

Способы паяния деталей из меди
Данная технология основана на применении вспомогательных материалов. С их помощью заполняется зазор, который образуется между двумя участками труб. Вспомогательный материал должен быть расплавлен, иначе не обеспечится достаточно высокая адгезия коммуникаций. Получить требуемый результат можно при разных температурных режимах.
От этого будет зависеть, какой тип вспомогательных материалов следует использовать. Вне зависимости от условий выполнения пайки применяется одинаковый инструмент: паяльник, газовая горелка.
Особенности высокотемпературных соединений
Шов, сделанный при использовании данной технологии, достаточно твердый. В этом случае используется тугоплавкий припой. Для его расплавления требуется создать особые условия: производится прогрев до температуры в пределах +450…+900°С. В результате вспомогательный материал заполняет собой пространство между торцевыми участками труб, обеспечивая герметичное соединение.
Он имеет свойство капиллярно растекаться, заполняя мельчайшие поры на торцевом участке коммуникаций. Это позволяет обеспечить высокую адгезию материалов.
В качестве твердого припоя выступает серебро или медь. В результате после остывания материала получают надежное соединение. Такой шов отличается прочностью, устойчивостью к механическому воздействию. Он выдерживает регулярные перепады температур, может контактировать с агрессивными средами без риска потери свойств.
Пайка медных высокотемпературных припоев.
Участок трубопровода, на котором образуется шов, прогревается специальным оборудованием. Чтобы медь не потеряла свойства, ее остывание должно происходить в естественных условиях. Твердый припой используют, если необходимо запаять коммуникации для водопровода диаметром от 12 до 159 мм.
Такая технология монтажа применяется чаще всего, когда нужно получить монолитный трубопровод, например, если соединяют газовые трубы. Иногда этот способ пайки применяется и при монтаже водопроводных коммуникаций при условии, что они будут подвергаться воздействию высокого давления.
Используется он и при монтаже системы отопления, а также горячего водоснабжения, в этих случаях шовное соединение выдержит регулярное влияние высоких температур — от +120°С.
Низкотемпературная пайка в деталях
В данном случае используется мягкий припой. Чтобы с его помощью припаять коммуникации, достаточно задать температуру менее +450°С. Учитывая более щадящие параметры произведения пайки, данный метод больше подходит для выполнения работ в домашних условиях. К легкоплавким материалам относится свинец, олово. Эти варианты используются чаще всего в быту. С ними легко работать, а дополнительно к тому можно создать шовное соединение шириной до 50 мм.
В отличие от данного способа, в процессе реализации техники твердой пайки создается узкий шов, что отчасти способствует повышению прочности готового изделия. Мягкий припой позволяет сделать соединение, характеризующееся более низким уровнем надежности. В этом заключается основной недостаток такой технологии.
Пайка медных низкотемпературных припоев.
Однако если трубопровод не будет подвергаться воздействию перепадов температур и механическим нагрузкам, то данный недостаток нивелируется благодаря достоинствам меди, среди которых следующее:
- не производится отжиг металла, что позволяет сохранить его свойства;
- в процессе работы создаются более безопасные условия, т. к. применяется низкотемпературный метод.
Такая технология используется для монтажа коммуникаций, транспортирующих только жидкости. Причем их температура должна быть меньше +120°С. Сварка труб с использованием низкотемпературного метода выполняется, когда необходимо соединить изделия диаметром 6-108 мм.
Существующие технологии соединения

При монтаже отдельные элементы можно соединить двумя способами: пайкой и обжимкой. В обоих случаях применяют специальные соединительные элементы – фитинги.
Пайка меди может выполняться в различных температурных режимах:
- Низкотемпературный. Соединение выполняют при температуре 250-300 Сº. Такой метод считается оптимальным для монтажа домашних систем отопления, эксплуатирующихся при температуре до 110 Сº. В качестве расходного материала применяют мягкий припой.
- Высокотемпературный. Применяется при монтаже систем, работающих в условиях высокой температуры под давлением. Для пайки необходимы твердые сорта припоев под профессиональное оборудование, поэтому метод применяется преимущественно в промышленных целях.
