Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.

Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.

Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов

Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.
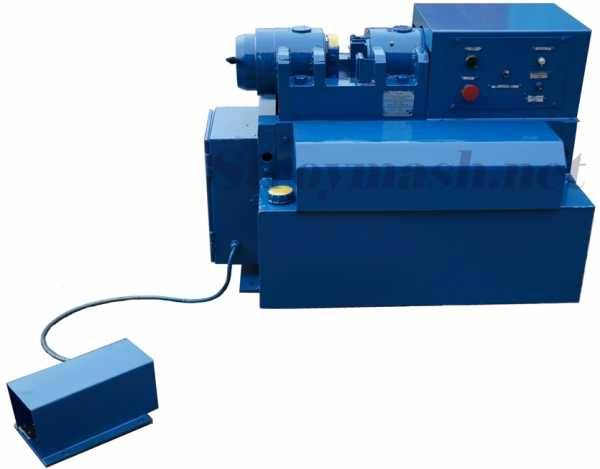
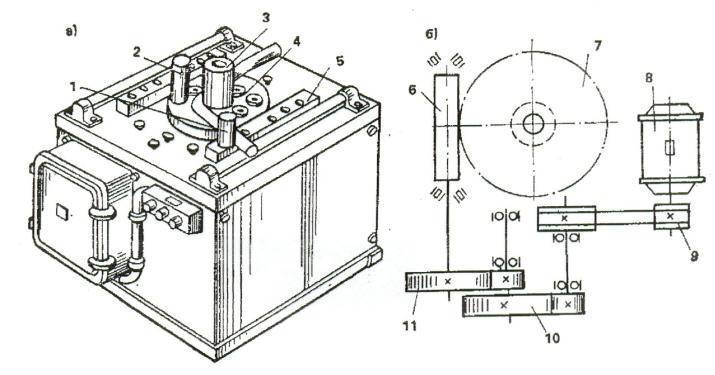
Устройство, схема работы СГА 1
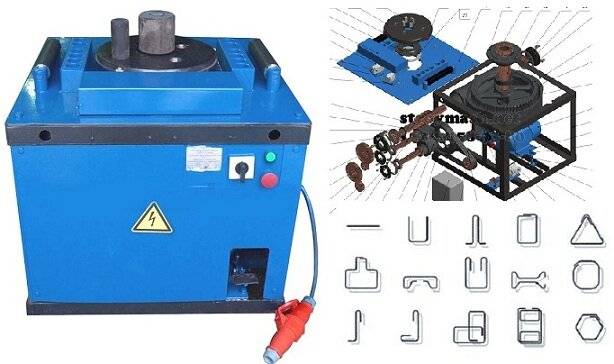
Состав, устройство и работа станка СГА 1

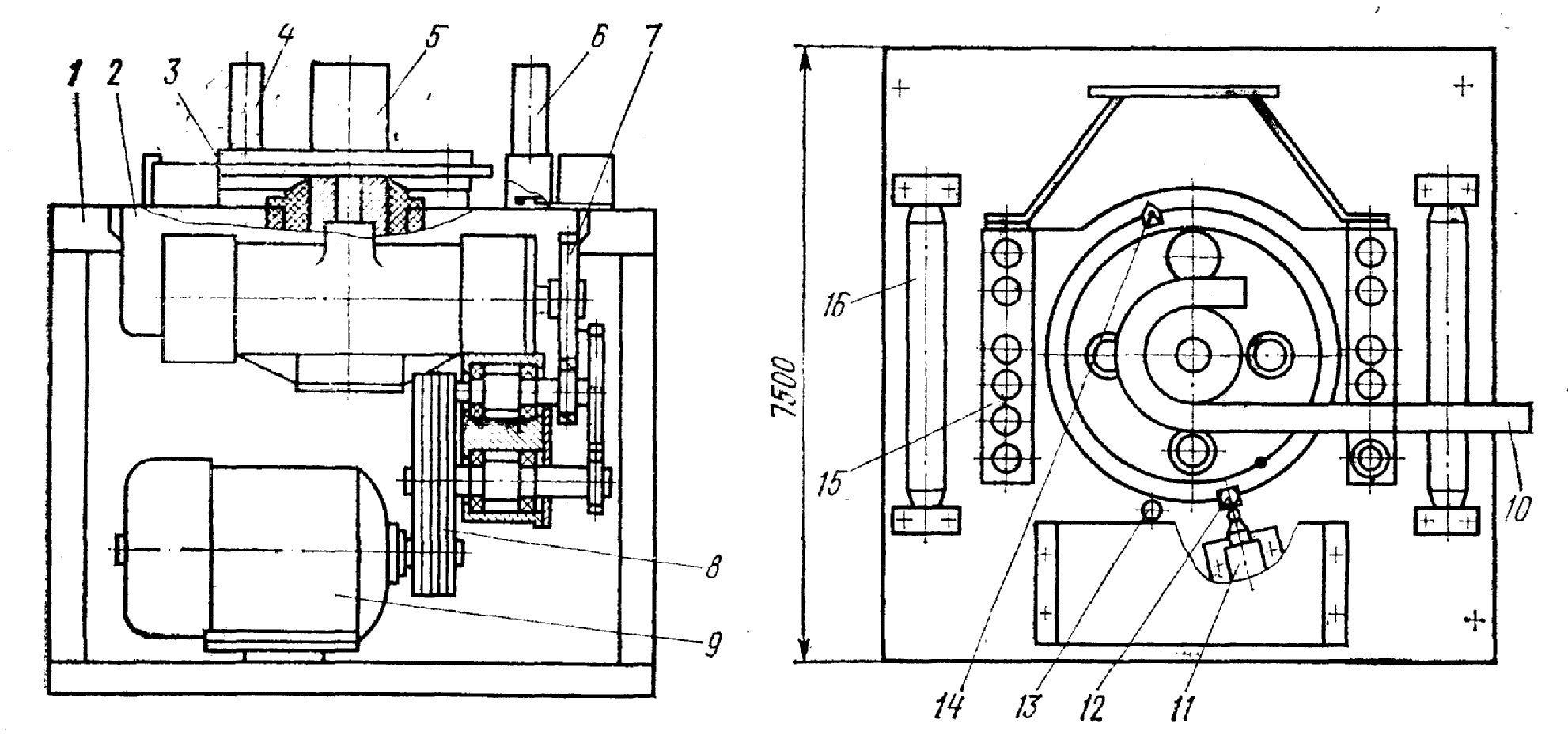
Станок состоит из следующих основных узлов рамы 1, редуктора 2, плиты 3, приспособления для гибки арматуры 4, педального управления 5 и электрооборудования 6.
Рама станка состоит из каркаса и каретки.
Каркас – сварной, из углового проката и служит для крепления всех узлов станка.
Каретка служит для крепления электродвигателя и натяжения клиновых ремней. На верхнем поясе рамы установлена плита в сборе с редуктором и приспособление для гибки арматуры.
В передней части рамы укреплены магнитные пускатели и автоматический выключатель.
К нижнему поясу рамы приварена плита с педальным управлением.
Редуктор 2 состоит из закрытой червячной пары и двух пар открытых цилиндрических шестерен.
Изменение скорости вращения гибочного диска производится путем перестановки шестерен 6 и 7.
Плита 3 служит крышкой редуктора и рабочим столом станка.
К плите приварены квадратные планки с отверстиями под упорные штыри 5 приспособления для гибки.
На плите смонтированы рольганги 7 и выключатели конечные для реверса II и останова 9 гибочного диска.
Для удаления окалины на плите смонтирована воронка с фланцевым креплением для приспособления к цеховой вытяжной вентиляции.
 1 – плита; 2 – диск; 3 – ролик; 4 – палец центральный; 5 – штырь; 6 – ролик; 7 – рольганг; 8 – кулачок останова; 9 – выключатель конечный останова; 10 – кулачок реверса; 11 – выключатель конечный реверса; 12 – палец.
1 – плита; 2 – диск; 3 – ролик; 4 – палец центральный; 5 – штырь; 6 – ролик; 7 – рольганг; 8 – кулачок останова; 9 – выключатель конечный останова; 10 – кулачок реверса; 11 – выключатель конечный реверса; 12 – палец.
