Технологические свойства стали 20
| Коррозионная стойкость | В среде H2S: скорость общей коррозии ≤ 0,5 мм/год; стойкость к водородному растрескиванию CLR ≤ 3 % CTR ≤ 6 %; стойкость к сульфидному коррозионному растрескиванию под напряжением ≥ 75 % от σ0,2. По ТУ 14-3-1971-97 металл труб должен выдерживать испытания на водородное растрескивание по стандарту NACE ТМ 02 84 (испытательная среда NACE TM 01 77). Предельные значения коэффициентов длины (CLR) и толщины трещин (CTR) не должны превышать соответственно 3 и 6%. Металл труб должен выдерживать испытания на стойкость к сульфидному растрескиванию под напряжением. Пороговое напряжение СКРН должно быть не менее 75% (254 МРа) от минимального гарантируемого предела текучести материала. Скорость общей коррозии металла труб не должна превышать 0,5 мм/год. |
| Наплавка | Наплавка уплотнительных поверхностей деталей трубопроводной арматуры в соответствии с ОСТ 26-07-2028-81 производится ручной электродуговой наплавкой электродами типа Э-20Х13 с обмазкой УОНИ-13НЖ, НИИ-48, НИИ-48Ж-1 или проволокой СВ-12Х13 или СВ-20Х13. Подготовка поверхности под наплавку производится механической обработкой. Наплавка производится с предварительным и сопутствующим нагревом детали до 400-450 °C не менее чем в 3 слоя толщиной не менее 4 мм без учета припуска на механическую обработку. Термообработка после наплавки производится путем отпуска при 550-600 °C (выдержка 2-5 ч) на твердость НВ=301-350, при 600-650 °C (выдержка 2-5 ч) на твердость НВ=240-300, при 400-450 °C (выдержка 2-5 ч) на твердость НВ=351-400. Температура печи при загрузке деталей для отпуска должна быть не более 300 °C. |
| Обрабатываемость резаньем | В горячекатанном состоянии при НВ 126-131 и sВ=450-490 МПа Kn тв.спл.=1,7 Kn б.ст.=1,6. |
| Свариваемость | Сваривается без ограничений, кроме деталей после химико-термической обработки. Способы сварки РДС, АДС под флюсом и газовой защитой, КТС. Для ручной дуговой сварки используются электроды МР-3 или УОНИ13/45А; для автоматической под флюсом — проволока Св-08А, Cв-08ГA или Св-10Г2 с флюсом АН-348А; для сварки в защитных газах Ar и CO2 — сварочная проволока Св-08Г2С. |
| Склонность к отпускной хрупкости | Не склонна. |
| Температура ковки | Начала — 1280 °C, конца — 750 °C. Охлаждение на воздухе. |
| Флокеночувствительность | не чувствительна. |
Виды проката
Рассматриваемая марка стали является очень популярной и востребованной, когда речь заходит о производстве прокатных профилей различных типов. Обычно прокат можно получить 2-мя наиболее широко применяемыми способами.
- Деформация горячего типа. В соответствии с этой методикой к деталям, значение толщины которых составляет свыше 4 мм, применяют горячее деформирование. Подобный вариант обработки имеет серьезный недостаток, заключающийся в формировании окалин — это еще одни детали, концентрирующие напряжение.
- Деформирование холодного типа. Указанный метод используют в случае проката стальных элементов, параметр толщины которых составляет не больше 4 мм. Главное преимущество рассматриваемой обработки заключается в дополнительном и эффективном повышении прочностных качеств сплава благодаря наклепу.
Из стали марки 20 в настоящее время производят изделия следующих видов.
- Холоднокатаные трубные конструкции цельносварного строения. Для изготовления подобных продуктов стальные листы сворачивают по их радиусу, а потом сваривают края посредством прямого шва.
- Трубы без швов. Эти изделия возможно получить посредством волочения холодного или горячего типа. Главная особенность бесшовных вариантов заключается в их повышенных прочностных характеристиках, особенно в сравнении с аналогами. Стоимость рассматриваемых продуктов оказывается намного выше.
