Сварка алюминия – особенности и сложности
Первое, о чем хочу сказать сразу, алюминий во время варки не проявляет себя так же, как остальные металлы – то есть не меняет цвет при нагреве, как, например, это можно наблюдать у железа и меди. Из-за этого ухудшается визуальный контроль процесса, и сварщику тяжело понять:
- Достаточен ли нагрев деталей в месте соединения.
- Произошла ли заделка стыка, и образовался ли шов.
- Продолжать ли термообработку или остановиться.
К этому добавляется проблема высокого показателя теплопроводности, из-за чего перегрев может привести к деформации изделия. Учесть все это и сделать качественный шов под силу только опытному сварщику.
Далее чтобы решить, чем и как заварить алюминий в домашних условиях – простым электродом или специальным, обычным аппаратом или инвертором – советую учесть следующий ряд особенностей:
Оксидная пленка.
Алюминий и его сплавы образуют на поверхности тугоплавкую окисную пленку. Так, если сам металл плавится уже при 660°C, то покрытие – свыше 2000°C.
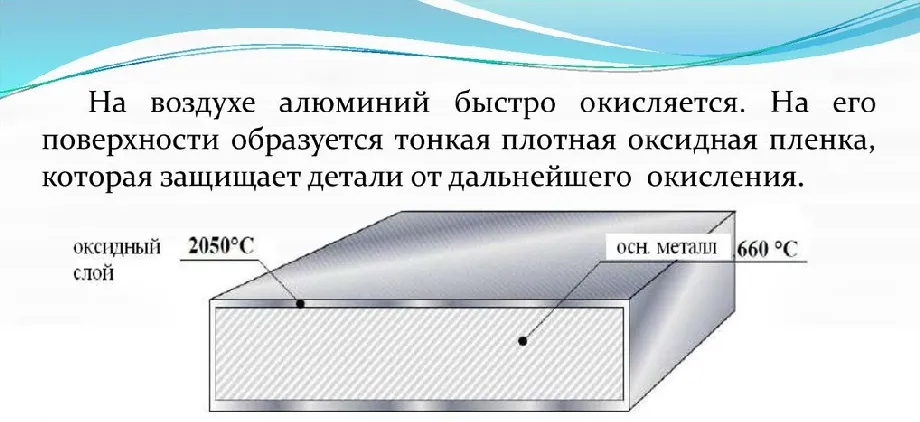 На воздухе алюминий быстро покрывается тугоплавкой оксидной пленкой
На воздухе алюминий быстро покрывается тугоплавкой оксидной пленкой
Это становится проблемой, влияющей на качество шва. Решить ее можно, если непосредственно перед работой тщательно зачистить поверхность до блеска.
Повышенная текучесть.
В расплавленном виде дюраль отличается повышенной текучестью. Из-за этого возникает реальная проблема формирования сварной ванны.
Единственное, что может помочь в этом случае, это применение специальных подложек. Изготавливаются они из материала, быстро отводящего тепло. Благодаря этому металл не успевает растекаться, застывает и образует шов.
Вредные примеси.
Из-за особенностей изготовления алюминий содержит растворенные примеси. В ходе варки они дают о себе знать, проявляясь в негативной форме.
Например, водород формирует в застывающем шве структурные поры, а кремний – трещины. Все это способствует ухудшению прочности сварного соединения.
Расплавленный металл быстро покрывается оксидной пленкой.
Как только начался процесс, тут же образуются капли расплава, и они сразу покрываются окисной пленкой. В результате монолитного соединения не получится.
 Для создания качественного шва требуется варка в среде инертного газа
Для создания качественного шва требуется варка в среде инертного газа
Решается проблема ограждением рабочей зоны от атмосферного кислорода инертным газом. Без аргона здесь не обойтись – именно поэтому прежде чем сварить алюминий, требуется подумать о том, как в домашних условиях будет выполняться данное условие.
Высокое значение тока.
Величина теплопроводности металла заставляет искать оптимальные условия варки. Одним из них является применение сварочного тока большого значения.
По крайней мере, при варке обычной стали требуется ток в 1,5 раза меньший. Это при том, что плавится она при гораздо больше температуре, чем алюминий.
Большой коэффициент теплового расширения.
Соединенные в нагретом состоянии детали после остывания могут перекривиться. Происходит это в силу сильной усадки материала.
Чем можно объяснить плохую свариваемость алюминия
Сварка алюминия и его сплавов обладает некоторыми сложностями и трудностями, которые могут повлиять на дальнейшее качество и прочность сварных швов. Это объясняется определенными особенностями данного металла:
- главная трудность тепловой обработки заключается в том, что на поверхности металла постоянно образуется окисная пленка. Она плавится при высоких температурах – 2044 градусов. А сам металл расплавляется при сниженной температуре – при 660 градусах;
- во время сварки алюминия в сварной области образуются капли сварного металла, на которых быстро образуется покрытие из окисной тугоплавкой пленки. Именно она предотвращает получение равномерного соединения. Чтобы предотвратить все эти проблемы алюминиевая сварка должна выполняться с применением защиты сварной области от взаимодействия с окружающим воздухом. Для этих целей применяется аргоновый газ;
- при расплавлении у алюминия наблюдается высокая степень текучести, именно это создает трудности при формировании сварной ванны. По этой причине технология сварки алюминиевых сплавов рекомендует применять специальные подкладки с теплоотводящей структурой;
- в состав алюминия входит водород в растворенном виде, который во время застывания металла начинает выходить наружу. Это может привести к появлению в области шва пор и кристаллизованных трещин. Многие сплавы из алюминия имеют в составе повышенный уровень кремния, именно это вызывает появление трещин во время охлаждения деталей;
- алюминий обладает высоким коэффициентом линейного расширения. Из-за этого возникает сильная усадка металла во время его застывания. Все это приводит к деформированию соединений у деталей, которые применяются для сваривания;
- процесс сварки сплавов из алюминия должен проводиться только под воздействием высоких разрядов тока. Это объясняется тем, что этот металл имеет высокую теплопроводность. А вот во время сварки других сталей применяются токи с наименьшей силой – 1,2-15 раза. Это связано с тем, что они в отличие от алюминия имеют более высокую температуру плавления;
- сварка алюминия дома может быть затруднена тем, что часто не получается определить точную марку сплава, из которого выполняются соединяемые детали. Это может достаточно сильно осложнить выбор режимов сварки и применяемых для ее выполнения методов.
Сварка алюминия электродами
Проведение электросварки алюминия электродом в домашних условиях возможно только в тех случаях, если выполняется соединение деталей, не несущих высокой ответственности и нагрузки. Но при этом показатель толщины используемых алюминиевых изделий должна быть не меньше 4 мм.