Приспособление для гибки арматуры состоит из гибочного пальца 12, центрального пальца 4 с роликом 3, упорного штыря 5 с роликом 6. На гибочном диске 2 имеются четыре отверстия со втулками для станка гибочного пальца 4, а также кулачки останова 8 и реверса 10. Необходимо иметь в виду, что кулачок останова 8 короче кулачка реверса, чтобы избежать переключения им конечного выключателя реверса.
Электрооборудование станка СГА-1
состоит из электродвигателя (М), магнитного пускателя (КМ-1.КМ-2), автоматического выключателя (SA1), конечных выключателей педали (SQ1), реверса (SQ2) и останова (SQ3), теплового реле (РТ1), кнопки останова (К1). При включении автоматического выключателя (SA1) происходит питание станка.
При нажатии педали происходит замыкание контактов конечного выключателя (SQ1) и вращения гибочного диска по часовой стрелке. При переключении контактов конечного выключателя (SQ2) происходит возврат гибочного диска в исходное положение до размыкания контактов конечного выключателя (SQ3), двигатель останавливается. Повторный цикл работы станка происходит аналогично
Принцип действия станка при гибке арматурной стали:
Пруток А укладывается на гибочный диск 2 между центральным пальцем 4 с роликом 3, гибочным пальцем 12 и упорным штырем 5 с роликом 6.
При вращении диска гибочный палец 12 заклинивает пруток А и гнет его вокруг ролика 3.
При возврате диска гибочный палец 12 освобождает согнутую на требуемый угол арматуру. Изделия из прутков арматуры с внутренним радиусом гиба 55 мм изготавливаются при гибе вокруг ролика 5, а с радиусом 20 мм – при гибе непосредственно вокруг центрального пальца 4.
уга 40, СГА-1 УГА -40 ВИДЕО гибочный станок для арматуры gw -40 купить в ярославле сга 1. уга-40, схема подключения гибочного станка сга 1 уга40 УГА-40 Характеристики ремонт гибочного станка сга-1 уга-40 в ярославле. уга-40(сга 1), как правильно сделать реверс на уга-40 Станок УГА-40 (СГА 1) Станок УГА-40 (СГА 1) чертежи.
Механизм подачи станка для правки и резки арматуры СМЖ-357
Механизм подачи (рис. 3) предназначен для разматывания арматурной стали из бунта, протягивания ее через правильный барабан и подачи выправленного стержня арматуры в приемное устройство.
Привод механизма осуществляется от электродвигателя через ременную передачу и шкив 12, сидящий на выходном валу 16.
С помощью зубчатой пары 14, 15 вращение передается на распределительный вал 4. Сидящая на валу шестерня 13 через зубчатое колесо 11 передает вращение на нижний вал 10 тянущих роликов 5. Вал 6 верхнего тянущего ролика вращается в подшипниках обоймы 7 и соединен с валом нижнего тянущего ролика с помощью зубчатой пары 8, 9. Обойма 7 качается вокруг оси 3, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси 2 соединен с механизмом поджатия верхнего тянущего ролика 1.
Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров.
Одновременно шестерня 23 (рис. 4, на рис. 3 поз. 13) сцеплена с зубчатым колесом 32, свободно вращающимся на валу V вместе с полумуфтой 33. Подвижная полумуфта 34 установлена на шлицах вала V и может передвигаться вдоль него с помощью вилки и тяги 42. Управление положением муфты осуществляется механизмом включения с электромагнитом 48. Валы V и VI сцеплены с помощью зубчатой пары 35, 39.
СМЖ-172А и СМЖ-172БМА; СМЖ-133 и СМЖ-160, Станки для резки, рубки арматуры | ООО “Строительные Машины”
Станки для резки арматуры
Станки СМЖ-172 (СМЖ-172БМА), разработанные и серийно выпускаемые ООО «Строительные машины», предназначены для резки круглой, квадратной и полосовой стали с пределом прочности до 470 МПа на предприятиях по производству железобетонных изделий и на строительных площадках. Просты и удобны в обслуживании, обладают высоких ресурсом работы.