- Различные модификации профиля. Это могут быть и листовые продукты, и прутки, и швеллеры, и даже проволочные изделия.
Обозначения используемые в таблицах
Механические свойства:
- sв – Предел кратковременной прочности,
- sТ – Предел текучести,
- s0,2 – Предел пропорциональности (допуск на остаточную деформацию – 0,2%),
- d5 – Относительное удлинение при разрыве,
- y – Относительное сужение,
- KCU – Ударная вязкость, [ кДж / м2]
- HB – Твердость по Бринеллю,
- HV – Твердость по Виккерсу,
- HSh – Твердость по Шору,
Физические свойства:
- T – Температура, при которой получены данные свойства,
- E – Модуль упругости первого рода,
- a – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град]
- l – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
- r – Плотность материала , [кг/м3]
- C – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)]
- R – Удельное электросопротивление,
Технологические свойства
| Название | Значение |
| Макроструктура и загрязненность | По ТУ 14-1-3332-82 неметаллические включения должны иметь глобулярную форму и балл не более 4,0 «б» шкалы «СН» по ГОСТ 1778. Допускается наличие отдельных сульфидов вытянутой формы с отношением максимального размера к минимальному более 3, бальностью не более 1 «б» шкалы «С» по ГОСТ 1778. Загрязненность металла неметаллическими включениями не должна превышать по среднему баллу 2,5; по максимальному — 3,0. |
| Микроструктура | По ТУ 14-3-1745-90, ТУ 14-3Р-54-2001 полосчатость ферритно-перлитной структуры г/д труб не должна превышать 4,0 балла по ГОСТ 5640. Величина зерна металла труб в состоянии поставки не должна быть крупнее 7 балла, допускаются отдельные зерна 6 балла. |
| Коррозионная стойкость | По ТУ 14-3-1745-90 пороговое значение сероводородного коррозионного растрескивания должно быть не менее 147 МПа (15 кгс/мм2). Сталь стойкая к коррозионному растрескиванию. |
Сталь 20Х
Общие данные
| Заменитель |
| стали: 15Х, 20ХН, 12ХН2, 18ХГТ. |
| Вид поставки |
| Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. Полоса ГОСТ 82-70, ГОСТ 103-76. Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1131-71. Трубы ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-75, ГОСТ 13663-68. |
| Назначение |
| втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги и другие цементируемые детали, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины, детали, работающие в условиях износа при трении. |
Химический состав
| Химический элемент | % |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni), не более | 0.30 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr) | 0.70-1.00 |
| Сера (S), не более | 0.035 |
Механические свойства
Механические свойства при повышенных температурах
| t испытания, °C | s0,2, МПа | sB, МПа | d5, % | y, % |
| Образец диаметром 6 мм, длиной 30 мм кованый и нормализованный. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. | ||||
| 700 | 120 | 150 | 48 | 89 |
| 800 | 63 | 93 | 56 | 74 |
| 900 | 51 | 84 | 64 | 88 |
| 1000 | 33 | 51 | 78 | 97 |
| 1100 | 21 | 33 | 98 | 100 |
| 1200 | 14 | 25 |
Механические свойства проката
| Термообработка, состояние поставки | Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB | HRCэ |
| Пруток. Закалка 880 °С, вода или масло; закалка 770-820 °С, вода или масло; отпуск 180 °С, воздух или масло | 15 | 640 | 780 | 11 | 40 | 59 | ||
| Сталь нагартованная калиброванная со специальной отделкой без термообработки | 590 | 5 | 45 | 207 | ||||