Однако данный процесс может сопровождаться некоторыми негативными особенностями:
- после сваривания шов получается не сильно прочным и низкого качества. У него отмечается высокая пористость;
- расплавленный алюминий в сварке начинает разбрызгиваться вокруг соединения, а шлаки, которые образуются на поверхности шва, достаточно плохо отделяются. Все это может спровоцировать развитие коррозионных процессов.
Но все же сварка алюминия со сталью с использованием электродов и обычного инвертора ММА активно применяется для соединения металла. Раньше для этих целей применялись расходники с маркировками ОЗА-1 или ОЗА-2. Имеются наиболее качественные варианты – УАНА и ОЗАНА. Это отечественные электроды, при помощи которых можно варить чистый металл и сплавы.

Сварка алюминиевых проводов и других элементов из этого металла может выполняться с использованием расходных материалов от шведских производителей ESAB. Если в процессе сваривания применяется чистый алюминий без примесей и сплавов, то лучше применять электроды ОК 96. 10. А вот для сварки сплавов подойдут электроды марки ОК 96. 50.
Особенности проведения электродуговой сварки
Чтобы технология электродуговой сварки алюминия была проведена правильно, ее необходимо выполнять с учетом важных правил. От этого будет зависеть качество, прочность и внешний вид сварных соединений. К основным правилам электродуговой сварки относят следующие:
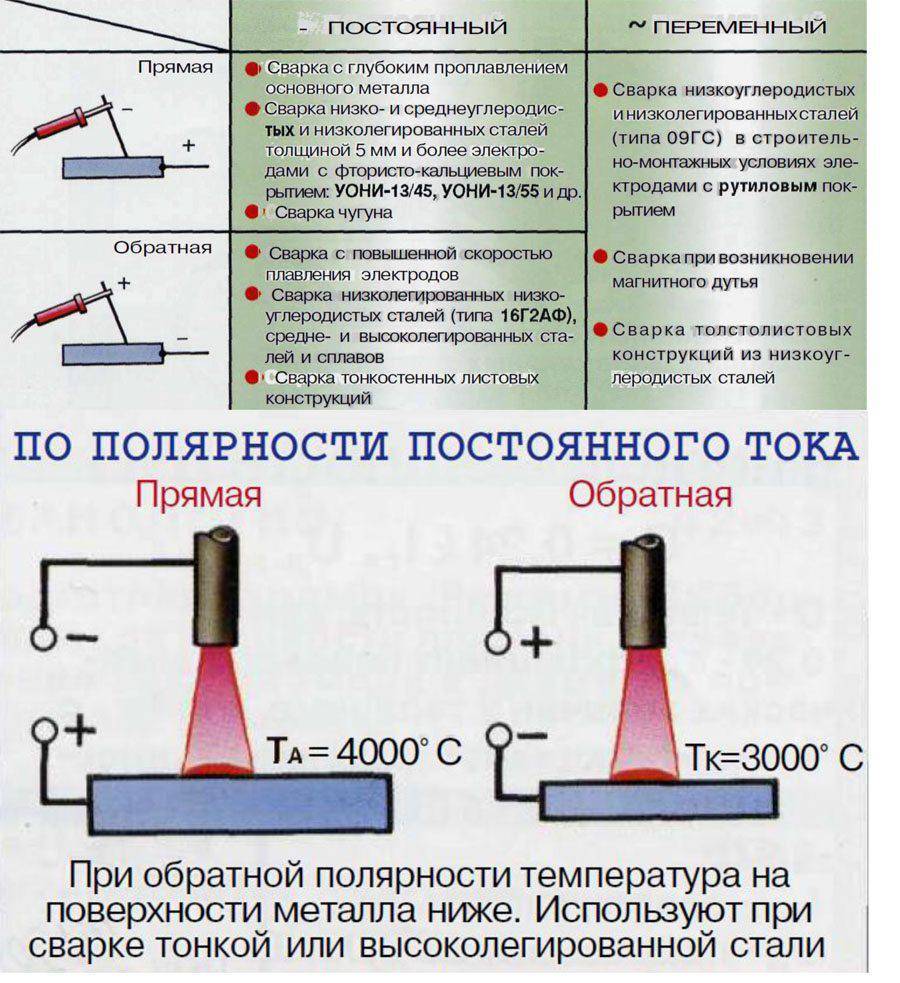
сваривание алюминия должно проводиться с проведением постоянного тока, но при этом он должен иметь обратную полярность (для этого на инверторе требуется поменять местами разъемы). Во время этого обязательно должны соблюдаться соотношения показателей мощности и диаметра электрода. Во время сварки алюминия постоянным током должна постоянно регулироваться его сила, она должна быть примерно по 30 ампер на каждый миллиметр диаметра;
рекомендуется предварительно выполнить нагревание деталей для сваривания. Изделия из алюминия со средней толщиной нагревают до показателей 200-300 градусов. А вот большие массивные части требуется нагреть до 400 градусов;
зажигание дуги выполняется, так как и обычно, но все же стоит учитывать, что скорость горения электродов для алюминиевого металла значительно выше, чем у обычных. По этой причине шов требуется вести немного быстрее;
ни в коем случае не стоит обрывать сваривание, так и не закончив соединение. В конце полученного шва может появляться корка шлака, которая в последующий период станет препятствием для разжигания дуги в этой области
Важно проводить планирование свариваемых швов на плавление одного электрода;
во время выполнения свариваемого соединения нельзя производить поперечных движений, как это может делаться при варке стали;
после того как процесс сваривания будет закончен весь шлак в области соединения необходимо полностью удалить. Обязательно зону сварки требуется зачистить щеткой с ворсом и хорошо промыть при помощи горячей воды.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140оС в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.
В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях
И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Это интересно: Пайка медных труб своими руками — способы и технология
Технология сварки
Любые сварочные работы, помимо непосредственно самого процесса, имеют определенные этапы подготовки:
- очистка свариваемых поверхностей и их обезжиривание. Для обеспечения качественного соединения элементы очищают от жиров, масел, пыли и грязи. После этого элементы обезжиривают ацетоном или иным подходящим растворителем;
- при необходимости производится разделка кромок свариваемых деталей. Если же элементы соединения имеют толщину до 4 мм, то разделка не производится. При соединении деталей покрытыми электродами разделку допускается выполнять только при толщине деталей свыше 20 мм. Для тонких деталей наиболее распространена отбортовка;
- обязательно следует удалить пленку из оксида алюминия каким-либо абразивом либо металлической щеткой;
- настроить оборудование под конкретное изделие исходя из его состава, размеров и толщины (установить стартовый и сварочный токи, время затухания дуги, отрегулировать баланс переменного тока, настроить продувку газом).
Произвести необходимые манипуляции в соответствии с заданными параметрами и соблюдением всех нормативов:
- зажигание дуги — контактным (дуга возникает в результате замыкания электрода на изделие) или бесконтактным (дуга вызывается разрядом осциллографа) способом;
- процесс сварки должен проходить так, чтобы угол между присадочной проволокой и горелкой был равен 90. Подача проволоки должна осуществляться короткими возвратно-поступательными движениями. Нельзя допускать поперечных колебаний электрода;
- тонкий алюминий толщиной до 4 мм сваривают в один проход, для соединения листов толщиной 4-5 мм используют двухстороннюю сварку, а при толщине от 6 до 12 мм кромки листов подготавливают разделкой типа «V» или «X»;
- подача газа начинается за пять секунд до зажигания дуги и заканчивается через семь секунд после окончания сварки;
- чем меньше будет сварочная ванна, тем вероятность окисления кромок алюминиевых деталей будет ниже;
- электрод должен находиться максимально близко к поверхности и быть во взаимодействии с газом.
В завершении процесса охладить изделие и инструмент, оценить качество выполненных работ.
Полуавтоматом
Хороших результатов при самостоятельной сварке деталей из алюминия и стали можно добиться и при помощи импульсных полуавтоматов. При работе с таким оборудованием оксидная плёнка разбивается за счет воздействия высоковольтного импульса, который к тому же удерживает в границах сварочной ванны частицы расплавленного металла.
Стоимость импульсного аппарата достаточно велика, так что частники нередко используют обычное оборудование, переделывая его в полуавтомат.
Надо отметить, что при работе с алюминием в любых режимах сварки необходимо учитывать два важных момента, связанных с подачей проволоки в зону сочленения.
Во-первых, относительно мягкий проволочный материал при поступлении в зону сварки по направляющему рукаву может образовывать петли. Для предотвращения этого припой поступает к рабочему месту через укороченный подающий канал с вкладышем из тефлона, заметно снижающим эффект трения.










