Эксплуатация токарно-винторезного станка ТВ-4
Перед началом выполнения работ на ТВ-4 учеников следует ознакомить с основными техническими характеристиками конструкции и основами техники безопасности.
При эксплуатации станка следует выполнять следующие этапы:
- Выполнить предварительный осмотр оборудования и подготовку работы на нем. Осмотреть оборудование и рабочее место, оно должно быть очищено от стружки при работе предыдущей смены. При отсутствии неисправностей настроить станок получение детали заданного типа.
- Воспроизведение работы на агрегате. Выполнить предварительную настройку оборудования, правильно расположить заготовку между задней и передней бабкой, чтобы получить точную деталь.
- Выполнить профилактические работы. После работы удалять остатки стружки и металлической пыли после каждой обработанной детали. Для этого можно воспользоваться специальными приспособлениями – щетками или пылесосом. Также необходимо проверить целостность оборудования, отключить станок от электрической сети.
ТВ-4 не рассчитан производство деталей в большом количестве, соответственно степень его нагрузки необходимо контролировать.
Важно! При эксплуатации станка по металлу не должно быть никакой вибрации! В случае возникновения вибрации, следует оставить действие станка и принять меры к устранению неполадки. Прежде всего, проверить крепление инструмента и обтачиваемой детали
Описание токарно-винторезного оборудования

Сменные шестерни станка тв-16.
Данный настольный станок сам по себе является малогабаритным оборудованием, которое впишется в любую домашнюю мастерскую. После снятия оборудования с производства модели, которые находились у завода изготовителя в резерве были раскуплены для обеспечения нужд мелких автомастерских и других ремонтных сервисов, которые встречаются с обработкой металлических деталей в процессе производства.
Сам станок ТВ-16 давал возможность:
- Нарезать резьбу, как внутри детали, так и снаружи;
- Высверлить отверстия в детали с высоким уровнем точности;
- Расточить металлоконструкции;
- Выполнить любые элементарные токарные работы.
Его создавали с единственной целью — воспитать навыки у молодых специалистов для работы на более сложном оборудовании, которое использовалось на крупных предприятиях. Поэтому осваивается токарный станок в течение суток до уровня пользователя. Он не большой, имеет компактные размеры:
- Высота — 115 см;
- Ширина — 60 см;
- Длина — 120 см;
- Вес — 180 кг.
Станок очень уважали и ценили за свою производительность и маленькие габариты. Изначально оборудование выпускалось с короткой балкой, но позднее завод начал выпускать модели с удлиненным вариантом. Данная модификация давала больше возможностей, и пользователь мог позволить в не заводских условиях изготовить детали высокой точности согласно ГОСТу, который тогда существовал в Советском Союзе.
Трудности при установлении массы станка
Более-менее точно этот параметр определяется лишь в тех случаях, когда оборудование сдаётся на пункт приёмки металлолома в практически полностью комплектном состоянии, с приложением соответствующего акта. При наличии таблички с обозначением модели оборудования (даже, если масса станка на ней не приведена), ориентировочное значение требующегося параметра всегда можно уточнить по таблице, которая приводится в конце данной статьи. Из номинального значения обычно вычитают массу разрушенных и некомплектных узлов (например, для токарного станка это, чаще всего – вес шестерён коробки передач).

Коробка передач токарного станка 1а62
Однако в большинстве случаев оборудование поступает на пункты приёма лома чёрных металлов в разукомплектованном состоянии:
Отсутствует ряд основных узлов, причём, по закону подлости, одного из тех самых, на котором и была закреплена табличка с указанием конкретной модели оборудования;
Оборудование вообще сдаётся в виде отдельных узлов: станины, суппорта и т.д.;
Станки сдаются без актирования, т.е., без указания модели и типоразмера;
В основной массе лома преобладают не узлы, а их части и фрагменты, по которым весьма трудно определить, какой модели станка они принадлежат;
В представляемом к приёмке стальном/чугунном ломе вообще присутствуют части явно разных видов металлорежущего оборудования (например, легко узнаваемая передняя бабка токарного станка соседствует с инструментальным столом фрезерного станка и т.д.).