| Пруток. Цементация 920-950 °С, воздух; закалка 800 °С, масло; отпуск 190 °С, воздух. | 60 | 390 | 640 | 13 | 40 | 49 | 250 | 55-63 |
Механические свойства поковок
| Термообработка, состояние поставки | Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB |
| Нормализация | |||||||
| КП 195 | <100 | 195 | 390 | 26 | 55 | 59 | 111-156 |
| КП 195 | 100-300 | 195 | 390 | 23 | 50 | 54 | 111-156 |
| КП 195 | 300-500 | 195 | 390 | 20 | 45 | 49 | 111-156 |
| КП 215 | <100 | 215 | 430 | 24 | 53 | 54 | 123-167 |
| КП 215 | 100-300 | 215 | 430 | 20 | 48 | 49 | 123-167 |
| КП 245 | <100 | 245 | 470 | 22 | 48 | 49 | 143-179 |
| Закалка. Отпуск. | |||||||
| КП 245 | 100-300 | 245 | 470 | 19 | 42 | 39 | 143-179 |
| КП 275 | <100 | 275 | 530 | 20 | 40 | 44 | 156-197 |
| КП 275 | 100-300 | 275 | 530 | 17 | 38 | 34 | 156-197 |
| КП 315 | 100-300 | 315 | 570 | 14 | 35 | 34 | 167-207 |
| КП 345 | 100-300 | 345 | 590 | 17 | 40 | 54 | 174-217 |
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 |
| Пруток диаметром 25 мм. Закалка 900 °С, масло. | |||||
| 200 | 650 | 880 | 18 | 58 | 118 |
| 300 | 690 | 880 | 16 | 65 | 147 |
| 400 | 690 | 850 | 18 | 70 | 176 |
| 500 | 670 | 780 | 20 | 71 | 196 |
| 600 | 610 | 730 | 20 | 70 | 225 |
Технологические свойства
| Температура ковки |
| Начала 1260, конца 760. Заготовки сечением до 200 мм охлаждаются на воздухе, 201-700 мм подвергаются низкотемпературному отжигу. |
| Свариваемость |
| сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, КТС без ограничений. |
| Обрабатываемость резанием |
| В горячекатаном состоянии при НВ 131 и sB = 460 МПа Ku тв.спл. = 1.7, Ku б.ст. = 1.3 . |
| Склонность к отпускной способности |
| не склонна |
| Флокеночувствительность |
| малочувствительна |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | +20 | -20 | -40 | -60 |
| Пруток диаметром 115 мм. Закалка. Отпуск. | 280-286 | 280-289 | 277-287 | 261-274 |
Предел выносливости
| s-1, МПа | n | sB, МПа | s0,2, МПа | Термообработка, состояние стали |
| 235 | 1Е+7 | 450-590 | 295-395 | Нормализация. НВ 143-179 |
| 295 | 1Е+7 | 690 | 490 | Закалка. Высокий отпуск. НВ 217-235 |
| 412 | 1Е+7 | 930 | 790 | Цементация. Закалка. Низкий отпуск. HRCэ 57-63 |
Прокаливаемость
Закалка 860 С. Твердость для полос прокаливаемости HRCэ.
| Расстояние от торца, мм / HRC э | |||||||||
| 1.5 | 3 | 4.5 | 6 | 7.5 | 9 | 10.5 | 12 | 13.5 | 18 |
| 38,5-49 | 34-46,5 | 29-44 | 24,5-40 | 22-35,5 | 32,5 | 30 | 28,5 | 27 | 24,5 |
| Кол-во мартенсита, % | Крит.диам. в воде, мм | Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| 50 | 26-48 | 8-24 | 32-36 |
| 90 | 12-28 | 3-9 | 38-42 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 216 | 213 | 198 | 193 | 181 | 171 | 165 | 143 | 133 | |
| Модуль упругости при сдвиге кручением G, ГПа | 84 | 83 | 76 | 74 | 71 | 67 | 62 | 55 | 50 | |
| Плотность, pn, кг/см3 | 7830 | 7810 | 7780 | 7710 | 7640 | |||||
| Коэффициент теплопроводности Вт/(м ·°С) | 42 | 42 | 41 | 40 | 38 | 36 | 33 | 32 | 31 | |
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 10.5 | 11.6 | 12.4 | 13.1 | 13.6 | 14.0 | ||||
| Удельная теплоемкость (С, Дж/(кг · °С)) | 496 | 508 | 525 | 537 | 567 | 588 | 626 | 706 |
Сферы применения
Определенные технические характеристики стали 20 объясняют ее применение в разных направлениях промышленности:
- Производстве трубной арматуры (накидных гаек, штуцеров, фланцев, крестовин, ниппелей).
