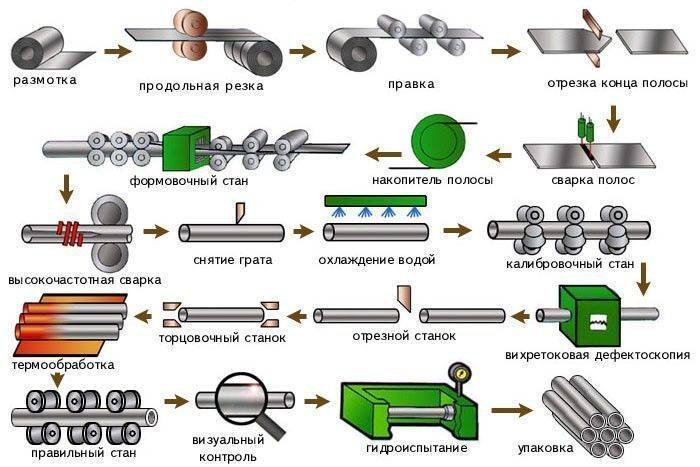
Этапы производства металлопрофиля
Большей популярностью пользуется продукция с повышенной прочностью. Cледует рассмотреть вариант изготовления профильных труб с применением технологии полного цикла.
Обработка штрипса
Так называется рулонный листовой металл. Он характеризуется разными габаритами. Однако для изготовления профильного изделия производится нарезка штрипса и формирование подходящих по размерам заготовок. Для этого используется станок продольной резки. На выходе получают длинные металлические полосы нужной ширины: от 50 мм и более. Затем они соединяются методом сварки и наматываются на барабан, что позволяет избежать простоя вальцовочного станка в процессе производства.
Изготовление заготовки
На следующем этапе металлические полосы отправляются на станок, где происходит формирование заготовок круглого сечения. Нагреву изделия пока не подвергаются. После этого заготовку пропускают через сварочное оборудование. На данном этапе происходит соединение краев изделия. Причем вальцы продолжают оказывать воздействие на заготовку. Благодаря этому удаляется грат (расплав, который появляется на внутренних стенках).
Профилирование трубы
На следующем этапе заготовки охлаждаются. После этого необходимо придать им правильную форму, для чего используются калибровочные вальцы. Затем останется только сформировать из полученной заготовки прямоугольную или квадратную трубу. Для этого тоже применяют вальцы. Если нужно получить продукцию овальной или плоскоовальной формы, процесс изготовления несколько упрощается. В этих случаях применяют только одну пару вальцов. Причем процесс охлаждения не прекращается.
Нарезка
На данном этапе осуществляется нарезка непрерывной заготовки, которая была сформирована ранее. Для этого используется пила. Процесс охлаждения не останавливается и во время нарезки изделий.
Контроль качества
При производстве профильной продукции выполняется оценка состояния поверхности, срезов, сварных швов. Перед тем как переходить к нарезке непрерывных заготовок, производят контроль качества. Основные методы:
- Вихретоковая дефектоскопия — способ, основанный на измерении взаимодействия внешнего электромагнитного поля вихревых токов и электромагнитного поля вихревых токов, которые появляются в исследуемом объекте. Цель метода — оценка качества термообработки, выявление погрешностей (искривлений, неровностей) поверхности.
- Визуальный контроль. При этом на последнем этапе производства выполняется оценка состояния изделий (внешний осмотр). Таким способом обнаруживаются дефекты, полученные вследствие износа или поломки вальцов. Данные погрешности качества изделия дефектоскоп не обнаружит.
Термообработка
После нарезки производится нагрев продукции. Эта мера позволит устранить напряжения на участках принудительного изгиба. После полного остывания готовых труб существенно повышается их прочность. Данный этап не следует исключать и при производстве труб по методу холодной деформации с помощью одного лишь вальцовочного станка.
В результате получают продукцию с увеличенным сроком службы. Это обусловлено снижением скорости износа профильных труб, особенно на участках, где они постоянно подвергаются деформационным нагрузкам. На внешние характеристики термообработка не влияет.
Методика работы
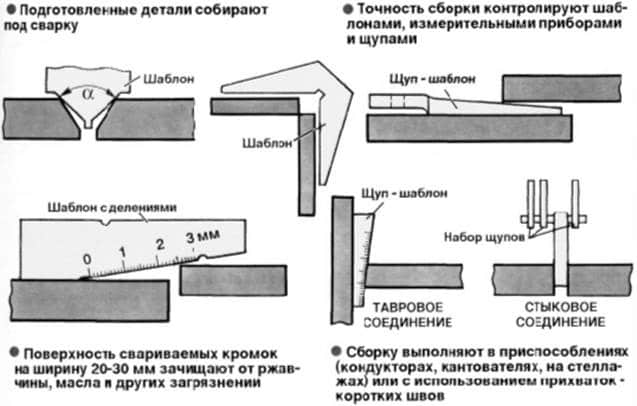
Подготовка конструкций
Успех мероприятия сильно зависит от того, как как следует мы к нему подготовимся. К примеру.
Перед тем, как сварить калитку из профильной трубы, стоит выполнить такие операции:
Для начала подбираем детали с нужной длиной и сечением. Подрезку по размеру стоит делать посредством пилы по металлу, а не сварочного аппарата – так кромки окажутся более ровными, и в будущем нам будет куда несложнее с ними работать.

- Потом – сглаживаем все трубы. В большинстве случаев именно на участках с кривизной деталь начинает «вести» при нагреве.
- Затем очищаем соединяемые участки от ржавчины, зачищая их до блеска или железной щеткой, или шлифовальной машинкой.
- В случае если нужно – сглаживаем кромки так, дабы при совмещении двух элементов зазор был минимальным. Чем тщательнее будет проведена эта операция, тем меньше сил мы затратим фактически при сварке.
- Потом укладываем все элементы в том положении, в котором они будут пребывать в готовой конструкции. При исполнении сварных работ нужно дополнительно фиксировать монтируемые детали, дабы они не деформировались и не смещались относительно друг друга. Снимать фиксацию стоит лишь по окончании остывания сварного шва.

Дуговая сварка
Итак, детали готовы к работе, возможно затевать их монтаж. И тут смогут употребляться две методики: электрическая либо газовая сварка. Ниже мы детально рассмотрим их обе.

Для электрической дуговой сварки нам пригодится сварочный аппарат. Цена аналогичных устройств достаточно громадна, потому стоит покупать его только тогда, в то время, когда вы планируете работать с металлом более-менее систематично. Для разовой работы нужно взять аппарат в аренду, тем более что возможностей для этого в большинстве случаев хватает.
Следующий момент – подбор электрода и режима работы. Тут на помощь придет такая таблица:
| Толщина стены трубы, мм | Диаметр электрода, мм | Ток на аппарате, А |
| 2 и менее | 1,5 – 1,6 | до 50 |
| 2 – 3 | 2 | 40 – 80 |
| 2 – 3 | 2,5 | 60 – 100 |
| 3 – 4 | 3 | 80 – 100 |
| 4 – 6 | 4 | 120 – 200 |
| 6 – 8 | 5 | 175 – 250 |
| 10 – 24 | 5 – 6 | 220 – 300 |
| до 50 | до 8 | 300 – 400 |
Сам процесс соединения делаем так:
- Детали фиксируем на сварочном столе либо на вспомогательных приспособлениях.
- В нескольких местах делаем точечную сварку, «прихватывая» трубы друг к другу. В большинстве случаев хватает фиксации в четырех – пяти точках на всех гранях трубы.

