

Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
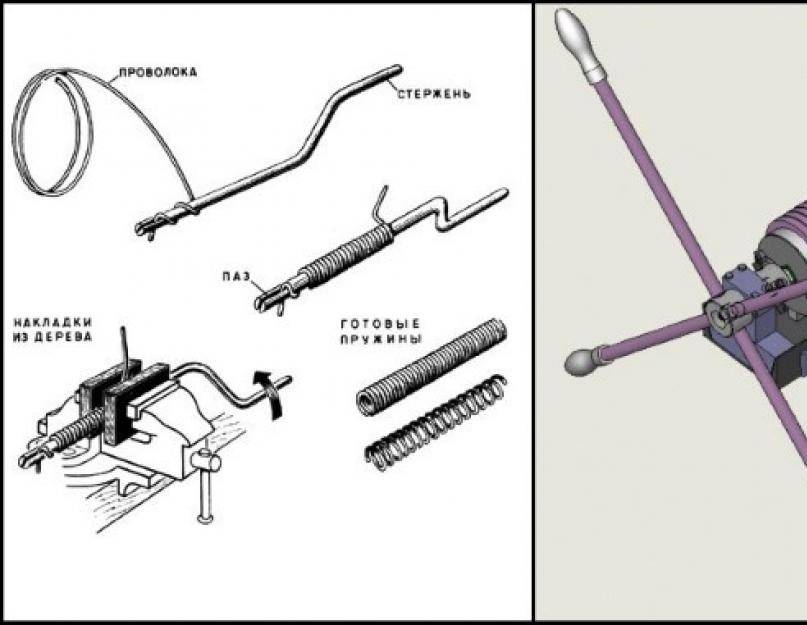
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили .
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Пружины очень часто используются при создании различных механизмов и конструкций. Их изготовлением занимаются специальные производства, поскольку только соблюдение всех технологических процессов может обеспечить нормальное функционирование пружины.
Тем не менее, изготовление пружин возможно и в домашних условиях. Для этого понадобиться изготовить несложное приспособление и подобрать правильный материал.
Подготовительный этап
Чтобы пружин отвечала необходимым требованиям, необходимо правильно выбрать материал. На производстве обычно используют сплавы цветных металлов, а также специальную легированную проволоку. Можно сделать маленькую пружину из другой пружинки, имеющей большей диаметр и размер.
Кроме того, необходимо подготовить оборудование и инструменты:
- газовая горелка для разогрева проволоки перед намоткой и последующего нагрева перед закалкой. В домашних условиях можно воспользоваться обычной газовой плитой, если снять с нее конфорки;
- тиски для фиксации оправки и слесарный инструмент;
- печь, пригодная для термической обработки пружины.
Если вы хотите изготовить пружину из проволоки, толщина которой менее 2 мм, то можно обойтись и без термической обработки. Скрутить пружину из более толстой проволоки без нагрева будет достаточно сложно.
Простой способ изготовления пружин
Здравствуйте, уважаемые читатели и самоделкины! Бывает так, что для какого-то проекта нужны специфические пружины определённой длины и диаметра, каких не купишь в хозяйственных и строительных магазинах. В данной статье Матеуш, автор YouTube канала «Mateusz Doniec» предлагает Вам обрести навык самостоятельного накручивания пружин. Для этого у него есть своя методика и своё приспособление.

Материалы. — Стальной уголок 20Х20 мм — Стальная труба — Тройник. Инструменты, использованные автором. — Газовая горелка — Пассатижи, тиски. Процесс изготовления. Перед Вами первая часть этого приспособления для накручивания пружин. Это короткий отрез дюймовой металлической трубы, к которой сбоку приварен кусок стального уголка. Эта часть фиксируется в тисках.
Не волнуйтесь, если у Вас нет навыков сварки, или сварочного аппарата, потому что по большому счёту этот элемент не столь уж и важен. В конце статьи автор покажет, как можно обойтись без него.
Конечно же, можно использовать трубы или стальные прутки меньших или больших диаметров при изготовлении пружин. От этого зависит их конечный диаметр. То же касается и самой проволоки.
Отверстие, просверленное в трубе, должно захватывать конец проволоки, и удерживать его во время вращения трубы.

Итак, приспособление соединяется, а в тройник вставляется еще одна труба, арматура, или монтировка.