Во-вторых, скорость перемещения алюминиевой проволоки, порог плавления которой ниже нормы, в режиме сварки без аргона должна быть больше, чем у обычной стальной. При нарушении этого условия она будет расплавляться прежде, чем достигнет рабочей зоны.
Как варить алюминий инвертором без аргона. Соединение алюминиевых проводов
В быту используются изделия из алюминиевых сплавов, которые изредка нуждаются в ремонте.
Возможна ли сварка алюминия в домашних условиях инвертором? Да, с помощью специальных электродов домашние мастера сваривают треснувшие или новые изделия.
Как варить алюминий инвертором без аргона
Сначала приобретаются специальные электроды по алюминию для электродуговой сварки. В этой статье, вы можете познакомится с плавящимися стержнями для соединения алюминиевых сплавов.
Сварка алюминия инвертором выполняется на постоянном токе обратной полярности (+ на электрододержателе). Для ходового электрода диаметром 3,2 мм, сварочный ток на аппарате выставляется в 80-100 А.
При соединении алюминиевых сплавов держак с электродом ставится под прямым углом (90 градусов). Технология выполняется короткой дугой.

Учтите : электроды по алюминию сгорают быстрее обычных в 3 раза, поддерживайте правильную скорость.
Толстый металл более 5 мм нуждается в разделке кромок. V-образная фаска вырезается со скосом 45-60 градусов.