Вот так выглядят станки после разделки на металлолом
Конечно, на металлоприемке обязательно будет происходить взвешивание любого лома, который пришел на базу – в таком случае узнать вес станка помогут автомобильные весы или другие, которые установлены на пункте приема.
Но как быть, если необходимо определить массу заранее, т.е. до отгрузки, а весов нет? В таких случаях оценку суммарной массы сдаваемого металла приходится определять косвенными способами. Можно воспользоваться одним из нижеприводимых расчётных методов оценки массы утилизируемого оборудования, либо отдельных его узлов.
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.








Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Где купить и на что смотреть при выборе
Так как станок был снят с производства, купить его можно теперь только из резервации какого-нибудь предприятия, либо с рук у частных лиц. В любом случае при покупке данного оборудования б/у для домашней мастерской следует выполнить ряд следующих мер:
- Проверить исправность станка на месте у текущего владельца.
- Оценить состояние деталей.
- При покупке рекомендуется перебрать все детали, чтобы еще раз посмотреть и провести оценку их состояния.
Купить такое оборудование на Авито можно в районе 20 000-40 000 рублей. И чаще всего его берут для личного пользования, для мелких токарных мастерских или же для обеспечения нужд автосервиса.
Краткая история серии
В основе создания ТВ-16 лежит модель чехословацкого производства аналогичного назначения TOS MN-80 a. Известен с 50-х годов прошлого столетия, когда основным назначением агрегата было получение базовых навыков школьниками и студентами профтехучилищ и техникумов в токарном деле, считался обязательным инвентарем на уроках трудового обучения.
Заводы, производившие станки, размещались на всем постсоветском пространстве: Украина, Беларусь, Казахстан. Характеристики и конструктивные особенности моделей всех заводов были идентичны, отличались только конфигурацией литься станины. Несмотря на то, что официально заводы больше не занимаются выпусков ТВ-16, обучение токарей в учебных заведениях проводится по сей день.
Монтаж
Прежде всего требуется перетащить станок туда, где планируется его использовать, и только после этого распаковывать его. В случае заказа дополнительной упаковки, стол идет в комплекте. Для того чтобы добиться точной фиксации, станок нужно закрепить всеми шестью винтами, поставляемыми в комплекте, на любой деревянной поверхности.
Технические характеристики уже известны и тогда можно приступать к сбору станка. Первым действием нужно установить приводной ремень на шкив привода
Обратите внимание, что провод заземления требуется провести через отверстия в станине, предназначенные для этого, и после произвести фиксацию болтом
Для грамотного монтажа требуется использовать уровень, по которому производится выравнивание горизонтали.
 Уровень поможет в правильном монтаже
Уровень поможет в правильном монтаже
При помощи предохранителей проводится кабельная электропроводка от распределительного щитка.
На последнем этапе нужно удалить смазку со всех узлов. После окончания этой процедуры, требуется посмотреть описание станка, в котором указано количество и правильный порядок расположения всех деталей. Первая проверка заключается в холостом запуске станка, после успешного прохождения которой, можно применять нагрузку.