Автор начинает намотку, плотно прижимая трубу со вставленной в неё проволокой к уголку, чтобы первые витки пружины получились с максимально плотной намоткой. Уголок даёт проволоке надёжный упор. Так что требуется совсем немного усилий, чтобы направлять витки, и вручную выдерживать то расстояние между витками, которое Вам необходимо.

Когда длина проволоки подходит к концу, наступает несколько опасный момент, т. к. к этому моменту пружина уже приобрела избыточное напряжение. И если в этот момент выскользнет конец пружины, она раскрутится в несколько оборотов за доли секунды и может сильно повредить руки. Поэтому во время этой процедуры предпочтительно надеть защитные очки и рабочие перчатки.
Не рекомендуется нагревать до высокой температуры внутренние кольца, т. к. это может изменить структуру металла, позволяющую пружине сохранять нужную форму.

Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.
Сталь 60С2А
Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Технологический процесс изготовления пружин.
Пружины и рессоры обычно работают в условиях многократных повторных нагружений. Такие детали должны обладать высокими упругими свойствами и выдерживать при эксплуатации большое число повторных нагружений без поломок и без осадки. Последнее означает, что при снятии нагрузки пружина или рессора должна полностью восстанавливать свои первоначальные размеры и форму. Многочисленными исследованиями установлено, что на долговечность работы пружин и рессор большое влияние оказывает качество и чистота обработки поверхности. Риски, волосовины, царапины и другие дефекты поверхности недопустимы, поскольку они резко снижают работоспособность таких деталей. Пружины небольших размеров навиваются из твердой холоднотянутой проволоки диаметром до 6—8 мм. Проволока изготовляется из углеродистой стали и упрочняется путем особой термической обработки — патентирования. По существу это сочетание изотермической закалки с холодным волочением. После такой закалки проволока приобретает структуру сорбита и затем протягивается последовательно через несколько отверстий (фильер). Диаметр отверстия немного меньше диаметра проволоки, протягиваемой через него. В результате проволока постепенно утоняется до нужных размеров. Уменьшение диаметра проволоки происходит путем пластической деформации, которая сопровождается наклепом. Благодаря этому проволока приобретает высокие упругие и прочностные свойства.
После навивки пружин из такой проволоки термическая обработка нужна только для снятия напряжений, возникших при навивке. С этой целью проводится отпуск при 200—250 °С с выдержкой в течение 20 мин.
Для изготовления пружин небольших и средних размеров наряду с патентированной проволокой используется проволока, полученная методом деформационного упрочнения, который разработан на Горьковском автозаводе. Он заключается в том, что проволоку из сталей 45, 65Г и др. подвергают вначале нормализации, а затем холодному волочению. Из такой проволоки навивкой изготовляют пружины, а затем нагревают их до 280—300 °C и выдерживают в течение 20—40 мин. При этом происходит процесс, называемый деформационным старением, в результате которого получается необходимое упрочнение проволоки. Аналогичным образом можно изготовлять рессоры, производя вместо волочения холодную прокатку листов.
Пружины средних и больших размеров, а также рессоры изготовляют из легированных сталей 50Г, 60С2 и др. Углеродистые стали вследствие их низкой прокаливаемости не используются. Кремнистые стали имеют повышенную прокаливаемость, но склонны к обезуглероживанию. Марганцовистые стали обладают также повышенной прокаливаемостью, но в то же время склонны к трещинам при закалке.
Навивка пружин средних и больших размеров производится из прутков в горячем состоянии. После этого следует термическая обработка.
При этом рекомендуется руководствоваться следующими правилами:
1) нагрев пружин под закалку нужно проводить в горизонтальном положении либо подвешивать их на приспособлении типа елочки; в противном случае пружина под тяжестью собственной массы может дать осадку;
2) пружины растяжения, имеющие витки, прилегающие вплотную один к другому, нужно зажимать или обвязывать так, чтобы их не развело при нагреве;
3) длинные пружины малого диаметра во избежание коробления перед нагревом надо насаживать на оправку;
4) пружины в закалочную жидкость во избежание коробления нужно погружать в вертикальном положении;
5) независимо от марки стали закалку производить в масле;
6) для получения равномерных свойств отпуск пружин лучше проводить в селитряных ваннах, а если в камерных электропечах, то обязательно с вентиляторами;
7) проводить отпуск на твердость HRC 40—47.
Технологический процесс изготовления пружин больших размеров включает следующие операции: горячую навивку; разводку витков на заданный шаг; закалку; отпуск; шлифовку торцов; очистку. При механизированном производстве пружин можно совместить нагрев под навивку и закалку.