При соединении обжимкой используют фитинги особой конструкции, с уплотнительным резиновым кольцом внутри. Для монтажа необходимы специальные клещи, которые фиксируют трубу с муфтой. На практике к данному методу прибегают крайне редко, поскольку пайка считается более надежной технологией.
Твёрдая пайка медных соединений
 Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn. Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями. Дополнительным преимуществом этих припоев является исключение необходимости использования флюса, поскольку фосфор обеспечивает восстановление оксидов меди, покрывающих паяный металл.
Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn. Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями. Дополнительным преимуществом этих припоев является исключение необходимости использования флюса, поскольку фосфор обеспечивает восстановление оксидов меди, покрывающих паяный металл.
В других случаях поток флюса с соответствующей активностью следует использовать при температуре пайки, в зависимости от температуры плавления припоя. Флюсы для пайки могут быть в форме пасты, порошка, суспензии. На рынке также имеется флюс, содержащий пайку, или в виде покрытия или в сердечнике припоя. Тогда нет необходимости применять дополнительный поток к паяным поверхностям.
Прочность припаянных медно — фосфорных припоев составляет около 120 МПа, а серебряные припои около 170 МПа, поэтому она в несколько раз превышает прочность соединений, изготовленных с использованием оловянных припоев, о температуре плавления которых можно узнать здесь.
Как соединить медные изделия?
- Отрезается, как и в предыдущем варианте, нужный отрезок изделия;
- Внешняя и внутренняя часть очищается от загрязнений посредством специального ерша или губки для меди;
- Труба вставляется в капиллярный фитинг до предела, наносится флюс, излишки которого можно удалить чистой тканью;
- Соединение нагревается посредством газовой горелки или специального строительного фена, наносится припой. Припой должен расплавиться и равномерно заполнить монтажный зазор;
- Ждем естественного остывания припоя. Остатки флюса убираются при помощи влажной и чистой ткани.
Теперь вы знаете, как соединить медные трубы несколькими способами. Если что-то в монтаже медных изделий кажется вам неясным, вы всегда можете изучить обучающее видео. В принципе, работа эта достаточно проста и ее можно выполнить самостоятельно, не прибегая к услугам профессионалов.
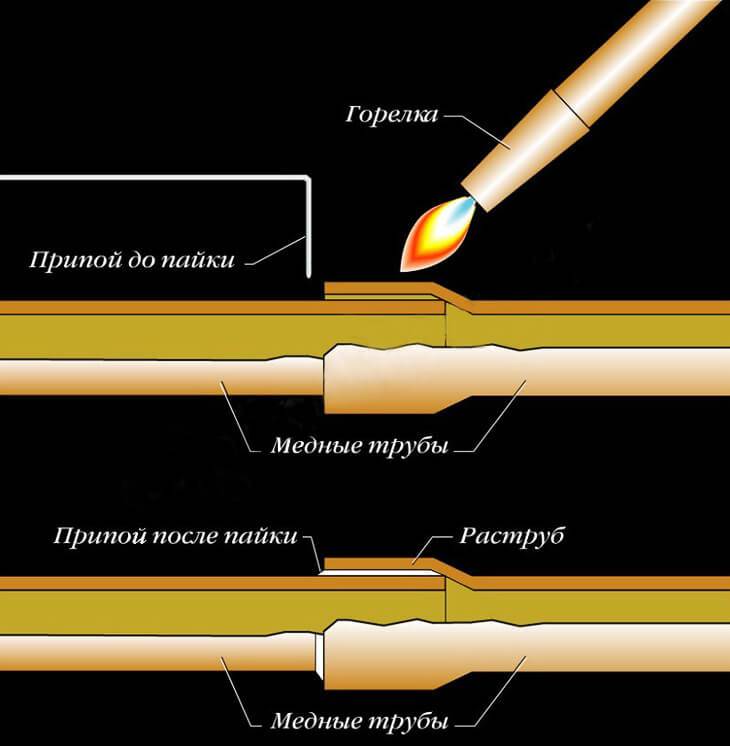
Процесс пайки с точки зрения теории
Пайка многих труб, в том числе и медных, производится с соблюдением принципа соединения двух частей внахлест. В результате удается добиться достаточной прочности конструкции вне зависимости от используемого припоя, когда даже его мягкие виды, отличающиеся недостаточной стойкостью, гарантируют надежность соединения.