- По окончании завершения прихватки контролируем положение деталей. При необходимости ударами молотка исправляем позиционирование.
- Потом начинаем проваривать стыки соединяемых труб, формируя на каждом валик из расплавленного металла, который после этого оформится в виде сварного шва.
- Наряду с этим дугу ведем так, дабы кромки труб успевали расплавиться, но сам металл не проседал в полость изделия.

По окончании окончания работы даем конструкции остыть, а после этого приступаем к зачистке сварного шва. В будущем эти участки требуют максимально качественной защиты от коррозии, потому, что металл, подвергнутый действию больших температур, ржавеет существенно стремительнее.
Газовая сварка
Инструкция по сварному соединению профильных труб с применением газовой горелки будет, естественно, достаточно очень сильно различаться:

- Подготовку делаем по аналогичной схеме, что и при дуговой сварке.
- Перед тем как приступить к работе покрываем все стыкуемые поверхности порошковым флюсом, который будет содействовать упрочнению шва.
- Готовим присадочную проволоку: оптимально, в случае если по составу она будет совпадать с металлом, из которого изготовлена труба.
Потом начинаем соединение.
Делать это возможно двумя методами:
Для тонкостенных деталей подойдет шов «справа налево». Наряду с этим горелкой мы проводим по свариваемым кромкам, а проволоку-присадку подаем впереди горелки. За счет равномерного расплавления присадки и кромок обеспечивается формирование аккуратного и наряду с этим надежного шва.
Как и в случае с электросваркой, на каждом этапе контролируем положение деталей. В случае если отмечается хоть мельчайшая деформация, тут же сглаживаем конструкцию и снабжаем более прочную фиксацию.
По окончании остывания труб зачищаем швы абразивом и наносим на них антикоррозионное покрытие.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Шов после сварки ручным дуговым способомИсточник content.foto.my.mail.ru
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Сварочные электроды 2.5 ммИсточник main-cdn.goods.ru
Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.
Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
Сварочная проволока для профтрубыИсточник tck-market.ru
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А. На выбор значения влияет толщина металла
На выбор значения влияет толщина металла
На выбор значения влияет толщина металла.
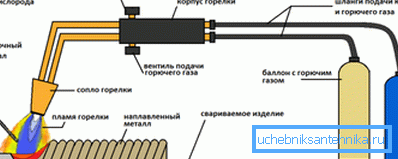
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
Оборудование для электродугового сварочного процессаИсточник 8.allegroimg.com




При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.
Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Технологические особенности газовой сваркиИсточник ds02.infourok.ru
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
Аппараты для сварки профильных труб
Выполнять соединение металлических труб можно с помощью двух основных видов аппаратов:
- Дуговой сварки;
- Газовой сварки.
Каждая из них имеет свои преимущества и недостатки. Принято считать, что газовая сварка более универсальная в своем применении. Она может справиться с самыми разнообразными задачами и различными типами металла. Но такой тип сварочного аппарата не каждый может себе позволить.
Более распространенным типом считается обычная дуговая сварка. Поэтому все, что потребуется для успешного крепления профильных труб:
- учитывать толщину стенки изделия;
- подобрать оптимальный диаметр электрода;
- выставить правильное напряжение на аппарате.
1 Сварка профильной трубы – общая информация
Традиционно сварка применяется в тех ситуациях, когда для монтажа канализационных и водопроводных систем используются металлические трубы. Хотя и пластиковые современные трубопроводы можно сваривать, просто данный процесс требует применения специальных закладных элементов. Профильные трубы из металла все же намного чаще подвергаются сварке, а популярность их использования обусловлена рядом факторов:
- доступной стоимостью;
- малой подверженностью металла всевозможным деформациям, зачастую неизбежным при эксплуатации трубопроводов;
- относительно малой массой изделий (несомненно, их вес выше, чем у пластиковых труб, но это не так критично, как можно было бы подумать);
- превосходной надежностью в процессе службы и долговечностью.
Кроме того, профильные трубы из металла дают возможность монтировать ту систему, которая вам необходима
И совсем неважно то, насколько она сложна и необычна. В любом случае она будет эксплуатироваться без сбоев на протяжении очень долгого времени. При этом, как было сказано, сам процесс сварки профильных труб объективно простой и недорогой
При этом, как было сказано, сам процесс сварки профильных труб объективно простой и недорогой.

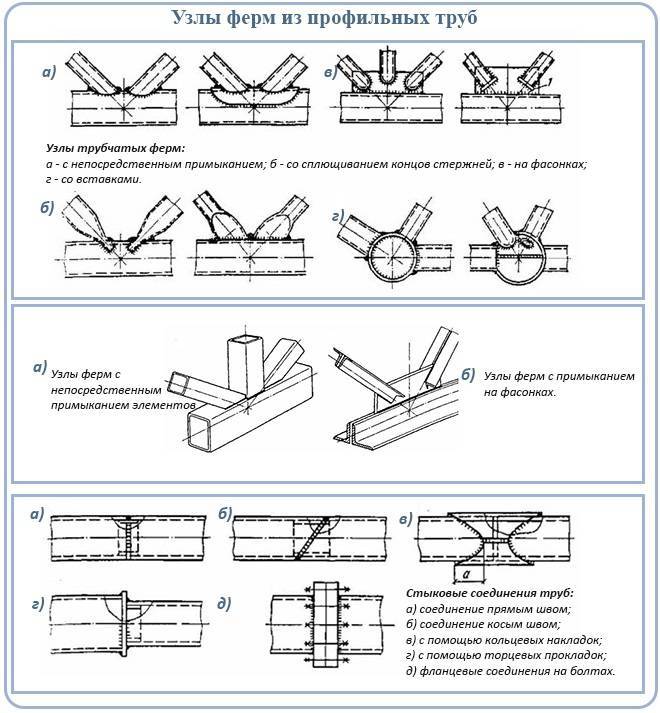
Сейчас для водопроводов и канализационных систем чаще всего применяют профильные трубы следующих видов:
- холоднодеформированные электросварные;
- горяче- и холоднодеформированные бесшовные;
- электросварные.
По типу сечения они могут быть самыми разными. Не только традиционными – квадратными или прямоугольными, но также и овальными, и даже многогранными
В принципе, не столь важно, по какой технологии изготавливают профильные трубы, какую форму сечения они имеют. Потребителей больше интересует их экономичность и прочность, а этими характеристиками данные конструкции не обделены

