

Подключение кабеля
Когда , деталей и места сварки закончена, можно осуществлять дальнейшие действия с инвертором, соблюдая правила:
- подключить кабели массы и силовой к соответствующим гнездам на инверторе;
- зафиксировать специальным зажимом на свариваемых деталях кабель массы;
- подключить аппарат к электросети и режим по определенной схеме;
- зафиксировать в держателе электрод.
После проверки всех соединений устройства, схем и подготовленного рабочего места, можно приступить к сварке, она проводит в положении стоя.
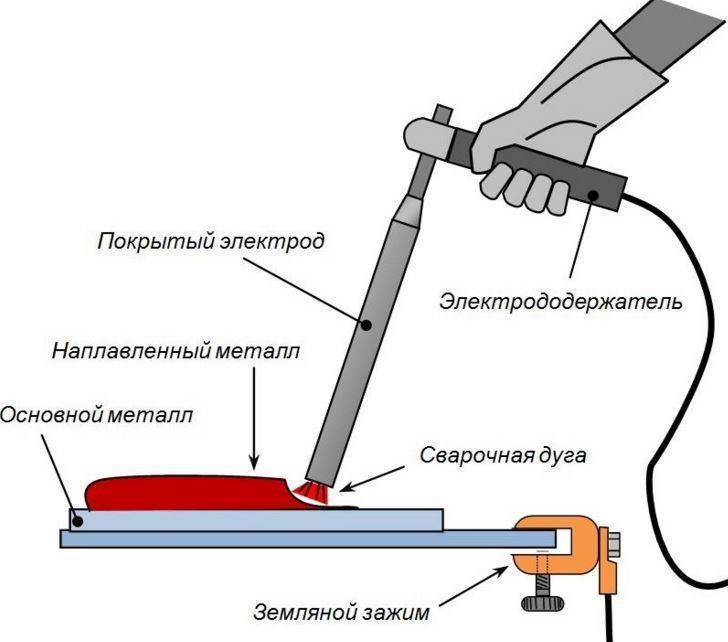
В любой электросварке металл расплавляется под тепловым воздействием электродуги, которая горит между металлом и электродом аппарата.
Если металлическую деталь подключить к «+», а наконечник к «-», то образуется прямое соединение, если наоборот – обратное.
Обе схемы подключения используются в инверторе с той разницей, что прямую схему обычно применяют при более утолщенных материалах (больше 3 мм), обратную – для тонких.
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах
Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию
Полярность при сварке инвертором
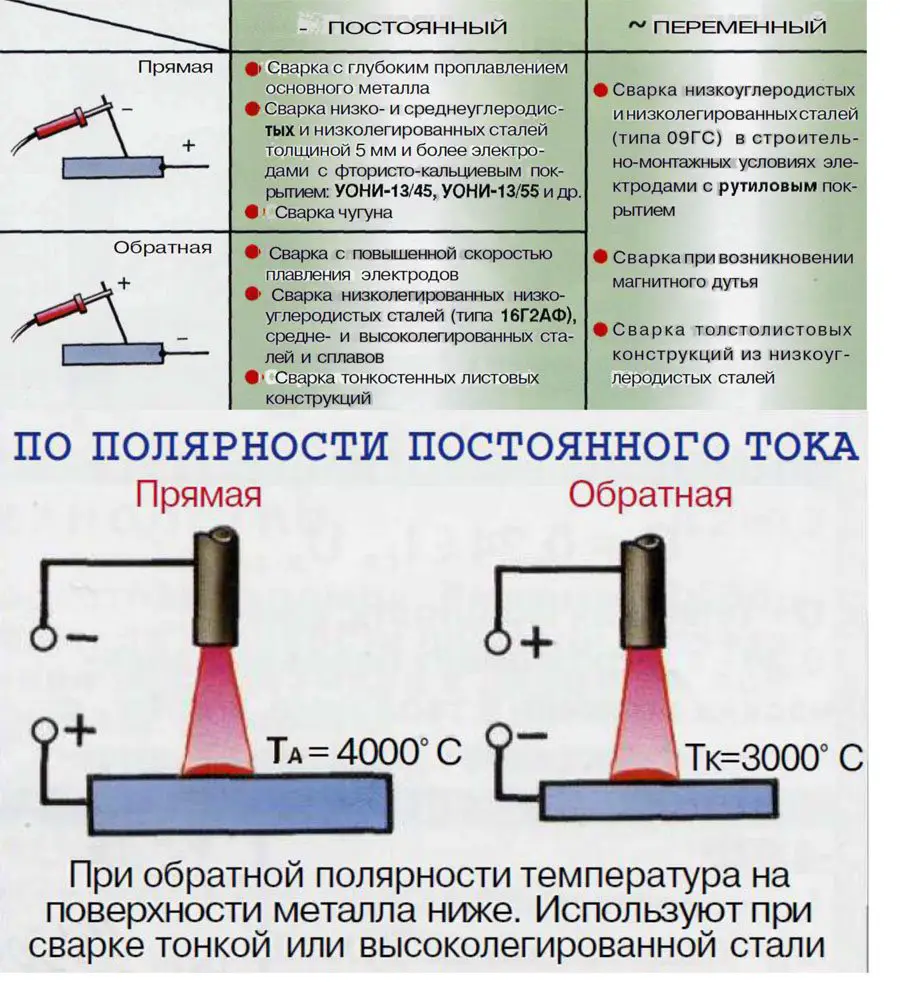
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность. Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений. Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины – к клемме «плюс»
При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке. Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» – к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно! Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Технологический процесс сварки тонких металлов
- Хорошо обработайте свариваемые участки металла, на них не должно быть ржавчины, грязи, жирных пятен;
- Поместите заготовки как можно ближе друг к другу, а затем соедините их струбцинами. Зазора при сварке тонкого металла быть почти не должно;
- Начните с прихваток, делая короткие швы на расстоянии 10 см., друг от друга;
- Затем наложите сплошной шов;
- Дайте металлу достаточно время на то, чтобы остыть.
Каждому сварщику нужно уметь варить тонкий металл. Не всё удаётся с первого раза, особенно у новичков электросварщиков. Опыт приходит с годами, поэтому стоит набраться терпения и выдержки.
Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
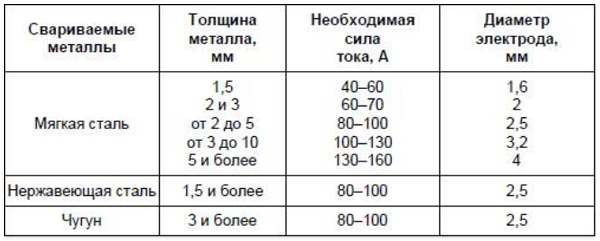
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.
Ошибки при выполнении сварочных швов
Если сварка ведется поспешно, то это сразу скажется на качестве соединений. Поэтому движение электрода не должно быть слишком быстрым. Не рекомендуется также слишком погружать электрод в металл, что приведет к тому, что ванна будет располагаться несколько ниже поверхности обрабатываемого материала. В норме линия ванны и сварочное соединение должны быть на одном уровне с металлом.
Смотрим видео, типы сварочных соединений и их правильное положение при сварке:
В зависимости от расположения электрода получается разной формы шов. Например, если во время работы держать его перпендикулярно обрабатываемой поверхности, то в результате ванна более глубоко проникает в металл.
Полярность при сварке инвертором
Особенность инверторных аппаратов заключается в возможности изменения полярности, что определяет направление движения электронов. Так, если установить прямую полярность, то в результате можно получить более узкое, но при этом глубокое проплавление металла. В данном случае подключение проводов к клеммам выглядит следующим образом: на электроде минус, на «земле» — плюс.
Смотрим видео, выставляем полярность и токовый режим:
При обратной полярности можно наблюдать иной результат: участок расплавления более широкий, но не отличается глубиной. При этом подключение взаимообратное: на электроде плюс, на «земле» — минус.
