Область применения
СВ08Г2С широко применяется на машиностроительных производствах, в судостроении, при разнообразных ремонтных работах — везде, где требуется сваривать детали из углеродистых стальных сплавов широкого назначения. Приобретает она популярность и среди владельцев небольших автомастерских и просто среди домашних мастеров.
Отдельной популярностью заслуженно пользуется омедненная проволока. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала. Это происходит благодаря подавлению окислительных процессов в шве и околошовном пространстве.
Широкий диапазон выпускаемых сечений позволяет подобрать наиболее подходящий сварочный материал и для мелких или тонколистовых деталей, и для массивных заготовок и крупногабаритных конструкций. Двухмиллиметровая модель зачастую используется для ремонта мелких изделий, став популярной в домашних мастерских. Шестимиллиметровая модель применяется в индустриальной обстановке, поскольку требует мощных источников тока.

Полуавтоматическая сварка проволокой
СВ08Г2С применяется:
- В ручном режиме в атмосфере чистого Ar, а также совместно с CO2 – в качестве присадки. Вводится в рабочую область вручную, плавится и входит в шовный материал после кристаллизации. Сварка при этом ведется вольфрамовым неплавким электродом.
- В полуавтоматической сварке в атмосфере Ar .
- Как легирующая присадка в сварочную ванну. Флюс образует облако защитных газов, а шлаки — твердую поверхность, предохраняющую материал сварочной ванны от окисления во время кристаллизации.
СВ08Г2С обладает наилучшей сочетаемостью с промышленными автоматическими и полуавтоматическими аппаратами. Она помогает сваривать вручную практически любые углеродистые стали с высоким качеством. Шов отличается отличной геометрией и стабильностью химического состава. Эксперты особо отмечают уникальность свойств проволоки для таких операций, как формирование шовного валика и равномерного заполнения сварочного зазора между кромками заготовок.
Структура
По структуре различают три вида проволоки:
- Сплошная. Используется при автоматической или полуавтоматической сварке, изготовлении электродов. Она может быть стальной, медной или алюминиевой.
- Порошковая. Представляет собой полую трубку, заполненную смесью химикатов, минералов, ферросплавов и руд, которые выполняют те же функции, что и покрытие плавящегося электрода. Проволока может быть самозащитной (маркируется ПС) и газозащитной (ПГ). При работе с первой защитный кокон создает сгорающий флюс. Он имеет три разновидности:
- рутил-органический используется для сварки низкоуглеродистых сталей на малых токах;
- карбонато-флюоритный применяется при работе с низкоуглеродистыми и низколегированными сталями при сборке ответственных конструкций;
- флюоритный флюс занимает среднее положение между первыми двумя.
Газозащитная проволока нуждается в использовании защитного газа. Для нее характерно малое разбрызгивание, легкое отделение шлака, высокое сопротивление к образованию пор. Самозащитная порошковая проволока применяется для полуавтоматической и автоматической сварки низкоуглеродистых и низколегированных сталей. Оба вида порошковой проволоки выпускаются в вариантах как общего, так и специального назначения.
 Порошковая проволока
Порошковая проволока
- Активированная проволока похожа на порошковую, но содержит значительно меньше флюса. Ее основу составляет стальная проволока Св08Г2С. Применяется для полуавтоматической сварки низколегированных сталей в среде углекислого газа.
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Сварочная проволока для наплавки. Химический состав сварочной проволоки. 5.00/5 (100.00%) проголосовало 11
Наплавочная проволока изготавливается согласно ГОСТ 2246-70, предназначена для всех видов наплавки и изготовления электродов. Согласно ГОСТа проволока выпускается диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5; 8,0; 10,0; 12 мм. При изготовлении электродов используют проволоку диаметром от 1,6 до 8,0 мм.
Поставка проволоки заказчику производится в мотках весом не более 40 кг и внутренними диаметрами от 150 до 750 мм. Для удобства установки на сварочный аппарат наплавочная проволока может наматываться на катушки. Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Хранят проволоку в сухим помещениях, защищающих от атмосферных осадков, коррозии и грязи. Возможно омеднение проволоки для лучшей защиты от коррозии.
ГОСТ 2246-70 проволока сварочная.
По ГОСТ 2246-70 выпускают 77 различных марок наплавочной проволоки, которые в свою очередь, в зависимости от химического состава, можно разделить на группы:
— низкоуглеродистая наплавочная проволока;
— легированная наплавочная проволока;
— высоколегированная наплавочная проволока.
В таблице 1 ниже представлены некоторые из этих марок.