Для получения приемлемой прочности стыков посредством пайки необходимо, чтобы изделия в месте контакта заходили друг на друга минимум на 5 мм. На самом же деле создается гораздо больший нахлест, что обеспечивает ощутимый запас прочности.
 Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
При установке соединительных элементов образуется зазор около 0,2 мм, обеспечивающий возникновение капиллярных сил, наличие которых обязательно для осуществления качественного процесса пайки. Это приводит к эффекту, когда нагретый припой затекает в зазор, гарантируя требуемый уровень герметизации в месте контакта. Благодаря воздействию капиллярных сил появляется возможность подавать припой снизу.
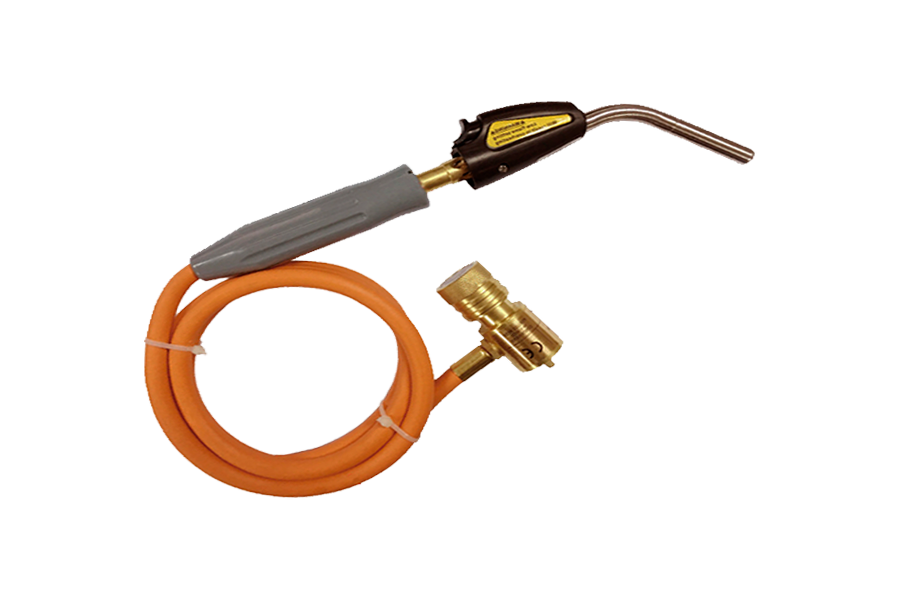
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.







Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
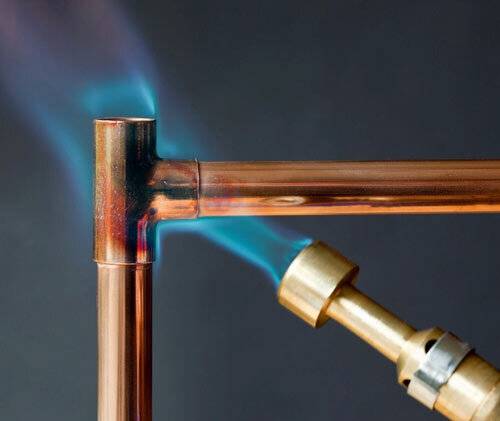
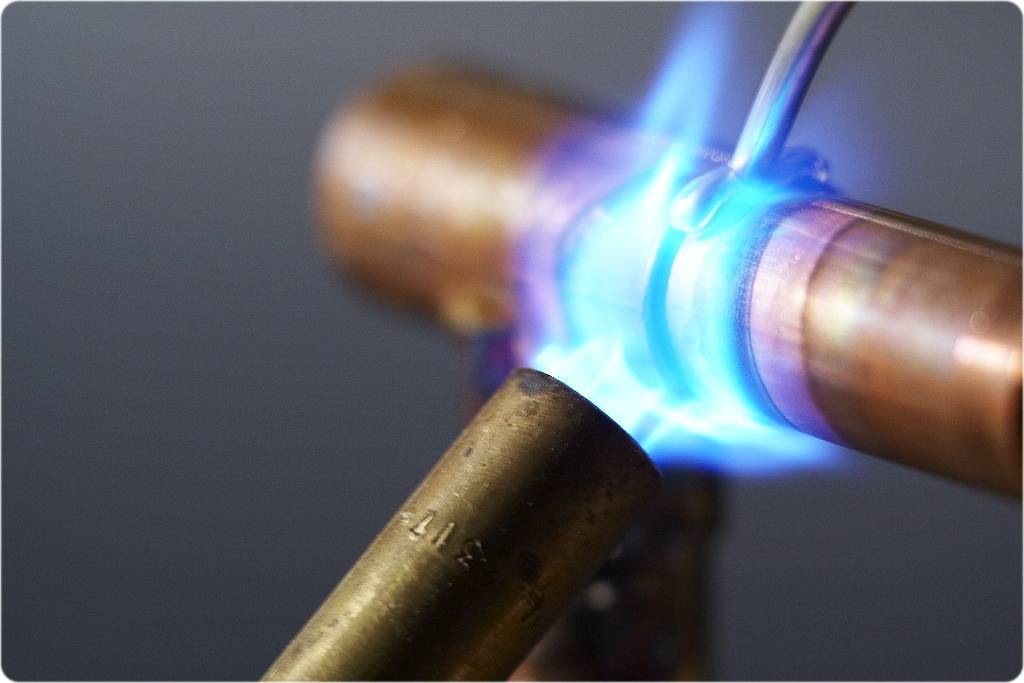
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
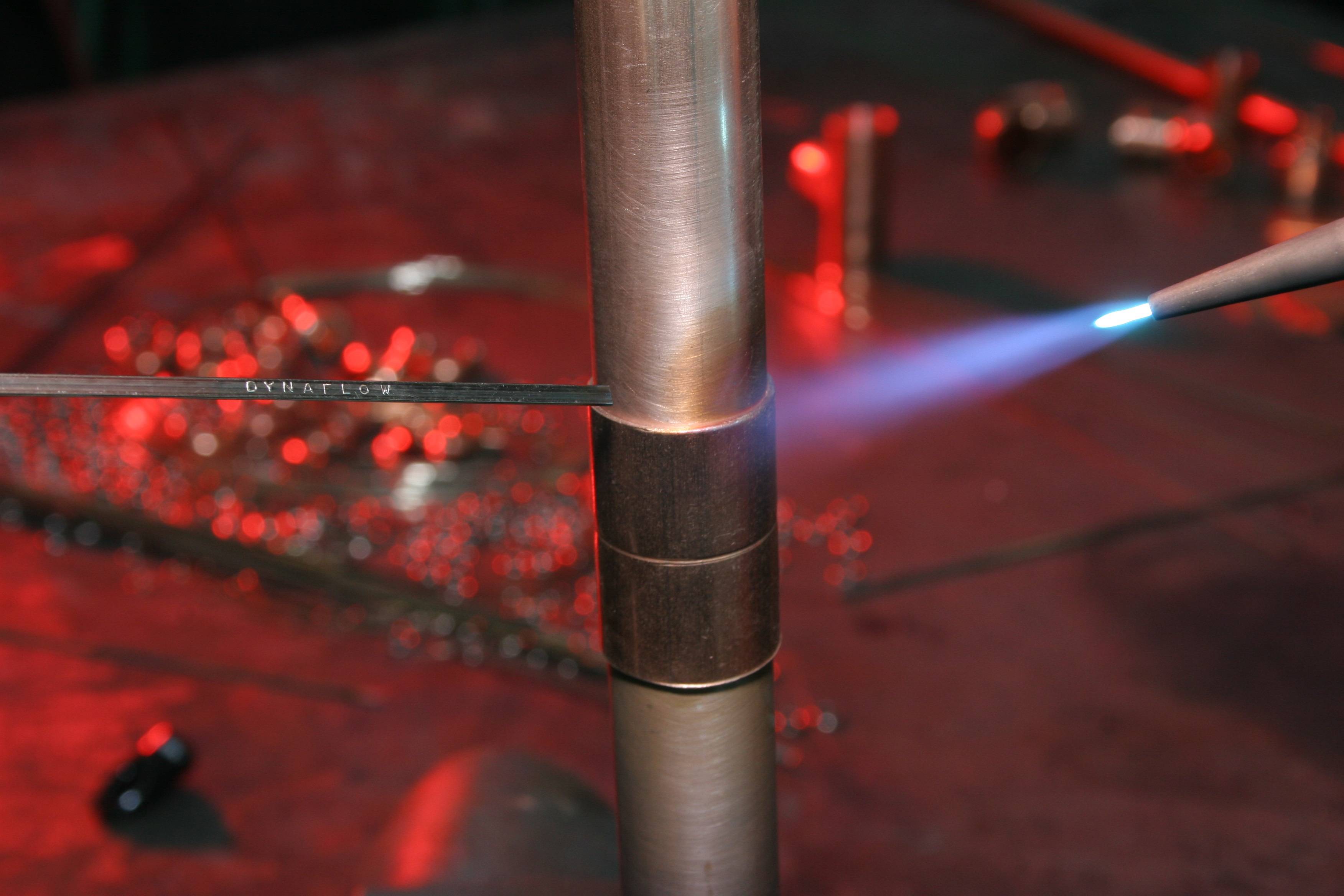
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.
Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