В связи с тем, что профильные трубы производятся из углеродистых и низколегированных видов стали (нержавеющие трубы встречаются очень редко), соединять их допускается по широко распространенным технологиям сварки:
- электродуговой;
- газовой;
- контактной.
Рассмотрим их более подробно, уделив внимание имеющимся нюансам для каждой технологии
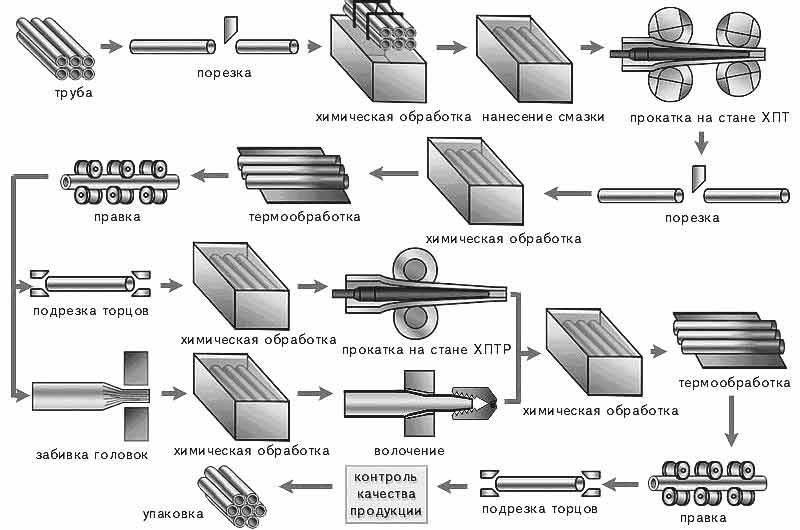
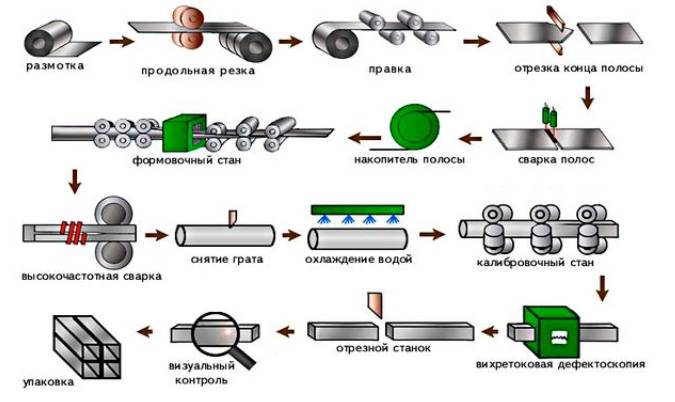
Изготовление толстостенных труб
В отличие от электросварных аналогов, где заготовка производится путем сворачивания в цилиндр плоского металлического листа заданной толщины, исходным материалом для изготовления бесшовной трубы служит монолитная стальная заготовка цилиндрической формы. На промышленных предприятиях используется две технологии, способные превратить металлическую штангу в полое изделие необходимого сечения и протяженности:
Горячая деформация
Используется преимущественно при производстве изделий толстостенного формата.
Последовательность изготовления здесь включает следующие этапы:
- Стальная массивная штанга цилиндрической формы помещается в печь и разогревается до фиксированной температуры, при которой стальной сплав делается мягким и пластичным, но еще не обладает текучестью.
- Разогретая заготовка попадает на мощный прошивной пресс, который превращает монолитную болванку в полый цилиндр. Специалисты называют его гильзой. Внешне она уже похожа на готовую трубу, но пока не обладает идеальной формой и необходимыми размерами.
- Последовательно проходя через группы вальцов, раскатывающих и вытягивающих металл, заготовка приобретает заданные габариты: длину, диаметр и толщину стенок.
- Далее, изделие остужается и подвергается финальной калибровке, после чего разделывается на отрезки необходимой длины и отправляется на склад.
Процедура изготовления регламентируется ГОСТ 8732-78. Метод горячей деформации плохо подходит для производства тонкостенных изделий, поскольку дает недостаточно высокое качество поверхности материала и более высокую погрешность по толщине стенок.
https://youtube.com/watch?v=bJlMDTRYvBY
Холодная деформация
Отличие этой технологии заключается в том, что раскаленная заготовка остужается сразу после прошивочного пресса, и через формовочные вальцы пропускается уже холодной. Затем, перед финальной калибровкой труба вновь разогревается и остужается, чтобы убрать из металла области внутренних напряжений, сделать его более пластичным и податливым. Все этапы изготовления труб способом холодной деформации регламентируются ГОСТ 8734-75.
Обе технологии позволяют получать изделия с неизменным показателем толщины стенок на всей протяженности, способные работать в условиях колоссальных показателей давления. Каждое готовое изделие обязательно проходит тестовые испытания, где его тщательно проверяют на изгиб, сплющивание, оценивают химический состав металла и способность успешно работать с агрессивными средами.
https://youtube.com/watch?v=dvadzbrtgnQ
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Газовая сварка
https://youtube.com/watch?v=rXRycorsAOo
Бытует мнение, что газом можно эффективно лишь резать металл, для его последующей переработки. Это не так. Опытный специалист, имея под рукой газовое оборудование, вполне может соединить в профильные трубы или две части трубы в одну. Сварка осуществляется при помощи ацетилена и кислорода. Смесь этих газов способна давать пламя, достаточное для плавления металла.
Кромки металла предварительно нагреваются, а зазор между ними заполняется расплавленной сталью. Сталь остывает, и образуется достаточно прочный шов. Однако такое соединение получается не всегда достаточно надежным. Чтобы его усилить, применяется сварочная проволока. Кромки металла покрываются дополнительно специальными порошками, чтобы удалить лишний воздух.
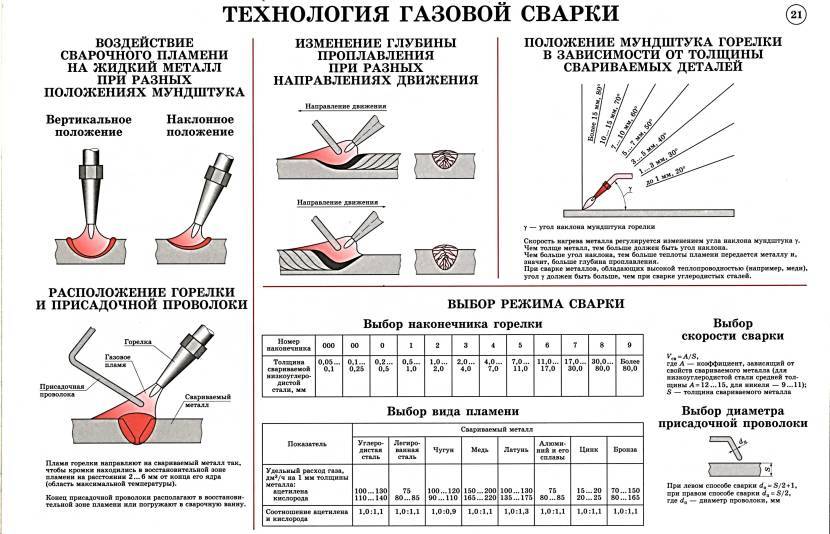
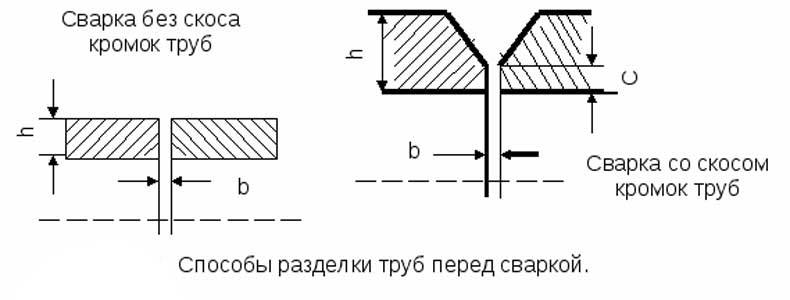
Технология сварки газом
Первоначально, необходимо зачистить кромки от грязи. Если металл имеют большую толщину, то кромки еще немного срезаются под углом – образуется скос.