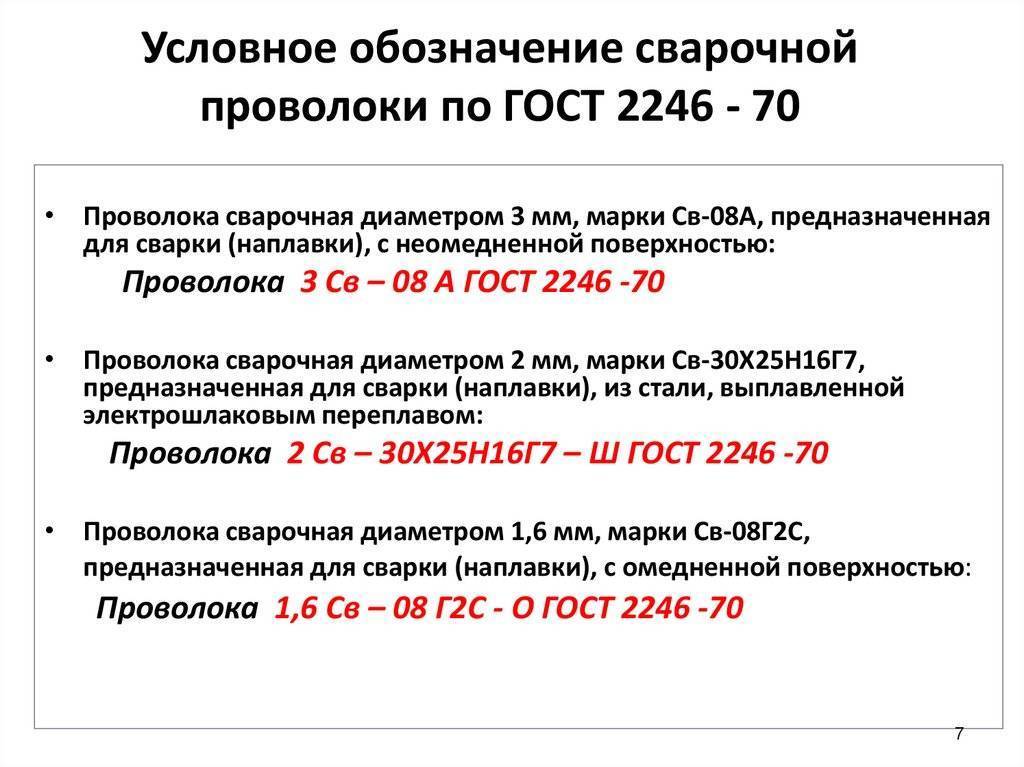
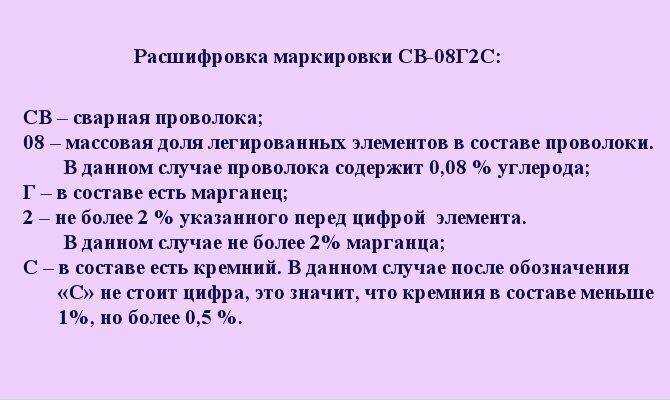
Маркировка сварочной проволоки.
На примере проволоки Св-08А разберем что означает каждая буква и цифра.
Св-08А
— индекс Св означает, что она сварочная;
— цифры 08 указывают на содержание в проволоке углерода в процентах;
— буква А указывает на содержание в проволоке главных элементов. В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.
Если в конце обозначения после буквы присутствуют еще цифры, значит они указывают на процентное содержание данного элемента, например:
Св-10Г2
Значит, что в данном составе проволоки содержится до 2% марганца. Буква Г означает марганец, а цифра рядом с ним его процентное содержание в сотых долях.






Если рядом с элементом отсутствует цифра, это означает, что его содержание в наплавочной проволоке незначительно и составляет менее одного процента.
Если в конце обозначения присутствует сдвоенная буква АА (Св-08АА), это означает о пониженном содержании серы и фосфора по сравнению с проволокой Св-08А.