Работа с тонколистовым металлом
Когда планируется сварка инвертором руководство для начинающего, что позволит избежать грубых ошибок. Например, если планируется работа с тонким листом металла, то для сварки больше подойдет обратная полярность, когда проникновение тепла вглубь материала происходит не столь быстро. Это может привести к сквозному расплавлению металла.
Таким образом, в работе инверторного аппарата есть свои преимущества, как и отдельные нюансы, влияющие на качество шва. Не каждый вид аппаратов для сварки допускает изменение полярности с такой легкостью. Но для начинающих пользователей основной сложностью остается поддержание одинакового по величине зазора между электродом и свариваемой поверхностью.





Здесь может выручить знание некоторых нюансов, как, например, выполнение круговых или загзагообразных движений во время сварки, что обеспечит высокое качества шва. Во время работы следует учитывать не только собственные навыки в обращении со сварочным агрегатом, но также и параметры материала. Например, для сварки тонколистового металла существуют особые требования, что позволяет получить надежный шов, неповрежденный излишне глубокой проплавкой метала электродом.
Рабочее место
Какой подготовки потребует сварка для начинающих? Прежде всего, понадобится приобрести инвертор (сварочный аппарат) с большим количеством электродов. Этих расходных материалов на первых порах потребуется достаточно много. При этом электроды должны составлять в диаметре 3 мм.