Если металл тонкий, то перед горелкой выносится присадка, а движения горелкой осуществляются справа налево.
Если же толщина металла более 5 мм, то действуют несколько иначе: движения горелкой осуществляются слева направо, присадка располагается за пламенем.
Виды сварки
В зависимости от обстоятельств и особенностей изготавливаемой конструкции, могут быть задействованы следующие технологии сварочных работ.
- Ручная.
- Газовая.
- Полуавтоматическая либо автоматическая (производимая при помощи флюса). Данная технология применяется, когда в качестве заготовки используется горячекатаная сталь (в листах, с мерной длиной).
- Полуавтоматическая либо автоматическая (производимая в среде из защитных газов).
- Электродуговая – основанная на использовании специальных металлических электродов.
- Контактная/стыковая (производимая при высокочастотном нагреве).
- Порошковая.
Рассмотрим наиболее популярные из приведенных видов сварки в подробностях.
Перед началом работ не забудьте надеть защитную маску
Газовая технология
Если предстоит сварка тонкостенных профильных труб, смело выбирайте газовую методику, которая основана на разогреве кромок при помощи газокислородного пламени, приводящем к заполнению зазора между элементами. Данный способ уступает альтернативному – ручному, но для соединения конструкций с тонкими стенками вполне годится. В качестве газа для таких сварочных работ используют кислород либо ацетилен.