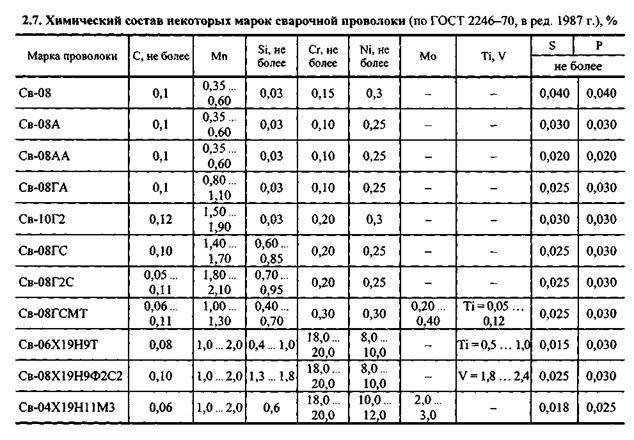
Химический состав сварочной проволоки.
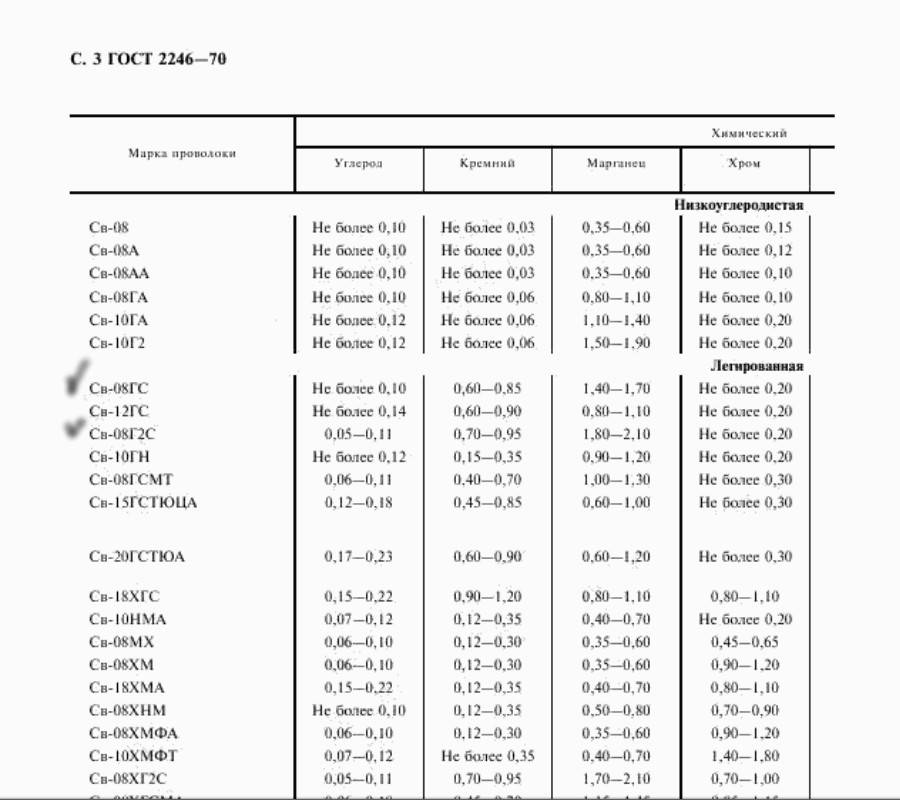
Таблица 1. Химический состав сварочной проволоки по ГОСТ 2246-70.