- Изготовлении строительных материалов.
- Сборке разных металлоконструкций, машин, судов, промышленного оборудования.
Из этого металла производят:
- Бесшовные трубы. Изготавливаются путем холодного, горячего волочения. Их особенность — высокая прочность.
- Цельносварные холоднокатаные трубы.
- Различные профиля (проволоку, двутавры, швеллера, металлические уголки, листы разной толщины, прутки).
Изделия из этого сплава изготавливаются по определенным государственным стандартам:
- ГОСТ 17305-91— производство проволоки разного сечения.
- ГОСТ 82-70 — изготовление металлических лент разной ширины.
- ГОСТ 16523-97 — производство легких листов малой толщины.
- ГОСТ 10704-9 — изготовление труб.
- ГОСТ 8479-70 — производство кованых деталей, поковок.
- ГОСТ 1577-93 — изготовление металлических листов большой толщины.
- ГОСТ 14955-77 — производство серебрянки, шлифовальных прутков.
- ГОСТ 7417-75 — изготовление калиброванных прутков.
- ГОСТ 8240-97, ГОСТ 1050-88 — производство фасонного, сортового проката.
В ГОСТах указываются основные требования к готовой продукции, ее испытания для допуска в продажу.
Стальные листы (Фото: Instagram / absolut_metall35)
Расшифровка
Сталь 20 относится к группе высококачественных конструкционных сталей. Высококачественная означает более строгие требования к химическому составу шихты, процессам выплавки и разливки.






Сталь 20 включает в себя следующие химические элементы:
- Углерод (0,2%). Цифра 20 в названии сплава отображает содержание данного компонента в сотых долях процента. Углерод ответственен за упрочнение. Увеличение его в составе приводит к повышению твердости и прочности. Обратным эффектом является параллельное уменьшение пластичности.
- Кремний (0,17-0,35%). Основное назначение кремния – это удаление частиц водорода, кислорода и азота из состава сплава. Наличие данных газов в составе повышает пористость и количество газовых раковин, что сильно снижает прочность стали.
- Марганец (0,35-0,6%), как и кремний, — сильный раскислитель, но помимо этого активно способствует удалению серы. Он положительно влияет на качество поверхности сплава. Также снижает вероятность образования трещин во время горячей обработки давлением. Улучшает протекание процессов сварки и ковки.
- Никель (до 0,3%), хром (до 0,2%) и медь (до 0,3%) в целом положительно влияют как на механические, так и на коррозионностойкие характеристики стали. Но их содержание слишком мало, чтобы оказать какое-то серьезное воздействие на сплав.
- Фосфор (до 0,035%) и сера (до 0,04) относятся к вредным типам примесей. Их содержание является причиной повышенной хрупкости стали. Также сильно падает значение вязкости и, соответственно, устойчивости к ударным нагрузкам.
- Остальная часть химического состава приходится на железо.
По уровню раскисления сталь марки 20 делится на 3 категории: спокойная, полуспокойная и кипящая.
- Спокойная сталь 20 получается в результате полного удаления кислорода из состава сплава. Осуществляется это с помощью введения таких элементов как кремний и марганец. Данный тип стали включает минимальное количество оксидов железа, которое и способствует «спокойному» (без выделения газов) застыванию сплава в ковше. Сталь получается плотная и однородная по составу. Лишь в верхней части образуется газовая раковина, которая благополучно удаляется в процессе механической обработки.
- Кипящая сталь 20 раскисляется только марганцем. Как результат, это становится причиной повышенного содержания закиси железа. Данное соединение при взаимодействии с углеродом образует углекислый газ. Как следствие, на поверхности расплавленного сплава начинают появляться газовые пузыри, создавая впечатление, будто сплав кипит. Данная сталь имеет высокую пористость. Ее химические компоненты неравномерно распределены по всему объему сплава. Все это приводит к резкому снижению механических характеристик, увеличению риска образования трещин и ухудшение свариваемости. Среди плюсов кипящей стали стоит отметить меньшую стоимость и безотходность производства.
