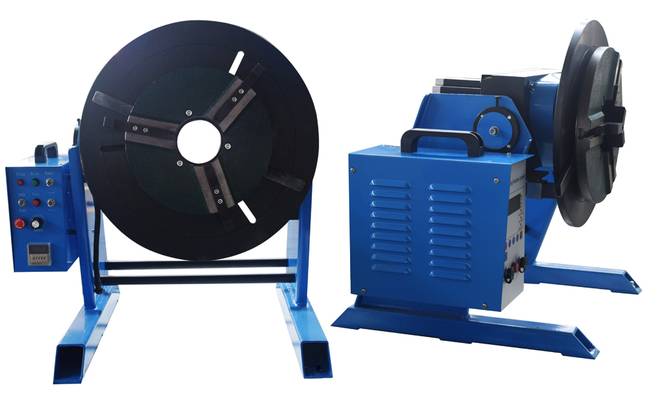
Определение и назначение вращателей
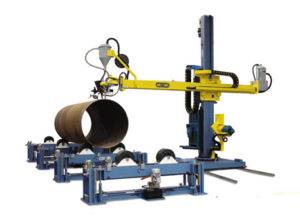
Оборудование разрабатывалось для сварки кольцевых швов соосных конструкций, циклонов, газоходов, трубопроводов сложной конфигурации. Сварочный вращатель состоит из трех основных узлов:
- опорная конструкция в виде платформы или опорных стоек;
- узла крепления деталей;
- поворотного механизма, обеспечивающего необходимую скорость поворота сварных заготовок.
Грузоподъемность механизмов достигает нескольких тонн. Скорость вращения зависит от мощности электропривода. Крутящий момент до 200 ньютонов передается на ось.
Вспомогательное устройство обеспечивает рациональное расположение свариваемых заготовок. Механизм работает в ручном и автоматическом режиме. Установлен на массивной или жестко закрепленной платформе. Конструкция стабилизирует положение трубных заготовок, при фиксации зазор регулируется. Расстояние между далями зависит от коэффициента линейного расширения сплава.
При выборе устройства важно учитывать пространственное положение заготовок. Вращательные приспособления предназначены для работы в горизонтальном или вертикальном положении. Есть универсальные модели, на которых ось устанавливается под любым нужным углом, они нужны для создания сегментных элементов сложной геометрии
Есть универсальные модели, на которых ось устанавливается под любым нужным углом, они нужны для создания сегментных элементов сложной геометрии.
Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Принципы сварки и основные требования
Основным принципом при сварке вертикальных швов ручной дуговой (РД) сваркой является то, что процесс нужно вести снизу вверх непрерывно или с отрывом электрода.
Варить «на спуск» сверху вниз всегда сложнее, потому что металл будет активнее стекать и придется вести процесс на низких значениях тока, что зачастую не дает нужного проплавления.
При сварке же «на подъем» снизу вверх, металл сварочной ванны будет поддерживаться от вытекания ранее наплавленным и уже кристаллизовавшимся металлом. Вытекание металла будет особенно заметно после того, как он нагреется и станет более текучим.
Также важным принципом при сварке вертикальных швов является совершение колебательных движений электродом. О способах выполнения движений поговорим ниже.
Основные требования к подготовке и к сварке, следующие:
- Свариваемые заготовки должны быть зачищены до металлического блеска, абразивным инструментом, напильником или металлической щеткой.
- Далее производится сборка и прихватка. Прихватка – это сварочный шов небольшой длины выполняемый для того чтобы зафиксировать детали в процессе сварки. Так как из за увеличения температуры металл расширяется и деформируется. Размер прихватки зависит от толщины свариваемых деталей. Как правило высота прихватки 0,5–0,7 от толщины деталей. Длина же их от 10 до 30 мм. Расстояние между прихватками 150-250 мм.
- Проверка размеров после сборки. Проверяется зазор между деталями, угол скоса кромок (если это предусмотрено типом соединения), смещение деталей относительно друг друга.
Ниже приведены допустимые значения контролируемых параметров на примере стыкового соединения С17 с V-образной односторонней разделкой по ГОСТ 5264-80.