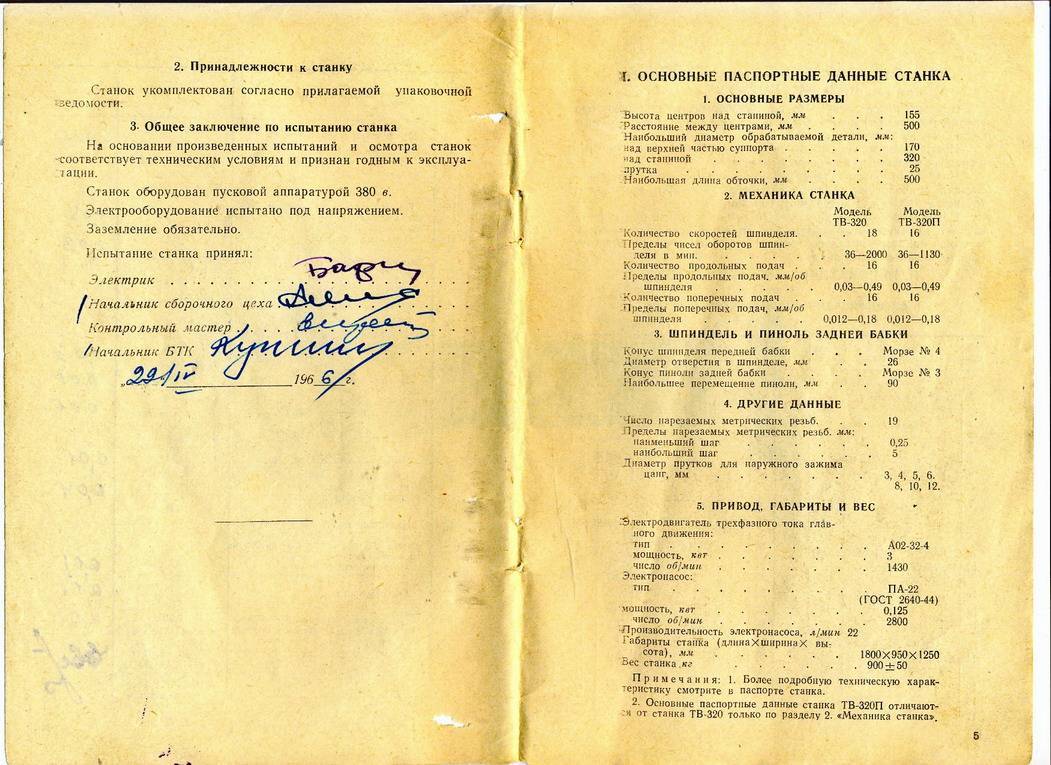


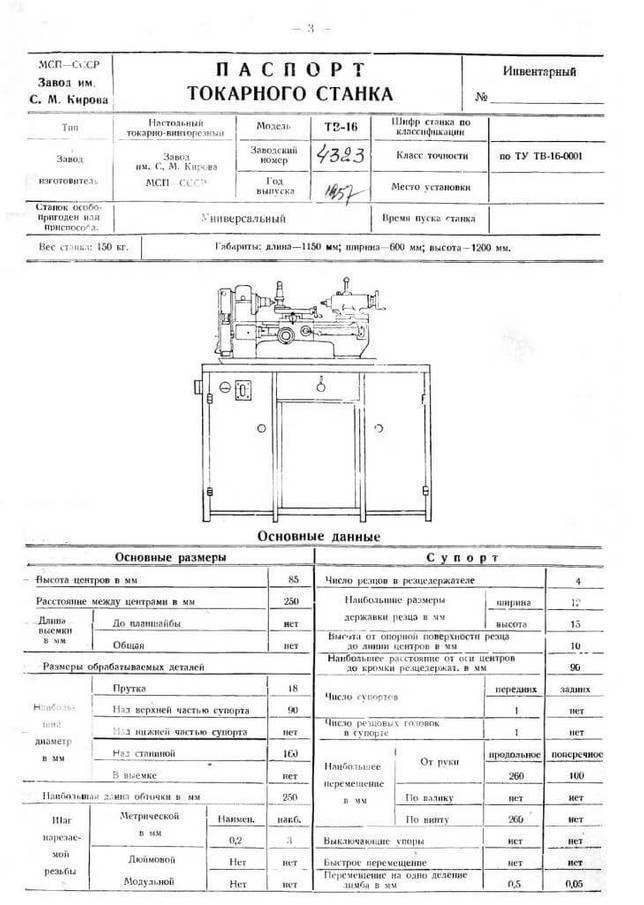

Технические характеристики токарного станка ТВ-16
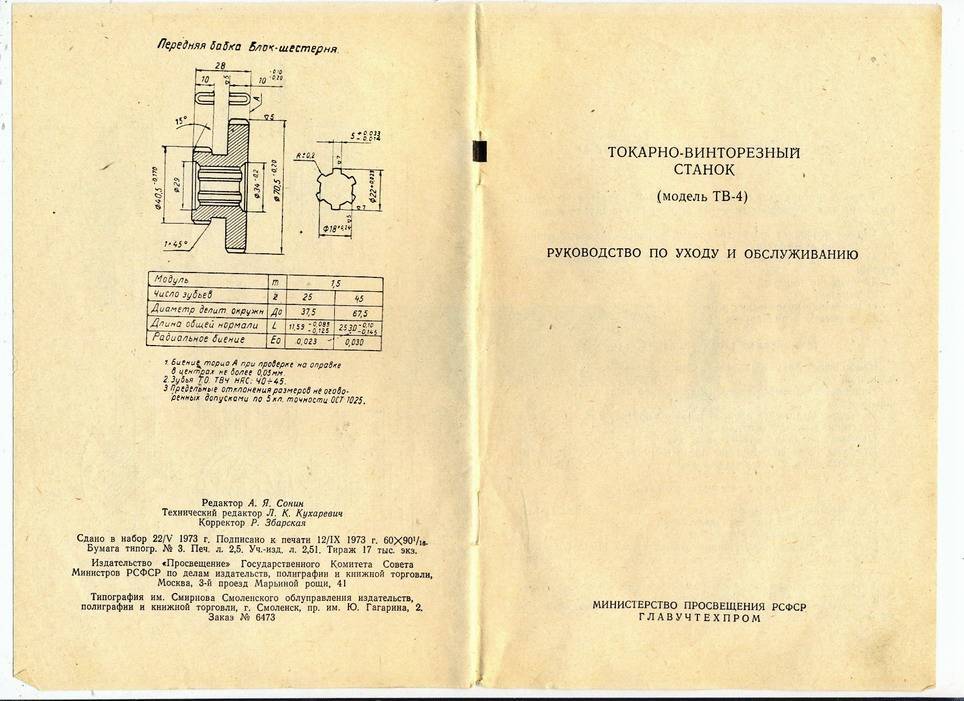
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.

Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
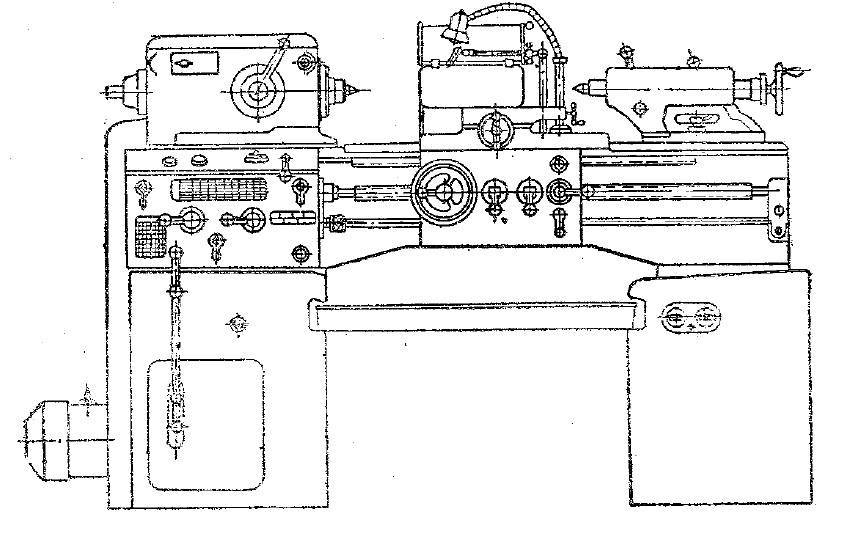
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
- Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
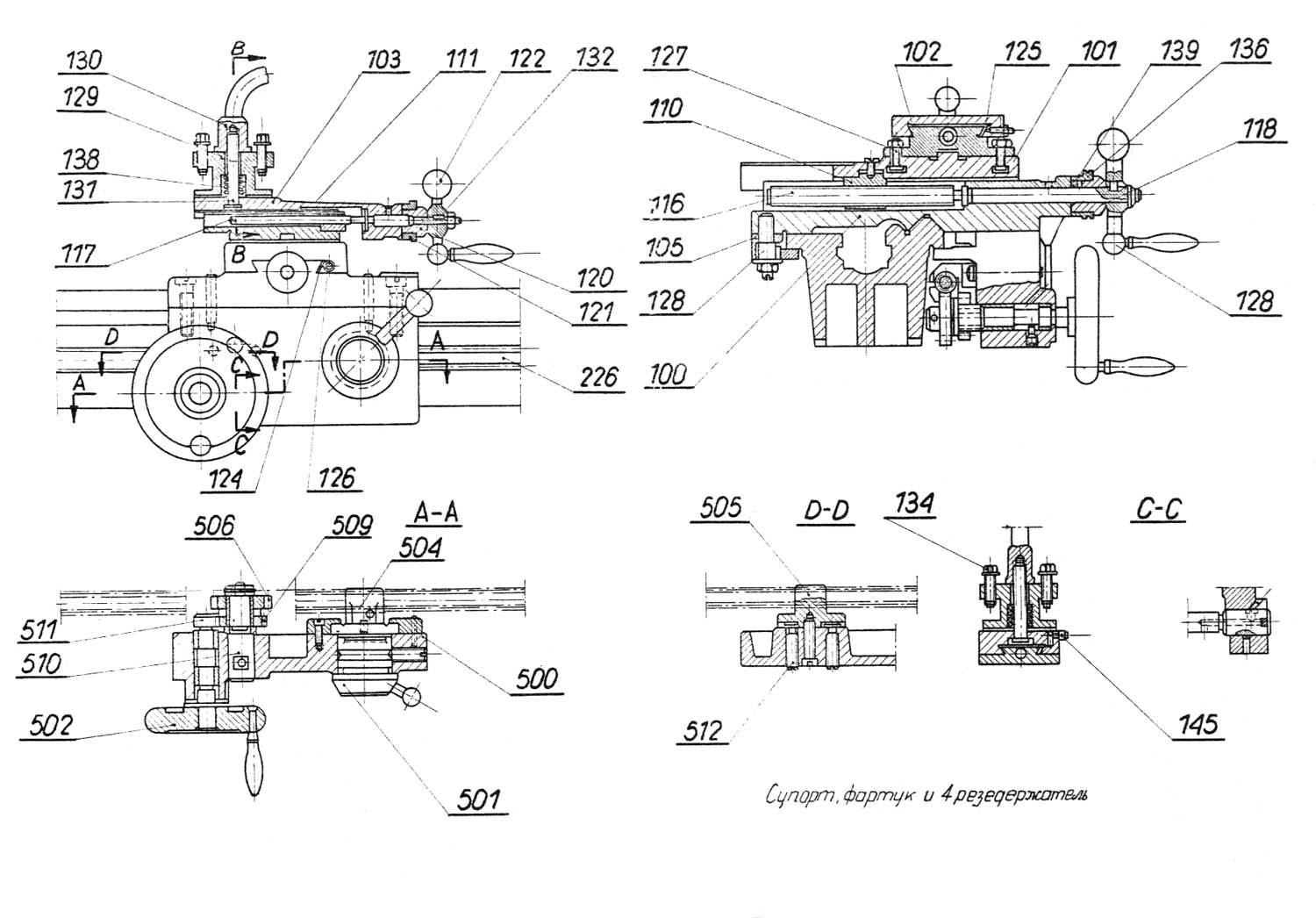
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
4 Краткая информация о других узлах станка
Привод ТВ-16 выполняется от асинхронного индивидуального двигателя, который монтируется внутри тумбы на салазках. Его