Тем, кого интересует сварка, для начинающих стоит иметь в виду, что именно такой размер расходных материалов является самым удобным для обучения. Более тонкие электроды понадобятся для очень тонких листов металла. Справиться с ними смогут только опытные профессионалы. Электроды, диаметр которых превышает 3 мм, сильно перегружают электросеть.
Желательно, чтобы сварка инвертором для начинающих проходила под присмотром профессионала. Только специалист сможет по ходу обучения дать дельные рекомендации новичку. Для того чтобы понять, как же правильно сваривать металл, необходимо запастись какой-нибудь ненужной пластиной. Рядом с собой стоит заранее поставить ведро, наполненное водой.
Сварка металла для начинающих должна производиться на деревянном верстаке. Это позволит избежать поражения электрическим током.
Сварка инвертором для начинающих начинается с надежного прикрепления зажима заземления к детали
При этом стоит обратить внимание на кабель. Он должен быть надежно заизолирован и хорошо заправлен в держатель
На следующем этапе на сварочном аппарате выставляется параметр мощности тока. Он должен соответствовать диаметру используемого электрода и толщине свариваемых деталей
Как правило, когда производится инверторная сварка, для начинающих обращают внимание на корпус аппарата. На нем должна быть указана задаваемая сила тока в зависимости от условий работ
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
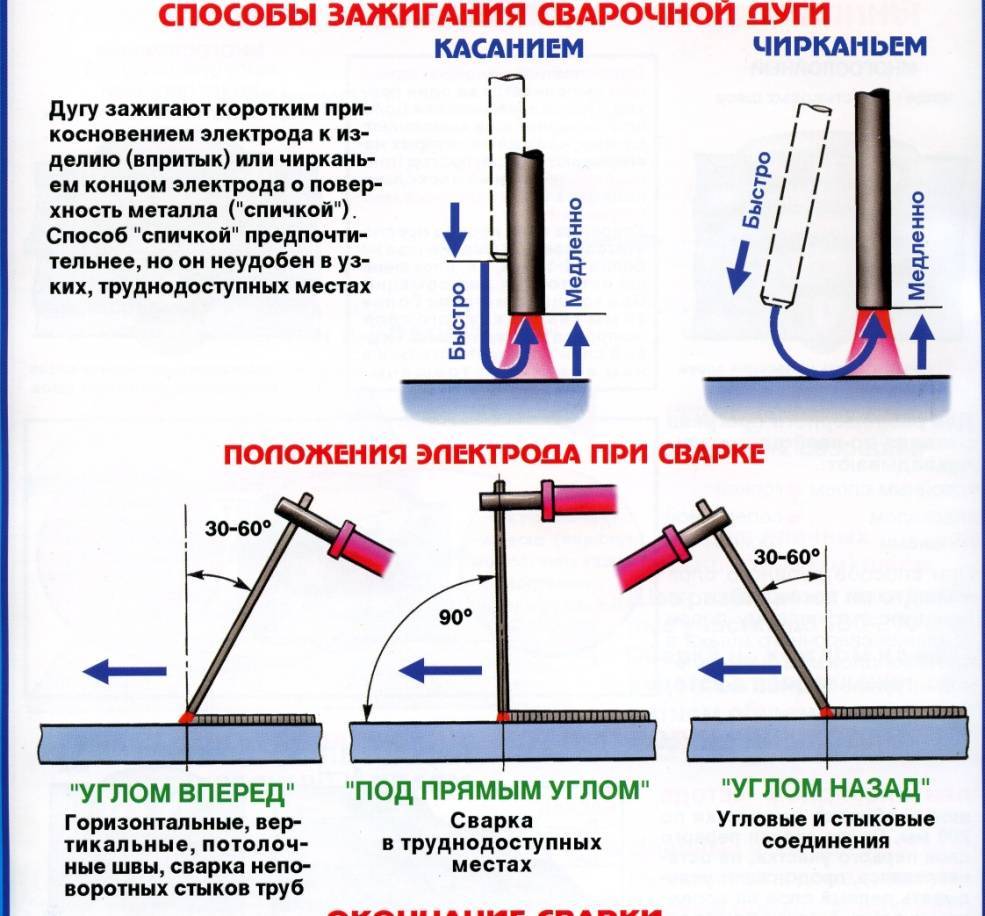
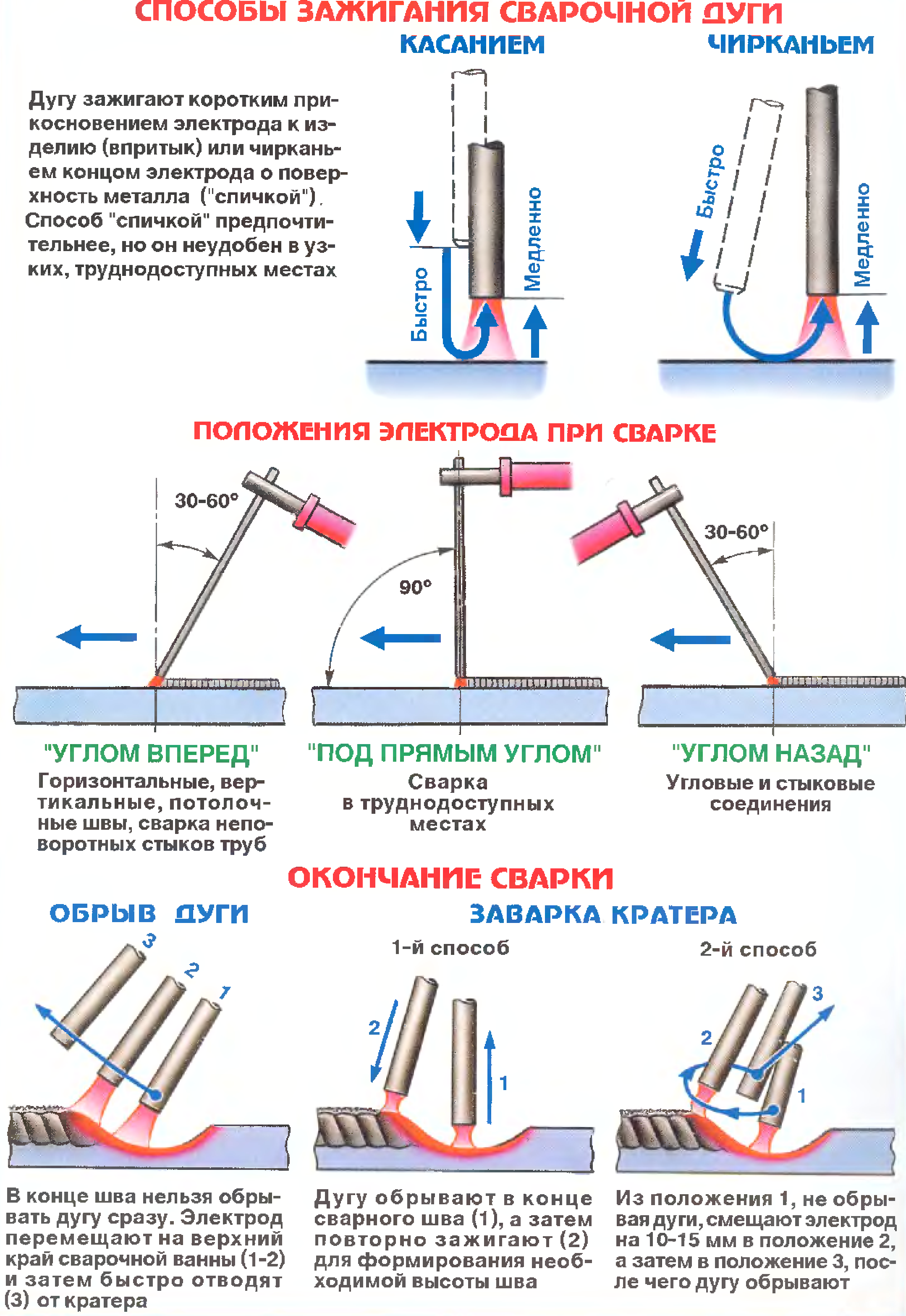
Начало сварки: зажигаем дугу
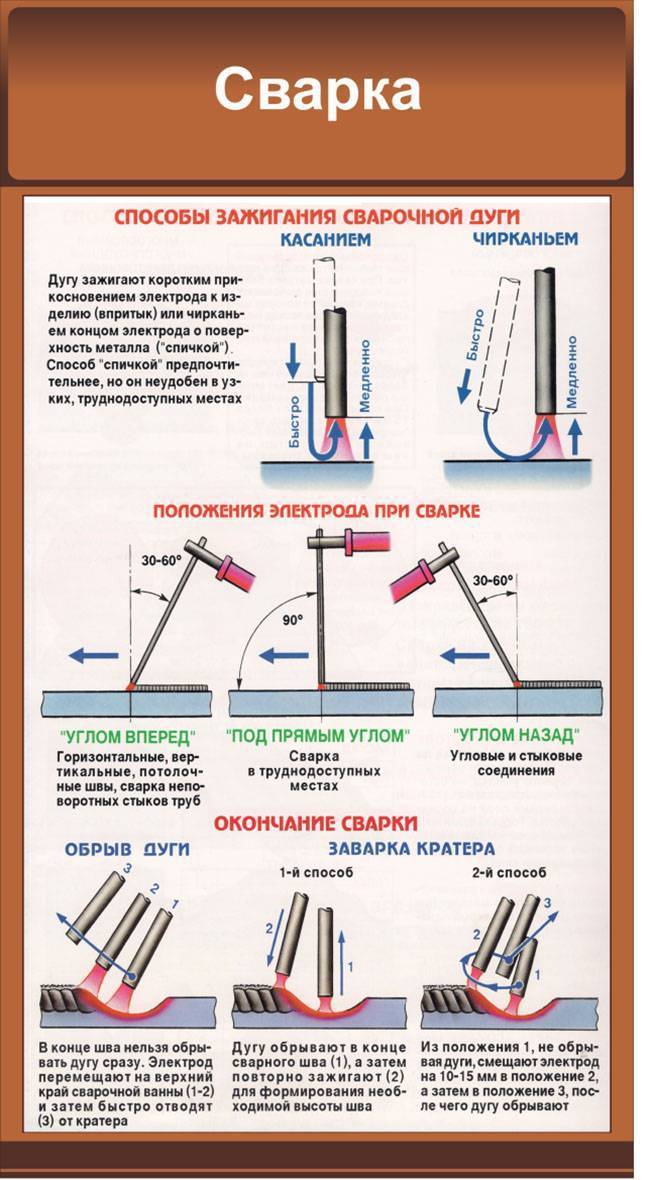