Основная трудность при изготовлении пружин — предупреждение коробления при закалке. С этой целью применяют оправки. При изготовлении пружин небольших размеров оправку применяют при отпуске. Если: такая пружина при закалке покоробилась, то при насаживании на оправку перед отпуском она выпрямляется, и в условиях нагрева при отпуске размеры ее фиксируются по оправке. Пружину больших размеров, покоробленную при закалке, трудно зафиксировать на оправке перед отпуском. В таких случаях следует производить закалку на оправке. Однако при этом конструкция оправки должна обеспечивать достаточно полный доступ закалочной жидкости к пружине.
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
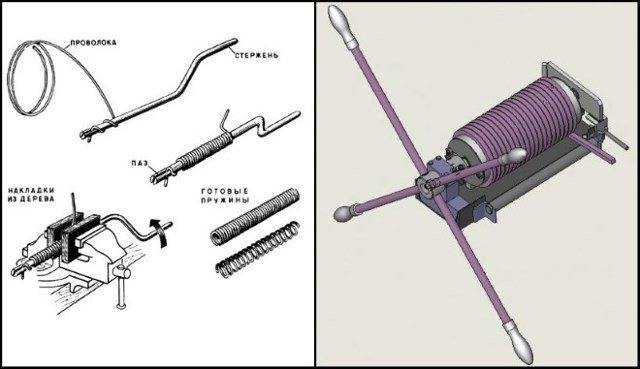
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
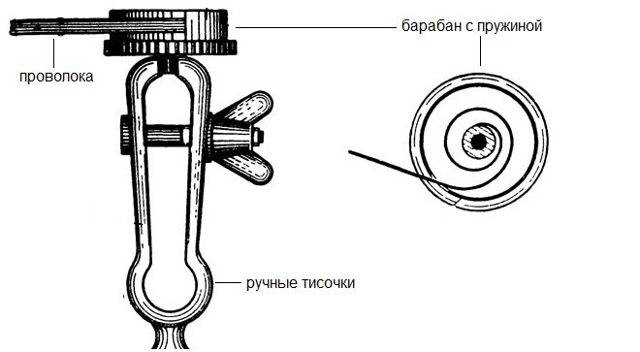
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
сжимающая, коническая, торсионная и натяжная своими руками
При создании различных устройств очень полезно иметь под рукой пружины. Само собой возникает вопрос: сколько, какого типа и размера могут понадобиться в следующий раз и как сделать пружину своими руками?
При этом иногда возникает ситуация, когда сложно найти пружину, которая идеально соответствует твоим требованиям. Так почему бы не сделать свою собственную?
Создание пружин может показаться пугающим, но при помощи базового инструмента и с простой инструкцией каждый из вас сможет создать ее.
В этой статье я покажу вам, как сделать некоторые из них, сначала самые простые, а затем я перейду к некоторым «продвинутым» инструментам, но это не добавит процессу создания сложности.
Шаг 1: Типы

Вот несколько из множества типов пружин, которые мы научимся делать. Слева направо:
- Натяжная
- Сжимающая
- Коническая
- Торсионная
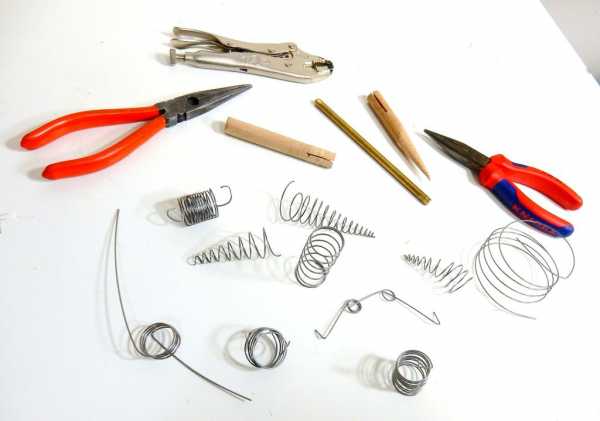
Шаг 2: Начнём работу при помощи базовых инструментов

Вы сможете начать создавать множество разных типов при помощи инструментов, обозначенных в списке:
- штырь диаметром 1.4 см
- струна для пианино или проволока
- плоскогубцы с кусачками
- пила
- зажимы
- беспроводная дрель
Шаг 3: Обрежем штырь