Некоторые разновидности манипуляторов
 У каждого манипулятора есть своя область применения и свой принцип действия. Например, манипулятор типа «колонна» применяется при высокоточной сварке.
У каждого манипулятора есть своя область применения и свой принцип действия. Например, манипулятор типа «колонна» применяется при высокоточной сварке.









Прибор поддерживает горелку сварочного аппарата и потихоньку двигает её, контролируя тем самым перемещение электрода или струи пламени. Традиционный сварочный манипулятор указанного типа состоит из колонны, которая удерживает стрелу, а также тележки, двигающейся по специальным направляющим.
Причём направляющие похожи на латинскую букву V, они снабжены тормозами и механизмом аварийной остановки. Это гарантирует почти стопроцентную безопасность аппарата при сварочных работах.
Помимо стационарных манипуляторов-колонн в свободной продаже можно найти и портативные мобильные установки. Стационарные модели могут применяться, например, при создании автомобилей. А мобильные аппараты идеально подойдут для тех сварщиков, которые часто занимаются соединением труб в полевых условиях.
Наиболее востребованы универсальные сварочные манипуляторы. Они дают возможность работать с изделием и сварочным аппаратом максимально свободно, перемещать его, устанавливать под разным углом, задавать скорость, направление.
С помощью такой универсальной техники можно выполнять большой спектр технологических операций. Однако и стоит она достаточно дорого. Приобретать универсальный агрегат актуально в том случае, если часто приходится обрабатывать совершенно разные изделия, при штучном и малосерийном производстве.
Манипулятор, вращатель и любое иное оборудование, призванное облегчить процесс сварочных работ посредством автоматизации какого-либо действия, должно быть качественным и чётко выполнять свои функции.
Вдобавок ко всему такое оборудование требует максимально аккуратного применения в соответствии с инструкцией и правилами техники безопасности.
Как выбирать параметры сварочного вращателя?
Для наилучшей совместимости типоразмер позиционера подбирают по таким параметрам:
- Мощности электродвигателя, которой устанавливается наибольшая допустимая масса свариваемого узла.
- Диапазону скоростей вращения.
- Крутящему моменту, прилагаемому к роликам или платформе.
- Максимальному эксцентриситету колебаний узла в процессе сварки.
- Углу наклона платформы.
Среди рассматриваемый устройств малой грузоподъёмности (до 30 кг) популярны сварочные позиционеры СПС-30S горизонтального типа. Двигатель постоянного тока обеспечивает плавное изменение скорости, регулировка угла наклона платформы производится вручную. Устройство чрезвычайно компактно, поскольку в его корпусе установлены привод и выпрямитель.

Сварочный вращатель HD-100 CT относится к вертикальным, и рассчитан на удержание заготовок массой до 100 кг. Крепление производится на планшайбу, после чего по направляющим к месту выполнения сварного шва подводится сварочная головка. Поворотный стол оснащён отдельным приводом, что позволяет изменять угол наклона планшайбы.
Из бюджетных импортных моделей стоит отметить позиционер Handa HD-10 (производство КНР). Он конструктивно схож с СПС-30S, отличаясь от него лишь способом крепления рамы. Возможна комплектация патроном.
Большими технологическими возможностями обладает сварочный манипулятор МС-101. Консольное исполнение рамы облегчает доступ к свариваемым заготовкам, изменение угла положения планшайбы производится при помощи механизма «винт-гайка». Этот тип сварочного вращателя представляет конструкции комбинированного исполнения.
Сварочные позиционеры особенно востребованы при полуавтоматической сварке изделий, требующих выполнения особо точных сварных швов.
https://www.youtube.com/watch?v=FbPMtL25apY
Режем железобетон алмазным канатом
Инклинометр. Измеряем наклон объекта
Классификация сварочных вращателей
Тип и конструкцию вспомогательного механизма выбирают под вид свариваемых элементов. Вращатель для сварки классифицируют:
- по способу вращения и системе опорных частей;
- количеству и числу осей поворота;
- углу наклона;
- системе привода (электрический, ручной или ножной);
- по способу применения (универсальные, специализированные);
- функциональности.