Технические характеристики СМЖ-172А, СМЖ-172БМА
| Параметры | СМЖ-172А | СМЖ-172БМА |
| Усиление на ножах, кН | 350 | 350 |
Диаметр разрезаемой стали, мм кл.А-I кл.А-II кл.А-III | 40 36 32 | 40 36 32 |
Квадрат, мм | 36×36 | 36×36 |
| Полоса, мм | 40×12 | 40×12 |
| Число ходов кулисы, ход/мин | 33 | 33 / 9* |
| Мощность электродвигателя, кВт | 3 | 3 |
| Непрерывный ход ножа | есть | есть |
| Одиночный ход ножа | – | есть |
| Габаритные размеры, мм | 1100x430x790 | 1030x467x775 |
| Масса, кг | 435 | 450 |
| Купить | Купить |
* – для одиночного хода ножа.
СМЖ-172А – с непрерывным ходом ножа
СМЖ-172БМА – с непрерывным и одиночным ходом ножа
Привод рабочего органа станков (ножа) осуществляется от электродвигателя посредством механической передачи. Процесс резки арматуры происходит при перемещении подвижного ножа относительно неподвижного. Для преобразования вращательного движения вала электродвигателя в возвратно-поступательное движение рабочего органа используется кулисный механизм.









Станок для резки арматуры СМЖ-172А состоит из следующих основных узлов: станины в сборе, кулисного механизма, механизма привода, электродвигателя с электроаппаратурой. В состав СМЖ-172БМА кроме узлов, указанных выше входит механизм включения кулисы.
Станок гидравлический для резки арматуры СМЖ-133, СМЖ-160
Гидравлические станки СМЖ-133М и СМЖ-160 предназначены для резки арматурной стали на предприятиях по производству железобетонных изделий и на строительных площадках. Станки для резки арматуры СМЖ-133М и СМЖ-160 выполнены с гидравлическим приводом, что обеспечило значительно большее усилие реза по сравнению с механическим приводом.

СМЖ-133М СМЖ-160
| Параметры | СМЖ-133М | СМЖ-160 |
| Усилие на ножах, кН | 600 | 700 |
Диаметр разрезаемой стали, ммкл. А-I; A-II;A-III кл.А-IV | 6….40 6….36 | 6..60 |
Продолжительность цикла резки, с | 4-6 | 4-6 |
| Рабочие давление, МПа | 30 | 30 |
| Мощность электродвигателя, кВт | 5,5 | 7 |
| Габаритные размеры, мм | 1360x410x985 | 1520x670x960 |
| Масса, кг | 490 | 750 |
| Купить | Купить |
Конструкция станков разработаны ООО «Строительные машины», защищены авторским свидетельством на изобретение, изготавливаются с применением современных технологий в области машиностроения и с использованием высококачественной гидравлической аппаратуры.
Заказать
Ключевые слова: Станки для резки арматуры, станки для рубки арматуры, резка арматуры, рубка арматуры, СМЖ-172, СМЖ-172А, СМЖ-133, СМЖ-160, СМЖ-172Б и СМЖ-172БМА
Приводные станки, работающие от прутка
Характерные особенности технологии пластической деформации, которая реализуется на подобном оборудовании — последовательное выполнение переходов отрезки и последующей гибки, поскольку штамповка проводится из непрерывного материала. Поэтому количество переходов на таких станках — не менее двух (в некоторых моделях предусматривается также правка-калибровка отрезанных стержневых заготовок). Неавтоматизированная техника (например, станок для гибки арматуры СГА50) чаще применяется для гибки арматуры диаметром свыше 12…16 мм. Для гибки проволочной арматуры используют специализированные автоматы.
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:

- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Работа станка для гибки арматуры происходит следующим образом. Предварительно оператор набирает программу гиба заготовки, после чего компьютером устанавливается требуемая длина реза исходной заготовки, а также ход гибочного ползунка с учетом пружинения материала и геометрической конфигурации готового изделия. С включением механизма подачи происходит одновременная правка прутка. При подаче до упора включается привод механизма реза, мерная заготовка отрезается и продвигается торцевой частью материала на позицию гибки, где фиксируется. Одновременно компрессором создается давление, необходимое для перемещения гибочного ползунка до полного обжатия материалом матрицы, профиль которой соответствует форме конечной детали. При обратном ходе ползунка сбрасыватель выводит изделие из зоны обработки, после чего оператор удаляет готовую деталь в тару.