Кроме газа, понадобится насадка – специальная сварочная проволока, по составу близкая к материалу, из которого изготовлены элементы, требующие соединения, а также порошки/пасты, снижающие окисления металла.
Процесс сварки не так сложен, как вы думаете, главное – выбрать подходящую технологию
Порядок действий будет таким:
- Подготовьте кромки: очистите края от грязи, придайте необходимую форму, сделав скос.
- Приступайте к сварочным работам, которые можно проделать с помощью двух техник:
- Шов делается справа налево. Метод подходит для соединения элементов с тонкими стенками. Горелку с пламенем (присадкой вперед) необходимо направить на кромки, затем края сварить.
- Шов делается слева направо. Техника незаменима для сварки конструкций, толщина стенок которых превышает 5 мм. При этом газа расходуется меньше, чем согласно методике, описанной в пункте А.
Горелку в таком случае направляют на соединенную часть шва.
Фотофрагмент газовой сварки
Электродуговая сварка
Этот вид сварочных работ позволяет соединять элементы под любым углом. Самое распространенное расположение шва для электродуговой технологии – нижнее. Но многое зависит от особенностей соединения и толщины стенок конструкции. Иногда положение шва бывает горизонтальным, вертикальным, потолочным.
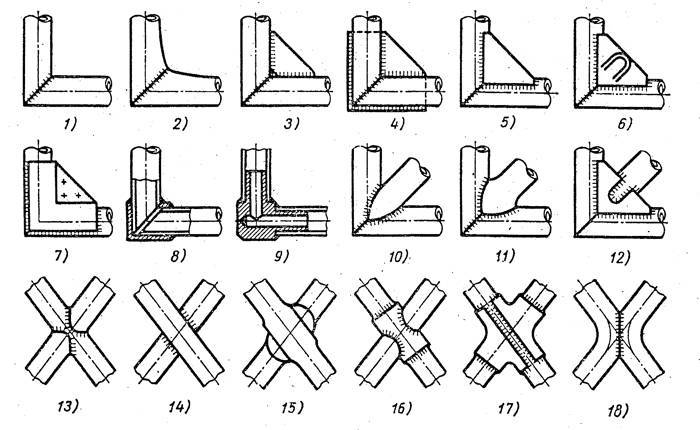
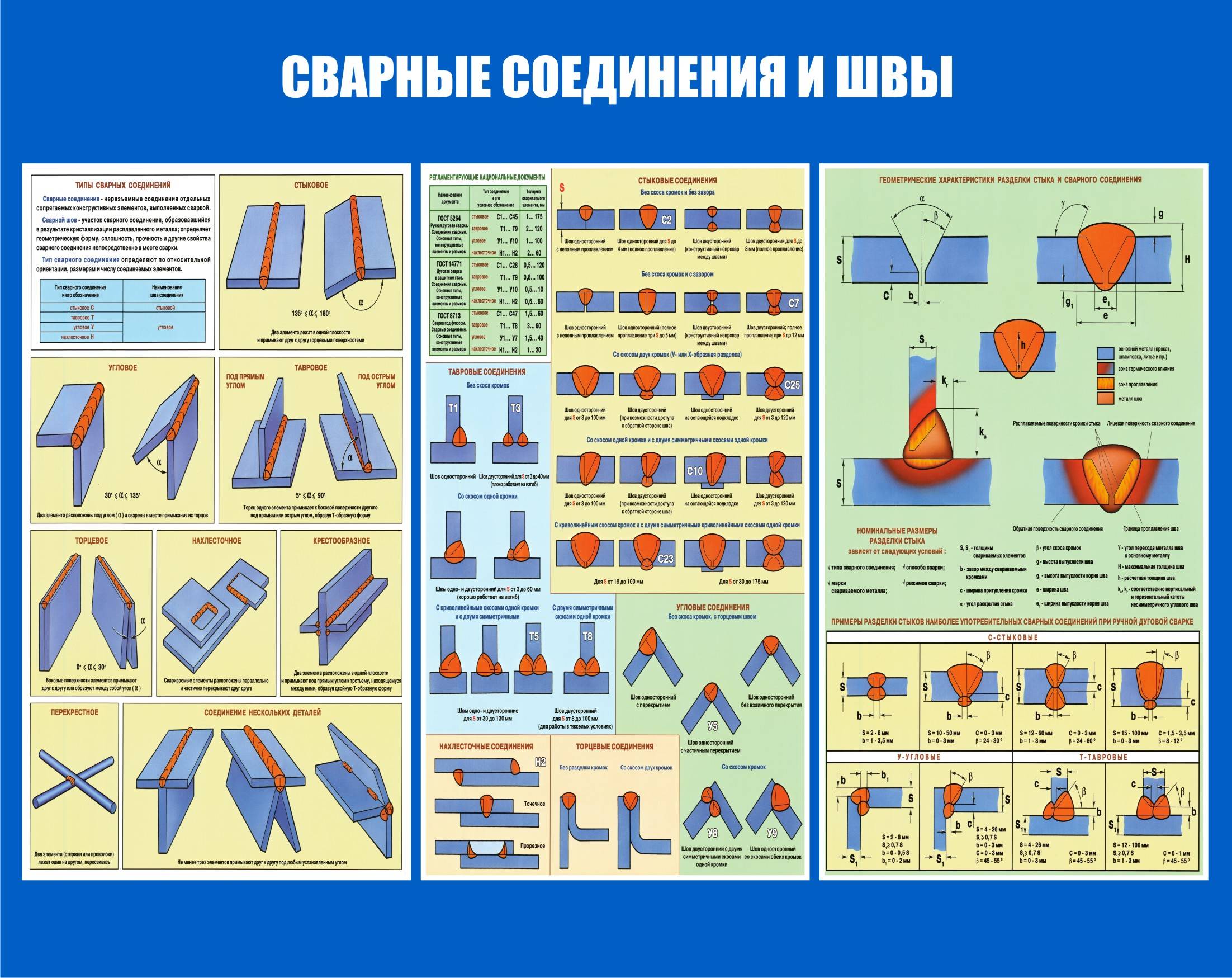
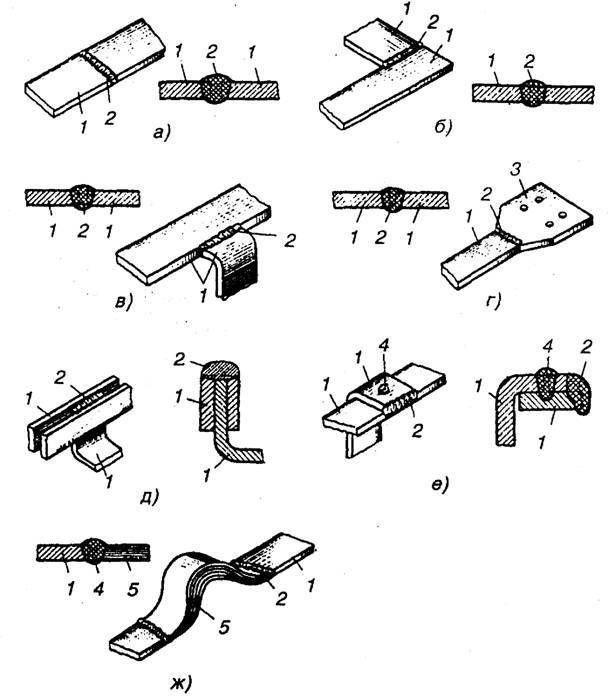
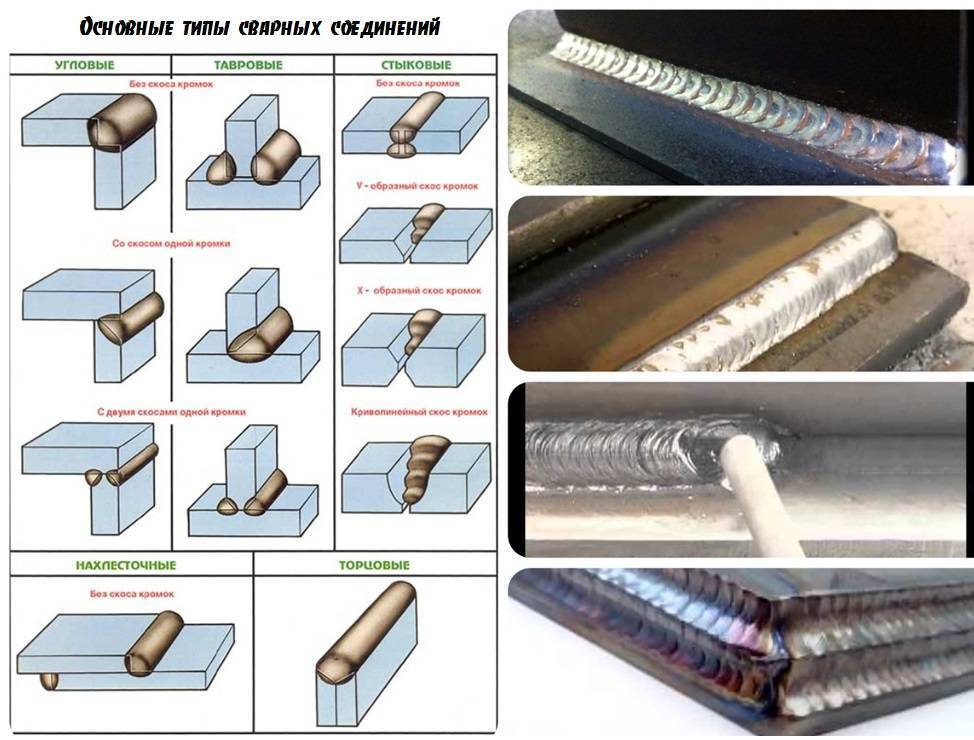
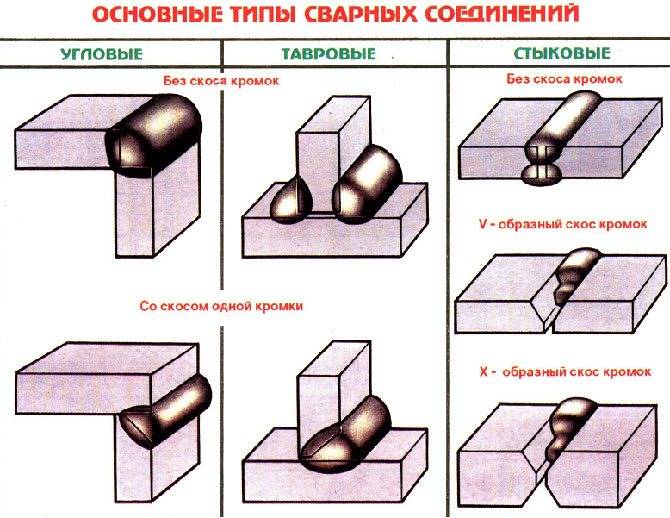
Что касается типов соединения, то для электродуговой сварки используют следующие:
- угловое;
- стыковое;
- тавровое;
- внахлест.
Выбор режима во время электродуговой сварки – дело ответственное. При его настройке исходите из следующих показателей:
- скорость процесса (интенсивность передвижения электрода);
- напряжение на дуге;
- род/полярность тока;
- диаметр электрода;
- сила тока;
- наклон электрода.
Знакомьтесь: схема соединения при помощи электродов
Чтобы работы были произведены качественно, следует грамотно выбрать приспособления для сварки профильных труб, в первую очередь – электроды. Такие изделия бывают плавящимися и неплавящимися. Если вы предпочли последний тип, то непременно запаситесь и присадочной проволокой. Благодаря указанному «тандему» вы добьетесь швов идеального качества.
Неплавящиеся электроды обычно выбирают для соединения одинаковых по диаметру элементов, для всех других случаев подойдет плавящийся вид.
Определяясь, какого диаметра электроды вам купить для работы, непременно учитывайте толщину стенок конструкции. Для тонкостенных изделий нельзя приобретать толстые электроды, иначе вы рискуете попросту пропалить и испортить трубы.
Сила тока зависит от электродов. Самые безупречные швы получаются при максимальных данных силы тока. Если показатель ниже нормы, качество произведенной сварки будет сомнительным.
Контактная методика: как это происходит
Контактная методика
Соединение конструкций при такой технологии получается максимально надежным и долговечным, работы можно выполнять в любых (даже самых сложных) климатических условиях. Например, контактная сварка ворот из профильной трубы увеличит срок их службы минимум на 10 лет.
Однако работать с данной технологией сложно – справятся только специалисты. Принцип методики таков: изделия скрепляются при помощи нагревания с использованием тока. Также можно соединить элементы и за счет сопротивления либо наплавления.
Скреплять трубы можно и без сварки – при помощи таких вот приспособлений
Секреты и техника сварки инвертором для начинающих
- Для сварки возьмите обычный домашний сварочный инвертор.
- Оптимальный диаметр электрода 2,5 мм, «трешка» требует большего тока.
- Включите электрод. Для этого натрите его о плоскую металлическую поверхность.
- Проведите сварку восьмеркой. Начиная снизу вверх с шагом не более 1 мм.
- Не готовьте продукт сразу от начала до конца. Сделайте пару прихваток, чтобы металл не отслаивался от нагрева с разных сторон.
- Если после сварки и взбивания шлака остались пустоты, снова прокипятите эти места.
- Устранение отходов. Береги глаза! Наденьте защитные очки или сварочный шлем-хамелеон.