Газовая горелка (возможно, паяльник), предназначенные для работы с медью. Труборез. Позволяет получать строго перпендикулярный ровный срез. Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края. Расширитель. Для подгонки изделий разного диаметра
Здесь важно помнить, что расширяемая труба должна быть отожженной. Рулетка, молоток
Рекомендуем ознакомиться: Обжимные фитинги для монтажа стальных труб
Выбор газовой горелки
В зависимости от необходимой мощности горелки могут иметь:
- одноразовый баллон;
- стационарный баллон;
- ацетилено-кислородную систему.
Для профессиональных горелок используется только твердый припой. Бытовые модели предназначены для мягкого припоя. Полупрофессиональные горелки могут работать с любым типом припоя. Смесь в газовом баллоне может различаться в зависимости от вида пайки.
Для пайки с мягким припоем можно использовать электрический термофен с предельной температурой в 650 градусов. Преимущество этого инструмента в возможности сохранять постоянную температуру плавки и менять ее при необходимости. Специальные насадки помогают сосредотачивать поток горячего воздуха на требуемом участке трубы.
Разновидности ручных горелок
 Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Функционал устройства дает возможность настраивать мощность огня, а мобильность позволяет легко переносить его на любые расстояния. Набор из пяти сопел позволяет управлять скоростью нагрева металла. Блокирование подачи газа при помощи обратного клапана делает горелку достаточно безопасной. Ручные горелки не нуждаются в дополнительном источнике питания. Многие виды горелок дополнительно снабжены отражателем, который позволяет предотвратить потерю тепла и сохранить равномерность прогрева изделия из меди. Отражатель позволяет производить пайку в местах труднодоступных для других устройств.
Среди отечественных производителей горелок наиболее популярны устройства «Донмет». У компании имеется обширный выбор ручных горелок с различными видами газового топлива и приемлемой ценой. К примеру, горелка ГЗУ имеет множество насадок различных размеров и работает на смеси пропанокислорода. Также есть модели с экономным расходом газа и возможностью работы с твердыми и мягкими типами припоя.
Зарубежные горелки различны по уровню цены. Из бюджетных вариантов можно выделить горелку китайского производства Kovica KS-1005 KIT с одноразовым цанговым баллоном. Обычно цена на них не превышает 1000 р.