Читать также: Как образовалась железная руда
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
В практике производства гнутых арматурных изделий иногда нецелесообразно приобретать автоматизированное оборудование. Гибочный станок для арматуры весьма компактен, прост и отличается значительно меньшей стоимостью. Ограничением данной технологии является необходимость предварительной резки заготовок «в размер».
Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
У гибочного станка СГА-1 допускается изменять профиль рабочих роликов (например, на квадратный), что делает описанное оборудование достаточно универсальным. Схожий принцип действия имеет и ручной станок для гибки арматуры. Таким образом, все гибочные станки для производства деталей арматуры являются оборудованием ротационного действия.
Станок для резки арматуры СМЖ-172 А
Описание
Используется для резки арматурных стержней в промышленных масштабах, там где неообходима тяжелая, объемная и продолжительная работа с арматурной сталью: строительство монолитов, заводы жби , и др.Станок обрабатывает арматуру классами от а1 до а3. Может так же рубить полосовую сталь. Станок редукторного типа. Станок для резки арматуры СМЖ-172А работает в режиме непрерывного резаИмеет достаточно не сложное и не дорогое обслуживание, и экономичную цену в сраавнении со своими импортными аналогами. В случае истечения гарантийного срока обслуживания, легко найти и приобрезап.части и расходные материалы.Давно зарекомендовал себя на стройках России и странах ближнего зарубежья.
Возврат и обмен
Возврат и обмен частным лицам производится согласно закону “О защите прав потребителей”. Возврат и обмен товара юридическим лицам производится согласно Гражданскому кодексу РФ. С правилами возврата, обмена, ремонта и перечнем товаров не подлежащих возврату вы можете ознакомиться здесь.
Ремонт и сервис
ООО «Строймашсервис-Техно» осуществляет гарантийный ремонт и сервисное обслуживание на протяжении всего срока эксплуатации строительного оборудования, приобретенного в ООО «Строймашсервис-Мск».
И в течении гарантийного срока оборудования указанного производителем и приобретенного в других компаниях. Технический центр ООО «Строймашсервис-Техно» является гарантийным представителем следующих заводов:
- ОАО «Лебедянский завод строительно-отделочных машин» г. Лебедянь
- ООО «Строймаш» г. Рязань
- ЗАО «Тверской экспериментально-механический завод» г. Тверь
- ОАО «Бежецкий завод “Автоспецоборудование» г. Бежецк
- ЗАО Коммерческий центр «Строительные машины» г. Санкт-Петербург
- RenzA MACHINERY COMPANY
- ООО “Двигатели общего назначения”
- Atlas-Copco
- Сплитстоун
Чем можно разрезать композитную арматуру
Одним из основных достоинств композитной арматуры считается простота ее нарезки. Резка стеклопластиковой арматуры осуществляется непосредственно на месте производства работ, что значительно сокращает сроки строительства. Чтобы нарезать пруты по размеру, используют следующие инструменты:
- топор;
- болторез;
- ножовку по металлу;
- углошлифовальную машинку.
Рассмотрим преимущества и недостатки каждого инструмента.
Углошлифовальная машинка
Когда возникает вопрос, чем резать стеклопластиковую арматуру для фундамента (подробнее про сам материал мы уже писали здесь), строители в первую очередь вспоминают о болгарке. Этот инструмент позволяет качественно, быстро и с минимальным усилием нарезать большое количество материала.
К плюсам использования углошлифовальной машинки относят:
- высокую скорость работы;
- с помощью болгарки можно нарезать сразу пучок прутков;
- механизированная резка не требует большой мышечной силы;
- возможность применения дисков с любой режущей кромкой (для металла или камня).
Перед тем, как резать стеклопластиковую арматуру болгаркой, нужно учесть и минусы работы этим инструментом:
- порезать стеклопластик болгаркой без пыли не получится. Высокая скорость вращения диска приводит к распылению в воздухе мелких частиц стеклопластика. Нагнетатель воздуха для охлаждения двигателя инструмента способствует еще большему распространению композитной пыли. Поэтому при работе с углошлифовальной машинкой нужно использовать средства защиты глаз и органов дыхания, особенно, если предстоит пилить арматуру в помещении;
- для работы болгаркой необходимо иметь точку подключения к электричеству.
