

Условные обозначения и их структура
Сочетание символов, букв и цифр для сварщика является руководством к действию и соблюдению параметров и последовательности производственного процесса. Для проектировщика обозначение сварных швов имеет основополагающее значение, это результат конструкторского расчёта, от которого зависит прочность здания или сооружения. Поэтому на чертежах указывается вид сварки, состоящий из следующих буквенных обозначений:
- символ «З» означает сварку в среде защитного газа;
- буквы «Кт» говорят о контактном способе сварочных работ;
- сварка автоматическая без использования подкладок, но под флюсом − «А», на подушке флюса − «Аф»;
- работа в инертном газе TIG без присадочного металла − «ИН», а с присадкой − «ИНп»;
- сварка плавящимся электродом в среде инертного газа − «ИП», а в углекислом газе − «УП»;
- газовую сварку обозначают символом «Г»;
- буква «Э» символизирует электродуговую сварку.
Кроме вида сварки в условном обозначении присутствует и ряд других параметров, который можно отнести к способам обработки заготовок и характеру шва с зачисткой наплывов и неровностей. Иногда обозначение многократного прохождения шва служит для снятия остаточной термической деформации заготовок и используется для повышения качества соединяемого стыка.
Запись имеет вид:
❶ ❷-❸-❹-❺-❻-❼
Условно структура обозначения сварочного шва выглядит таким образом и обозначает порядок выполнения сварочных операций, заключающихся в следующем.
❶ − Здесь косая односторонняя стрелка или линия-выноска с горизонтальной полкой и размещением на ней информации о способе сварки по замкнутой линии «О» или монтажу по месту стыковки «┌».
❷-❸-❹ − Информация о способе стыковки и сварки по стандарту, например ГОСТ 5264-80-Т7, означает, что это тавровое соединение с двусторонним угловым швом и со скосом одной кромки.
❺ − Параметры шва, выполненные в виде прямоугольного треугольника с размерами катетов сварных швов по стандартам.