| Марка проволоки | Химический состав, % | |||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Титан | Сера | Фосфор | Прочие элементы | |
| Не более | ||||||||||
| Низкоуглеродистая проволока | ||||||||||
| Св-08 | 0,10 | 0,03 | 0,35-0,60 | 0,15 | 0,30 | — | — | 0,040 | 0,040 | Алюм. Не более 0,01 |
| Св-08А | 0,10 | 0,03 | 0,35-0,60 | 0,12 | 0,25 | — | — | 0,030 | 0,030 | |
| Св-08АА | 0,10 | 0,03 | 0,35-0,60 | 0,10 | 0,25 | — | — | 0,020 | 0,020 | — |
| Св-08ГА | 0,10 | 0,03 | 0,80-1,10 | 0,10 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-10ГА | 0,12 | 0,03 | 1,10-1,40 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-10Г2 | 0,12 | 0,03 | 1,50-1,90 | 0,20 | 0,30 | — | — | 0,030 | 0,030 | — |
| Легированная проволока | ||||||||||
| Св-08ГС | 0,10 | 0,60-0,85 | 1,40-1,70 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-12ГС | 0,14 | 0,60-0,90 | 0,80-1,10 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-08Г2С | 0,05-0,11 | 0,70-0,95 | 1,80-2,10 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-15ГСТЮЦА (ЭП-439) | 0,12-0,18 | 0,45-0,85 | 0,60-1,00 | 0,30 | 0,40 | — | 0,05-0,20 | 0,025 | 0,025 | Алюм. 0,20-0,50 Цирконий 0,05-0,15 Церий не менее 0,4 |
| Св-18ХГС | 0,15-0,22 | 0,90-1,20 | 0,80-1,10 | 0,80-1,10 | 0,30 | — | — | 0,025 | 0,030 | — |
| Высоколегированная проволока | ||||||||||
| Св-12Х13 | 0,09-0,14 | 0,30-0,70 | 0,30-0,70 | 12,00-14,00 | Не более 0,60 | — | — | 0,025 | 0,030 | — |
| Св-06Х19Н9Т | Не более 0,08 | 0,40-1,00 | 1,00-2,00 | 18,00-20,00 | 8,00-10,00 | — | 0,50-1,00 | 0,015 | 0,030 | — |
| Св-07Х19Н10Б | 0,05-0,09 | Не более 0,70 | 1,50-2,00 | 18,50-20,50 | 9,00-10,50 | — | — | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-10Х16Н25АМ6 | 0,08-0,12 | Не более 0,60 | 1,00-2,00 | 15,00-17,00 | 24,00-27,00 | 5,50-7,00 | — | 0,018 | 0,025 | Азот 0,10-0,20 |
mechanicinfo.ru
Показатель коэффициента наплавки СВ08Г2С
Наплавочные работы применяются для исправления геометрической формы и размеров заготовок в случае допущения брака, а также в плановом порядке — для придания определенным участкам поверхности изделия улучшенных физико-механических свойств. Коэффициент наплавки является одним из наиболее важных параметров сварочных материалов.
Он характеризует массу расплава, наплавленного за некоторый промежуток времени при определенной силе рабочего тока.

Сварной шов при сварке проволокой
Конкретная величина коэффициента определяется:
- химическим составом вещества;
- наличием покрытия (омедненная/неомедненная);
- полярностью сварочного тока (прямая/обратная);
- род тока (переменный/постоянный).
Показатель наплавки измеряется в граммах на ампер×час и для СВ08Г2С не может опускаться ниже 8,5.
Показатель наплавки влияет на техническую и экономическую эффективность наплавочных работ, на размер потерь металла на разбрызгивание и испарение.
От показателя наплавки зависит и коэффициент расплавления основного металла, напрямую влияющий на прочностные характеристики и долговечность соединения.
Сварочная проволока ГОСТ 2246-70
ООО «Екатеринбург Метиз» продает стальную сварочную проволоку, изготовленную по ГОСТ 2246-70. Данный стандарт распространяется на сварочную холоднотянутую проволоку из низкоуглеродистой, легированной и высоколегированной стали, светлую и омедненную, которая применяется для полуавтоматической и автоматической сварки.
Особенности сварочной проволоки
В настоящее время сварка находит самое широкое применение в практической деятельности человека. Качественная сварка требует применения не только современных сварочных аппаратов, но и соответствующих современным требованиям расходных материалов, к которым относятся сварочная проволока и электроды.
Сварочная проволока необходима при газовой сварке в защитном газе. Так же используется она при производстве электродов для сварки. Подразделяется проволока на омедненную и светлую неомедненную.
Качество сварочной проволоки определяет качество шва, полученного при сварке. Вот почему, при необходимости купить сварочную проволоку, нужно ознакомиться с ее видами и характеристиками.
Сварочная проволока в первую очередь подразделяется по назначению. Она может служить плавящимся электродом при полуавтоматической и автоматической электродуговой сварке. Или же она служит присадкой, если сварку производят неплавящимся электродом.
ГОСТом 2246-70 определены сортамент и технические требования к изготовлению сварочной проволоки. Приведены примеры расшифровки условных обозначений изделий. Существует много марок сварочной проволоки, допускаемых ГОСТом. При сварке следует использовать сварочную проволоку, имеющую тот же состав, что и свариваемые металлы. В нашей компании можно приобрести сварочную проволоку разных диаметров марок Св08Г2С, ГОСТ 2246-70, Св08ГА, Св08А и других, светлую и омедненную, применяемую в различных целях.
Получить полную информацию о наличии, ценах и условиях поставки сварочной проволоки вы можете, обратившись к нашему менеджеру по телефону или выбрав другой более удобный для вас способ связи из раздела «Контакты».
ekat-metiz.ru
Для чего нужно знать КНП
Каждый исполнитель, при производстве аналогичных работ, должен знать этот параметр, так как он определяет количество наплавляемого металла за определенный временной промежуток, при заранее установленной величине силы тока.