В общем, минусы довольно тривиальные.

Ножовка по металлу
Если предстоит выполнить всего несколько разрезов, можно использовать обычную ножовку по металлу.
Применение ручного инструмента дает следующие плюсы:
- ножовка по металлу найдется у каждого хозяина. Это самый простой и дешевый способ нарезать небольшое количество прутков для связки арматурного каркаса;
- отсутствие распыления мелких частиц, как в случае с УШМ.
Отрицательные моменты применения ножовки по металлу для резки композитной арматуры:
- низкая скорость работы;
- высокая нагрузка на работника, если необходимо выполнить большой объем работы;
- возможность использования только в индивидуальном строительстве при малых объемах работ.









Болторез
Перед тем, как резать композитную арматуру с помощью болтореза, также следует изучить плюсы и минусы работы с этим инструментом. Нужно понимать, что болторез выполняет не резку композитного прутка, а скорее его перекусывание, что сказывается на технических характеристиках материала.
Преимущества использования болтореза:
- не требуется подключение к электросети;
- при работе болторезом не образуется большого количества мелких частиц, поэтому готовить прутки по размеру можно внутри помещения;
- с болторезом в руках можно перемещаться и работать в любом месте (нет проводов).
Недостатки применения болтореза:
- с помощью болтореза нельзя разрезать одновременно более 3 прутков;
- при работе с этим инструментом необходимо задействовать значительные мышечные усилия;
- болторез редко находится в списке домашних инструментов. Для работы его придется брать в аренду или покупать, что экономически нецелесообразно;
- применение болтореза вызывает деформацию материала в месте разреза (на конце прута появляются крошки материала и продольные трещинки). Такая деформация снижает несущую способность арматуры, и сокращает срок ее службы.
Топор
При ограниченности в средствах, для подготовки арматуры может использоваться и топор. Он, как и болторез, перерубает пруток, что сказывается на состоянии арматуры в месте переруба.
Положительные моменты:
- топор есть у любого хозяина. Не требуется отдельно приобретать инструмент;
- скорость. При подготовке основания для рубки арматуры, выполнить работы можно довольно быстро.
Отрицательные моменты:
- неточность разреза. Не каждый мастер может точно и сильно попасть топором в нужное место, чтобы разрубить композитный пруток;
- деформация кончика прута. При эксплуатации в продольные трещины может попасть вода, цемент, щелочь, что приведет к нарушению технических характеристик стеклопластика и ослаблению всей конструкции. При изменениях температуры, расщепленная арматура внутри изделия будет изменяться в объеме, что приведет к разрушению бетона.
Ручной арматурогиб своими руками. Чертёж, описание
Для того, чтобы изготовить простейший арматурогиб потребуется:
- стальное основание, в качестве которого можно использовать часть стального листа толщиной не менее 6 мм;
- стальной уголок размерами от 40×40×2 и длиной не менее 4…5 длин наибольшего горизонтального размера арматурного прутка – поворотный рычаг (чем длиннее рычаг, тем меньше усилие гиба);
- подшипниковый узел качения, в котором будет поворачиваться приводной рычаг;
- переустанавливаемые упоры – стальные уголки, закрепляемые в приводном рычаге;
- направляющие – втулки из инструментальной стали типа У8, свободно вращающиеся на своей оси. Для качественного направления заготовки по основанию их должно быть две, но для простейших работ хватит и одной. Втулку лучше закалить на HRC 50…55;
- деревянная рукоятка, насаживаемая на рычаг.

Монтаж такого арматурогиба несложен, и не требует использования сварочного оборудования. Основание надёжно закрепляется на верстаке, после чего подбирается нужный размер уголка – заготовка для поворотного рычага. В нём фрезеруются или просверливаются пазы для установки упоров, места которых соотносятся с размерами требующейся арматуры (впрочем, можно предусмотреть и сквозной паз). В нужном месте основания крепятся подшипник и направляющие втулки.
При помощи такого устройства можно выполнять горизонтальные и вертикальные гибы на произвольные углы. Для повышения точности можно снабдить ручной арматурогиб размерной шкалой.