Горизонтальные
Предназначены для формирования кольцевых внутренних и наружных швов. У сварочного вращателя горизонтального есть функция остановки после полного кругового цикла. Допустимая длина заготовки – 2,5м, максимальный вес свариваемых изделий 6,3 тонны. Детали устанавливаются перпендикулярно опорной платформе, вращаются вокруг своей оси, положение сварочного оборудования стационарное.
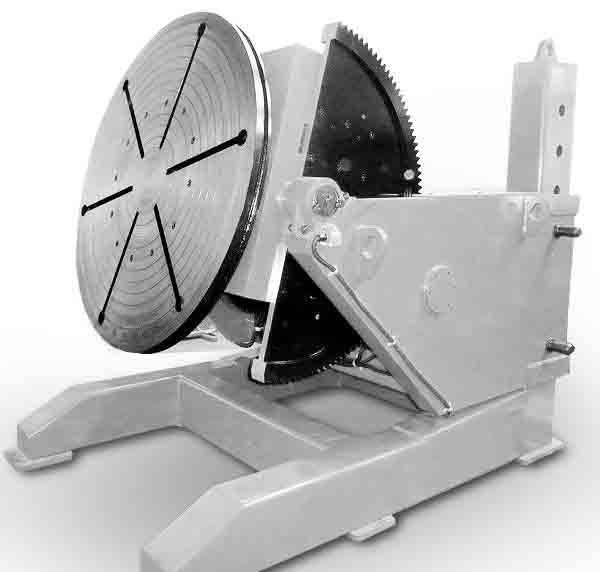
Вертикальные
Обеспечивают вращение заготовок в вертикальной плоскости. Применяется:
- при аргоновой автоматической и полуавтоматической сварке;
- применении флюса;
- наплавки металла.
Линейная длина обрабатываемых деталей – до 2 м, предельный вес – 2 т.
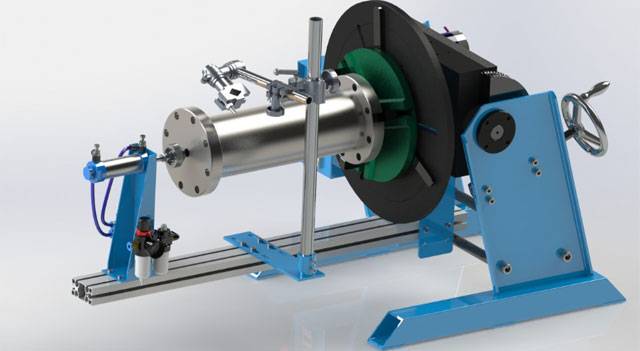
Роликовые
Особенность сварочных роликовых вращателей – деталь удерживается за счет собственного веса. Она укладывается на несколько пар роликов, которые обеспечивают вращение с необходимой скоростью. Предназначены для сварки мелких и крупногабаритных деталей, допустимая длина – 4 м. Оборудование выдерживает до 20 т. Производители выпускают роликовые вращатели-толкатели в большом ассортименте.
Универсальные
Название оправдано. Вращатели сварочные универсальные способны удерживать свариваемые элементы в любой плоскости. Предназначены для стационарной сварки сложных магистральных участков трубопровода. Допустимая длина свариваемых фрагментов – 1,9 м, общий вес конструкции до 2 т.
Подбор РДС

Настройка сварочного режима – основа качественного соединения деталей. Сварка на просвет не исключение. Существуют разные типы РДС, подходящие разным видам сварных работ.








При обработке труб, в выборе сварочного режима значение имеет толщина стенки трубы и используемые присадочные прутки. Сила тока подбирается к каждому типу детали отдельно. В этом поможет опыт, либо совет коллеги.
Касательно других пунктов сварочного режима:
- Применяется короткая длина сварной дуги.
- Скорость сваривания подбирается средняя. Повышенная скорость чревата пропусками, пониженная – прожигами в полотне шва.
- Полярность настраивается отрицательная.
- Тип тока – постоянный.
Важную роль в режиме сваривания играет мощность напряжения дуги. Однако она и несколько других показателей подбираются в соответствии с конкретной деталью. Многие характеристики сварных работ зависят от предпочтений мастера.
За ним нужно тщательно следить, так как с его помощью можно вовремя заметить, что качество шва нарушено.