КНП может быть большего значения, что напрямую зависит от:
- видов покрытия поверхности соединяемых металлоконструкций,
- химических составляющих металлических изделий,
- вида применяемой токовой полярности.
В. Н. Глазов, образование: ПТУ, специальность — сварщик 4 разряда, опыт работы с 1992 года:«Молодым специалистам нужно уделять много времени на теоритическую подготовку, тогда на практике они будут уверенно применять полученные знания и не колебаться при выборе параметров сварки разных по химическому составу металлоконструкций».







Область применения
Проволока св08г2с используется для сварки углеродистых и низкоуглеродистых марок сталей, которые имеют широкое назначение. Они применяются в машиностроительной отрасли, кораблестроении, а также в строительстве, при ремонте различных изделий из углеродистых сталей.
Особенно востребованной является проволока с медным покрытием. Такое покрытие значительно увеличивает проводимость тока за счет уменьшения контактного сопротивления. Это дает возможность поддерживать равномерную дугу сварки и повышать качество сварного шва за счет отсутствия окисления.
ПОСМОТРЕТЬ Проволока сварочная на AliExpress 708 рублей → Благодаря производству разных по диаметру изделий, можно подобрать нужное сечение проволоки для сварки как тонких деталей, так и конструкций больших размеров. Например, сечение 2 мм часто применяется при ремонте небольших металлических предметов и является самым востребованным в быту. Продукция, сечением до 6 мм, применяется преимущественно в машиностроительной области для сварки конструкций.
Проволока сварочная омедненная св08г2с применяется:
- В качестве соединяющего материала при проведении аргонодуговой сварки с использованием полуавтоматических сварочных аппаратов, а также при ручной сварке в среде аргона или его смеси с углекислым газом. Проволоку вводят в область сварного соединения, где она под действием пламени горелки расплавляется, а после отвердевания образует единое целое с металлом соединяемых деталей. Для проведения аргонодуговой сварки применяются неплавящиеся вольфрамовые электроды.
- В качестве присадки для образования флюса при выполнении ванной сварки. При расплавлении проволоки и сварных торцов металла, поднявшиеся вверх шлаки после остывания расплава образуют защитную пленку и предохраняют область шва от окисления. Кроме того, с помощью сварочной проволоки можно добиться за счет дополнительного легирования улучшения сварного шва.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Описание омеднённой сварочной проволоки ESAB Св-08Г2С для сварки углеродистых и низколегированных сталей
Сварочная проволока Св-08Г2С применяется для сварки низкоуглеродистых и низколегированных сталей с пределом текучести до 420 МПа в углекислом газе и газовой смеси. Технология производства проволоки позволяет обеспечить стабильность подачи и минимальное разбрызгивание при сварке.
Жесткие ограничения по содержанию примесей в химическом составе проволоки обеспечивают высокие механическое и ударные свойства наплавленного металла. Наплавленный металл отличается высокой стойкостью к образованию пор даже в условиях несоблюдения межпроходной температура при сварке многопроходных швов.
Применение в качестве защитного газа аргоновой смеси М21 допустимо, но лучше для этих целей использовать проволоку OK Autrod 12.51.
Проволока ESAB Св-08Г2С нашла широкое применение в энергетике, вагоностроении, транспортном машиностроении, в производстве специальной техники, мостостроении и в сварке строительных конструкций. судостроении, Проволока Autrod 12.51 применяется совместно с промышленными сварочными источниками с блоком подачи сварочной проволоки ESAB Warrior 400i и ESAB Warrior 500i , а также с полупрофессиональными инверторами ESAB серии Caddy Mig: ESAB Caddy Mig C160i и ESAB Caddy Mig C200i.