Существует также полуспокойная сталь 20, которая по своим характеристикам представляет что-то среднее между двумя вышеописанными видами сталей.
Основные характеристики и свойства
Физические и технологические свойства стали марки СТ20 описаны в таблицах №1 и №2.
Таблица № 1:
| Технологические свойства | |
| Ковка | Начальная температура ковки составляет 1280 °С, конечная – 750 °С. Охлаждение производится на воздухе |
| Свариваемость | Сваривается без ограничений. Исключение составляют только некоторые детали, которые подвергались химической и термической обработке |
| Обрабатываемость резанием | В горячекатаном состоянии при НВ 126 – 131 и Q = 450 – 490 Мпа. Кv твердый сплав равен 1,7, Кv быстрорежущая сталь составляет 1,6 |
| Флокеночувствительность | Не чувствительна |
| Склонность к отпускной хрупкости | Не склонна |
Таблица №2:
| Физические свойства | Испытательная температура в °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Модуль нормативной упругости (Е, ГПа) | 212 | 208 | 203 | 197 | 189 | 177 | 163 | 140 | – | – |
| Модуль упругости при сдвиге кручением (G, ГПа) | 78 | 77 | 76 | 73 | 69 | 66 | 59 | – | – | – |
| Плотность (Pn? Кг/куб.м) | 7859 | 7835 | 7803 | 7770 | 7736 | 7699 | 7659 | 7617 | 7624 | 7600 |
| Теплопроводность (Вт/(м*К) | – | 51 | 49 | 44 | 43 | 39 | 36 | 32 | 26 | 26 |
| Электросопротивление (р, нОм*м) | – | 219 | 292 | 38 | 487 | 601 | 758 | 325 | 1094 | 1135 |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Линейное расширение | 12,3 | 13,1 | 13,8 | 14,3 | 14,8 | 15,1 | 15,2 | – | – | – |
| Удельная теплоемкость (с, Дж/(кг*К)) | 486 | 498 | 514 | 533 | 555 | 584 | 636 | 703 | 703 | 695 |
Химические

Химические свойства стали СТ 20 таковы, что она не обладает устойчивостью к кислотным соединениям
Вода, попадающая на изделие, оставляет на месте своего воздействия характерные ржавые следы. Тем не менее, эти факторы не являются причинами резкого ухудшения внешнего вида и прочности состава.
Для защиты от коррозионных разрушений рекомендуется наносить на сталь гальванические покрытия в виде хрома, цинка и других аналогичных по составу соединений.
Физические
Плотность равна 7850 кг/куб.м. Температура начала процесса плавления составляет 1500 °С. Чтобы перевести сталь в жидкое состояние нужно соблюсти температурный предел в 1600 °С. СТ 20 легко отдает тепло, проводит его благодаря отличной способности его же и отдавать.
Справка. При повышении температурных режимов изделие быстро расширяется. Сталь этой марки отлично проводит электричество.
Механические
Высокопластичная сталь имеет средние показатели прочности и обладает хорошей твердостью. Упругий модуль достигает 200 Мпа. Разрыв возможен при достижении максимального удлинения в 23 – 26%, сужение при этом имеет еще больший показатель – 55%. Очень вязкая и стойкая к ударным воздействиям.
Повышение прочности производится путем проведения процедуры наклепа. Может осуществляться прокатывание роликами. Эта процедура имеет своеобразное название механического воздействия на структуру стали. Может осуществляться нормализация или отжиг упрочнения. В данном случае речь идет о термическом варианте воздействия.
Технологические

Высокотехнологичный сплав отлично обрабатывается давлением и выдерживает любой тип резания
Этот сплав принадлежит к группе цементируемых изделий. Частички углерода имеют свойство оседать на изделие и помещаться в его внутреннем составе. Нагрев производят в специально подобранной атмосфере насыщения стали углекислым газом. Химическое и термическое воздействие придают дополнительную прочность и увеличивают срок эксплуатации материала при постоянном и превышенном воздействии на него нагрузок извне.








Внимание. Сварные швы плотные по своим свойствам, поэтому при проведении сварочных работ по своим характеристикам схожи с куском цельного металла
Характеристики стали 20
Высококачественная сталь 20 обязательно должна отвечать стандартам, иметь определённые параметры и сферу использования. Рассмотрим, за счёт каких своих характеристик сплав остаётся востребованным и популярным.
Химический состав углеродистой стали 20
Так как марка стали 20 – высококачественный материал, к её химическому составу предъявляются жёсткие требования. Выплавка осуществляется согласно правилам, прописанным в ГОСТ стали 20. В состав входят следующие компоненты:
- Железо (Fe) – примерно 98%.
- Углерод (C) – 0,2%. Число 20 в наименовании указывает на содержание этого элемента. Углерод отвечает за прочность. Чем больше его, тем более твёрдым, прочным сплав становится.
- Кремний (Si) – 0,17-0,35%. Нужен для удаления водорода, кислорода, азота из состава. Они увеличивают пористость, число газовых раковин, значительно снижающих прочность металла.
- Марганец (Mn) – 0,35-0,65%. Также серьёзный раскислитель, ещё и благоприятствует удалению серы. Улучшает качество поверхности, уменьшает риск появления трещин в процессе горячей обработки. Благодаря ему, лучше протекают сварка, ковка.
- Никель (Ni) – до 0,3%, хром (Cr) – до 0,2%, медь (Cu) – до 0,3%. Элементы обуславливают улучшение механических, коррозионностойких показателей. Впрочем, поскольку их количество невелико, они не оказывают серьёзного влияния на сталь.
- Фосфор (P) – до 0,035%, сера (S) – до 0,04. Вредные примеси. При слишком большом их содержании, сталь становится слишком хрупкой. Кроме того, падает показатель вязкости.
Уровень раскисления
- Спокойная сталь 20. За счёт введения кремния и марганца, полностью отсутствует кислород. Оксидов железа также очень небольшое количество. Это и обеспечивает «спокойное» застывание металла в ковше. Однородность, плотность СТ20 на выходе отличные, только сверху формируется газовая раковина.
- Кипящая сталь. Образовывается путём раскисления марганца, что ведёт к повышению содержания закиси железа. Соединение образует углекислый газ. В итоге формируются пузыри газа, выглядящие как кипящая масса. Такой металл очень пористый, химические элементы распределены неравномерно, что обуславливает ухудшение механических характеристик, увеличивает опасность появления трещин, ухудшает свариваемость. Но есть и достоинства – невысокая цена, отсутствие небезопасных отходов.
- Полуспокойная СТ20. Нечто среднее между предыдущими разновидностями сплава.
Физические свойства
Плотность стали 20 – 7850 килограмм на кубометр. Температура начала плавления равна 1500 градусов по Цельсию. Смесь становится полностью жидкой при температурном показателе 1600 °С. Сплав легко отдаёт тепло, но так же хорошо его накапливает. Коэффициент теплопроводности 48 Вт/(м·град), удельная теплоёмкость – 490 Дж/(кг · °С). Сталь прекрасно проводит ток.
Химические свойства
У материала невысокая химическая устойчивость к большинству кислотных соединений. Если на поверхность попадёт влага, на ней останется ржавчина. Из-за неё сильно ухудшается внешний вид, прочность.
Механические свойства
Сталь является высокопластичной, прочность средняя, твёрдость хорошая. Модуль упругости составляет 200 МПа. Разрыв происходит при достижении наибольшего удлинения в 23-26%, относительное сужение ещё больше – 55%.
Повышение прочностных показателей осуществляется путём выполнения наклёпа, возможно прокатывание роликами. Производится нормализация либо отжиг упрочнения. В обозначенном случае имеется в виду термический метод воздействия.
Технологические свойства стали 20
Прекрасно поддаётся обработке давлением, выдерживает всякий вариант резания. Штамповка преимущественно осуществляется в горячем виде. Не растрескивается при паровой обработке и под большим давлением. Группа свариваемости 1.
- СТ20 включён в подгруппу цементируемых сплавов. Твёрдость цементируемого слоя оказывается до 62 HRC, тогда как сердцевина остаётся «мягкой», в пределах 20-35 HRC.
- Химическое воздействие, термообработка (закалка) упрочняют металл, увеличивают срок его использования.
- Свариваемость без ограничений, флокеночувствительностью не характеризуется, к отпускной хрупкости не склонна.
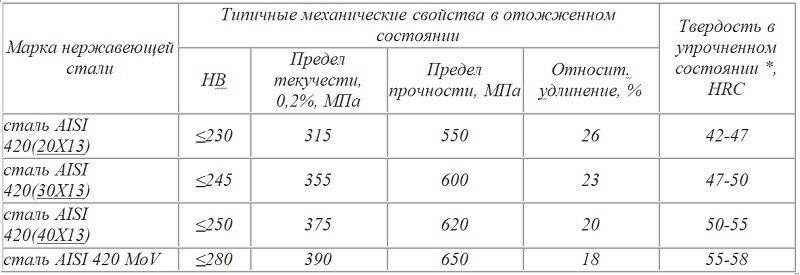
Технология сварки двухслойных (плакированных) видов стали
За счет двухслойной стали снижается использование высоколегированных материалов, при этом работоспособность конструкций не снижается. Из таких металлов изготавливают оборудование, эксплуатируемое в коррозионной среде.

Облицовочный слой толщиной до 12 мм, устойчивый к коррозии и контактирующий с агрессивной средой, выполняется из следующих металлов:
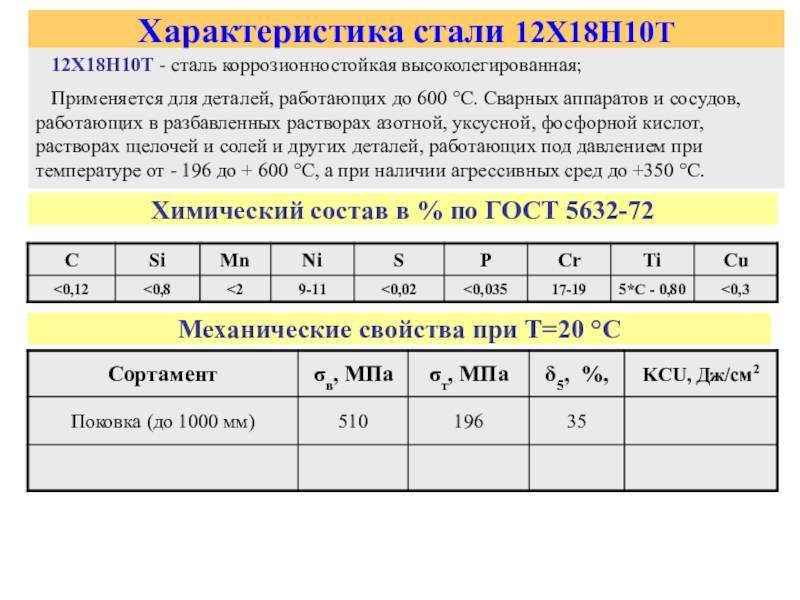
- высоколегированных хромоникелевых аустенитных (12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б и др.);
- хромистых ферритных;
- мартенситно-ферритных (08X13, 12X13 и др.).