Перед сваркой, заготовки для просушки нагревают газовой горелкой до 150-200 градусов. А электроды прокалывают в печи согласно инструкции завода-производителя.
В процессе нагрева заготовки, вы увидите, как вода выступит на поверхности и испарится.
Далее, изделия устанавливаются с технологическим зазором между ними 1-2,5 мм в зависимости от толщины пластин.

Металлической нержавеющей щеткой удаляется оксидная пленка (абразивные инструменты не рекомендуется применять, частицы абразива создадут дефекты соединения).
После приготовлений, выполняется сварка алюминия инвертором. После каждого прохода, при толстом металле, молотком удаляется шлак. Сварка по шлаку не производится. Электроды для алюминиевых сплавов при продолжении процесса нуждаются в очистке кончика.
Видео:
Алюминиевые сплавы подразделяются на трудно и легко свариваемые. Таблица поможет определится с характеристиками свариваемости.

Сварочный инвертор для сварки алюминия
Инверторные сварочные аппараты для сварки алюминия приобретаются разных марок и модификаций. Мы рассмотрели применение электродуговых аппаратов. Ещё на практике используются полуавтоматы и приставки для соединения в среде защитных газов.
В этой статье рассказывается, как научиться сварке алюминия с помощью аргона.
Видео:








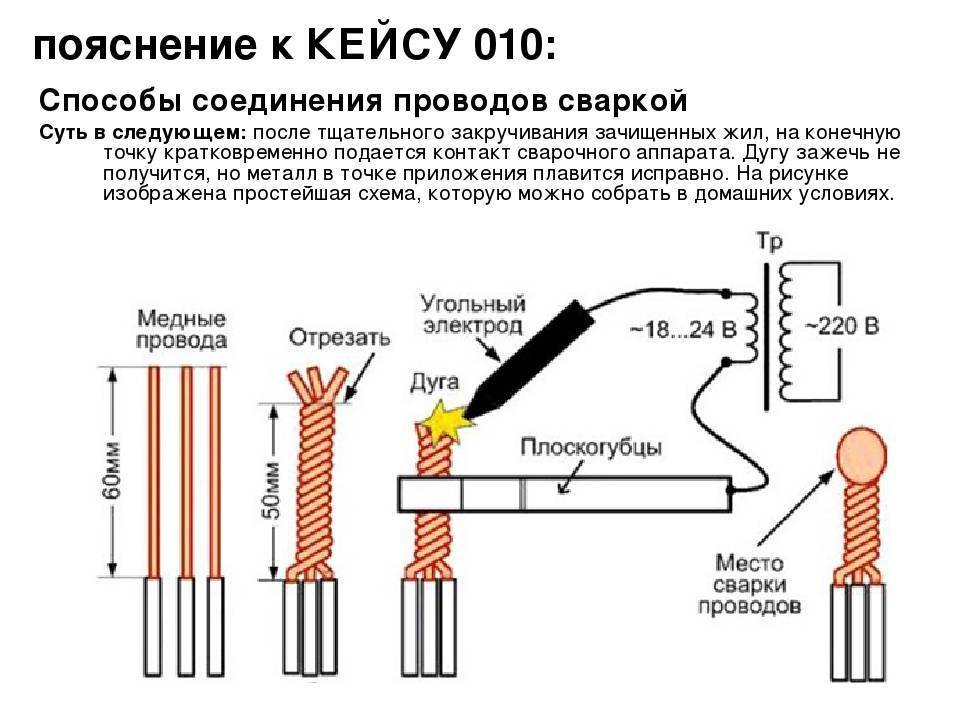
Соединение проводов сваркой
Как происходит сварка алюминиевых проводов инвертором? Суть технологии простая:
- снять с проводов изоляцию;
- сделать скрутку;
- подрезать скрутку (провода на одном уровне, длина более 30 мм);
- нанести флюс для удаления оксидной пленки.

Для соединения приобретают графитовые или угольные электроды и флюс. Флюс — белый порошок, разводится водой до сметанного состояния и наносится на скрутки кистью или погружением. Флюс убирает оксидную пленку и предотвращает прилипание угольного электрода.
Кончик электрода нужно иногда очищать от шлаков и окалины. Перед ответственными работами лучше потренироваться на заготовках.
После работы, алюминиевые соединения протереть растворителем, нанести лак и заизолировать.
Видео: