Расходные материалы для сварки алюминия
Для сварки различных изделий из алюминия и его сплавов с помощью неплавящихся вольфрамовых электродов на инверторных аппаратах типа TIG рекомендуется применять присадочную проволоку от 2 до 5 мм в диаметре с маркировкой АО, АК и АД с высоким содержанием присадок магниевых сплавов.
А также можно использовать специальные электроды по алюминию марок ОЗА, ОЗР и ОЗАНА российского производства или их более качественные импортные аналоги — ОК 96.20, ОК 96.40 и Kobatek-213, но только с несколько большей стоимостью. Фото
Для сварочных инверторных полуавтоматов выпускают специальную алюминиевую проволоку диаметром 0,8-1,0 мм, намотанную на стандартные катушки весом в 0,5 кг. Как правило, чаще всего используют сварочную проволоку, представляющую собой литой сплав алюминия с кремнием (Al-Si 5) марок ER 4043 и ER 5356, реже аналогичную проволоку, но сделанную из деформируемых с алюминиево-магниевых сплавов марок Св-АК 5 и Св-АМг 5. Фото
Трудности процесса
Рассмотрим сложности процесса сварки электродом по алюминию. Сложность ручной сварки алюминиевых конструкций во многом обусловлена свойствами данного металла. Ниже приведём примеры основных проблем, которые могут возникнуть в процессе сварки.
- Высокая текучесть металла. Расплавленный алюминий тяжело контролировать. При значительном перегреве поведение металла становится в какой-то степени непредсказуемым. Расплав может разрушить слой твёрдого металла, находящийся под ним, и вытечь через трещину. Для решения этой проблемы рекомендуется использовать прокладки из керамики или тугоплавкой стали.
- Окисляемость алюминия. Основная проблема алюминиевых изделий. Соединяясь с кислородом, молекулы металла формируют плотную оксидную плёнку. Она прочнее самого металла и плавится только при очень высокой температуре. Ещё один минус — плёнка является диэлектриком, поэтому тяжело поджечь дугу. Для решения этой проблемы нужно тщательно очищать рабочую поверхность металла перед сваркой.
- Высокий коэффициент линейного расширения. Алюминий достаточно хрупкий и обладает малой упругостью. При сильном нагреве металла зона сварки давит на остальную часть конструкции, что может стать причиной появления трещин или деформации плоских поверхностей. Чтобы этого избежать, нужно контролировать температуру сварки. А лучше — предварительно прогревать деталь до 200-250 о С.
- При застывании металл шва может кристаллизоваться и появляются горячие трещины. Поэтому желательно добавлять специальный присадочный материал. Особенно это необходимо в случаях, когда несколько швов находятся на небольшом расстоянии друг от друга.
Полезное видео
Посмотрите ролик, где умелец рассуждает о том, что сварка электродом алюминия — это не лучшее решение и демонстрирует процесс наглядно, с пояснениями.
Пошаговая инструкция по сварке
Если вы уяснили основные требования, как правильно варить алюминий инвертором, то можно приступать непосредственно к сварочным работам, при этом соблюдая следующую последовательность:
- Настраиваем сварочный инверторный аппарат и для этого:
- переводим тумблер AC/DC в режим переменного электрического тока AC;
- баланс полярности устанавливаем из положения 50/50, смещая его в отрицательную сторону при работе с чистым алюминием, а для различных сплавов используем положительную часть диапазона регулировки;
- устанавливаем сварочный ток исходя из толщины самого материала и диаметра электрода, так для двухмиллиметрового листа алюминия и 3 мм присадочной проволоки достаточно выставить силу сварочного тока в 60 ампер;
- настраиваем замедление процесса затухания электродуги для заварки кратера окончания сварочной ванны, которая также зависит от толщины заготовки и при 2 мм необходимо выставить время примерно в 3 секунды;
- устанавливаем время и интенсивность продувки инертным газом, необходимое для охлаждения сварочного шва.
- Подготавливаем алюминиевые детали для сварки путем:
- проведения механической очистки от оксидной пленки места будущей сварки с помощью металлической щетки или наждачной бумаги, доводя поверхность до идеального белого блеска;
- обезжиривания поверхности, обрабатывая ее химическими реагентами — различные растворители или специальной паяльной кислотой;
- обязательного прогревания заготовок непосредственно перед сваркой до температуры в 400⁰ C.
- После выполнения всех подготовительных работ приступаем к чистовой сварке, соблюдая при этом главное правило, которое требует производить сварку алюминия не торопясь, чтобы обеспечить возможность равномерного прогрева материала свариваемых деталей.
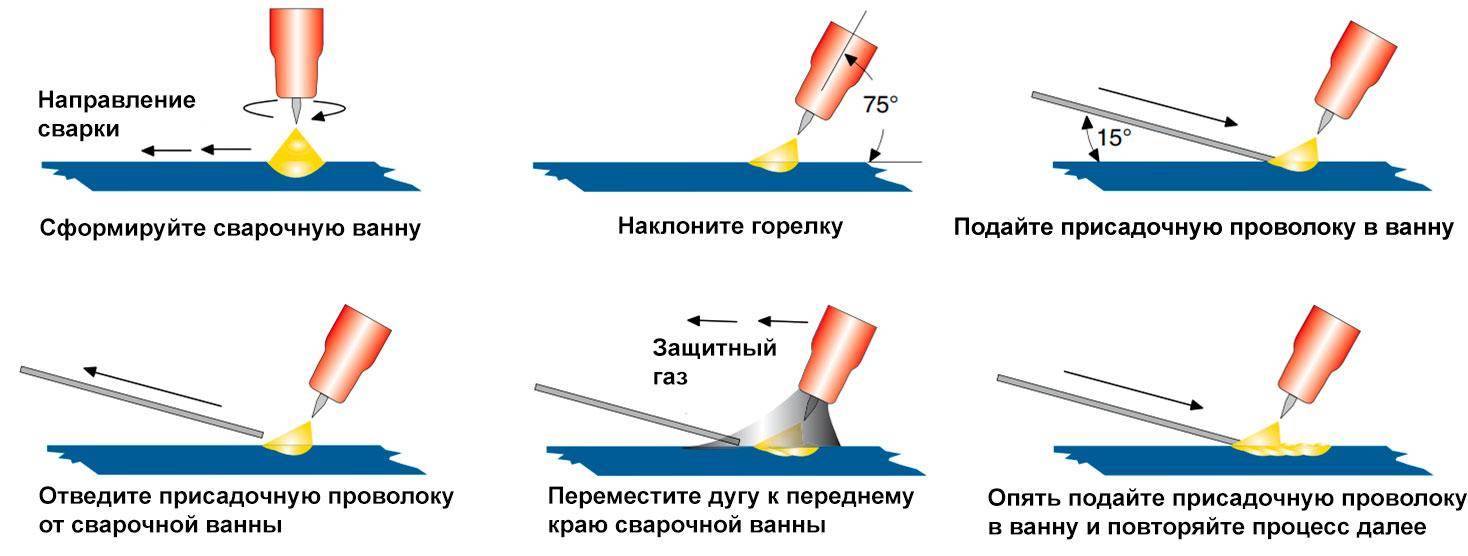
- Подачу присадочной проволоки или сварочного алюминиевого электрода необходимо осуществлять на начало сварочной ванны под углом в 15 градусов, используя легкие прикосновения так, чтобы сварочный шов получился равномерным и немного ребристым.
Не стоит приступать к выполнению чистовых сварочных работ без наличия должного опыта в сварке алюминиевых изделий. Сначала потренируйтесь и приобретите необходимые навыки и опыт. Для этого вы можете посмотреть видео, где наглядно показано как правильно сварить алюминий с помощью инвертора:
Если у вас есть свой особый опыт в этой теме, то поделитесь им в блоке комментариев.
Сварка алюминия: что следует знать
Легирующие элементы
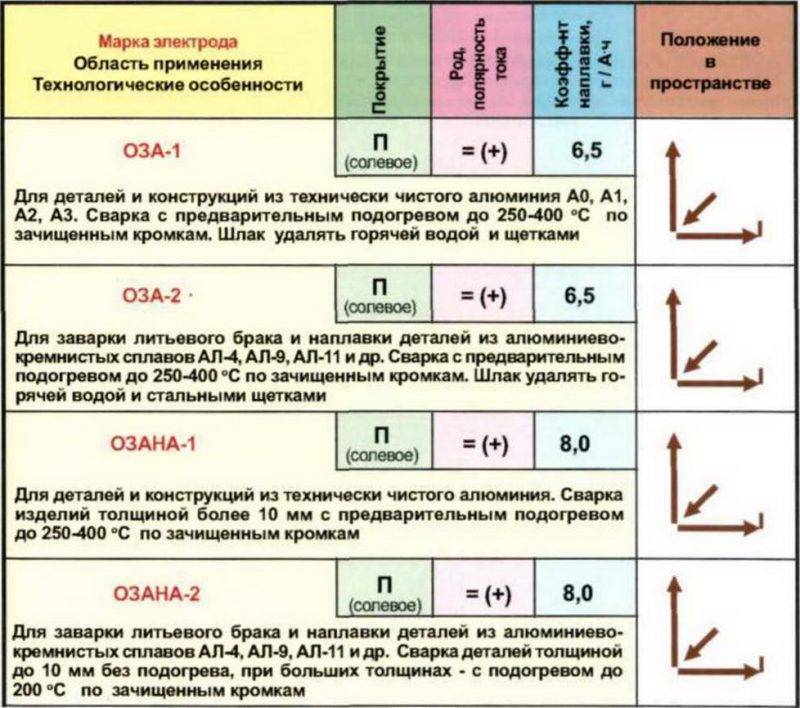
Таблица характеристик электродов для сварки.
Чтобы была понятна технология сварки этого металла, прежде необходимо понять некоторые основы его металлургии. Алюминий можно легировать рядом различных элементов для увеличения прочности, стойкости к коррозии и/или общей свариваемости.
Главными легирующими алюминий составляющими служат Cu, Si, Mg, Mn и Zn. Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
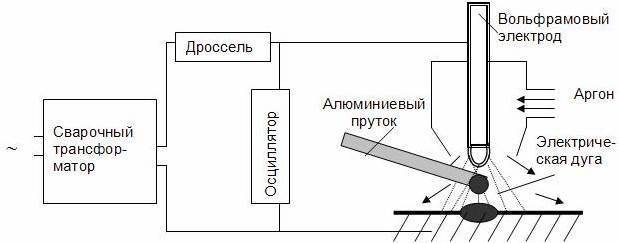
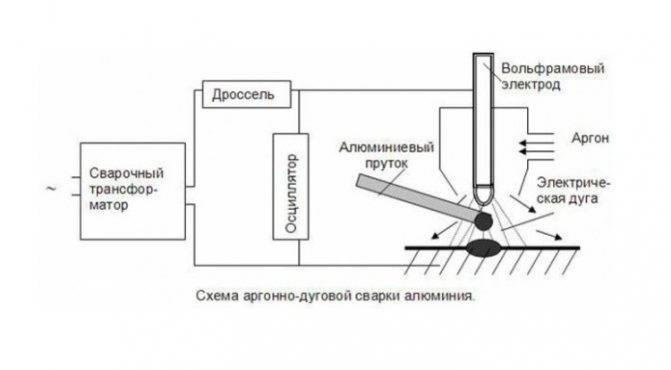
Схема дуговой сварки алюминия.
Марганец (Mn) — с ним алюминий дает сплавы холодной закалки общего назначения, обычно отлично подходящие для аргонно-дуговой сварки с 4043 или 5356 электродами, не склонные к горячим трещинам. Кремний (Si) уменьшает плавление алюминия и улучшает его текучесть. Сплавы обладают хорошей свариваемостью. Магний (Mg) придает сплавам отличную свариваемость с минимальной потерей прочности. Кремний и магний в совокупности создают термостойкие сплавы средней прочности, несколько склонные к горячим трещинам. Наиболее распространенными электродами для этой серии являются все те же универсальные 4043. Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Чистый алюминий без легирующих добавок широко используется благодаря своей превосходной стойкости к различным видам коррозии, в оборудовании химической промышленности, легко сваривается с электродами 1100 и 4043 сплавов.
Химические свойства алюминия
Схема процесса сварки алюминия полуавтоматом.
С точки зрения химии алюминий имеет высокий потенциал растворимости атомов водорода в жидкой форме и низкую растворимость в точке кристаллизации. Это означает, что даже небольшое количество водорода, растворенное в металле шва, будет стремиться выйти из него по мере затвердевания, а возникшая пористость шва может стать большой проблемой во время сварки алюминия.
Кроме того, алюминий, соединяясь с кислородом в форме оксида алюминия, создает пористый слой, который может стать ловушкой для влаги, масла, смазки и других материалов. Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
- механическая очистка;
- растворители;
- химическое травление и др.
Важно! Вот некоторые из признаков наличия оксидной пленки:
- блуждающая дуга, когда вы не можете получить лужу без прожига и искажения металла;
- ваш наполнитель не смешивается с лужей, вместо этого он скатывается в трудно расплавляемый шарик;
- при попытке соединения двух краев заготовок алюминия они завиваются друг от друга и образуют еще больший разрыв;
- 8 часов экспозиции после очистки вполне достаточно для работы до повторной очистки.
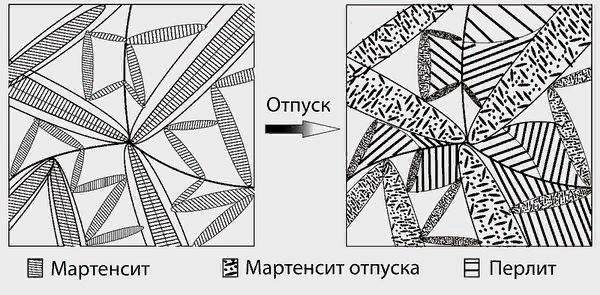
Механические свойства
Для канавки сварных швов зона термического влияния (ЗТВ) диктует прочность соединения:
Схема устройства сварочного полуавтомата.
- В сплавах холодной закалки ЗТВ будет полностью отожженной и станет слабым местом.
- Термостойкие сплавы требуют гораздо большего времени для отжига в сочетании с медленным охлаждением.
При таком режиме прочность сварного шва пострадает меньше.
Для угловых швов прочность зависит от состава наполнителя сплава электрода, используемого для сварки.
Совет: по возможности лучше подкладывать под область сварки радиатор из меди или алюминия. Поскольку алюминий имеет хорошую теплопроводность, то тепло из области сварного шва быстро передается остальным частям заготовок, которые становятся настолько горячими, что это может вызывать усадки и деформации в их структуре. С помощью некоторого теплопоглощения материалом, находящимся под областью сварки, можно защитить работу от деформации.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
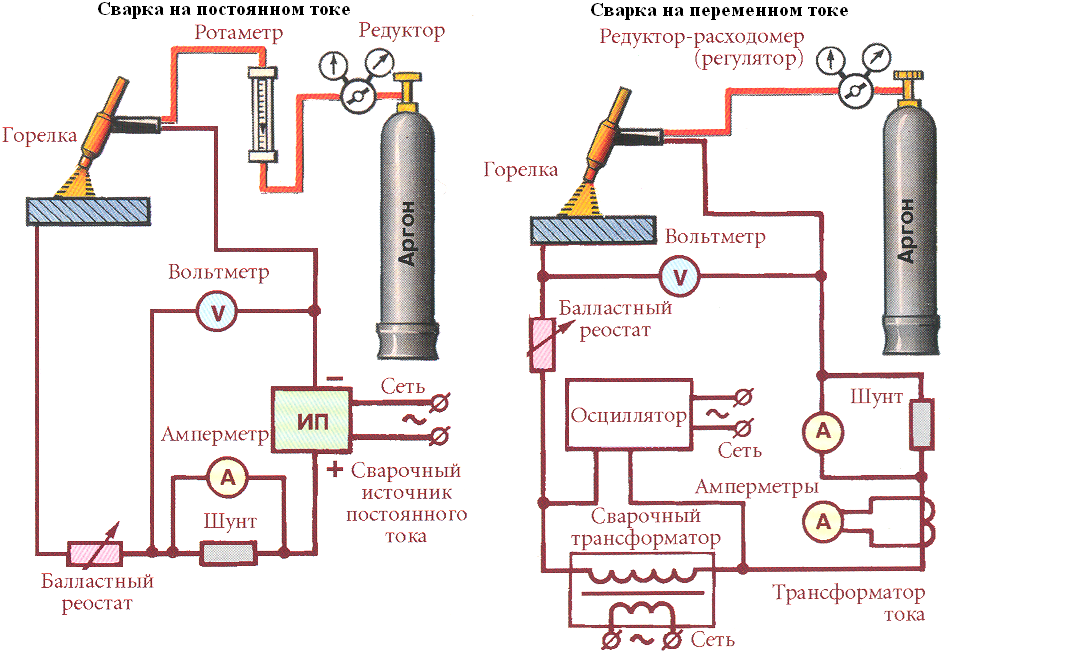
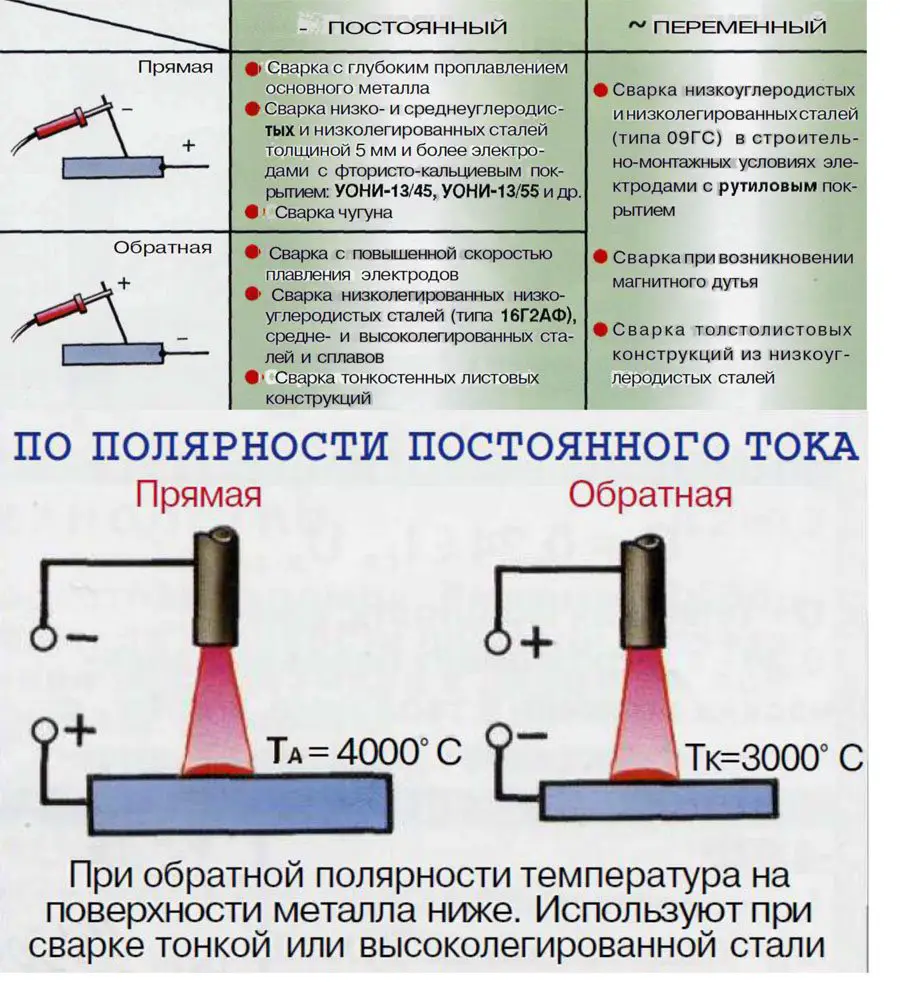
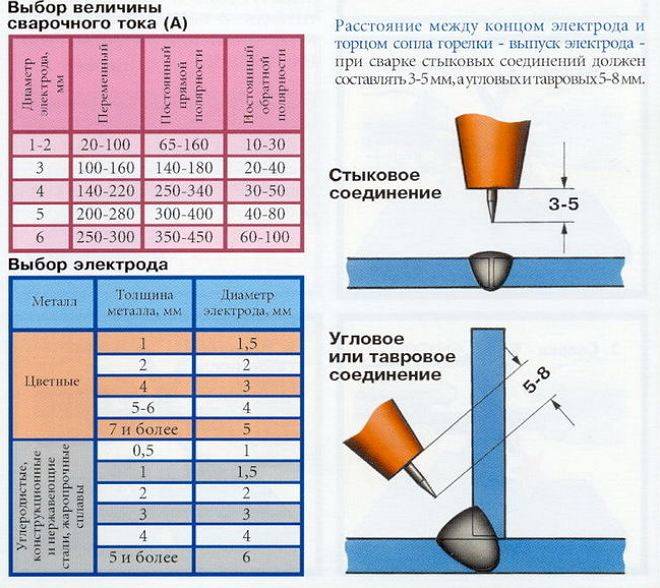
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Толщина металла, мм | Величина тока, А | Диаметр электрода, мм |
50 — 60 | 2,5 | |
3 — 4 | 80 — 90 | 3,2 |
| 5 — 6 | 90 — 140 |