❻ − Указывается длина провариваемого участка для прерывистой сварки «/» или шахматного порядка «Z», а также параметры их разновидностей, например 50Z100.
❼ − Размещаются вспомогательные знаки, которые указывают способ зачистки и чистоту обработки лицевого и внутреннего шва.
В структуре условного обозначения на чертеже могут присутствовать указания на точечную сварку или газосварку с соответствующими буквенными сокращениями.
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам
Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
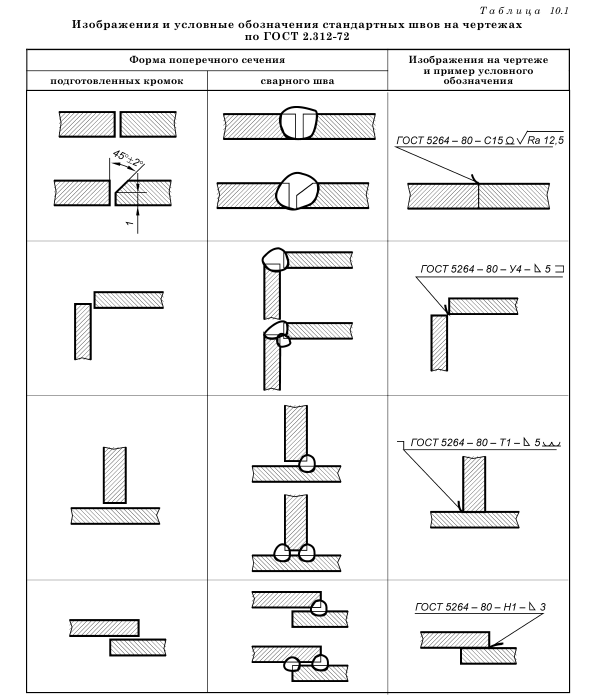
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
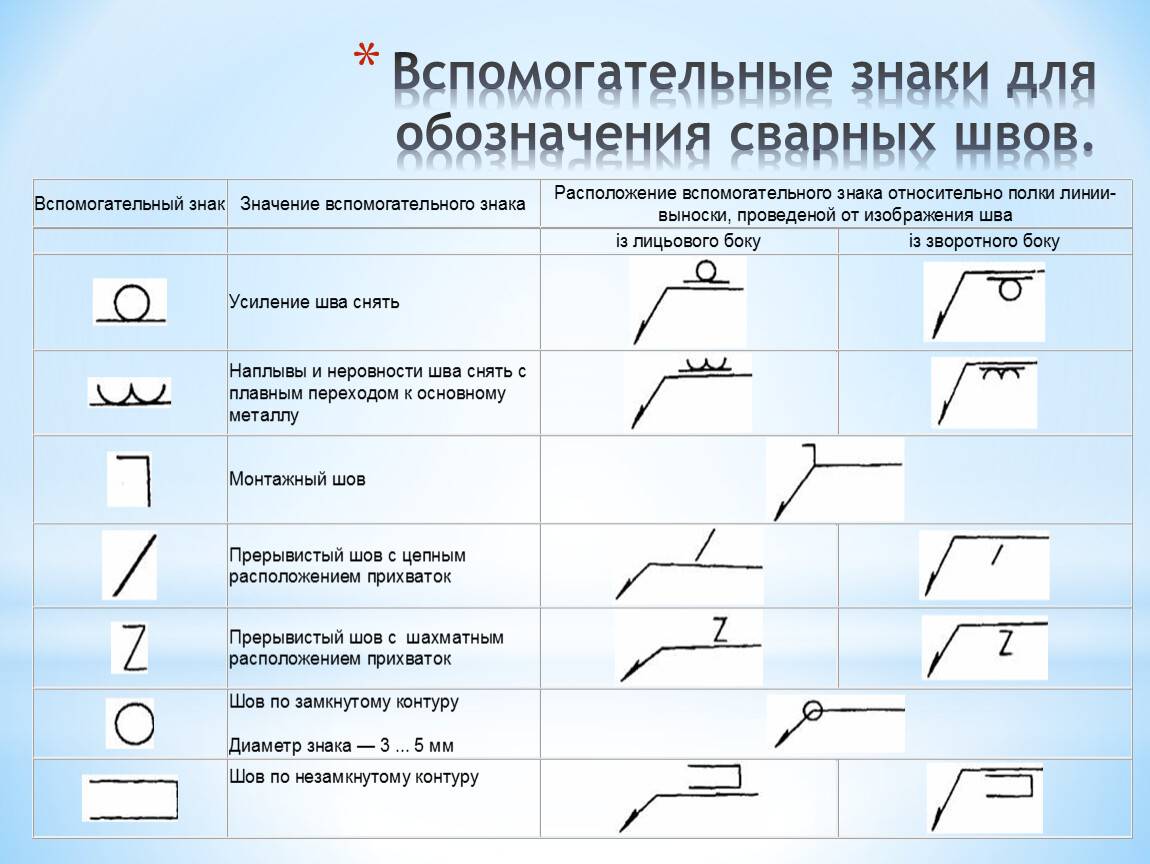
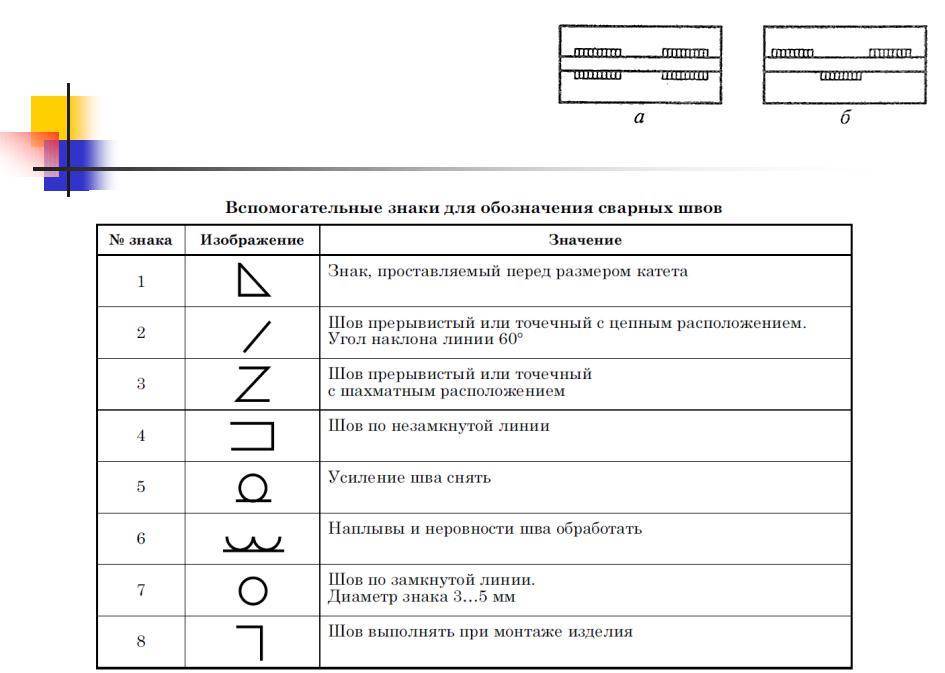
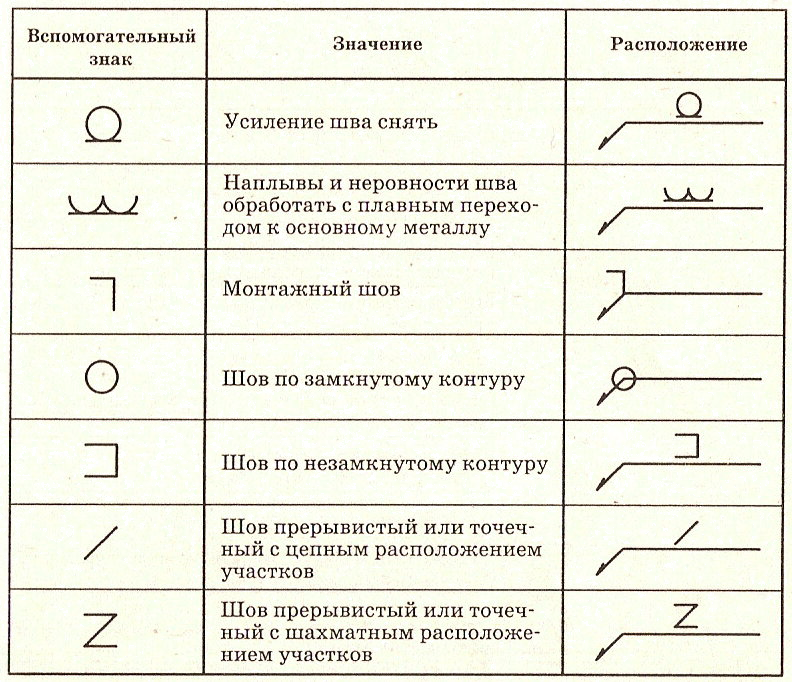
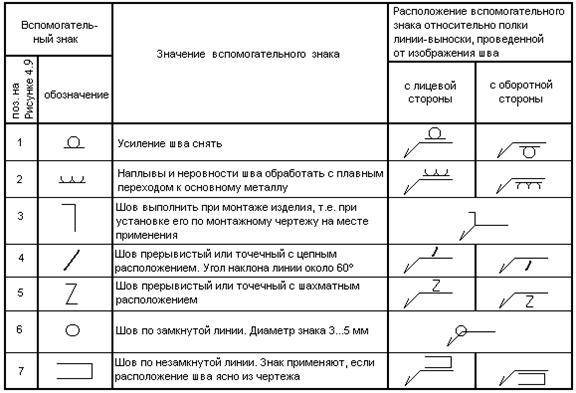
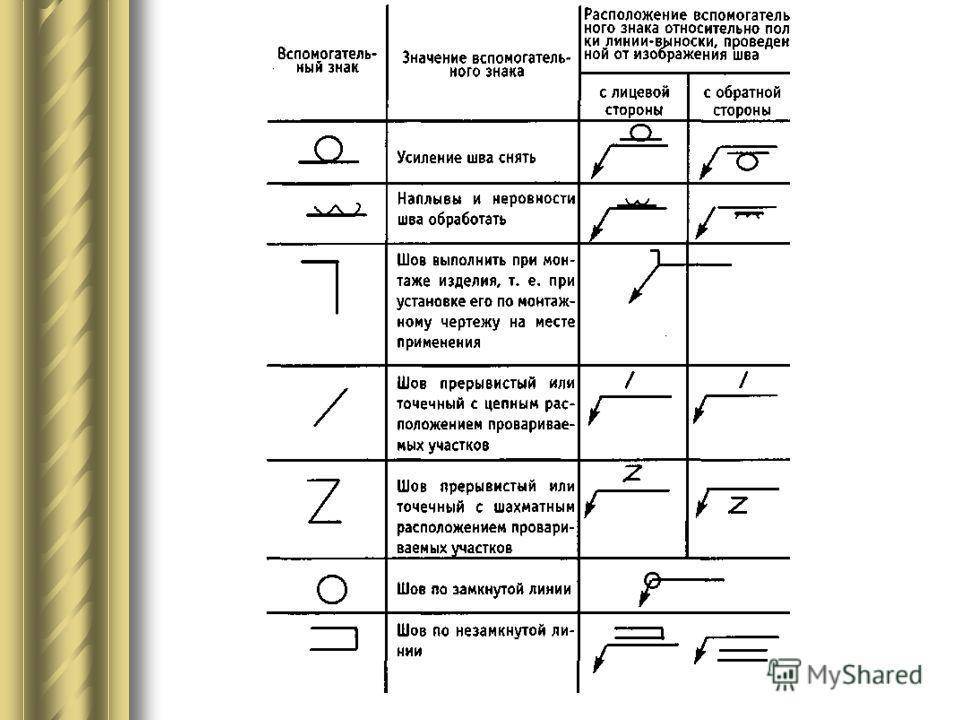
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Условные обозначения на чертеже
Как на чертежах обозначается сварка, так и в обязательном порядке должны быть показаны и дополнительные вспомогательные отметки (знаки).