Параметры сварки проволокой ESAB Св-08Г2С
| Диаметр проволоки ESAB Св-08Г2С, мм | Скорость подачи проволоки ESAB Св-08Г2С, м/мин | Сварочный ток, А | Напряжение дуги, В | Масса наплавленного металла/ час работы дуги |
| 0.8 | 3.2-13 | 60-200 | 18-24 | 0.8-3.0 |
| 1.0 | 2.7-15 | 80-300 | 18-32 | 1.0-5.6 |
| 1.2 | 2.5-15 | 120-380 | 18-34 | 1.3-8.0 |
| 1.6 | 2.3-12 | 225-550 | 28-38 | 2.1-11.4 |
Упаковка сварочной проволоки ESAB Св-08Г2С
Сварочная проволока ЭСАБ Св-08Г2С может быть намотана на кассеты весом 5 кг (D200), 15кг и 18 кг на каркасе KS300 не требующего адаптера, а также выпускается в современной системе упаковки ESAB Marathon Pac*. Подробнее…
Способы экономии сварочной проволоки ЭСАБ Св-08Г2Сс упаковкой Marathon Pac*. Подробнее…
| Диаметр, мм | Каркас KS300 (не требует адаптер), кг | D200*, кг | Marathon Pac*, кг |
| 0.8 | 15 | 5 | 250 |
| 1.0 | 18 | 5 | 250 |
| 1.2 | 18 | 5 | 250 |
| 1.6 | 18 | – | 250 |
*Выпуск на рынок планируется в июле 2016 года.
Информация для заказа сварочной проволоки ЭСАБ Св-08Г2С
С 21 ноября 2016 г. начался выпуск проволоки марки Св-08Г2С на катушка 5 кг с рядной намоткой.
 |
| Артикул | Марка и диаметр | Вес упаковки, кг | Вес палеты, кг | Минимальный заказ, кг |
| 2323084600 | Св-08Г2С 0,8мм 5кг | 5 | 750 | 5 |
| 2323086700 | Св-08Г2С 0,8мм 15кг | 15 | 840 | 15 |
| 2323104600 | Св-08Г2С 1,0мм 5кг | 5 | 750 | 5 |
| 2323106710 | Св-08Г2С 1,0мм 18кг | 18 | 1008 | 18 |
| 2323124600 | Св-08Г2С 1,2мм 5кг | 5 | 750 | 5 |
| 2323126710 | Св-08Г2С 1,2мм 18кг | 18 | 1008 | 18 |
| 2323166710 | Св-08Г2С 1,6мм 18кг | 18 | 1008 | 18 |
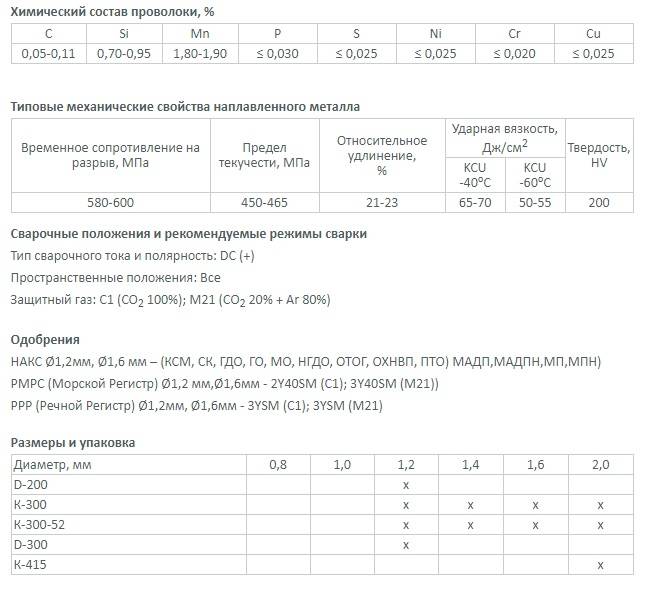
Типичные механические свойства металла, наплавленного сварочной проволокой ESAB Св-08Г2С
| Защитный газ | Типичные механические свойства наплавленного металла |
| C1 (100% CO2) | ?т: ?390МПа ?в: ?480Мпа ?: ?20% KV: -20°C: 42 ДжKCU: -40°C: ?42 Дж/см2 |
| M21(80%Ar + 20%CO2) | ?т: ?420МПа ?в: ?520Мпа ?: ?22% KV: -20°C: 42 ДжKCU: -40°C: ?42 Дж/см2 |
- Энергетика
- Вагоностроение
- Транспортное машиностроение
- Судостроение
- Специальная техника
- Мостостроение и строительные конструкции
Характеристики сварочной проволоки СВ08Г2С, особенности применения и советы
Для получения сварного шва высокого качества необходимо подбирать и соответствующие материалы, называемые расходными. Сварочная проволока СВ08Г2С по большинству показателей имеет высокие характеристики и применяется во многих отраслях. Технические условия на продукцию отражены в ГОСТ № 2246 от 1970 года.