мощность равняется 0,5 киловатт, работает он от трехфазного тока. Шпиндель получает вращение от асинхронной установки через промежуточный вал посредством двух передач клиноременного вида. Отметим, что указанный вал способен выполнять натяжение ремней (клиновых).
Для этого на нем имеется эксцентриковое устройство. На шпинделе и двигателе агрегата предусмотрены шкивы (паспорт станка указывает на их ступенчатую форму), которые обеспечивают шпинделю шесть разных скоростей.
Станина рассматриваемой установки позволяет соединять друг с другом, надежно закреплять и поддерживать все имеющиеся механизмы и компоненты агрегата. Сделана он по литой методике из чугуна, характеризуется коробчатой конфигурацией. Монтируется станина на столе (на основании) из дерева вместе со специальным корытом.
В передней части станины имеется рейка и гайка с ходовым винтом (представленный чертеж ТВ-16 показывает, где именно они расположены). Задняя бабка на станине закрепляется в пазах Т-образной формы, а суппорт двигается в продольном направлении по призматическим направляющим.

Фартук агрегата, предназначенного для осуществления работ по металлу, соединяется с кареткой суппорта при помощи винтов. В фартуке есть специальная разъемная гайка (смотреть чертеж станка). При помощи рукоятки она включается и отключается. А фиксируется в крайних положениях гайка и рукоятка простым шариковым приспособлением.