Сваривание корня шва на просвет требует много практики. Подбор правильного режима сварки происходит опытным путем, а значит, чем больше сваривания труб будет проведено, тем проще будет определиться с настройками для конкретной детали.
На стадии, когда опыта еще нет, можно спрашивать рекомендации у мастеров старшего поколения.
Физико-химические основы сварки
Итак, мы уже многое знаем. И знаем, что пользоваться мы будем ручной дуговой сваркой. Этот способ имеет для нас несущественный недостаток – низкая производительность, и более существенный – зависимость от квалификации сварщика. Но и прекрасные достоинства – вы можете выполнять соединения в любом положении и самых труднодоступных местах! Теперь посмотрим на рисунок процесса
1 – затвердевший шлак; 2 – сварочная ванна; 3 – слой расплавленного шлака; 4 – дуга; 5 – электродное покрытие; 6 – металлический стержень
На электрод у нас подается напряжение одной полярности, на деталь – другой. При близком поднесении электрода к детали зажигается высокотемпературная дуга, которая плавит все в своем пространстве. Под действием электрического заряда материал электрода по каплям переносится в сварочную ванну. А вот тут стоить подумать о том, как же правильно заполнять ванну. Если держать электрод неподвижно, то металл постепенно испарится, электрод станет короче, дуга прекратится и весь процесс остановится. Действительно, одна из сложных вещей, которым вам придется научиться, это держать весь процесс под неусыпным контролем. Вам придется двигать электрод сразу в трех плоскостях: (1) Обеспечивать поперечное движение, чтобы ‘прихватывать’ края соединяемых деталей и расплавлять их. (2) Обеспечивать поступательное равномерное движение по протяженности шва. От скорости этого движения будет зависеть заполнение ванны и качество шва (3) Обеспечивать вертикальную подачу электрода, поддерживая дугу и обеспечивая непрерывность подачи материала в сварочную ванну. Причем, скорость подачи будет всегда разная и будет зависеть от скорости плавления электрода.
Технические характеристики вращателей INZT, INTEGRAL
| Модель | Линейная скорость вращения, мм/мин | Диапазон диаметров изделий, мм | Мощность привода вращения, кВт | Опорные ролики, мм | Габаритные размеры, мм | |||
| Обрезиненные | Стальные | Длина | Ширина | Высота | ||||
| INZT-5t | 100-1000 | 500-3300 | 1×0,37 | ø 250×100 (только обрезиненные) | 1504 | 602 | 719 | |
| 1504 | 400 | |||||||
| INZT-10t | 100-1000 | 500-3300 | 2×0,37 | ø 250×100 (только обрезиненные) | 1504 | 602 | 719 | |
| 1504 | 400 | |||||||
| INZT-20t | 100-1000 | 500-4000 | 2×0,55 | ø300×110 | 2×ø290×10 | 1788 | 727 | 826 |
| 1788 | 474 | |||||||
| INZT-30t | 100-1000 | 500-4500 | 2×0,75 | ø300×110 | 2×ø290×20 | 1938 | 785 | 913 |
| 1938 | 560 | |||||||
| INZT-40t | 100-1000 | 500-4500 | 2×0,75 | ø300×110 | 2×ø290×30 | 1948 | 1147 | 969 |
| 1948 | 580 | |||||||
| INZT-50t | 100-1000 | 900-5200 | 2×1,1 | ø350×120 | 2×ø340×40 | 3400 | 922 | 1057 |
| 2322 | 600 | |||||||
| INZT-60t | 100-1000 | 900-5200 | 2×1,1 | ø350×120 | 2×ø340×40 | 3400 | 922 | 1057 |
| 2322 | 600 | |||||||
| INZT-80t | 100-1000 | 900-5500 | 2×1,5 | ø400×120 | 2×ø390×40 | 3800 | 1084 | 1280 |
| 2580 | 680 | |||||||
| INZT-100t | 100-1000 | 1000-5500 | 2×1,5 | ø450×120 | 2×ø440×60 | 4000 | 1568 | 1500 |
| ø450×200 | 7500 | 2800 |
Примечание: По особой спецификации может быть изготовлено оборудование в соответствие с требованиями клиента.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
https://youtube.com/watch?v=usm9dqPDQAg%3F