Из популярных и более дорогостоящих брендов можно выделить горелки Roflame Piezo для пайки при низких температурах. Они стоят около 3000 р. Горелка на пропане Virax, имеющая пьезоподжиг обойдется в 4000 р. Европейские модели Castolin выпускаются с баллонами на бутане и газе MAPP. Стандартная горелка этой фирмы имеет цену в 1500 р. и более. Модели, имеющие кнопку фиксирования пламени, сменные сопла и регуляторы давления стоят от 2200 р.
Горелка Super Fire 3 от компании Rothenberger, работающая на газе MAPP, имеющая пьездоподжиг и защитный клапан, в разных комплектациях будет стоить от 7000 до 9000 р. С ее помощью осуществляется пайка труб диаметром до 35 мм с мягким припоем. Трубы диаметром до 28 мм соединяют твердым припоем.
Итальянские горелки Kemper с одноразовыми баллонами, укомплектованные наборами сменных жал и насадками обойдутся в 1500 р. За такую же цену можно приобрести американские модели Bernzomatic. Тайваньские газовые горелки Dayrex-22 с температурой для работы 400-1300 градусов, стоят немного дороже. Они имеют в комплекте: припой, некоторое количество насадок и губку.
Немецкая компания Rems производит горелки для пайки при высоких температурах, с разнообразным составом газовых смесей, имеющие турбоподдув и самоподжиг. Модель Rems Blitz выдает точечный поток пламени в 1950 градусов и используется для мягкой пайки труб в 35 мм диаметром. Горелка модели Rems Macho использует в качестве топлива ацетилен и применяется для твердой и мягкой пайки труб с диаметром в 64 мм. Температура потока пламени у такой горелки достигает 2500 градусов. Данные горелки имеют высокое качество и экономичны в использовании, но и цена у них достаточно высокая — 10-13 тыс. руб.
Крепёж для медных труб
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов. Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях. Зажимы для труб доступны в формованных C — образных конструкциях или в гибких полосках из меди с фиксаторами, пробитыми вдоль полосы. Любой тип допустим для медной сантехники.
 Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.










Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени
Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить
Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология
Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.
Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди. Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов. Как правило, болты поставляются с зажимами. Лучше использовать оцинкованные винты и болты, чтобы уменьшить вероятность того, что они со временем будут коррозировать .
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы. Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб. Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.
Как паять медные трубы
 Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
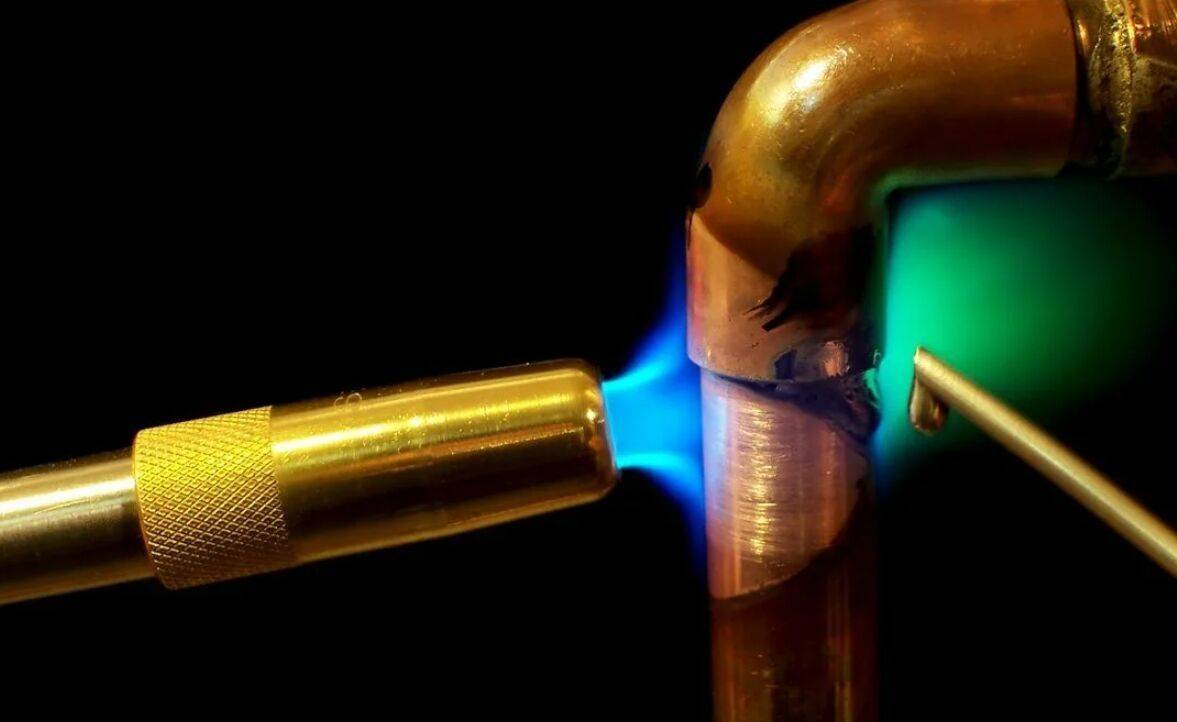
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Способы паяния деталей из меди
При соединении изделий из меди и сплавов на ее основе используется 2 технологии:
- капиллярная пайка при низкой температуре;
- процесс заполнения шва тугоплавким припоем (при повышенной температуре нагрева деталей).