Опоры фартука смазываются посредством наполнения резервуара масляным составом. Подается он через каретку. Сам же резервуар расположен в корпусе фартука (чертеж станка локализует данную емкость в верхней части рассматриваемого элемента агрегата).
Настройка нарезания резьбы и подач в продольном направлении на описываемой токарной установке выполняется механизмом подач. Выполняется она посредством монтажа планетарной передачи на ходовой винт. Данная передача обкатывается по смонтированной на коробке (неподвижное крепление) шестерне, что обеспечивает существенное (в 30 раз) снижение количества оборотов ходового винта.

Как мы говорили, при открывании дверцы электрический двигатель, коим располагает настольный агрегат, автоматически прекращает работать. Этим процессом управляет конечный выключатель, расположенный на коробке. Потребность в открывании дверки возникает тогда, когда оператору необходимо добраться до механизма зубчатой передачи.
Конструкция токарно-винторезного станка ТВ-16
В конструкцию входят следующие узлы и механизмы:
Станина
Предназначается в качестве несущей чугунной опоры, на которой устанавливаются и фиксируются механизмы и составляющие детали.
Передняя бабка
Устанавливается на левом конце станины и предназначается для осуществления двух функций:
- Воспроизвести вращательное движение;
- Поддерживать движение во время обтачивания деталей из металла.
Обрабатывать изделие и регулировать быстроту кручения заготовки помогают такие узлы и элементы, как шпиндель, подшипники, шкив и коробка скоростей.
Отвечает за необходимое движение и амплитуду суппорта, управляется с помощью наружных рукояток.
Фартук
Закреплен к каретке суппорта винтовым способом. Обеспечивает движение суппортного хода, управляя рукоятью, размещенной на корпусе.
Важно! Необходимо следить и обеспечивать опоры фартука постоянной масляной смазкой, наполняя ею специальный резервуар
Суппорт
Является узлом, который закрепляет режущий инструмент и обеспечивает его перемещение в разном направлении – по наклонному, поперечному или продольному. Держатель, в котором закреплен инструмент, способен вращаться в четыре стороны на 360 градусов.
Задняя бабка
Предназначается для фиксации длинных заготовительных деталей и режущих инструментов. Фиксируется на станине с помощью обыкновенных болтов.
Оборудование необходимо устанавливать на деревянную поверхность, используя крепежное винтовое соединение. Левая тумба предназначена для размещения привода, электрооборудования и выключателя, который служит для автоматической остановки электродвигателя, правая в качестве места хранения рабочего инструмента и сменных шестеренок.
Электрооборудование
Основа электрической системы станка, включает в себя другие дополнительные элементы, которые функционируют совместно.
Обеспечивает запуск и отключение оборудования, защищая и обеспечивая экстренную блокировку двигателя в случае необходимости, например, из-за перебоя напряжения, короткого замыкания или других факторов.
Оборудование подключается к трехфазной сети. Согласно технике безопасности требуется обязательное заземление устройства с помощью нейтрального провода.




Перед выполнением пробного запуска необходимо удостовериться, что частота сети и напряжение соответствует допустимым параметрам ТВ-16 и регулярно проверять соединение.
3 Передняя и задняя бабка станка – конструктивные особенности
На шарикоподшипнике передней бабки устанавливается шпиндель. Его передний торец снабжен радиальным (упорным) шарикоподшипником, который позволяет воспринимать осевые и радиальные усилия. На шпинделе монтируется шкив (он имеет три ступени). Клиноременная передача подает вращение именно на шкив, обеспечивая бесперебойное функционирование станка. Для реверса подачи предназначен трензель, установленный на передней бабке.
На задней бабке станка есть направляющие призматической конфигурации. Они необходимы для того, чтобы при перемещении бабки по станине она занимала правильное (требуемое для работы) положение. Рукоятка с эксцентриковым приспособлением соединяет станину и заднюю бабку.
По нижней плите бабка передвигается при помощи винта. Необходимость в таком установочном перемещении, поперечным по направлению, возникает тогда, когда на станке выполняются операции по точению конусов. На пиноли бабки (задней) предусмотрено отверстие. В него помещается центр с конусом.