Сначала возьмите деревянный штырь и обрежьте его до длины примерно 12 см. Затем прорежьте в одном из его концов паз, он будет предназначаться для струны. Штырь диаметром примерно 1.4 см подойдёт лучше всего потому, что он хорошо крепится в патроне дрели.
Шаг 4: Создание натяжной пружины

Беспроводные дрели хороши тем, что можно настраивать скорость их вращения. Для безопасности всегда пользуйтесь плоскогубцами — если провод соскочит, то он может порезать вам руки.
Закрепите дрель на столе при помощи зажимов. Одна рука лежит на кнопке включения дрели, а вторая зажимает плоскогубцы. Проворачивайте дрель столько, сколько вам нужно, пока не добьётесь необходимого количества витков. Во время намотки удерживайте шнур под напряжением, и пружина будет поворачиваться лучше.
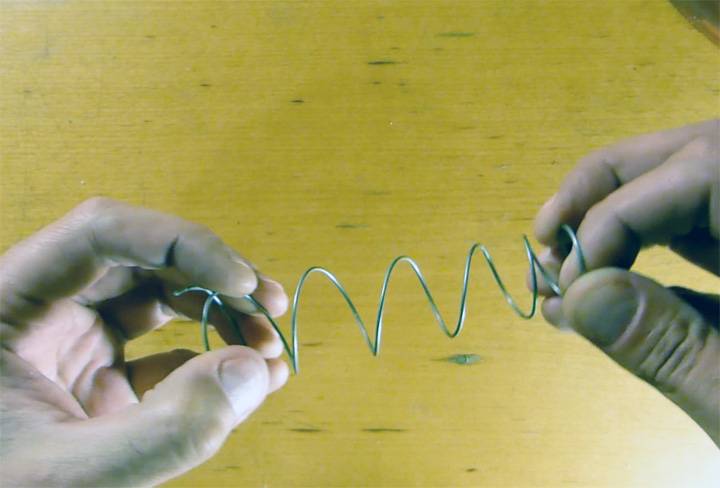
Шаг 5: Сгибание струны