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался “козырек” из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. “Твердая рука” приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
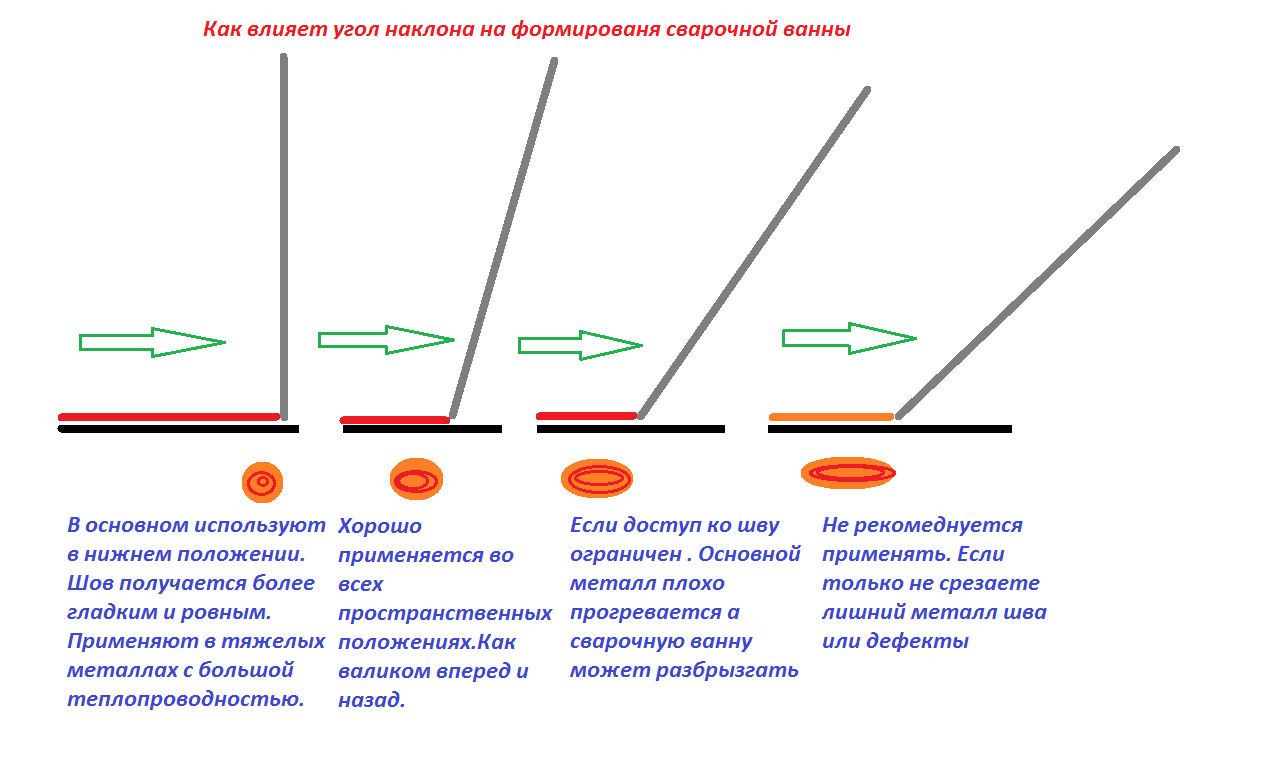
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
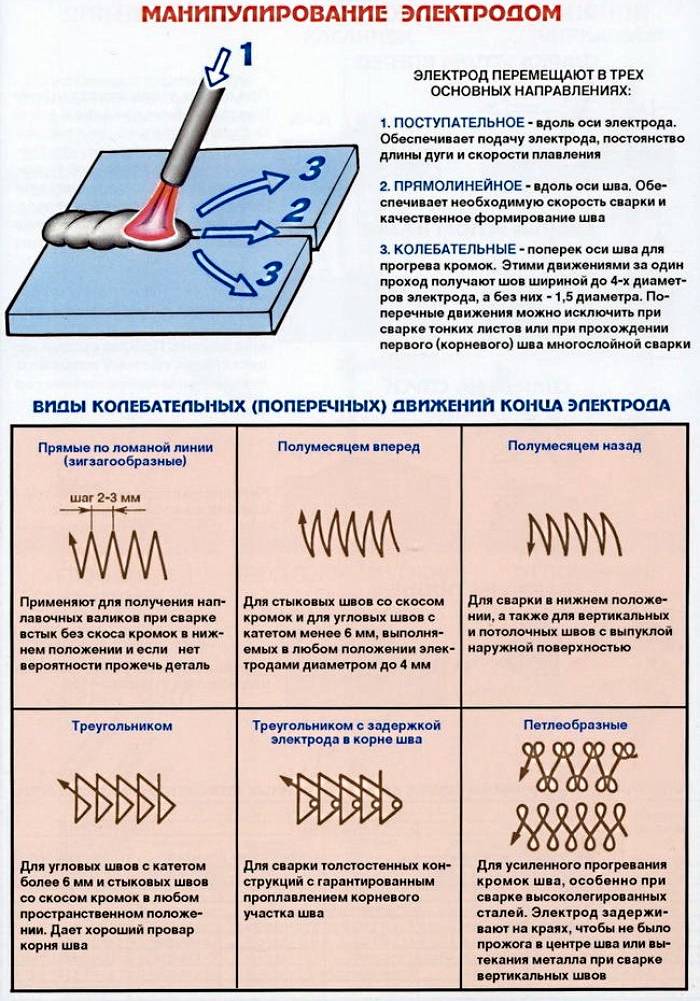
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
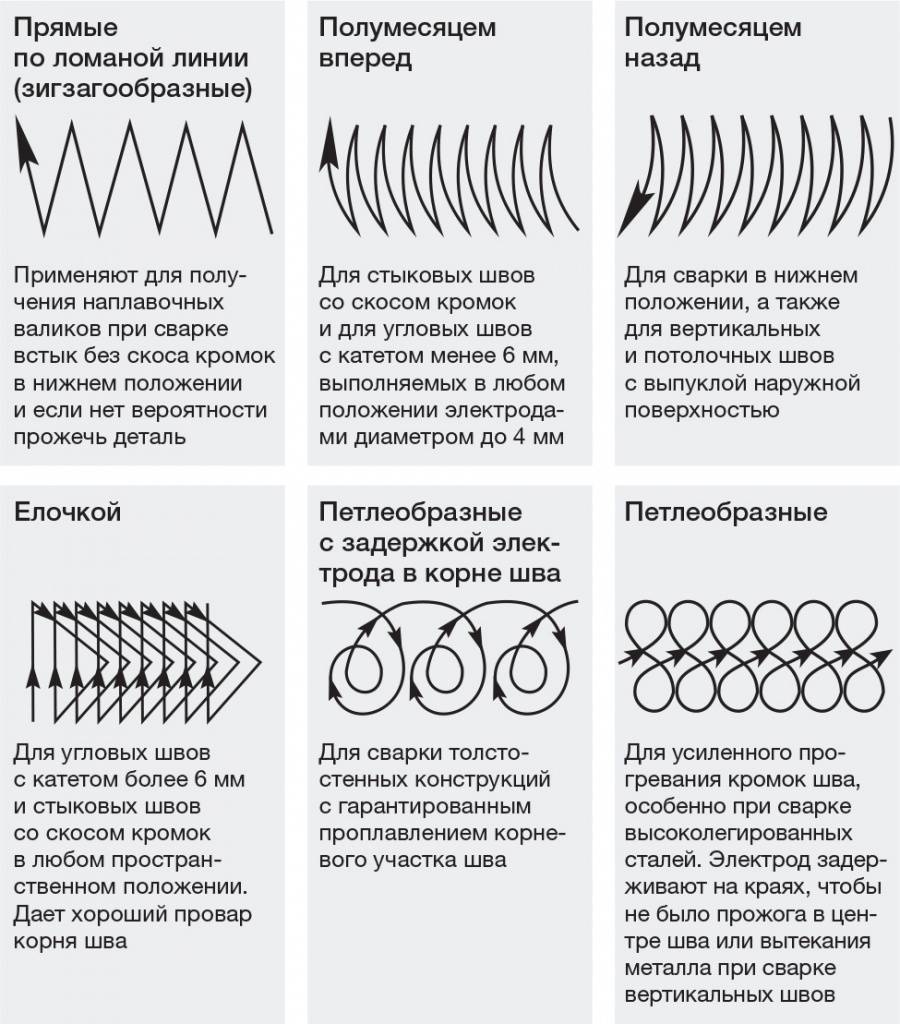
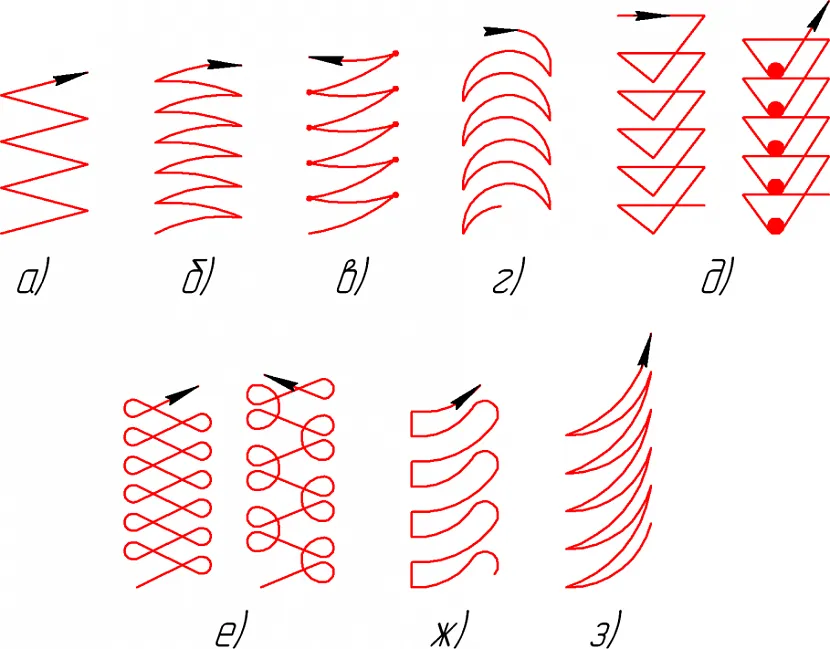
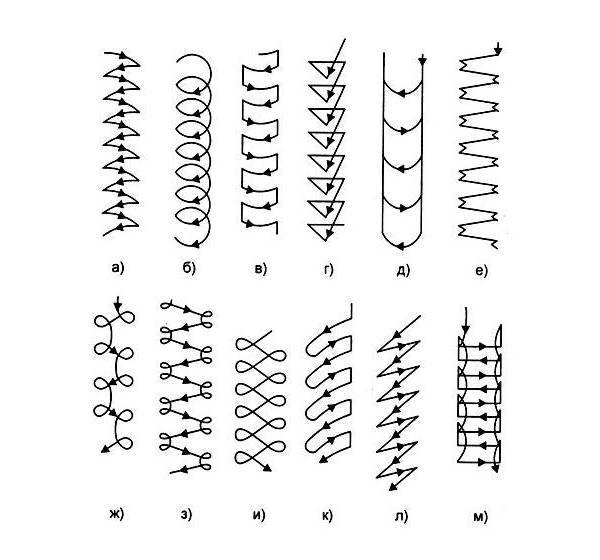
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
- полумесяцем;
- по круглой, треугольной спирали;
- зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Особенности сварки тонкого металла
Неправильная настройка инверторного сварочника способна изуродовать тонкую деталь до неузнаваемости. Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Важно знать о полярности подключения деталей. Тонкий металл обязательно подключается к минусу сварочного агрегата. Полезные советы сварки тонкого металла:
Полезные советы сварки тонкого металла:
- Начиная варить, выставляйте минимальный ток (средние значения можно узнать из справочников и таблиц сварщика).
- Шов формируется углом вперед.
- Используйте обратную полярность.
- Тщательно закрепляйте деталь. Это уменьшит деформацию во время работы.
Работа инвертором
Перед включением аппарата желательно ознакомиться с тем, как варить инверторной сваркой. В комплекте с покупным оборудованием присутствует инструкция. Ниже будут описаны основные этапы работы.