Передвигается пиноль руками оператора. Для этого используется гайка с винтом и маховичок с лимбом. Показатель передвижения можно выставить по шкале с миллиметровыми делениями. Чтобы выполнить эту операцию, не нужно изучать паспорт агрегата – все интуитивно понятно и вполне доступно.
Эпилог
К сожалению а может к счастью, ТВ-16 я продал. Продал по местным меркам за хорошую цену, но со всей оснасткой. Это вроде была ошибка, в вроде и нет. Сейчас я снова брожу по барахолкам в поисках оснастки, инструментов для нового станка….
Продавал станок я на местном сайте барахолки типа Авито, долго и за дорого. Его в итоге купили!. Первый месяц мне было очень не по себе, так как станок стал частью дома. Очень не хватало где то в душе, поэтому я снова принялся за поиски станка ТВ-4, ТВ-6, ТВ-7, в общем как повезет. И спустя время я все таки нашел вариант ТВ-6. О нем я отдельно напишу. А пока хочу сделать напутствие тем кто имеет ТВ-16 на подшипниках качения. Не продавайте своё детище, лучше вложитесь в его модернизацию. Станок для хоббийных целей очень хорош.
2 Описание электрического оборудования станка
Паспорт токарной установки говорит нам о том, что ее электрооборудование дает возможность выполнять включение и выключение агрегата, запускать при необходимости функционирование двигателя в реверсном режиме. Также данное оборудование предназначается для мгновенной блокировки станка и защиты его от уменьшения напряжения в электросети и от короткого замыкания.
Схема электрооборудования включает в себя следующие компоненты:
- пакетный реверсивный переключатель;
- магнитный пускатель с кнопками управления «Стоп» и «Пуск»;
- специальные предохранители;
- блокирующие контакты (предназначены для отключения установки в тех случаях, когда дверки устройства подач либо дверки стола находятся в открытом положении);
- колонка с тремя клеммами (к ним подводится напряжение от электросети).

Руководство по работе с ТВ-16 (паспорт станка) требует обязательного заземления данного агрегата. Заземляющий провод подсоединяется к станку посредством специальной колодки, которая располагается на его боковой части.
Если посмотреть на чертеж электрооборудования станка (на принципиальную электрическую схему), можно увидеть, что ничего лишнего и сверхсложного в «электроначинке» ТВ-16 нет. Разобраться с тем, как он функционирует, совсем несложно.
Настройка станка токарно-винторезного станка ТВ-16
- Перед началом работы следует выбрать число оборотов шпинделя согласно табличке, прикрепленной на передней бабке.Установить ремни на соответствующие канавки шкивов. Ослабление и натяжение клиноременной передачи производить рукояткой 8 (рис. 4).
- Различные подачи и нарезание резьб осуществляются путем установки сменных шестерен a, b, c, d. Подбор шестерен производится по табличке, прикрепленной к внутренней стороне дверцы механизма подач.При настройке на подачу следует вместо сменной шестерни d установить планетарную передачу.
- Установка сменных шестерен производится в следующем порядке:
- а) Ослабить винт 6 (рис. 5).
- б) На втулку 13 трензеля насадить шестерню a и закрепить ее винтом 9.
- в) На втулку 7 гитары насадить шестерню b и c и закрепить их винтом 5.
- г) На ходовой винт насадить шестерню d (или при настройке на подачу установить планетарную передачу).Примечание: При установке сменных шестерен обязательно выдерживать боковой зазор между сцепляющимися зубьями шестерен в пределах 0,1 – 0,3 мм.
- д) После установки сменных шестерен гитару закрепить винтом 6.
Пуск станка производится следующим образом:
- а) Установить рукоятку переключателя в положение „Вперед” или „Назад” (в зависимости от требуемого направления вращения шпинделя). При этом стрелка, нанесенная на рукоятке переключателя, должна быть направлена на соответствующую надпись на табличке переключателя.
- б) Нажать кнопку „Пуск” кнопочной станции.
Остановка станка производится нажатием кнопки „Стоп”. По окончании работы на станке следует обязательно ставить рукоятку переключателя в положение „Выключено”, так как кнопка „Стоп” выключает только электродвигатель и не снимает напряжения со станка.