Особенность применения
Для сварки сталей углеродистых, низколегированных, относящихся к группе 1 с классом прочности до К54. Использование данной проволоки снижает риск «залипания» электрода и уменьшает интенсивность разбрызгивания металла. Обеспечивается возможность работы с различными видами сварочного оборудования.
| Сечение (мм) | ||||
| 0,8 | 1 | 1,2 | 1,6 | |
| Вылет электродов (мм) | 8 – 12 | 8 – 14 | 10 – 15 | 15 – 20 |
| Рекомендуемый ток (А) | 60 – 150 | 80 – 180 | 90 – 220 | 120 – 350 |
| Напряжение (В) от 18 до | 22 | 24 | 28 | 32 |
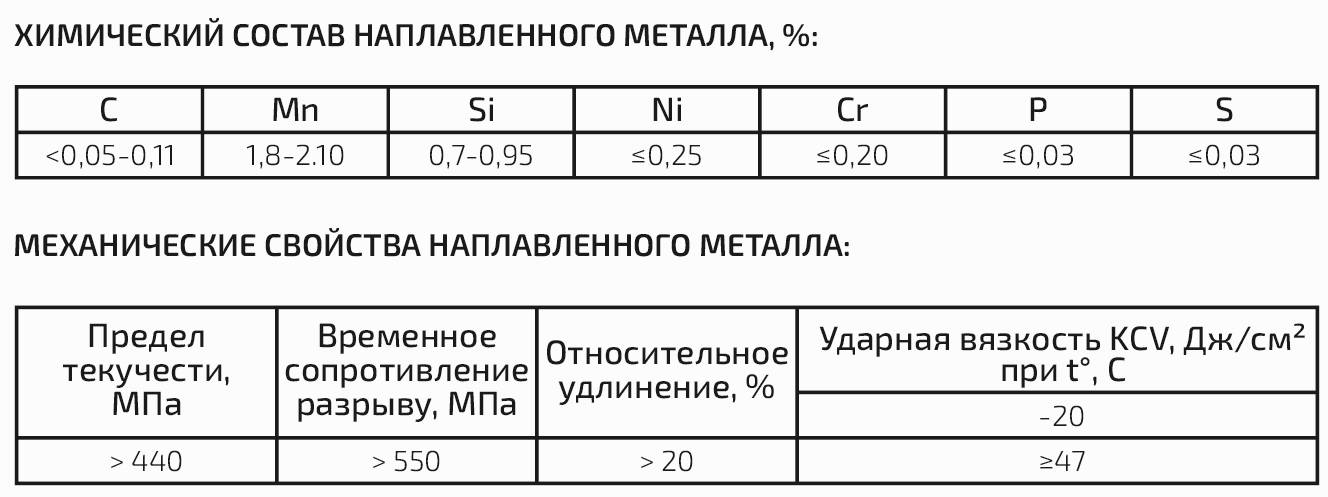
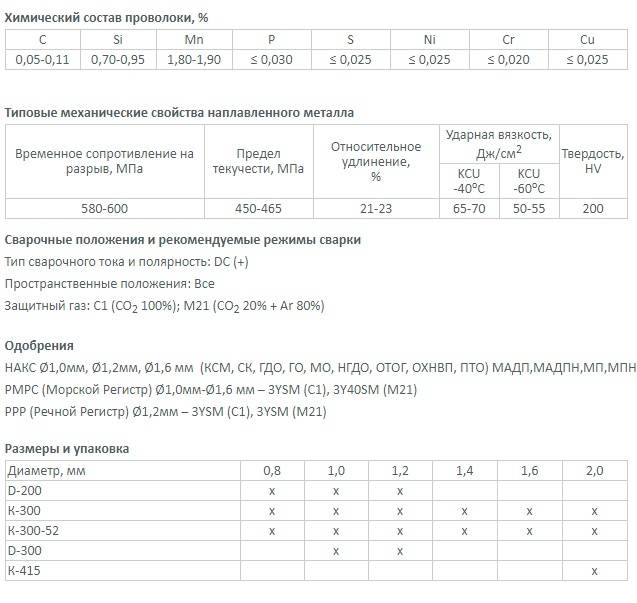
Характеристики шва
- Сопротивление разрыву временное – от 500 (МПа).
- Текучесть предельная – 400 (МПа).
- Удлинение (относительное) – от 18%.
- Вязкость (ударная) – от 50 Дж/см2 (при t0 = 20 0С).
Расшифровка маркирования
- Св – для сварки.
- 0,8 – процентное содержание углерода (причем в сотых долях).
- Г – легирующий хим/элемент (марганец).
- Следующая цифра «2» – его содержание (в %).
Специфика поставки
Проволока СВ08Г2С поступает на рынок, как правило, в катушках по 15 или 5 кг. Однако лучшим вариантом считается приобретение материала в упаковке (без намотки на бобину) – 80, 250 кг. В этом случае обеспечивается минимальный износ подающей системы, так как проволока выходит «напрямую». Да и стоимость ее на единицу веса получается ниже.