Самый распространенный в быту электрод — «тройка». Стандартные инверторы тянут «четыре», и вам не нужно больше. Есть возможность изменять и подбирать силу тока в процессе сварки, выбирая оптимальный режим. Слишком сильно обнажить — прожечь дырку, слишком мало — электрод прилипнет.
К ящику знаний:
- Сварные швы бывают горизонтальными, вертикальными и потолочными.
- Самый простой для новичков — горизонтальный.
- Качественный вертикальный шов добиться особенно сложно из-за неудобных условий работы.
Работа сварщика состоит в том, чтобы «слепить» друг друга две кромки свариваемого металла и сварить поверх стыка расплавленный металл из электродного стержня.
Чтобы приварить стальной уголок к металлическому столбу, лучше использовать магнитные зажимы или угольники. Если вы попросите друга помочь удержать кусок, он может подобрать «кроликов» и обжечься брызгами расплавленного металла.

Как точно определить оптимальный сварочный ток?
Достаньте кусок металла. Установите силу тока выше и готовьте. Если он прожигает металл, уменьшите силу тока. Найдите ту силу тока, при которой вам будет комфортно готовить, не сжигая металл. Опыт приобретается практикой. Потренируйтесь на кусках ржавого металла, засуньте руку внутрь. После нескольких электродов, пригоревших на прихватках на ржавчине, то на хорошем металле дела пойдут быстрее.