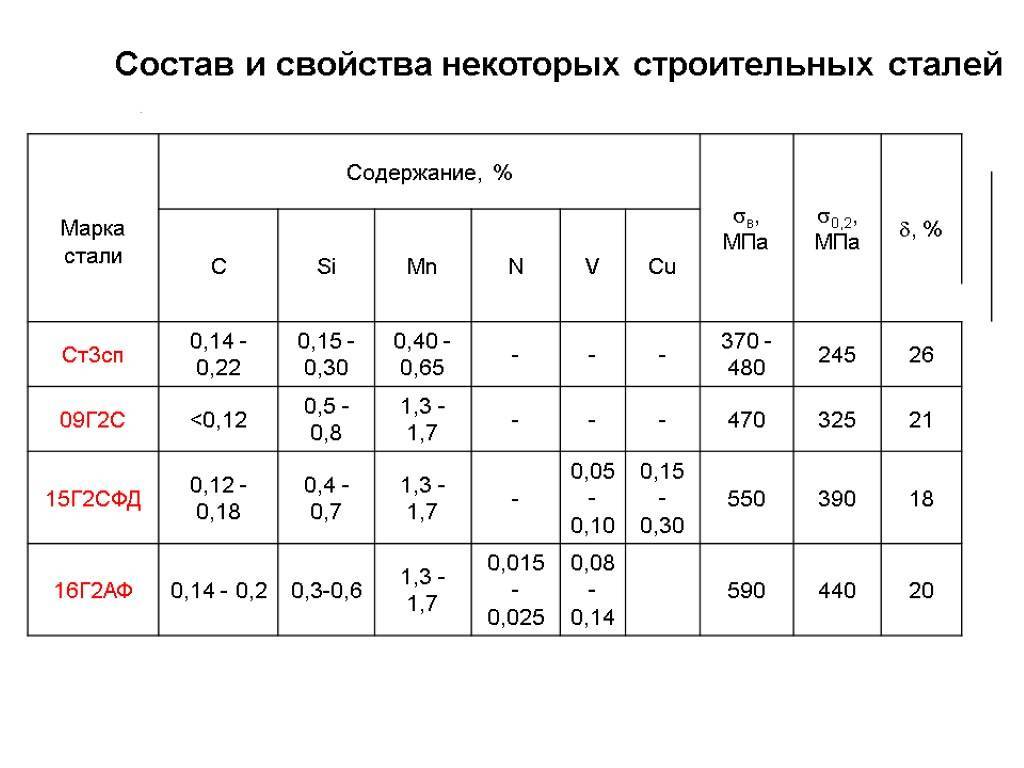
Основной слой, толщина которого достигает 150 мм, более устойчив к силовым нагрузкам. Для его изготовления используются углеродистые низколегированные металлы (Ст3, 20К, 15ХМ и др.). Сварные соединения при этом должны иметь:





- Однородность облицовочного слоя с высокой коррозионной стойкостью сварного шва.
- Отсутствие комплексных сплавов с низкими механическими характеристиками в месте соединения облицовочного и основного слоев. Для этого необходимо использовать подходящие материалы и технологию сварки сталей, разделывать кромки и последовательно проводить работы.
Описанию основных типов и конструктивных элементов формы подготовки кромок в соответствии с технологией и способами сварки посвящен ГОСТ 16098-80. Сварка слоев выполняется раздельно с применением различных сварочных материалов. Последним обрабатывается облицовочный слой, чтобы не допустить его повторного нагрева. Обработка основного покрытия осуществляется в первую очередь. Для работы используются подходящие сварочные проволоки, флюсы, электроды и пр.
Механические характеристики
| Сечение, мм | sТ|s0,2, МПа | σB, МПа | d10 | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа |
| Закалка на воздухе с 870-890 °C + отпуск при 620-650 °C, охлаждение на воздухе | ||||||
| 100 | ≥334 | ≥530 | ≥14 | ≥25 | ≥383 | — |
| Нормализация при 880-900 °C + отпуск при 600-650 °C, охлаждение на воздухе | ||||||
| 100 | ≥275 | ≥540 | ≥18 | ≥25 | ≥491 | 143-187 |
| Отливки деталей ж.д. состава. Нормализация или нормализация + отпуск | ||||||
| — | 294-343 | ≥490 | ≥20 | ≥30 | ≥490 | — |
| — | ≥343 | ≥510 | ≥18 | ≥25 | ≥490 | — |
| Отливки. Закалка в воду с 920-940 °C + отпуск при 600-620 °C, охлаждение на воздухе (KCU-60) | ||||||
| — | ≥400 | ≥500 | ≥15 | ≥30 | ≥3 | — |
| Отливки. Нормализация при 920-940 °C, охлаждение на воздухе (KCU-60) | ||||||
| — | ≥300 | ≥500 | ≥20 | ≥35 | ≥3 | — |