Проволока бывает как неомедненная, так и с медным покрытием (в обозначении литера «О»). Последний вариант подвергается «жесткой» калибровке, что снижает износ наконечника.
Чем можно заменить
На практике нередко бывает так, что из-за нехватки необходимого материала, во избежание простоя и срыва графика работ, приходится искать «запасной» вариант, используя ту или иную аналогичную по своим характеристикам продукцию, применение которой не отразится в худшую сторону на качестве операций. Проволоку СВ08Г2С можно заменить такими образцами, как «ER» 70-S или 49, ОК 12-51, Novofil G3Si1 или W10.
Стоимость
Она зависит от многих составляющих (сечение, с омеднением или нет, производитель, объем закупки). Примерная цена – от 64 руб/кг. К примеру, омедненная проволока 1,2 мм весом 15 кг будет стоить около 1 450 рублей.
ismith.ru
Температура плавления присадки
 Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.
Это тоже важный факт для достижения качества. Дело в том, что температура плавления присадки в идеале должна быть немного ниже, чем температура плавления свариваемых элементов, в крайнем случае — одинакова. Это требуется вследствие того, что сначала прогреваются электрической дугой свариваемые элементы вплоть до плавления кромок свариваемых деталей, а затем подводится присадочный материал, который начнёт плавиться немного позже. Если температура плавления присадочного прутка будет выше, чем у основного металла, то металл может прогореть.








При соблюдении нижеперечисленных правил сваривания будут гладкий шов, высокая прочность и качество. Если температура плавления подобрана неправильно, есть риск появления трещин в металле.
Основные правила для качественной сварки:
- Присадка должна иметь одинаковую толщину металла с толщиной свариваемых деталей.
- Большую роль играет чистота проволоки: на ней не должно быть окалины, краски, масла, различных загрязнений.
- Плавление проволоки должно проходить плавно, без рывков, это задача качественного сварочного аппарата и отчасти сварщика.
- Класть шов нужно ровно, он не должен иметь пор и трещин, металл должен быть цельный, без разрывов.
Обычно сварка металла сварочной проволокой проводится в среде углекислого газа или аргона, но есть и другие варианты сваривания металла. Защитный газ нужен для того, чтобы защитить ванну свариваемого металла от кислорода, в этом случае шов получается гораздо аккуратнее и ровнее. При варке какого-либо цветного металла нужно подбирать проволоку с максимально похожим составом металла.
Чтобы варить алюминий, нужна проволока СВ-97, СВ-А85, также можно подобрать её аналоги зарубежного производителя, например:
- ER 1100;
- OK Autrod 1070;
- OK Autrod 18.01.
Чтобы варить низколегированные стали, нужно иметь много проволоки. Дело в том, что востребованность сварки низколегированных металлов намного выше, чем цветных, высоколегированных или каких-либо других видов. Пожалуй, самой наиболее распространённой проволокой является марка СВ-08Г2С. Этот вид производители изготавливают в двух вариантах:
- Без защитного покрытия;
- Покрытие медью. Этот вариант считается более качественным, получается более ровное горение дуги, уменьшается износ расходных материалов сварочного аппарата, например, медного наконечника. Ещё медное покрытие предохраняет сварочную проволоку от появления на ней коррозии в случае длительного хранения.
Если при сварке металлов использовать присадочные прутки или присадочную проволоку, можно использовать флюс. Флюс имеет свойство влиять на структуру шва, шов получается ровный и гладкий, без флюса же шов будет подвержен преждевременному разрушению
Ещё, и это тоже очень важно для качества сварки свариваемых изделий, флюс делает сварочный шов более растяжимым, что увеличивает надёжность и долговечность изделия
Процесс получения
Проволока 08Г2С распространенная марка, потому что универсальна — с её помощью сваривают низколегированные стали и металлы с содержанием углерода. Она идеально подходит для работы начинающих сварщиков и опытным мастерам, реализуется в кассетах для профессионального использования весом 15 и более кг, компактный вариант — в катушках 5 кг.
При длительном хранении проволока не разматывается, поскольку намотка рядов выполнена плотно. Для производственных целей сварочная проволока такой маркировки реализуется в бухтах от 250 кг до массы более тонны. Такая упаковка действует на проволоку благоприятно и при прохождении через автомат подачи не изнашивает детали за счет скрученности. Стоимость в упаковке намного дешевле, чем намотанной на катушки или кассеты.