Как и чем резать стеклопластиковую композитную арматуру

Композитный арматура продается в катушках, а для того, чтоб ее разрезать, нужен особый строительный инструмент. Основное его преимущество состоит в том, что можно использовать ASP без остатков, в отличие от обыденных металлической арматуры. Заблаговременно вычислите, сколько брусков необходимо для армирования конструкции, и у вас не остается излишних кусков. Это сбережет много средств как на самом материале, так и на его транспортировке.
Сейчас побеседуем подробнее о том, как резать арматуру из стеклопластика.
- Резки шлифовальной машины.
- Резки болтов.
- Резкая ножовкой по металлу.
- Резки топоры.
По воззрению профессионалов, часто встречающийся метод резки композитной арматуры. Это резки шлифовальной машиной (можно использовать обыденное либо алмазное колесо). И это оправдано тем, что во время резки арматура подвергается меньшей деформации и существенно меньше повреждений делается (диск шлифовальной машины узкий и очень стремительно режется). Также, используя угловую шлифовальную машину, за пару минут можно сделать много брусков. Это сберегает силу строй подрядчиков, а это означает, что они могут выполнить больше работы за столько же времени.
Ножовка для резки композитной арматуры применяется тогда, когда объем строительной площадки не очень большой, потому что это механический инструмент и очень тяжело на физическом уровне трудно узреть с ним огромное количество брусков.
Два других варианта резки арматуры (при помощи Болторез либо топоры) можно отнести к низкому качеству и рекомендуется использовать их в последних мерах, но о их необходимо сказать. А они низкого свойства, так как плохо оказывают влияние на саму фактуру арматуры и портят ее в местах пореза. В месте, где происходит удар, стеклопластик может рассыпаться, деформироваться и растрескиваться.
Продольные трещинкы понижают качество материала, также плохо влияя на срок его службы. Эти трещинкы фактически невидимые для людского глаза, но при проникновении в глубину бруска в нем образуются полосы, и эти полости будут копить луг, грязюка, воду с течением времени, тем существенно снижая крепкость арматуры.
Основная опасность состоит в том, что когда арматура подвергается резким перепадам температуры либо находится в брутальной среде, трещинкы будут просачиваться вглубь стержня и разрушать конструкцию изнутри. Это приведет к необратимым изменениям и может привести к полному разрушению строения.
Не запамятовывайте, что резки арматуры из стеклопластика может быть небезопасным для здоровья человека, потому до работы необходимо знать несколько правил безопасности.
Перед резкой надевайте лицевой щит, чтоб предупредить попадание маленьких частиц стекловолокна либо базальта в дыхательные пути. Для глаз предусмотрены особые очки, а силиконовые перчатки либо перчатки из хлопчатобумажной ткани с латексными вставками необходимо носить на руках.
Защитная маска
Пиления неметаллических стержней образует маленькую пыль, которая при вдыхании может возбудить аллергическую реакцию либо заболевания. Маска защитит вас от таких проблем.
Болгарка и ножовка
Самый действенный, удобный и четкий метод резки арматуры стеклопластиком. Это резки шлифовальной машиной, снаряженной стандартным алмазным либо абразивным диском. Внедрение ножовки по металлу при таких видах работ оправдано только в этом случае, если планируется маленький объем работ. В неприятном случае, если необходимо выполнить огромное количество порезов, рука бригадира утомляется, а производительность и качество работы понижаются.
Перчатки
Композитные стержни имеют малозначительное опыления стекла, контакт с которым может раздражать кожу. Потому перед работой со сложенным стержнем надевайте перчатки.
Популярные модели
Цена ручного гибочного оборудования зависит от производительности, скорости выполнения операций, формы и толщины изделий, которые на нем можно обрабатывать. Опишем коротко наиболее востребованные модели РСГА, продающиеся в наших строительных магазинах:
- DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.
- СО-350 (производитель МИСОМ) — белорусское производство. На станках данной марки можно гнуть арматуру с сечением 12, 25, 20,30 мм. Прочные простые конструкции, позволяющие гнуть одновременно 2−4 прутка. Весят мало — 10−30 кг, гарантируют получение максимально ровных точных изгибов.