Розжиг дуги
В первую очередь необходимо разжечь дугу. Для этого применяется два метода:
- Чирканье — сварщик начинает вести электродом по обрабатываемой заготовки, а потом поднимается над ней до образования искры.
- Постукивание — более популярный вариант розжига дуги. Сварщик постукивает концом электрода по месту будущего сваривания до появления искры.
Способ розжига дуги выбирается в зависимости от комфорта и удобства.
Передвижение электрода
Чтобы качественно приварить деталь к детали, необходимо знать, как двигать электродом. Новички думают, что достаточно зажечь дугу и медленно провести электродом по месту соприкосновения деталей, чтобы получился ровный шов
Важно правильно выбирать постоянный угол движения электрода, скорость перемещения рабочей части оборудования. Вести электрод прямо под прямым углом допустимо для тонколистового металла
Контроль дугового промежутка
Ещё один важный момент при сварке инвертором — расстояние между концом электрода и металлической поверхностью. Если расстояние около 2-х мм, проварка будет неглубокой и шов получится не прочным. Когда дуга более 4 мм, она становится нестабильной. Разбрызгивание металла увеличивается, а точность шва снижается. Располагать рабочую часть инверторного аппарата желательно на расстоянии 3 мм от металлической поверхности.

Правила создания ровных швов
Чтобы правильно варить металл и делать ровные швы, требуется учитывать некоторые особенности:
- Выбор угла сварки. Оптимальным считается диапазон углов от 30 до 40 градусов.
- Класть шов требуется продольными и поперечными движениями. В интернете существуют различные схемы, по которым можно тренировать движения нанесения шва.
Скорость выбирается в зависимости от выбранного способа работы электродом. Если вести электрод медленно, можно перегреть поверхность. При быстром ведение шов получается не прочным.
Как настроить силу тока электродугового аппарата
Паять инвертором новичкам непросто. В будущем новичок сможет на основе опыта найти идеальную силу тока для конкретной ситуации. На начальных этапах вам нужно будет ориентироваться на средние значения и поэкспериментировать. Для каждого диаметра электрода требуется определенное значение тока, а точнее диапазон значений. Примерной пропорцией можно назвать диаметр 1 мм при силе тока 30 А. На двоих нужно 60 А, на тройку 90 А и на четверку уместно на 120 А. В таблице указаны более точные диапазоны:

Не рекомендуем долго держать средние значения. Только имея опыт работы, вы сможете подобрать оптимальный вариант сварки металла.
Особенности процесса
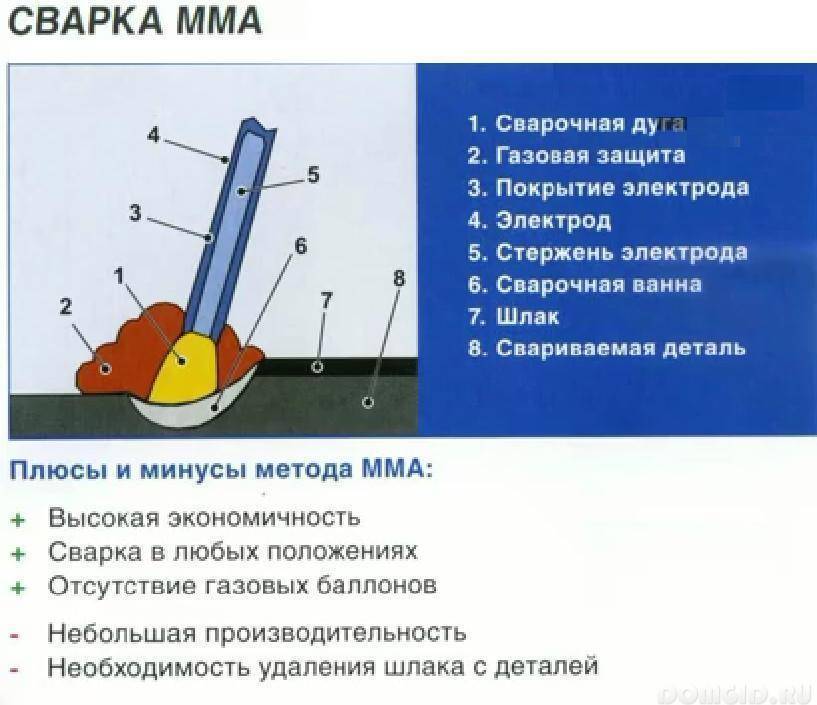
Ручная дуговая сварка имеет несколько явных плюсов:

- её можно выполнять даже в закрытых помещениях;
- благодаря большому ассортименту выпускаемых электродов, дуговая сварка подойдёт для множества различных металлов и сплавов. И если сначала вам нужно варить один металл, а потом другой, никаких проблем не возникнет. Перенастроить оборудование и поменять электроды можно достаточно быстро;
- дуговое электрооборудование имеет простую конструкцию, мало весит и легко транспортируется;
К минусам дуговой электросварки металлов следует отнести наличие вредных условий и низкий коэффициент полезного действия.
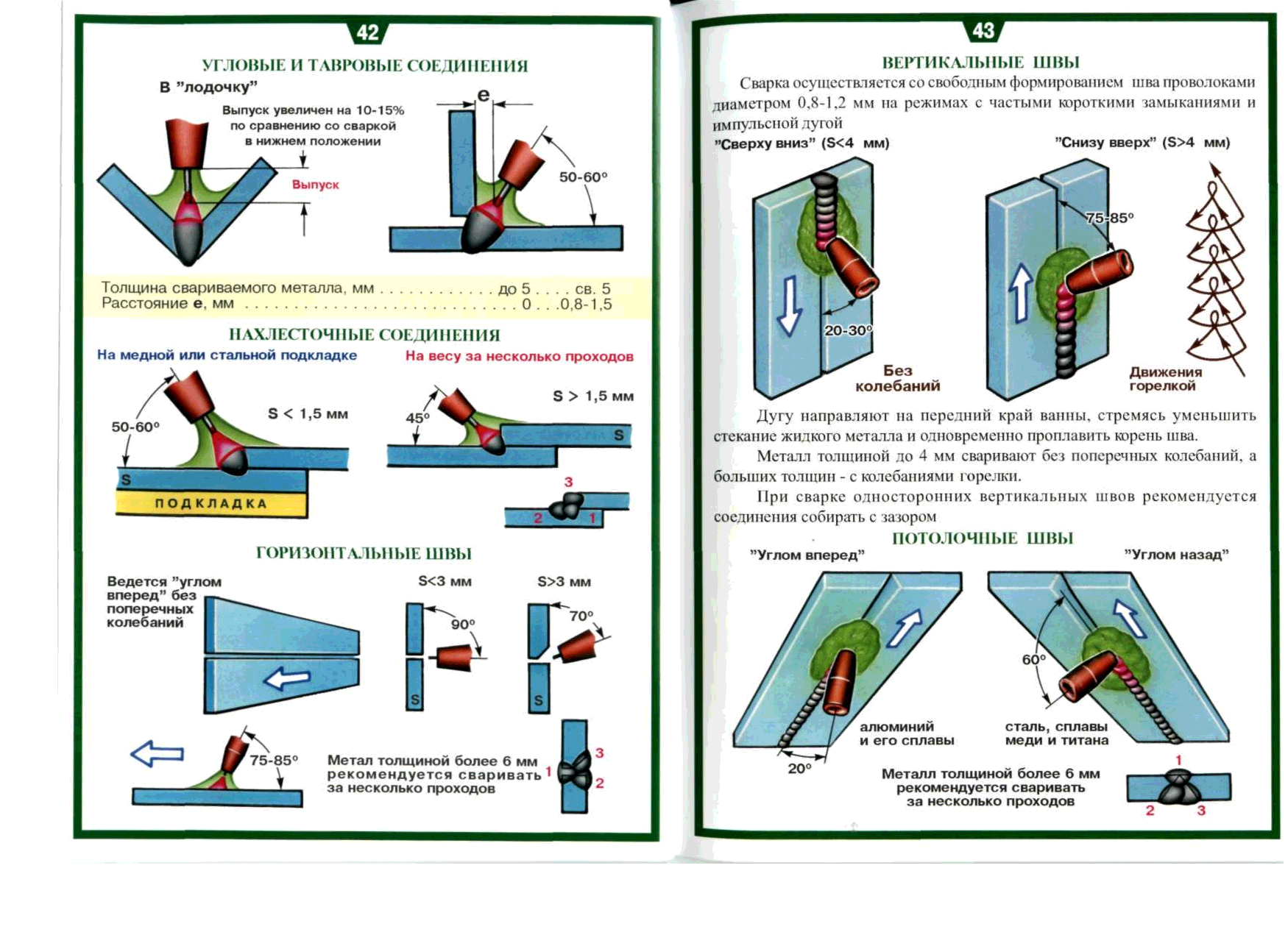
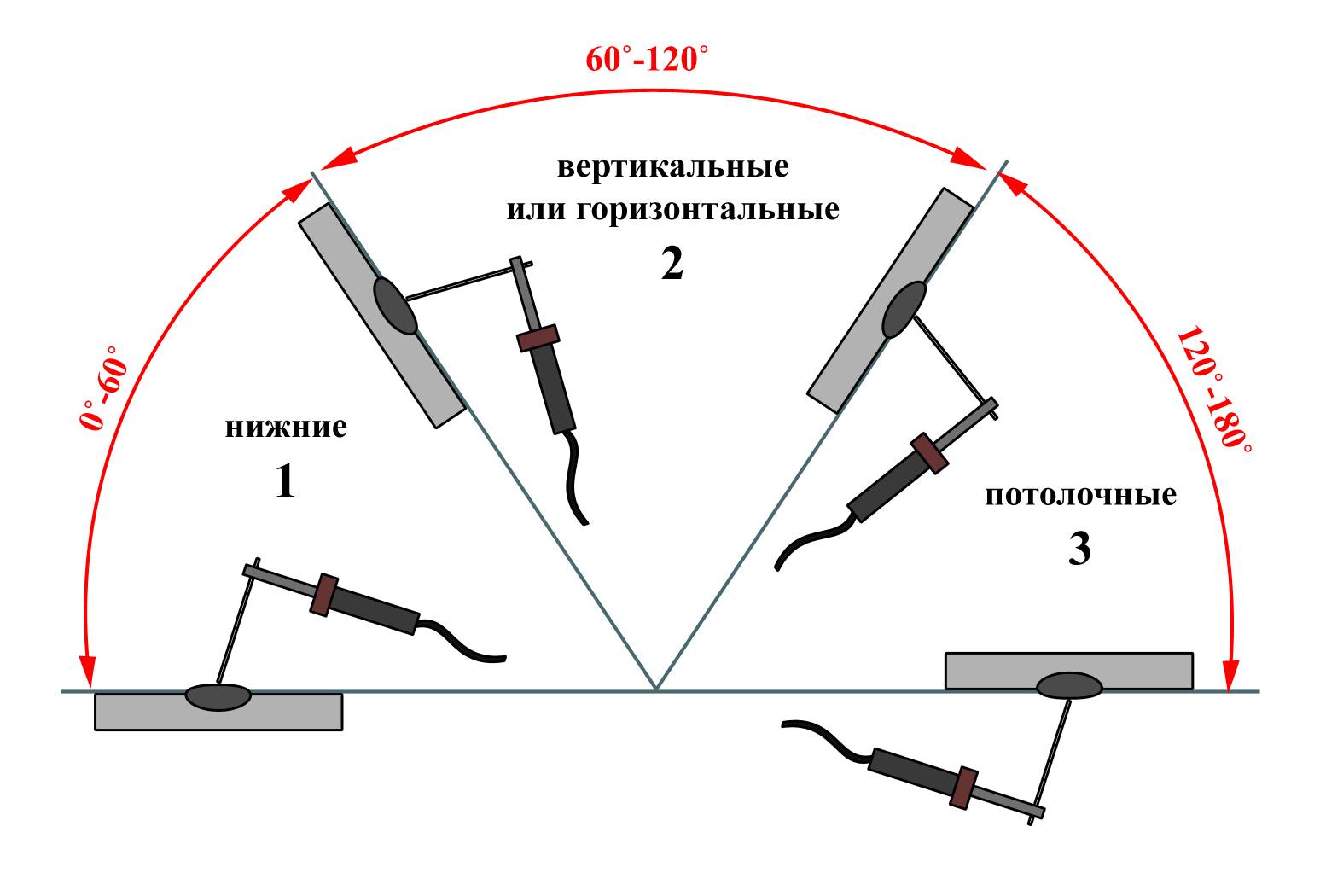
Проще всего провести дуговую сварку вручную, если металлоизделия располагаются в горизонтальном положении. В таком случае контролировать электрод и расплавленный металл очень удобно – сила тяжести не позволяет расплаву растекаться по сторонам.
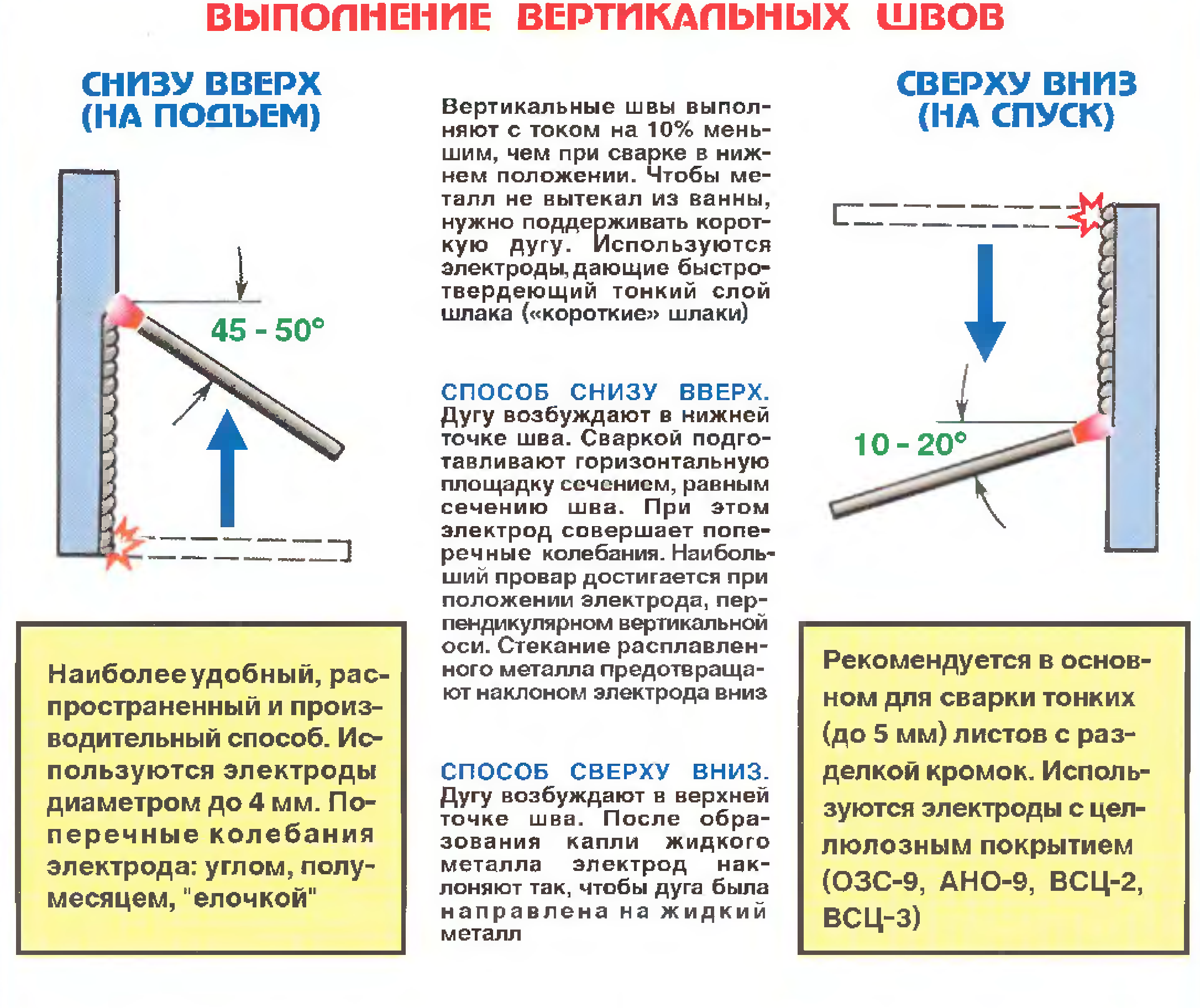
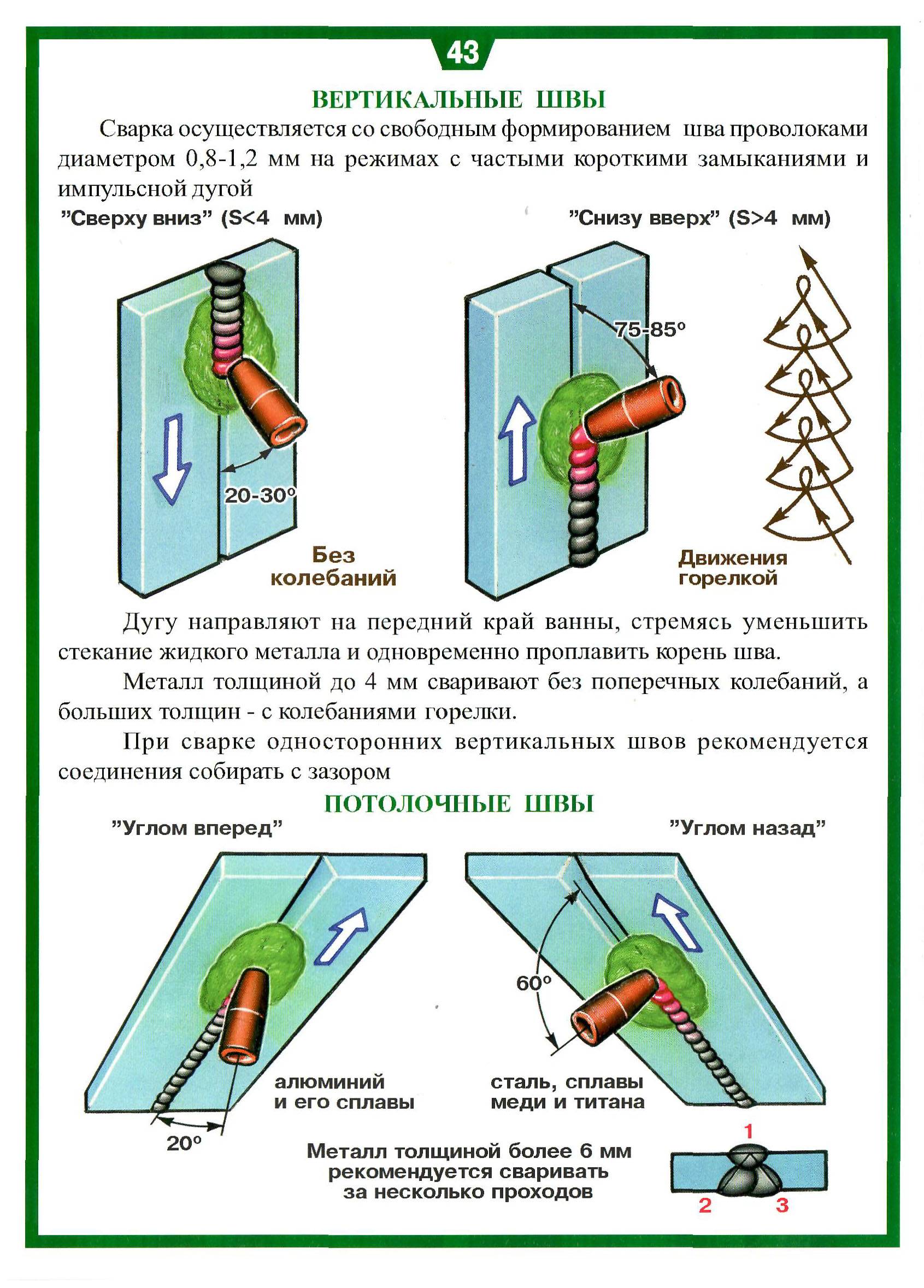
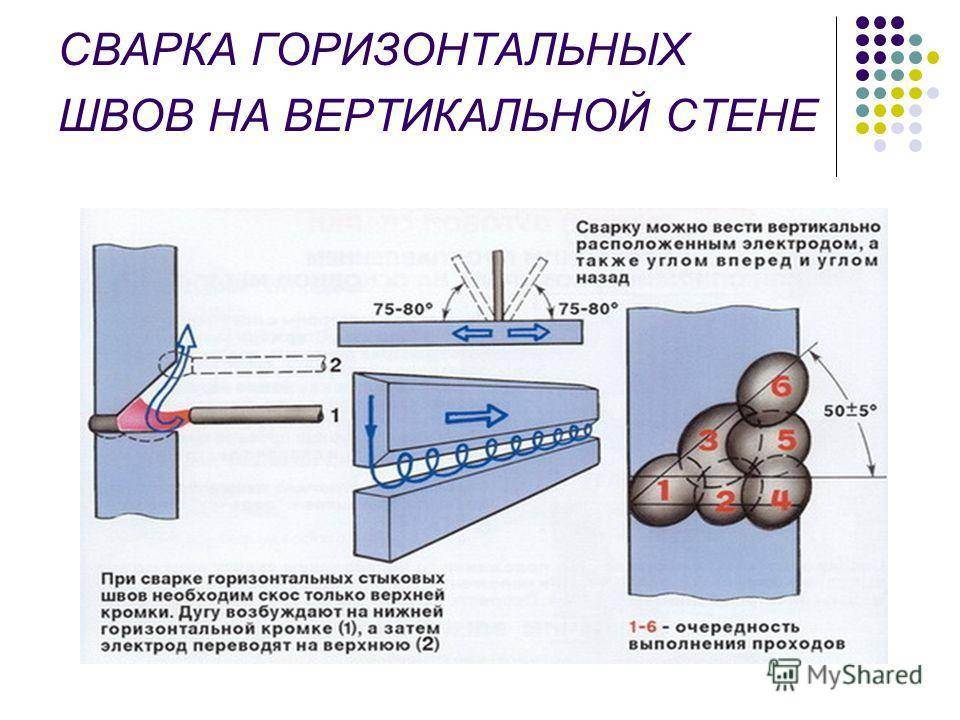
Гораздо более сложна вертикальная и потолочная дуговая сварка — подобные работы выполняют только профессионалы.