Особенности высокотемпературных соединений
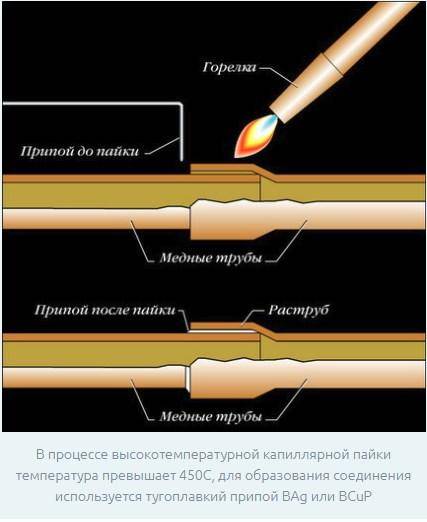
Технология предусматривает применение припоев, переходящих в жидкую фазу при температуре до 450-500°С. Соединительный материал состоит из меди и серебра с добавкой легирующих металлов (например, для повышения эластичности или снижения усадки при охлаждении). Технология позволяет создать прочный шов, устойчивый к воздействию механических нагрузок или локальных перегревов магистрального трубопровода.
Пайка медных труб твердым припоем на основе серебра приводит к отжигу основания, что негативно влияет на прочностные характеристики конструкции. Для снижения негативного воздействия используется охлаждение линии стыка естественным путем. При установке вентиляторов или подаче на шов воды прочность трубы падает. Технология соединения применяется для соединения газопроводов и водопроводных каналов диаметром от 12 до 160 мм. Методика рекомендуется при подаче через трубы жидкостей, нагретых до 110-120°С (магистрали отопления).
Низкотемпературная пайка в деталях

Низкотемпературная пайка водопровода из медных трубок производится при температурах ниже 450°С. Для соединения используются радиотехнические припои, построенные на основе свинца и олова (с дополнительными присадками). Применение легкоплавкого сплава приводит к увеличению ширины шва, полученный стык не рассчитан на приложение нагрузок. Соединение относится к категории мягких, но понижение температуры нагрева способствует исключению вероятности отжига медных деталей в процессе соединения.
Технология используется при соединении магистралей диаметром от 6 до 108 мм, запрещается паять легкоплавкими припоями магистрали для подвода газа. При обустройстве медных каналов для отопления следует учитывать, что припои допускают прокачку теплоносителя температурой не выше 130°С.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:

Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.

Вот еще достаточно неплохой припой REXANT:

При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.

Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.
Эта технология вполне по силам домашним любителям, а результат характеризуется исключительной надежностью и удивительной долговечностью.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.







Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.
Популярные методы пайки меди
Исходя из размерности (массы, объема) места соединения, а также в зависимости от условий применения и эксплуатации, методы пайки можно разделить на два популярных варианта.
На практике чаще всего используют:
- мягкий припой – Тпл = 250°C максимум;
- жёсткий припой – Тпл = 900°C максимум.