При ведении сварки плавящимся электродом его располагают под углом 90⁰, стараясь держать как можно более короткую дугу. После завершения со шва оббивают шлак. О качестве судят по отсутствию пор и непроваров. Толстые заготовки свариваются в несколько проходов с удалением шлака с каждого шва. Скорость сгорания алюминиевых электродов выше, чем у стальных аналогов, поэтому вести их надо быстрей.





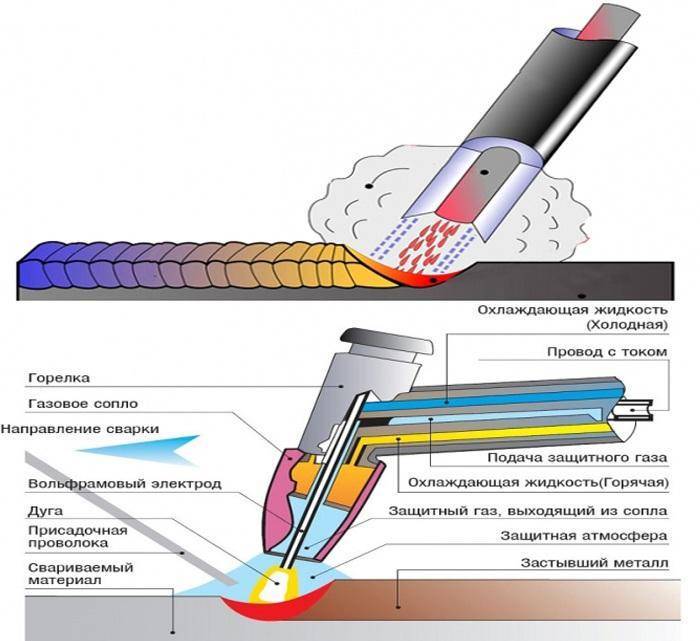
Аргонодуговая сварка выполняется горелкой с электродом расположенным под углом 70 — 80⁰ к стыку. Чтобы металл не разбрызгивался, присадочная проволока подается плавно без рывков. Ее ведут впереди электрода под углом 15⁰. Расход аргона в зависимости от толщины заготовок настраивается в пределах 6 — 12 л/мин. При работе с инверторным полуавтоматом скорость подачи проволоки устанавливается 2,5 — 3 м/мин. Расход газа настраивается на уровне 5 — 10 л/мин.
Новичкам только что узнавшим как сваривается алюминий инвертором не стоит сразу браться за чистовую работу. Без опыта и навыков ничего хорошего не получится. Для их наработки придется сначала потренироваться на ненужных заготовках. Желательно под руководством опытного сварщика.
Это интересно: Сварка чугуна в домашних условиях — холодная и горячая технологии
Подготовка алюминиевых деталей под сварку
Из-за специфических свойств алюминия его подготовка перед сваркой имеет краеугольное значение на итоговый результат.
Последовательность подготовки:
- Очищение и обезжиривание материала от налета любого происхождения. Выполняется это ацетоном, растворителем или реже авиационным бензином.
- Разделка кромок необходима, если их толщина превышает 4 мм, при использовании стандартных электродов.
- Удаление оксидной плёнки. Инструмент подбирается, согласно толщине алюминиевой детали. Обычно применяют напильник, фрезу или щётку по металлу.
Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
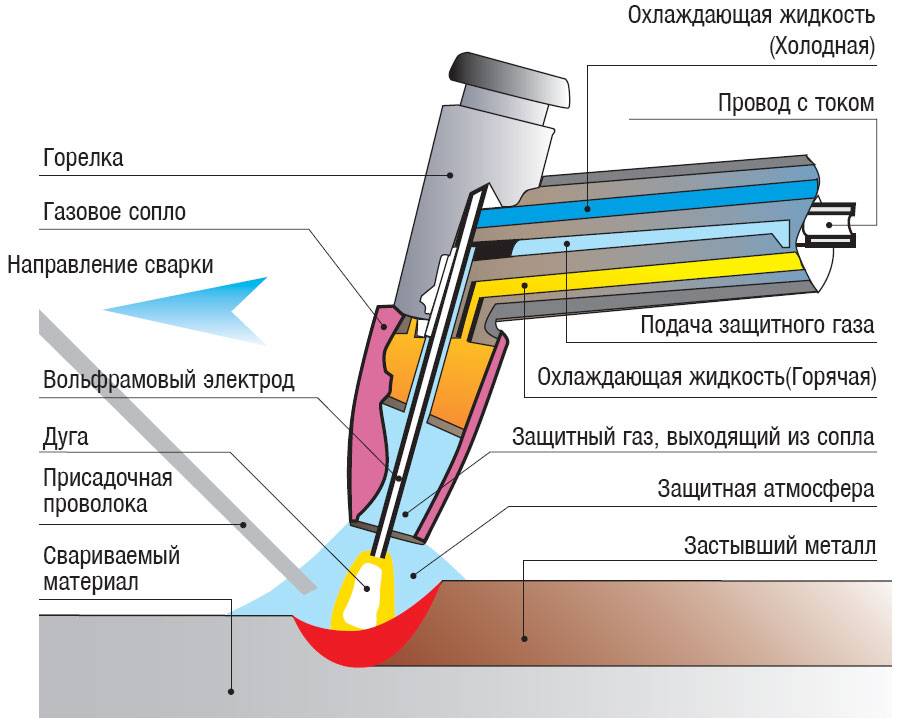
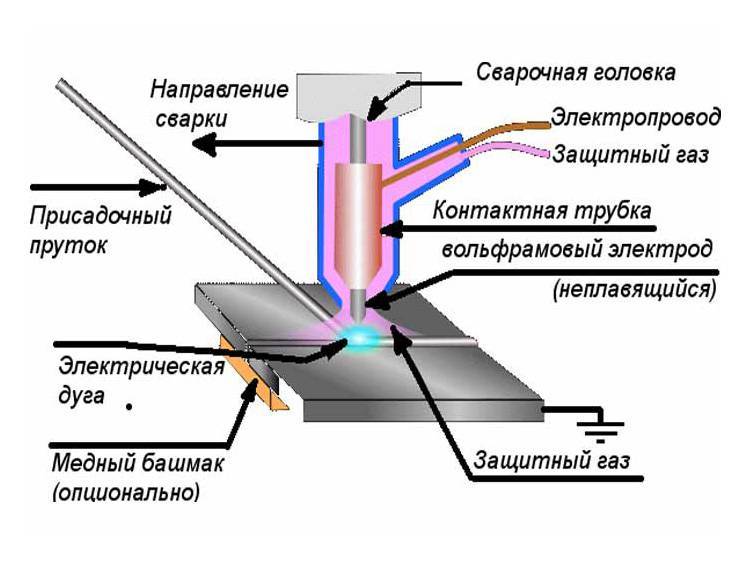
 Особенности сварки алюминия аргонодуговой сваркой.
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 — 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма электродов. Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга. В итоге работать можно только в нижнем положении.
- ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество шва, он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях. Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
- ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 — 300°С.
 Марки электродов и области применения.
Марки электродов и области применения.
Две марки вида ОЗАНА: ОЗАНА — 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА — 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень — из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для сварки в аргоне.
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Алюминий — свойства и особенности
В силу своих химических и физических свойств, алюминий получил широкое распространение в различных сферах деятельности человека.
Для сварки различных конструкций или деталей могут применять не только алюминий, но и сплавы из него. Правда, сам процесс под силу только опытным сварщикам.
Потому что этот металл капризен, и чтобы сварить его качественно, нужна высокая квалификация.
Видео:
Трудности сварки алюминия обусловлены рядом характерных особенностей металла:
- Высокая текучесть. Под воздействием высоких температур металл теряет прочность и в процессе сварки, расплавленная часть металла может разрушить нижнюю, нерасплавленную часть. В этом случае, алюминий просто вытечет через шов. Сложность контроля ситуации усугубляется тем, что цвет металла при нагревании не меняется. Поэтому, чтобы сохранить форму сварочной ванны, сварщики используют специальные подкладки из керамики или металла;
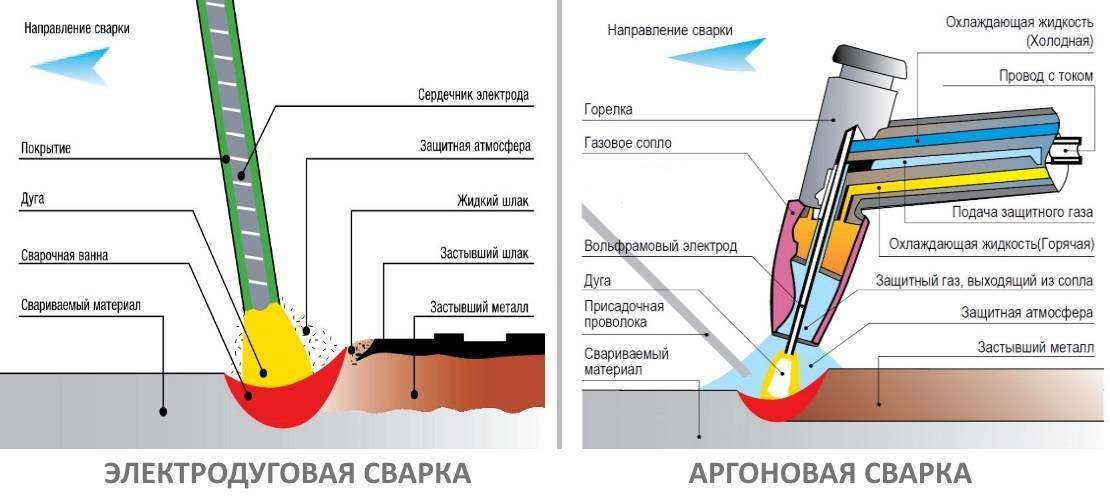
- Образование оксидной пленки. При взаимодействии с кислородом, на поверхности алюминия появляется пленка, свойства которой отличаются от его свойств более высокой плотностью и тугоплавкостью. Во время сварки оксид алюминия препятствует сплавлению металла в монолитный шов. Поэтому его удаляют с помощью катодного распыления. А чтобы не допустить появления оксидной пленки, зону сварки защищают от контактов с воздухом. Для этого используют аргоновую сварку;
- При достаточно высоком коэффициенте линейного расширения алюминий отличается низким модулем упругости, что может спровоцировать деформацию свариваемой конструкции. Снизить вероятность деформации можно с помощью различных технологических приемов — электросварки в оптимальном режиме или подогрева;
- Сварочный процесс способствует появлению пористости в алюминиевых сплавах. Это происходит потому, что в соединениях металла содержится водород, выход которого наружу происходит через новообразованные поры. Также, при повышенном содержании кремния возможно появление мелких кристаллизационных трещин, что может заметно ослабить сварочный шов;
- Алюминий обладает высокой теплопроводностью. Поэтому для его сваривания необходимы мощные источники сварочного тока;
- В ходе сварки в алюминиевых швах могут образоваться горячие трещины. Это происходит вследствие процессов внутренних изменений в момент застывания расплавленного металла. Чтобы предотвратить их появление, применяют специальные модификаторы, которые добавляют в сварные швы. Также, нежелательно близкое расположение швов по отношению друг к другу.
ВАЖНО ЗНАТЬ: Технология ручной дуговой сварки труб
Кроме того, в домашних условиях нередки случаи, когда сварка применяется к алюминиевым сплавам неизвестной марки, что без особых материалов и специальных режимов сварки не всегда выполнимо.
Это интересно: Как гнуть профильную трубу своими руками в домашних условиях
Особенности сварки инвертором
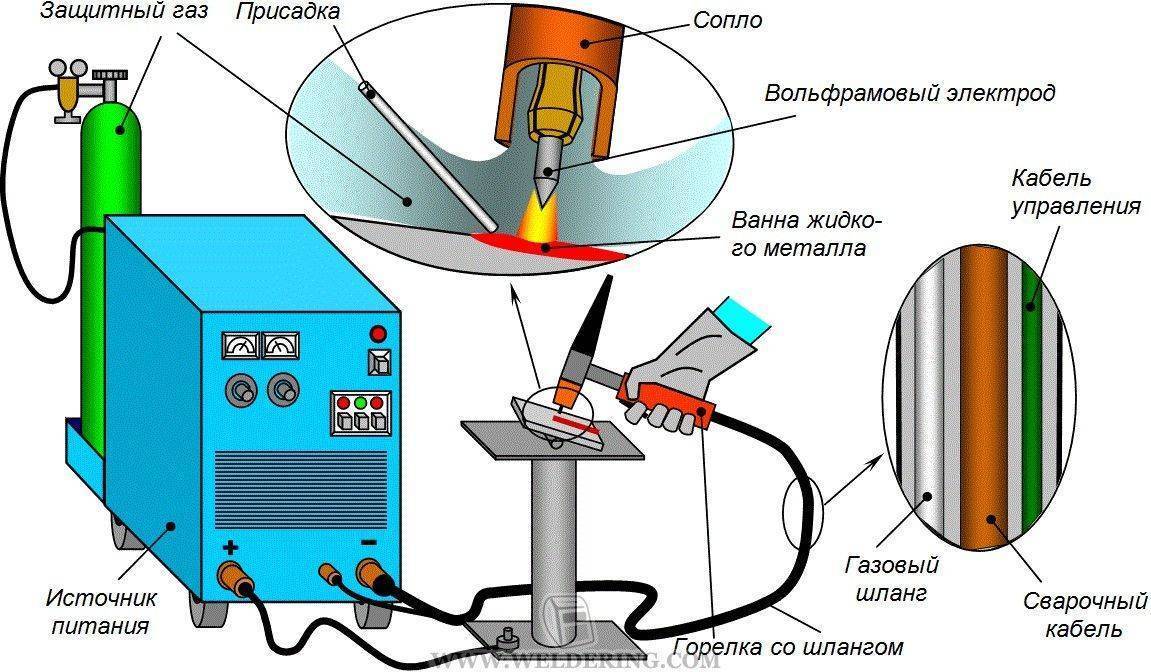
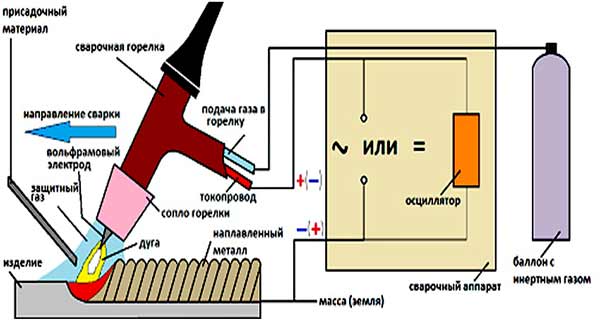
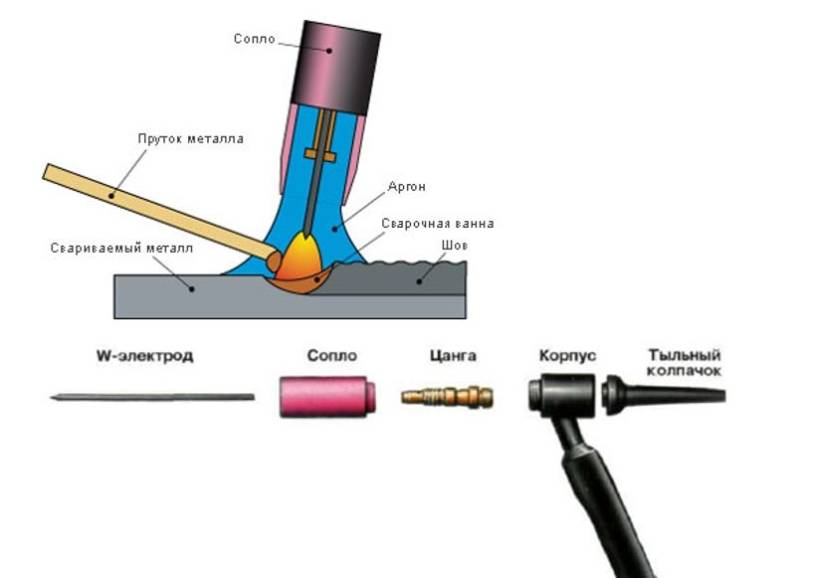
Инверторная сварка является самой подходящей и лучшей для изделий из алюминиевой основы. Процесс сварки металла выполняется в специальной оболочке из защитного газа, которая зачастую состоит из аргона. Обязательно используются вольфрамовые электроды с неплавящейся структурой.
Однако во время проведения сварочных работ поверхность данного электрода всегда требуется чистить. Дело в том, что на них скапливаются наросты, которые состоят из окисей вольфрама. В результате этого сильно ухудшается качество сварного шва.
Для удаления наростов применяется абразивный диск. При помощи него производится заточка электродов. Это позволяет сделать их поверхность чистой и гладкой, на ней не возникают заусенцы и канавки. Для заточки рекомендуется использовать отдельный диск, которые не применяется для других элементов.


Кроме этого можно самостоятельно снизить появления больших наростов на поверхности вольфрамовых электродов. Для этого данные элементы рекомендуется подвергнуть сильному охлаждению при помощи газа.