С их помощью профессионалы, составляющие схемы сварки могут:
Указать с помощью знаков, что необходимо осуществить плавный переход к основной поверхности
Реализовать это можно исправив неровности с помощью ручной или механической обработки;
Выделить тот момент, что при сваривании элементов линия обязательно должна остаться не замкнутой
Показать, что необходимо выполнить шов таким образом, чтобы он был цепным;
Акцентировать внимание на том что контур стыковочного шва должен быть замкнут
Показать, что соединительный стык нужно делать в шахматном порядке
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.





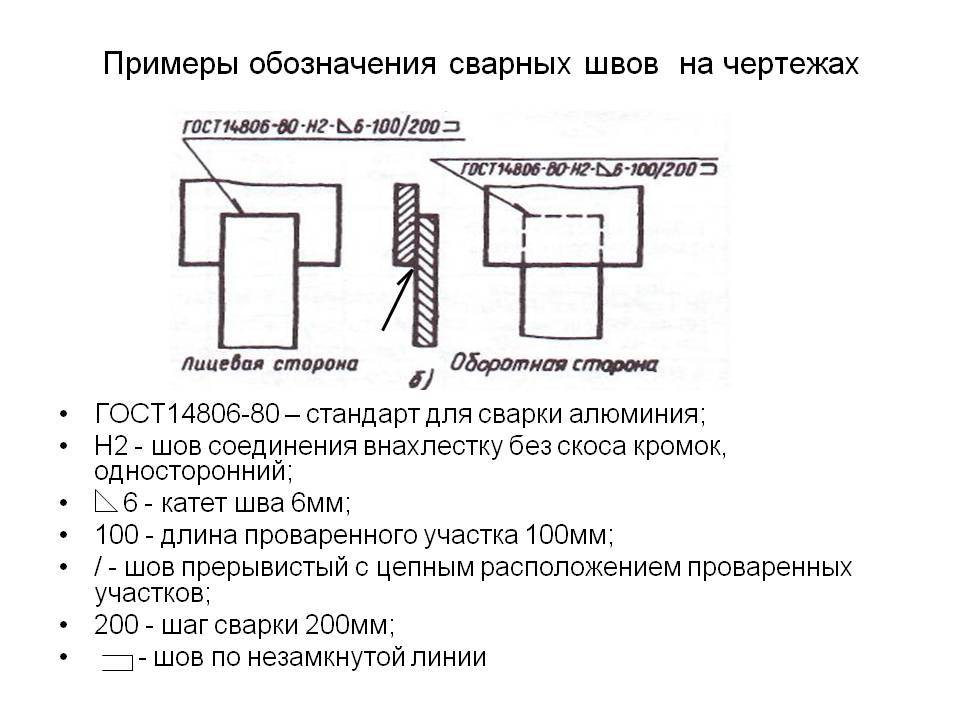

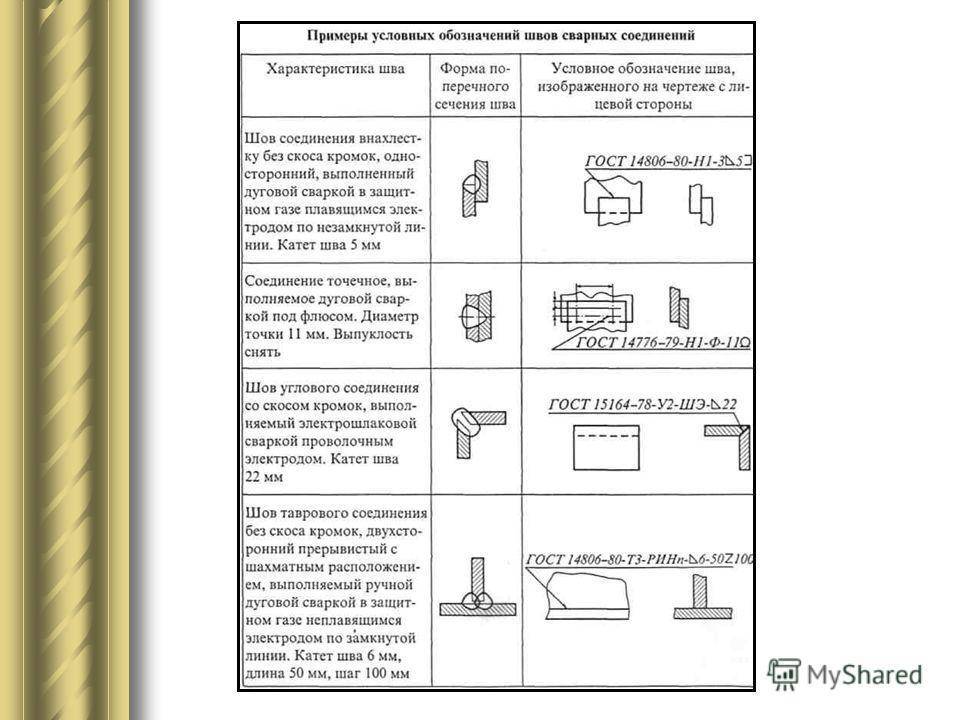
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров. 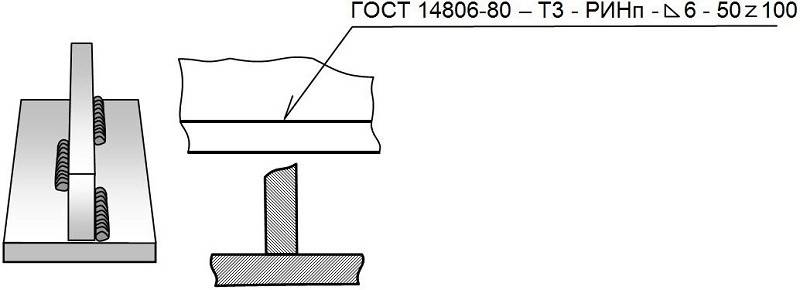 Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.  Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
 |  | |