Соответственно, основываясь на выдвигаемых условиях, подбирается для пайки и соответствующая газовая горелка.

Мягкий припой в катушках, изготовленный в виде проволоки диаметром 1-3 мм, удачно подходит для исполнения пайки начинающими мастерами. Существуют два вида мягких припоев – 1S и 3S
Традиционно применяемая методика соединений горелкой для пайки меди основывается на конкретно оговоренной технологии.
Последовательность действий:
- Соединяемые участки медных труб тщательно зачищаются (наждачной бумагой, щеткой), подвергаются обезжириванию с помощью растворяющих химических средств.
- При необходимости точного соединения, сочленяемые детали фиксируются в нужном положении при помощи временного крепежа. Лучше использовать струбцины.
- Далее применяют специальный флюс – раствор, которым обрабатывается область соединения – обычно при помощи кисточки, входящей в комплект флюса.
- Следующим шагом задействуют газовую горелку и равномерно прогревают участок пайки до момента, когда нанесенный на поверхность флюс приобретает темный окрас.
- Вводят в точку спая припой (мягкий или твёрдый, в зависимости от выбора) до полного охвата расплавленным припоем всего участка пайки.
Способ пайки меди, когда применяется низкотемпературный (мягкий) припой, считается более практичным и в особенности для работы, исполняемой непрофессиональными (своими) руками.
Объясняется предпочтение тем, что благодаря применению горелки с низкой температурой пламени, непрофессионал имеет меньше рисков прожечь металл.

Твердые припои под пайку меди хорошо подходят на случаи производства капиллярно-щелевой пайки – метода, который часто используется на монтаже медных труб холодильной техники
Низкотемпературные припои, конечно, дают менее надежное соединение с механической точки зрения, но выполнять такую пайку существенно легче и проще, нежели делать пайку высокотемпературными припоями. Последний вариант требует наработанного профессионального опыта и хорошего оборудования.
3 Как паять медные трубы?
Схема выполнения работ по монтажу трубопровода из медных изделий очень проста:
Используя труборез, отрезаем трубу (ее следует располагать перпендикулярно к приспособлению для резки с целью получения максимально ровного края) необходимой нам длины.
Щеткой со стальными щетинками удаляем заусеницы с трубы, а ершиком выполняем зачистку ее поверхностей
Обратите внимание – категорически запрещается выполнять указанные работы с помощью наждачной мелкозернистой шкурки, так как небольшие ее частички останутся на медной поверхности и снизят уровень адгезии.
Расширяем до требуемого сечения второй кусок трубного изделия таким образом, чтобы оба отрезка свободно входили друг в друга (при этом должен остаться и небольшой зазор).
Очищаем (все теми же приспособлениями) от грязи и заусенцев край расширенного изделия.
На трубу меньшего сечения наносим флюс и распределяем его кисточкой по поверхности. Нельзя наносить чересчур много флюса (либо неравномерно распределять его), так как по нему при нагреве припой может попасть внутрь трубопровода и сформировать там застывшие капли, которые во время эксплуатации системы будут вызывать шумы при перемещении воды.

После этого можно соединять трубы (вставлять их одна в одну). При этом во избежание приставания припоя к трубе нужно убрать влажной тряпкой излишки флюса. Следующие этап процедуры – прогрев полученного соединения. Операцию нагрева стыка прекращают в том момент, когда флюс становится серебристым.
Далее к стыку подносят припой, который плавится от разогретого материала трубы (всем известна высокая теплопроводность меди) без тепла от горелки. Припой за счет капиллярного явления проникает между соединяемыми элементами. Пайку заканчивают при появлении капелек припоя на поверхности трубного изделия.

После этого место соединения труб должно остыть. Во время остывания нельзя оказывать механическое воздействие на систему, а также пытаться ускорить процесс подачей холодного воздуха. Остывший стык на последней стадии пайки вытирают тряпкой, смоченной в воде. Это обеспечит аккуратный внешний вид трубопровода, на котором не будет остатков припоя и флюса.