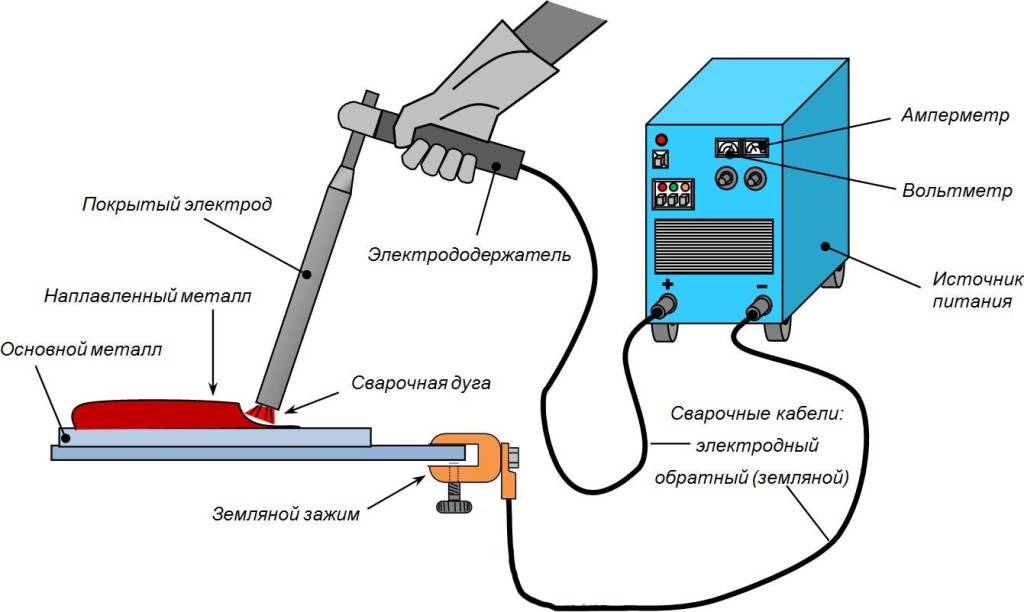
Инвертор для работы с алюминием
Изучая вопрос, чем сваривают алюминий стоит обратить внимание на функциональные устройства – инверторы. Данные приборы для сварки этого металла могут быть разными – они могут отличаться по конструкции и по модификациям
Чаще всего применяются полуавтоматические модели, но иногда могут использоваться электродуговые установки.

Основное преимущество инверторных устройств состоит в том, что они всегда подают стабильное напряжение. Именно это обеспечивает высокое качество сварного шва. Также как и у полуавтоматических устройств, у инверторного оборудования предусмотрена специальная приставка, которая обеспечивает высокую защиту во время работы в газовой среде.
Обычно данная приставка имеет маркировку TIG. Зачастую на многих аппаратах предусмотрена функция, которая позволяет производить быстрый переход в режим эксплуатации в среде защитных газов.
При проведении сварки алюминиевых труб и других элементов из данного цветного металла при помощи инверторного оборудования важно помнить несколько важных рекомендаций:
на поверхности изделий из алюминия всегда образуется оксидная пленка, которая может затруднить сварочный процесс
Именно по этой причине важно предварительно поверхность обработать при помощи абразивного диска, он поможет полностью устранить пленку;
при нагревании алюминий и его сплавы не изменяют цвет. Именно это намного усложняет процесс контролирования состояния сварочной ванны;
важно помнить, что сварочные работы с использованием инвертора, которые проводятся дома, должны выполняться правильно
В этом деле не стоит спешить, необходимо выждать время, чтобы было нужное прогревание;
если металл прогреть слишком сильно, то это может привести к деформированию детали. При проведении сварки алюминия с медью и другими цветными металлами в домашних условиях требуется дополнительно вместе с инвертором использовать специальную приставку, она позволит обеспечить контроль над проведением работы и предоставить возможность создать качественный, прямой и прочный шов;
способы и особенности сварки алюминия и его сплавов практически ничем не отличаются от сварки черных металлов. Для того чтобы справиться самостоятельно с процессом обработки алюминия достаточно иметь минимальные навыки. Дополнительно можно изучить специальную литературу и видеоматериалы.
Конечно, если соблюдать вышеперечисленные рекомендации при сварке алюминия в домашних условиях, все равно не получится получить шов высокого качества. Стоит учитывать, что процесс сваривания достаточно тяжелый и затратный. Самым лучшим вариантом будет приобретение осциллятора. Данный прибор позволит выдавать необходимые параметры тока.
Если при сварке будет применяться осциллятор, то обязательно дополнительно потребуются вольфрамовые электроды. Могут использоваться плавящиеся и неплавящиеся расходники. Все зависит от вида шва, который требуется получить в результате, а также от материала, применяемого в процессе работы.
Обычно самые прочные сварные алюминиевые конструкции получаются при проведении термического сваривания. Однако данный способ невозможно выполнить в домашних условиях. Для него потребуется подготовить специальную смесь, которая должна состоять из свинцовой стружки, марганцовки, алюминиевой пудры, канифоли.
Для этого обязательно требуется знать точные пропорции всех компонентов. Полученная смесь высыпается в область трещины и поджигается, это все приводит к возникновению небольшого взрыва, который и вызывает сплавление шва.
Электроды для сварки изделий из алюминия в домашних условиях
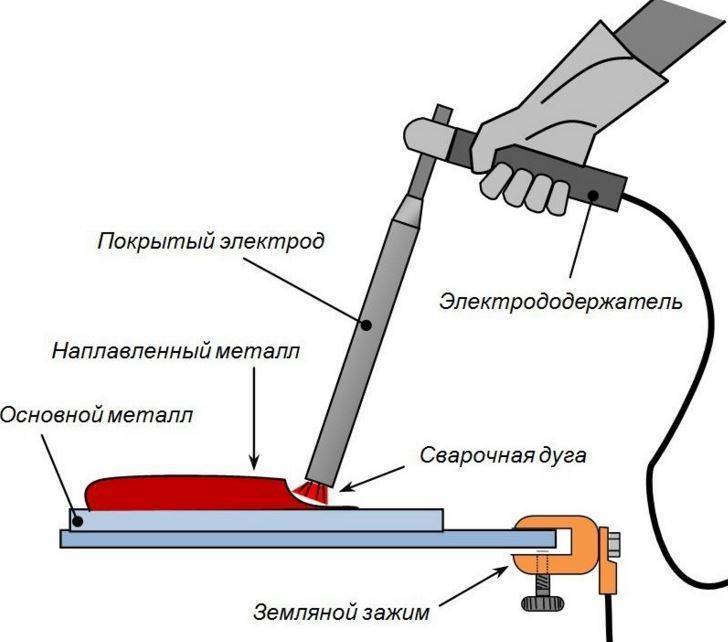
Электроды для сварки алюминия являются стержнями из металла, которые покрыты специализированной смесью. Они довольно редко применяются на больших предприятиях. С их помощью сваривают алюминий в домашнем хозяйстве, в маленьких цехах и при довольно сложных работах за пределами производственных мощностей. Применение подобных электродов дает возможность избежать появления пленки из оксидов на металле. Она очень затрудняет проведение сварочных работ.