| Поперечное сечение стыка | а) Указание лицевой стороны стрелкой | б) Обратная сторона |
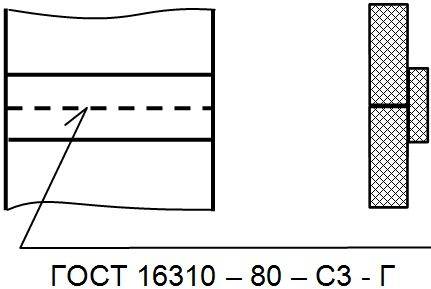
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы. В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
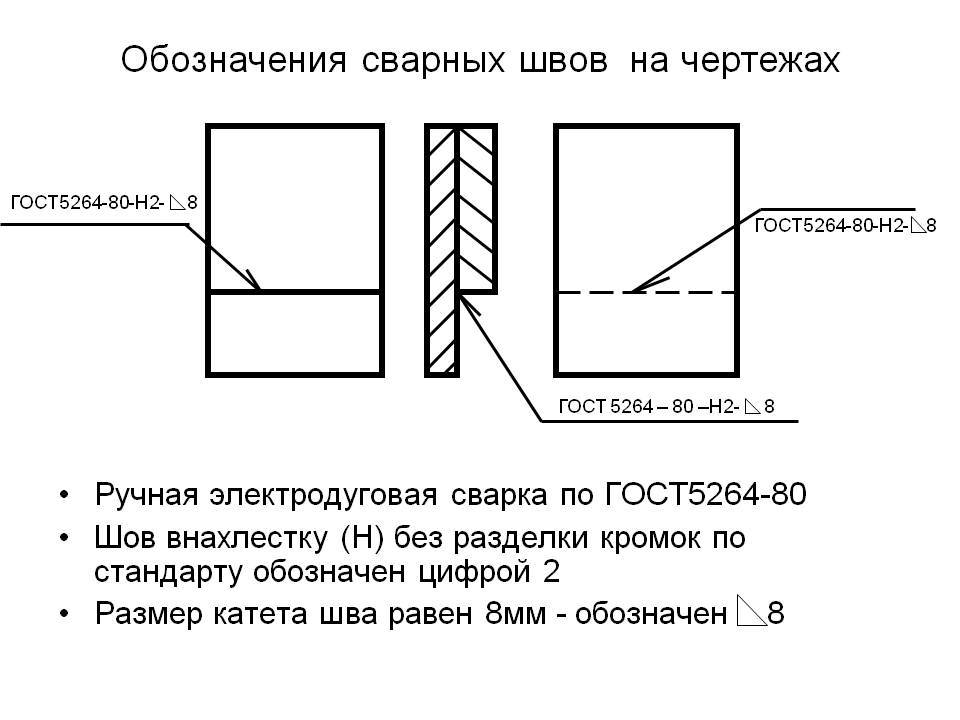
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Документация для свариваемых конструкций
Особой разновидностью моделей сборок являются сварные конструкции, процесс создания которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для любого из состояний конкретные виды можно создать на чертеже:
- виды состояния сборки позволяют увидеть, как выглядит модель без сварочных соединений или заданной к ним разделки;
- виды подготовки представляют модель с уже заданной разделкой соединительных швов;
- виды сварки показывают будущую модель со сварными стыками;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми стыками и обработкой после сварочных работ.
При оформлении чертежей только состояние сборки может применяться. Когда же конструкция переходит в какое-либо из других состояний, то должно осуществляться соответствующее сообщение об этом.
Прерывистый шов, шахматный прерывистый шов и цепной прерывистый шов
Прерывистый шов применяется для сваривания элементов с опасностью перегрева конструкции и обозначается вот таким образом:
Как видно на фото выше, после обозначения толщины стоит обозначение “3х” – число перед “икс” показывает количество швов; следующее число без скобок – длину шва в миллиметрах; и завершающее число в скобках – длину промежутка в миллиметрах.
Шахматный прерывистый шов сваривается точно также, только с двух сторон, а швы лежат напротив свободных промежутков обратной стороны соединения. Обозначается вот так:
Видим, что перед всеми обозначениями появился огромный значок в виде буквы “Z” – именно он указывает на шахматный прерывистый шов.
Цепной прерывистый шов/швы в отличает от шахматного сваривается напротив другого по обеим сторонам соединения. Пример обозначения и сварки:
(с) Фото автора. Обозначение цепного прерывистого шва в чертеже. Ещё фото справа ->->
(с) Фото автора. Готовый цепной прерывистый шов (с каждой стороны одинаков).
(с) Фото автора. Обозначение цепного прерывистого шва в чертеже. Ещё фото справа ->->
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.








С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
Сварной стык подразделяется:
Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Это интересно: Как врезать трубу электросваркой?
Подробности классификации
Для классификации монтажных швов на чертеже также используют их пространственное положение. В разных стандартах можно встретить разные определения положения при сварке, но, в целом, выделяют «в лодочку» и вертикальные (В) разновидности, а также нижние (Н) и потолочные (П). От способа расположения стыка в пространстве зависит, как будут готовиться кромки.
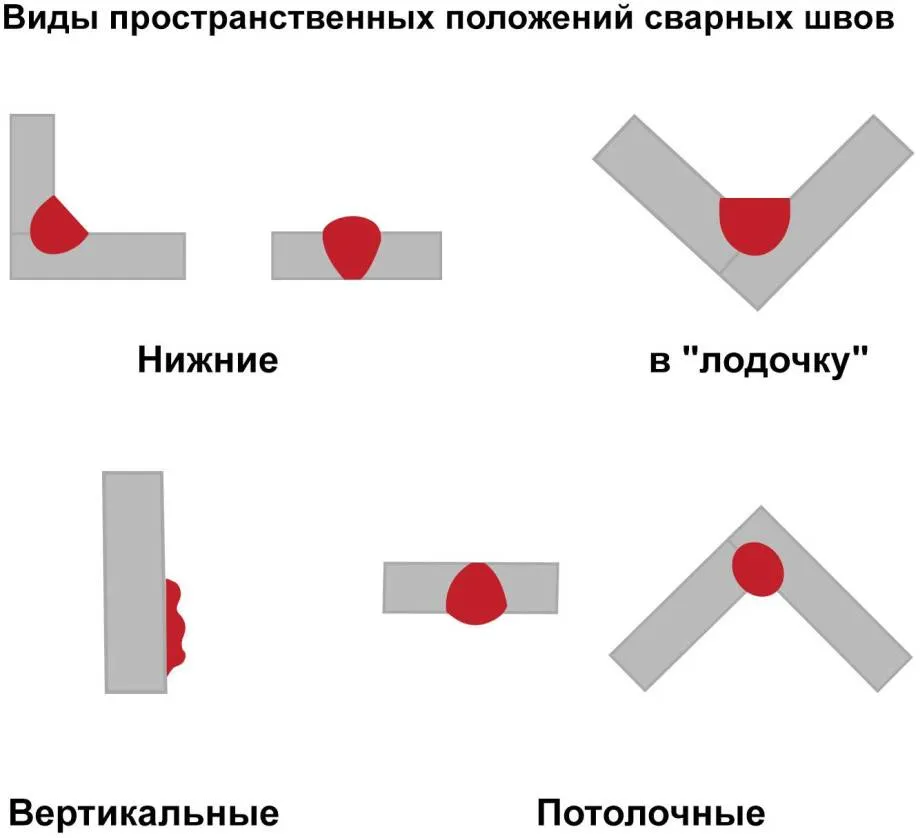 Виды пространственных положений
Виды пространственных положений
Подготовка (зачистка) кромок металлических заготовок считается важным подготовительным этапом. Чтобы получить оптимальную глубину сварки, кромкам придают определенную форму и угол. Подготовка края называется разделкой кромок. Подготовленные кромки оптимизируют сварочный процесс: сокращается расход материала и времени, улучшаются прочностные характеристики.
Параметры разделки (значение угла находится в пределах 10-30°) зависят от техники сварки и от особенностей металла заготовок. Кромки выполняются в различных положениях: перпендикулярно, V-образно, под острым углом, Х-образно. Для разных вариантов разделки используются одобренные ГОСТом символьные обозначения.
 Нестандартный сварной шов
Нестандартный сварной шов
Сварные соединения и их обозначения
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
| Виды соединений | Изображение | |
| Стыковое соединение (С) | заготовки примыкают друг к другу торцевыми поверхностями и находятся в одной плоскости | |
| Угловое соединение (У) | при котором угол примыкания кромок свыше 30° между поверхностями соединяемых деталей | |
| Тавровое соединение (Т) | при котором детали сопрягаются под углом 90 градусов | |
| Нахлесточное соединение (Н) | при котором детали частично перекрывают одна другую и параллельны между собой | |
| Прорезное соединение |  | у заготовок делается фрезеруется прорезь и одна деталь заходит в другую |
| Соединения с электрозаклепками |  | применяется для выполнения угловых, стыковых, нахлесточных и тавровых соединений |
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.
Выпуклые швы практически всегда нуждаются в дополнительной обработке — снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
| Виды швов | Иллюстрация | Условное обозначение | Характеристики |
| Нормальные(плоские) |  | Экономичны.Хорошо работают при нагрузках. | |
| Вогнутые |  | Экономичны.Хорошо работают при динамических нагрузках. | |
| Выпуклые |  | Наплыв выпуклого металла является не экономичным. |
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
Под прямым углом:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
| Характер шва | V — образные | |||
| Без скоса | Со скосомодной кромки | Со скосом двух кромок | С двумя симметричными скосами двух кромок | |
| Односторонний | ||||
| Двусторонний | ||||
| Односторонниес прокладкой |
Таблица 7
| Характер шва | Без скоса |
| Односторонний | |
| Двусторонний | |
| Односторонний впритык | |
| Двусторонний впритык |
Таблица 8
| Характер шва | Без скоса |
| Двусторонний | |
| Двусторонний шахматные |
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний | |
| Односторонний прерывистый |
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.
В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок — предотвращает прожог и протекание металла, параллельность кромок — гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Радиографический контроль сварных швов — один из самых эффективных и распространенных методов проверки соединений.
Хотите очень качественно украсить свой дом? Сделать это можно при помощи мебели из металла. Подробнее об этом читайте здесь.