Мой совет: Тщательно очищайте сварные детали и стыки от ржавчины и краски до голого металла.
Хороший совет. Также можно узнать, как правильно приготовить красивые вертикальные швы. После выполнения этой тренировки горизонтальный шов становится идеальным.
Шестеренки и Шестеренка-паразитка
Чем меньше шестерни в главной паре, тем слабее катушка. Для спиннинга нужны увеличенные шестеренки.
FluiDrive Gearling — шестерни главной пары представляют собой зубчатый механизм с плавным движением.
Digital Gear Design — маркировка катушки, в производстве которой были задействованы компьютерные технологии.
Haper Gear — катушка, зубцы шестерней которой подвергаются дополнительной механической обработке, чтобы улучшить сцепление, уменьшить люфты.
Шестерня-паразитка по форме может быть в виде квадрата или круга. Шестеренка квадратной формы способствует более ровному накручиванию лески на шпулю, в том числе и у бортиков. Шестерня-паразитка бывает также эллипсоидной формы, а каретка стыкуется с ней посредством шарниров.
Способ №1. Краб-элементы
Универсальные крепежные элементы, предназначенные для соединения профильной трубы прямоугольного/квадратного сечения. Каждый «краб» состоит из нескольких частей, которые при монтаже стягиваются болтами. Части «краба» выполняются из 1,5-миллиметрового металла, имеющего стойкое полимерное либо цинковое покрытие.
Краб-крепление для профильной трубы
Существуют такие виды краб-элементов:
- объемные (предназначены для соединения трех труб по углам или четырех внутри);
- Т-образные (предназначены для соединения трех труб);
- Х-образные (предназначены для фиксации четырех труб);
- Г-образные (предназначены для соединения двух профилей).
Разновидности креплений профильных труб краб-системой Домашние мастера используют краб-системы, чтобы без сварки собирать:
- теплицы, парники;
- стеллажи, скамейки;
- летний душ;
- клетки для питомцев, вольеры;
- беседки, навесы;
- опоры для вьющихся растений, легкие ограждения.
Такие крепежи используются в теплицах и парниках
Плюсы
- большой срок службы (до 50-ти лет);
- конструкции можно многократно собирать/разбирать;
- доступная стоимость краб-элементов;
- со сборкой справится даже неквалифицированный работник;
- универсальность.
Минусы
- нельзя соединять трубы больше 40х40 мм;
- места соединений нужно защищать от коррозии, т. к. в них скапливается влага;
- трубы можно соединять лишь под углом 90 градусов;
- если возникнет большая нагрузка на разрыв, может произойти вытаскивание труб из краб-элементов;
- гайки нужно регулярно подтягивать.
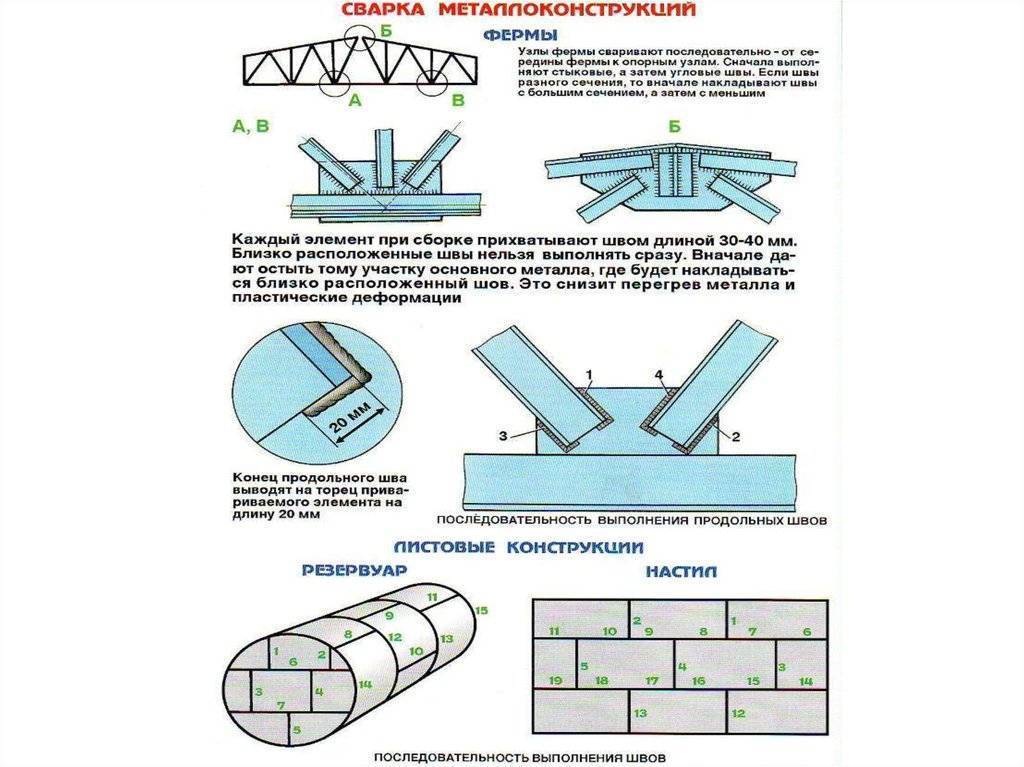
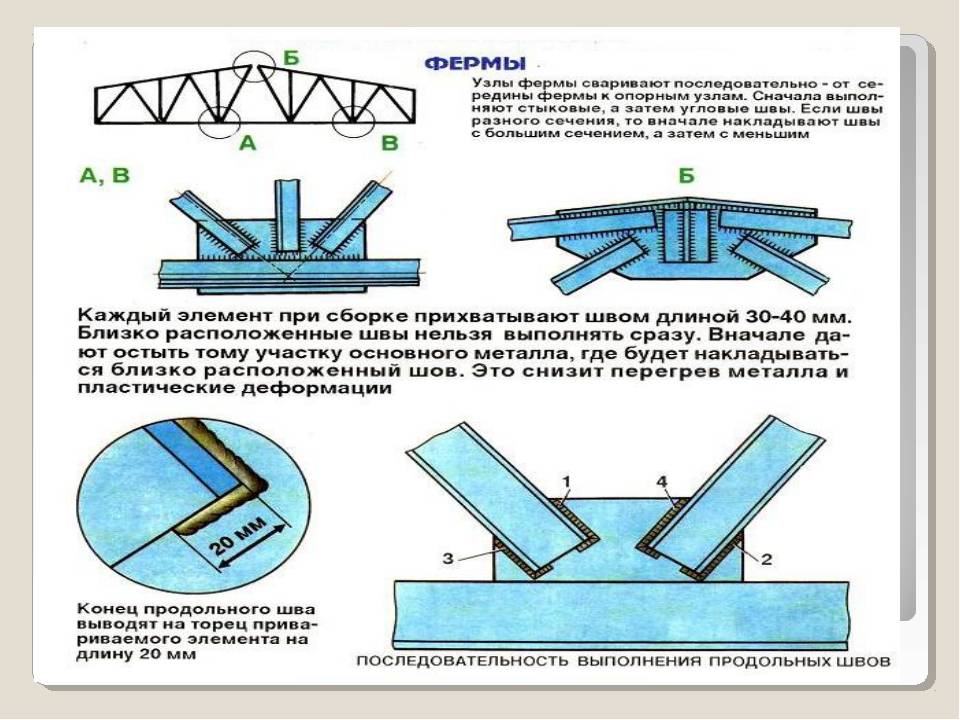
Сборка стропильной системы
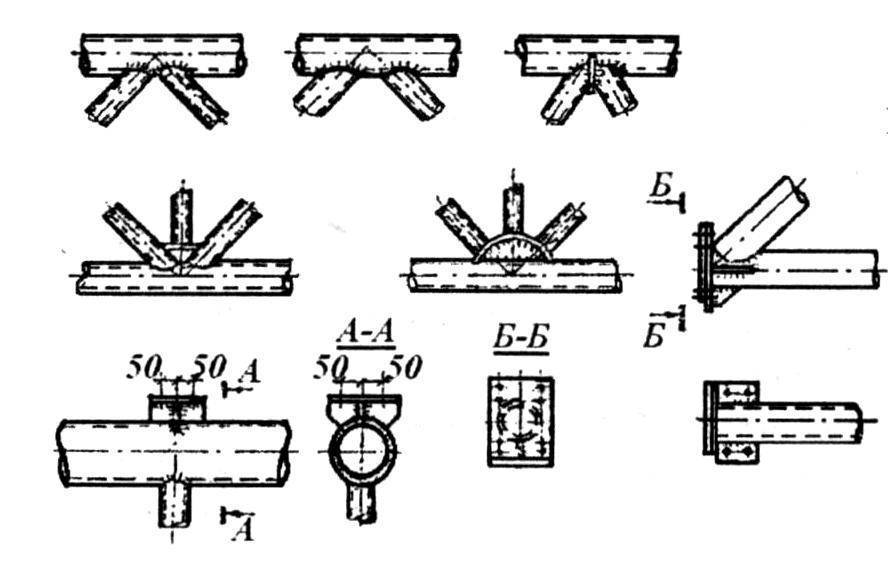
Согласно схеме на раму из уголков привариваются профильные трубы небольшого сечения – 40-20 мм. Они будут служить обрешёткой. Однако большие размеры площадки, а, следовательно, и кровли, обязаны получить должное усиление.
Этому послужат сборные фермы. Что это такое? Это два металлических пояса, соединённые между собой зигзагообразно. Несколько конструкций защитят навес металлический каркас от прогибания. Как сделать:
- Сначала сваривают раму из уголков или профильной трубы.
- Между поясами устанавливают патрубки. Угол между ними должен быть не больше прямого.
- Поперёк ферм, прихваточными швами, наваривается обрешётка, шаг которой тоже подчиняется проекту.
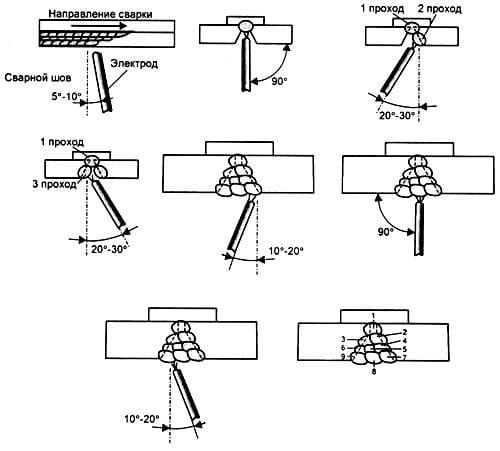
Сварка неповоротного вертикального стыка
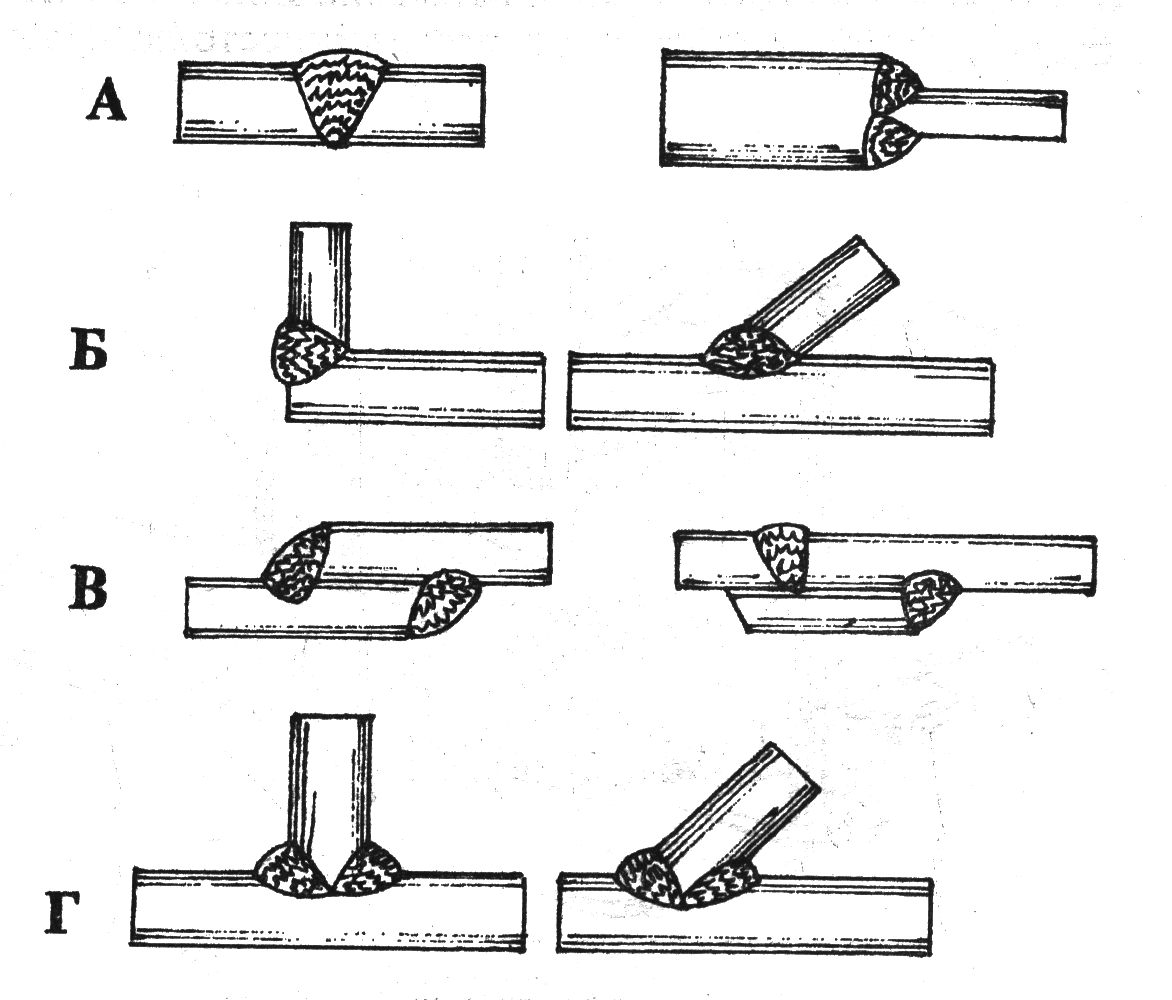
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм, где dэ – диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов – «замковое» соединение – зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
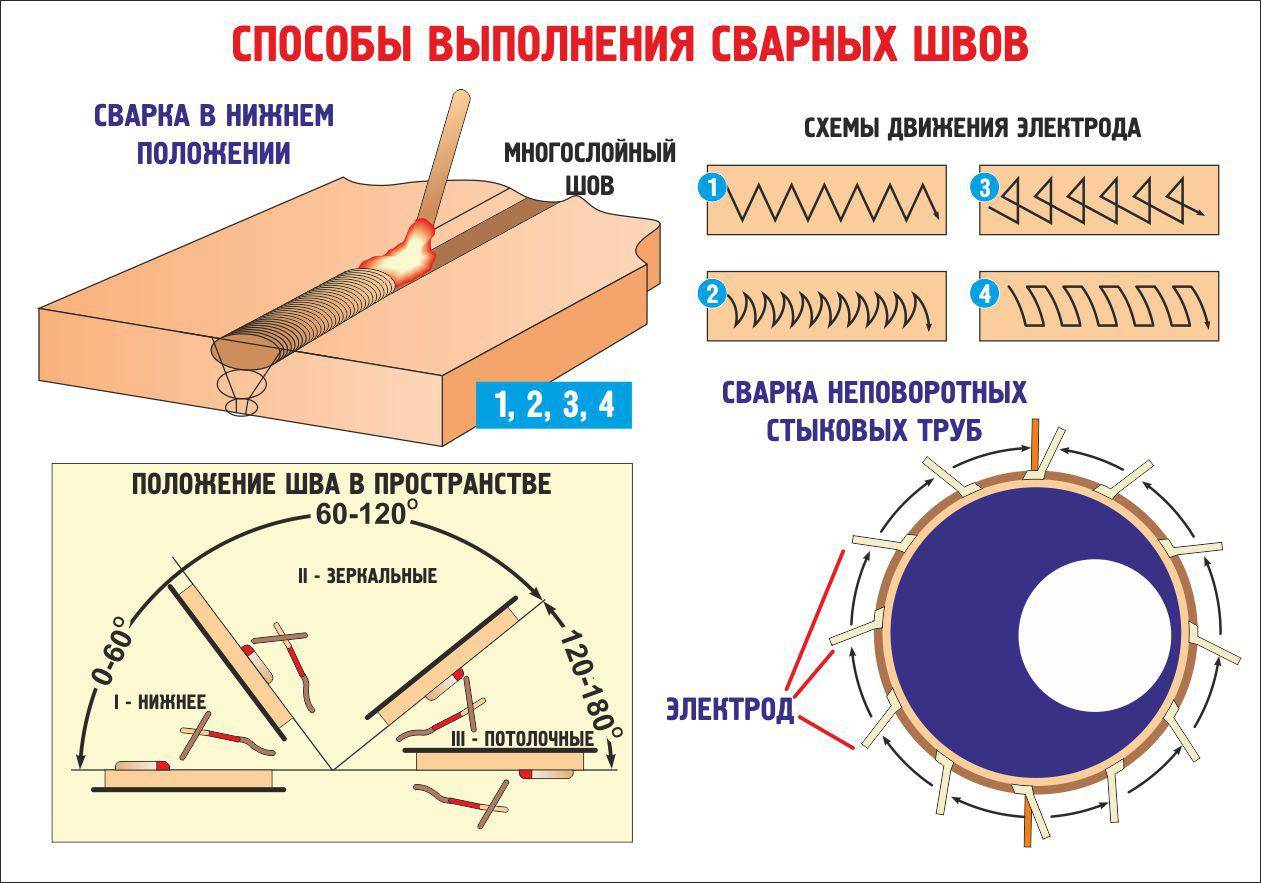


Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
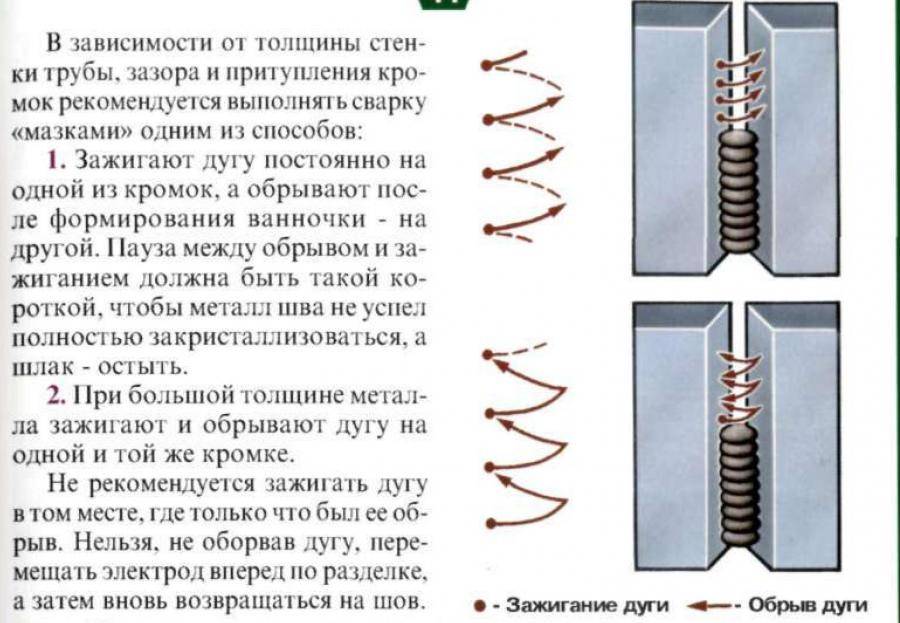
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки – на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак – остыть. | |
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Особенности тонкостенных труб
Для производства профильных труб используют нержавеющую или углеродистую стали. Эта разновидность металлопроката изготавливается по технологии формовки. Благодаря широкому диапазону сечений (10–500 мм) можно выбрать изделие, подходящее для конкретных работ.
Из профильного металлопроката производят прочные легкие конструкции, работы можно выполнять как на основе чертежей, так и без них.
Профильные трубы отличаются:
- небольшим весом, благодаря которому снижаются затраты на возведение, транспортировку и монтаж готовой конструкции;
- возможностью выбора оптимально подходящего размера и диаметра;
- стандартными размерами типовых тонкостенных конструкций, облегчающими их торцевание и стыковку;
- унифицированной толщиной стенок изделий;
- гладкой внешней и внутренней поверхностями.
Путем сварки тонкостенных труб изготавливают поликарбонатные теплицы, декоративные опоры для заборов, гаражей, ворот, навесов, коммуникационные магистрали.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Прежде чем приступить к свариванию тонкостенного проката, стоит уделить время ознакомлению с особенностями работы с профметаллами. Иначе качество сварных соединений будет низким, а на исправление ошибок потребуется время и дополнительные средства.