Что представляет собой инвертор
Сейчас есть широкий ассортимент инверторных сварочных аппаратов, которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить — это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после — в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
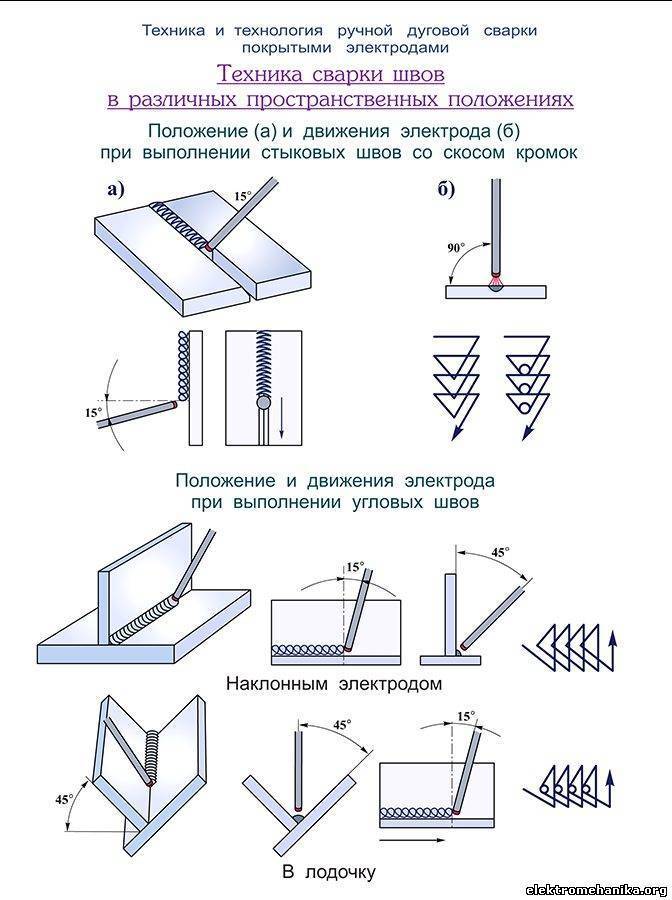
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
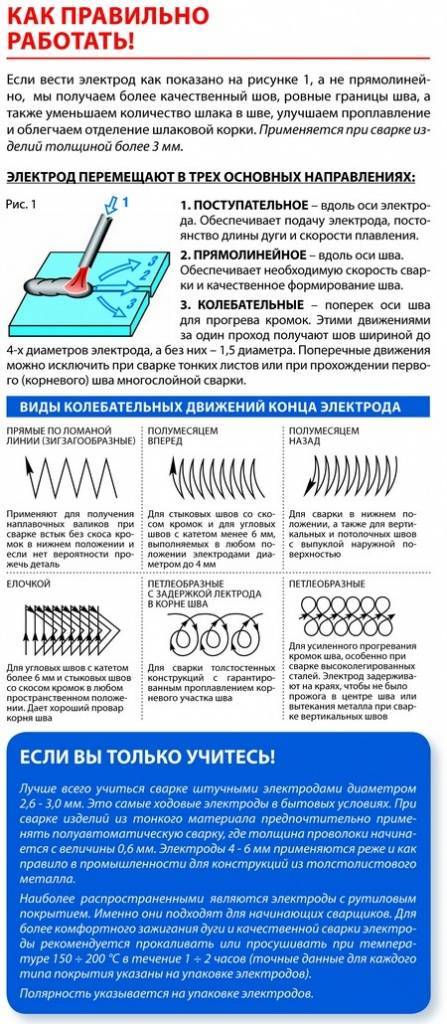
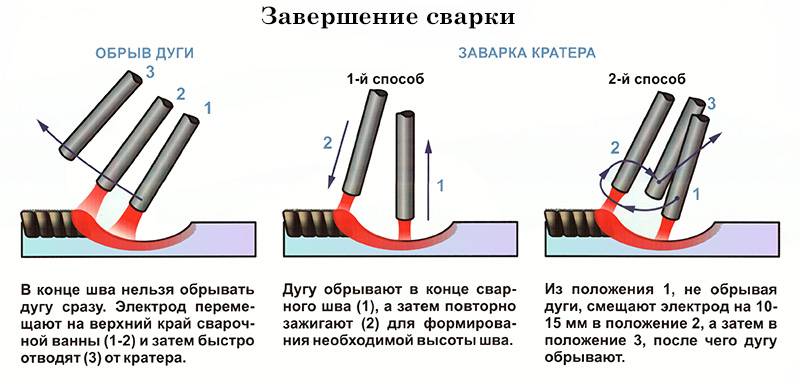
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
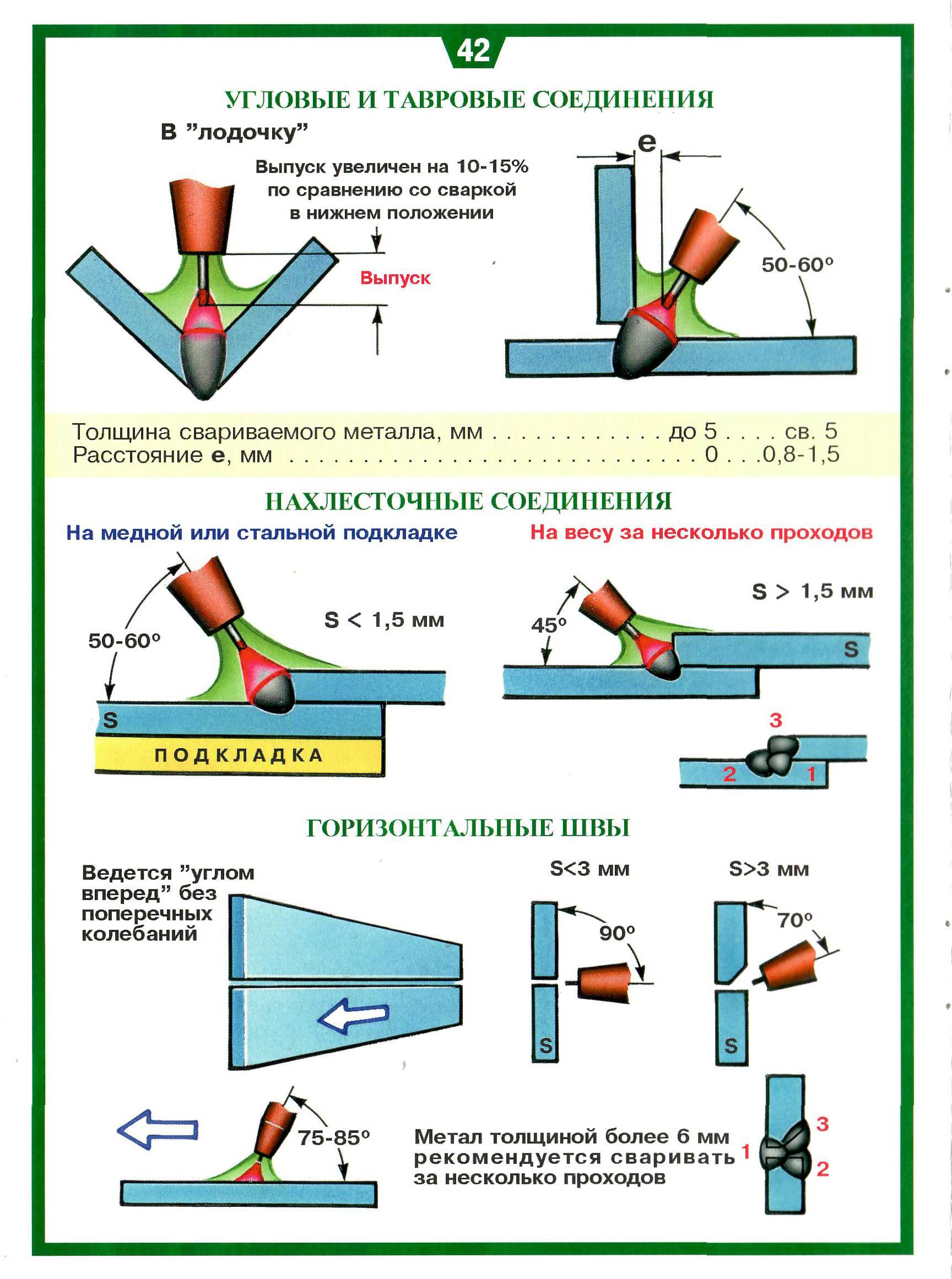
Различные варианты сварочных соединений
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла
В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата
Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Первые шаги в освоении инверторной сварки
Прежде чем приступать к освоению технологии сварки металла, потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла
Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты

Инструкция по использованию инвертора.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.


Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ»
Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.

Функциональные возможности сварочного инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.
Чтобы сделать валики, придерживайтесь такой последовательности действий:
Возьмите сварочный электрод и вставьте его в держатель инвертора.
Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
После того как появится электрическая дуга, направьте электрод на металл. Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой
Важно, чтобы оно не выходило за границы 3-5 мм.
Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Уделите этому достаточное время и найдите подходящее значение.