Вам нужно качественно очистить металл? Эффективный метод описан по https://elsvarkin.ru/obrabotka-metalla/peskostrujnaya-ochistka-metalla-i-oborudovannie-priminyaemoe-dlya-dannyx-rabot/ ссылке.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВАРНЫХ СОЕДИНЕНИЙ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
В связи с важностью правильной подготовки свариваемых кромок с точки зрения качества, экономичности, прочности и работоспособности сварного соединения созданы государственные стандарты на подготовку кромок под сварку. Стандарты регламентируют форму и конструктивные элементы разделки и сборки кромок под сварку и размеры готовых сварных швов. ГОСТ 5264-80 «Швы сварных соединений
Ручная электродуговая сварка. Основные типы, конструктивные элементы и размеры» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» регламентируют конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях
ГОСТ 5264-80 «Швы сварных соединений. Ручная электродуговая сварка. Основные типы, конструктивные элементы и размеры» и ГОСТ 11534-75 «Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» регламентируют конструктивные элементы подготовки кромок и размеры выполненных швов при ручной дуговой сварке металлическим электродом во всех пространственных положениях.
Необходимо отметить некоторые особенности применения стандартов. Различные способы электрической сварки плавлением в силу их технологических особенностей позволяют получить различную максимальную глубину проплавления. Варьируя основными параметрами режима сварки, конструктивными типами разделки кромок, можно увеличивать или уменьшать глубину проплавления и другие размеры шва.
По указанной причине упомянутые стандарты, регламентирующие конструктивные элементы разделки кромок, учитывают возможность варьирования силой сварочного тока, напряжением, диаметром электродной проволоки (плотностью тока) и скоростью сварки. В тех случаях, когда процесс сварки обеспечивает использование больших токов, высокой плотности тока и концентрации теплоты, возможны повышенная величина притупления, меньшие углы разделки и величина зазора.
При ручной дуговой сварке такие факторы, как величина сварочного тока, скорость сварки и напряжение дуги, изменяются в небольших пределах.
Чтобы обеспечить сквозное проплавление кромок изделия при сварке односторонних стыковых или угловых швов при толщине листов свыше 4 мм, сварку приходится вести по заранее разделанным кромкам. При ручной сварке сварщики не могут существенно изменить глубину проплавления основного металла, но, меняя размах поперечных колебаний электрода, они могут значительно изменять ширину шва.
При толщине листов 9 — 100 мм ГОСТ 5264-80 для стыковых соединений предусматривает обязательную разделку кромок и зазор, которые имеют различную величину в зависимости от толщины металла и типа соединения.
Во всех случаях, используя стандарты на подготовку кромок, следует выбирать такие типы разделок, при которых обеспечиваются наименьшие объем и стоимость работ по разделке кромок, объем и масса наплавленного металла, полный провар по толщине, плавная форма сопряжения внешней части шва и минимальные угловые деформации.
Большое влияние на качество сварных соединений и экономичность процесса сварки оказывают чистота кромок и прилегающей к ним поверхности основного металла, точность подготовки кромок и сборки под сварку. Заготовки для свариваемых деталей следует изготовлять из предварительно выправленного и зачищенного металла. Вырезку деталей и подготовку кромок осуществляют механической обработкой (на пресс-ножницах, кромкострогальных и фрезерных станках), газокислородной и плазменной резкой и др. После применения тепловых способов резки кромки зачищают от грата, окалины и т. п. (шлифовальными кругами, металлическими щетками и др.).
В некоторых случаях при сварке высоколегированных сталей основной металл в зоне термического влияния после резки также удаляют механическим путем. Перед сборкой кромки прилегающие участки основного металла (на 40 мм от кромки) должны быть очищены от масла, ржавчины и других загрязнений металлическими щетками, дробеструйной обработкой или химическим травлением. Детали собирают на прихватках (коротких швах) длиной 20 — 30 мм или в специальных сборочных приспособлениях.
Заключение
Сегодня каждый работник, имеющий отношение к сварке, обязан уметь читать все чертежи. Без этого навыка невозможно правильно определить тип соединения и технические характеристики шва, что в условиях повышенных требований к качеству работ, является недопустимым. Для изучения условных обозначений рекомендуем работать с готовыми чертежами – они позволят гораздо быстрее воспринимать всю необходимую информацию.
Инженер-технолог высшей категории Поротиков Сергей Викторович, опыт работы – 25 лет: Когда я оканчивал институт, свою дипломную работу я выполнял самостоятельно, по причине отсутствия нужных программ. После приема на работу в проектное бюро при небольшом заводе я узнал, что кроме технологов, грамотно разобраться в чертеже мог только старший мастер, который осуществлял производственный контроль над выполнением работ. Он ценился на вес золота. Сейчас все чертежи выполняются в АвтоКаде – это очень удобно. А самое главное, что их могут читать все опытные сварщики. А вот бывшие студенты в них практически не разбираются. В современных учебных заведениях этому, к сожалению, не уделяют должного внимания».