- Основные особенности сварки алюминия электродом
- Как варить алюминий электродом
- Самые распространенные виды электродов
- Изготовление электродов в домашних условиях
Основные особенности сварки алюминия электродом
Давно известно, что сваривать алюминиевые детали очень тяжело. Ученые объясняют это присутствием на них плохо сплавляющейся пленки из оксидов. Чтобы сварка была наиболее качественной, необходимо тщательно очистить соединяемую поверхность от грязи и пленки оксидов.
Для эффективной очистки поверхности алюминия, перед выполнением сварочных работ, часто применяют любой органический растворитель или ванну из щелочи. Обработка в ванне из щелочи считается самым эффективным методом очистки изделий из алюминия. Сделать такой раствор своими руками довольно просто.
Для щелочной ванны необходимо:
- не больше литра воды;
- 50 грамм карбоната натрия;
- 30 грамм жидкого стекла;
- 50 грамм тринатрийфосфата.
Раствор, который был получен смешиванием этих компонентов, необходимо нагреть до 70 градусов. После этого стоит помещать в него изделия из металла.
По окончании очистки и обезжиривания изделий, необходимо перейти к следующему этапу. Он заключается в удалении пленки оксидов. При невыполнении этого условия, сваривать подобные детали очень плохо, а их соединение будет ненадежным и низкого качества. Чтобы удалить пленку оксидов своими руками, можно применять напильники, щетки для металла или болгарку. После этого процесса поверхность свариваемых изделий дополнительно покрывают растворителем.
После окончания всех работ по подготовке алюминия необходимо начинать сварку изделий. Для этой цели наиболее подходит инвертор и применение специализированных электродов для сваривания алюминия. Электроды, чтобы была хорошая горящая дуга и отличный сварочный шов, стоит погреть в печи, при температуре не менее 210 градусов. Средняя продолжительность прогревания обязана составлять около 3 часов.
Для сваривания алюминия стоит применять надежный источник постоянного тока с обратной полярностью. Применяя специальные электроды для варки алюминия, необходимо подбирать правильную силу тока. Специалисты рекомендуют, чтобы его сила составляла около 28 ампер на миллиметр диаметра электродов.
Стоит учесть еще один момент, позволяющий добиваться качественных и надежных сварочных швов. Он заключается в том, что перед сваркой изделие прогревают с помощью газовой горелки. Максимальная температура, до которой стоит прогреть алюминиевые изделия, очень сильно зависит от их размера. Насколько больше этот показатель, тем до большей температуры необходимо нагревать алюминиевые изделия.
Качество сварного шва изделий из алюминия зависит и от скорости их охлаждения. Соединение будет лучше, если охлаждать его медленно. Подобные технические методы позволяют отлично сплавить алюминий при варке на малых токах, избежать деформации свариваемых изделий и появления на швах кристаллизационных образований.
Сварка алюминиевых деталей выполняется в таком порядке:
- До начала варки, если нужно сваривать изделия большой толщины, место соединения стоит нагреть газовой горелкой.
- Сделанный шов необходимо хорошо почистить от шлака.
- Почищенный шов обработать водой с температурой не менее 50 градусов.
- После полного остывания сварочный шов зачищается от оставшихся шлаков щеткой по металлу. Когда это не делается, оставшийся шлак на шве может привести к его быстрому разрушению.
Пошаговое описание процесса сварки
Сварка алюминия осуществляется следующим образом:
- Сначала необходимо подготовить материалы: прогреть электроды и зачистить места сваривания деталей щеткой по металлу, выполнить разделку торцов.
- Обезжирить место сваривания ацетоном, это обеспечит лучшее плавление и схватывание металлов.
- Прогреть место сваривания до 150-170 градусов при помощи горелки.
- Начать сваривание, при этом электрод необходимо держать строго перпендикулярно к поверхности свариваемых деталей или под углом 45 градусов, если угол стыковки 90 градусов.
- Шов заливается расплавом круговыми движениями, хорошо прогревая место соединения.
- После каждого прохода удаляется шлак.
- Если используется газ, то он отключается только через несколько секунд после того, как дуга погаснет.
Только при соблюдении всех этапов можно поучить действительно качественный шов.
Подготовка металла
 Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.



Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.
Подготовка металла
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Подготовка разделяется на механическую и химическую.
Механически
Этот этап, как и при сварке других металлов, начинается с тщательной очистки заготовки от всех видов механических загрязнений. Далее при необходимости проводят разделку кромок шва, формируя его профиль. При сварке электродами с обмазкой разделывают кромки начиная с толщины детали от 4 мм. При использовании других методов разделывают кромки, начиная с 20 мм. Тонкие листы (до 1,5 мм) вместо снятия фасок подвергают отбортовке.
Далее следует этап снятия окисной пленки с зоны шва и околошовной области. Это желают напильников или проволочной щеткой.
Химически
И заготовки в зоне шва и околошовной зоне, и присадочный пруток или проволоку необходимо тщательно обезжирить для этого используют органические растворители или щелочные растворы.
Химическим методом также снимают слой окислов с поверхности заготовок. Для этого на них наносят каустическую соду. После обработки детали и присадочных материалов их промывают водой и высушивают.
Какие электроды лучше
Несколько слов о том, какие электроды лучше для сварки алюминиевыми электродами. Для ручной дуговой сварки алюминиевых конструкций часто используются расходники от марки «Озана-2». Среди достоинств электродов этой марки:
- обеспечивают стабильное горение дуги;
- хорошо формируется шов в любом положении (в том числе и в вертикальном);
- шлаковые образования на рабочей поверхности легко отделяются;
- сварочный шов имеет хорошие механические свойства.
Также широкое распространение получили электроды шведского . Расходники с щелочно-солевым покрытием оптимально подходят для сваривания конструкций из технического алюминия, а также алюминиевых сплавов с марганцем или магнием.
Подробнее о выборе электродов для сварки алюминия вы можете почитать здесь.