- Alba — гибочные профессиональные станки, которые предназначаются для применения в промышленных цехах и на стройке. Позволяют работать с арматурой А-III и А-I до Ø30 мм. Безотказны, имеют длительный срок службы, высокомобильны и прочны.
Популярны также российские станки УО-120, 12Е и 10Е турецкой фирмы Afagan.
Вязка арматуры для фундамента
В оборудовании каркаса нуждается столбчатый, свайный, плиточный, ленточный фундамент, а также многие другие конструкции. Использование арматуры позволяет превратить обычный бетон в железобетон, поэтому ее применяют для возведения домов и не только.
Как вязать арматуру для фундамента? Существуют различные способы, но наиболее часто используют вязку проволокой с помощью различных инструментов: шуруповерт, плоскогубцы, крючок.
Использование крючка — самый распространенный, практичный и универсальный вариант вязки. Его можно применять везде. Собственно процесс осуществляется в несколько шагов:
- Проволоку связывают пополам, после чего накидывают на пруты арматуры, предварительно уложенные перпендикулярно друг к другу.
- На крючок надевают образовавшуюся петлю и два свободных конца.
- Крючком делают несколько оборотов, что позволяет надежно затянуть проволоку и зафиксировать арматуру в необходимом положении.
- Крючок вынимается — соединение готово.
Для соединения каркаса ленточного фундамента и прочих конструкций можно использовать хомуты из пластика, но это более дорогостоящее решение и менее надежное до заливки бетона. Более подробно ознакомиться как вязать арматуру можно на фото и видео.
Гибка арматуры – особенности процесса
На любой стройке сегодня можно увидеть различное оборудование, множество инструментов и приспособлений, и практически на каждой из них есть станок для гибки арматуры. Это не случайно: наиболее эффективной технологией укрепления хрупких бетонных конструкций, их защиты от разрушительных для них нагрузок на сжатие, растяжение и изгиб, является армирование, которое и выполняется при помощи металлических прутков – арматуры. Без качественного арматурного каркаса практически невозможно возвести надежные бетонные стены и фундамент.
Казалось бы, намного проще выполнять армирование угловых бетонных конструкций и участков примыкания стен с использованием прямых арматурных прутков. Однако в таком случае бетонная конструкция будет сильно ослаблена, может расслоиться. К тому же это является грубым нарушением строительных норм. В любых угловых бетонных конструкциях необходимо использовать только гнутье, с перехлестом на каждую сторону минимум 80 см. Станок или простейшее приспособление для гибки металлических прутков пригодится и в том случае, если вам необходимо быстро изготовить соединительные элементы различного типа – крюки, лапки и др.
При гибке стальных прутков, используемых для армирования, очень важно знать, как гнуть арматуру для фундамента так, чтобы она не утратили своих прочностных характеристик. Для соблюдения этого требования необходимо выполнять такую операцию только механическим способом, используя специальные станки для резки и гибки арматуры
При этом важно следить за тем, чтобы угол сгиба не получился острым, а радиус закругления в месте сгиба составлял от 10 до 15 диаметров самого прутка. Следует помнить, что стальной арматурный пруток гнется без потери своих прочностных характеристики до угла 90 градусов, затем показатели прочности начинают снижаться.







При гибке стальных арматурных прутков своими руками часто совершаются две ошибки:
- на месте сгиба при помощи болгарки или другого инструмента делается надпил;
- участок арматуры, где будет находиться сгиб, нагревают при помощи газовой горелки или паяльной лампы.
После того, как подобные процедуры выполнены, используется какое-либо примитивное средство для гибки: тяжелый молоток, кувалда, отрезок трубы, тиски и др. Эти способы гнутья приводят к значительному ослаблению арматуры, что может стать причиной разрушения бетонных конструкций. В таких случаях всегда следует помнить о том, что нужно выполнять гибку арматурных прутков без нарушения их целостности и только в том случае, если они находятся в холодном состоянии.
Тут вообще все дорого и серьезно — полная автоматика и множество настроек. Для домашних мастеров это видео приводим лишь в качестве ознакомления. Так как тратить 130-180 тысяч рублей на такой агрегат для непрофессионального использования не имеет никакого смысла.