После намотки, я согнул плоскогубцами оставшиеся кончики и получил натяжную пружину. Экспериментируя, вы можете добиться различных размеров петелек.
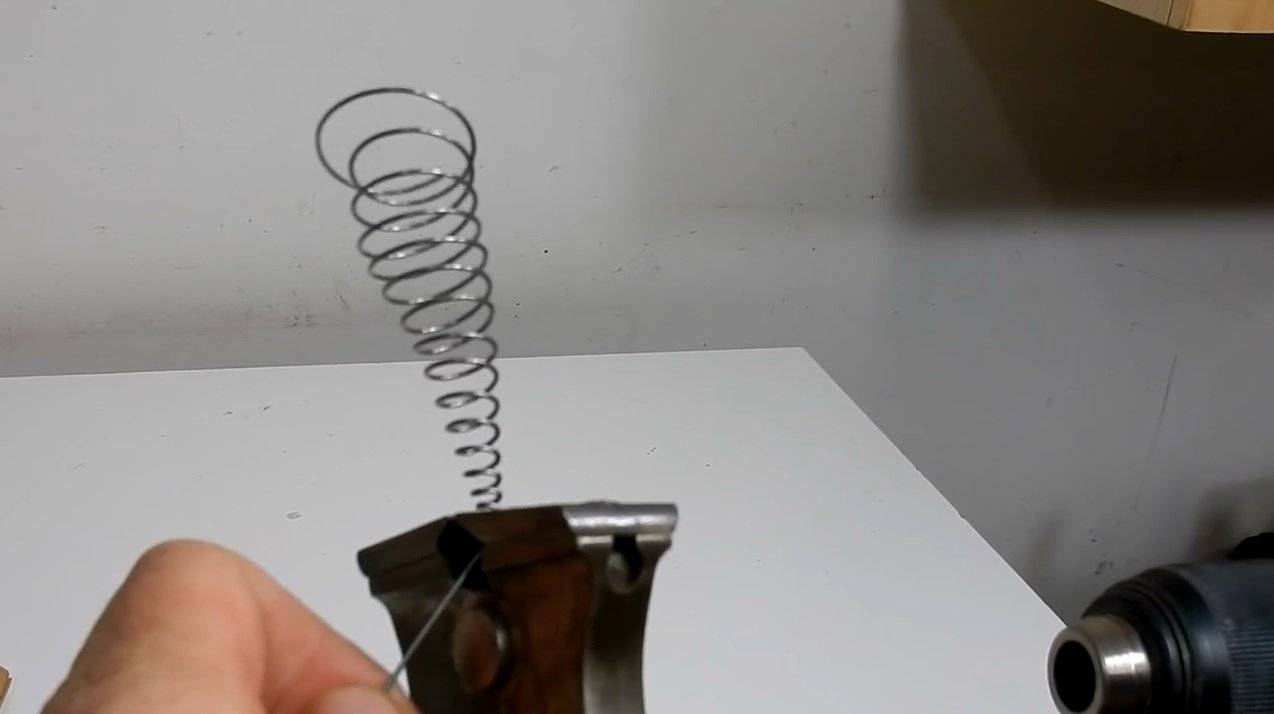
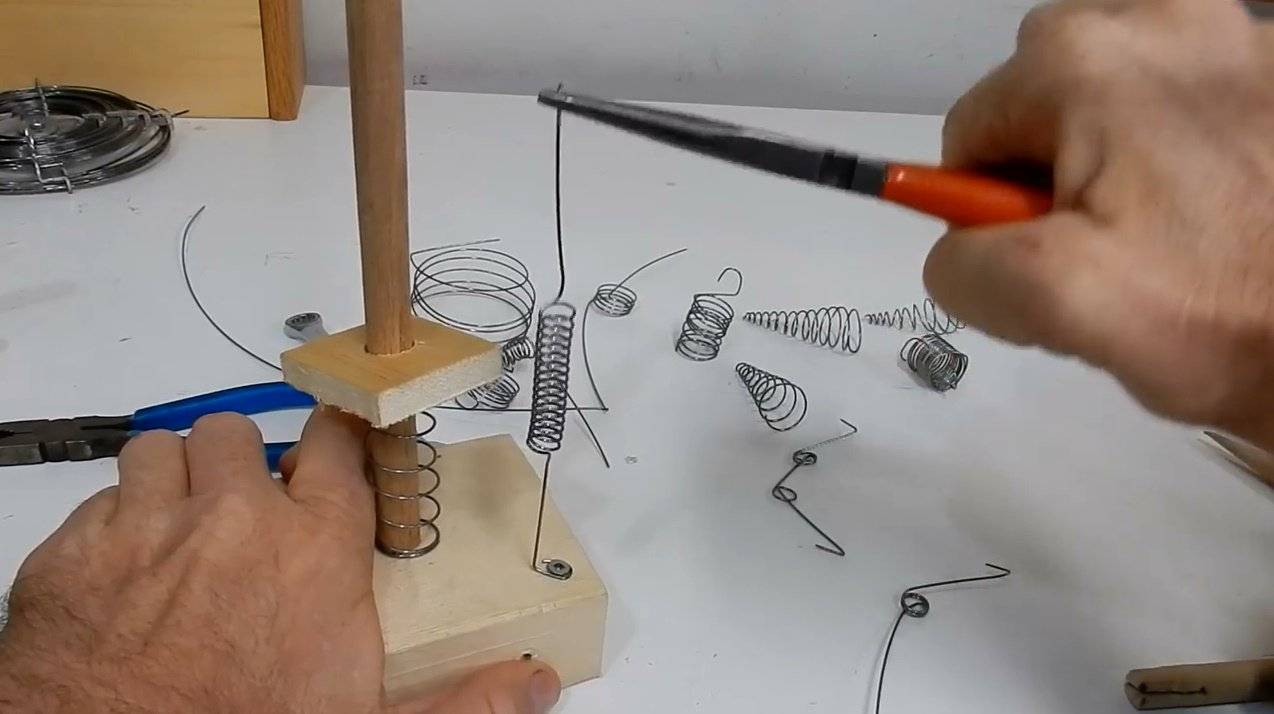
Шаг 6: Сжимающая
Для нее потребуется более длинный штырь, в котором также будет вырезан паз. Во время намотки, отмеряйте расстояние между витками на глаз. Это потребует от вас практики, но занятие на самом деле очень занимательное.
Когда пружина была готова, я провел тест (см. последнюю фотографию). Я поместил ее на штырь, придавил её сверху небольшим деревянным бруском и быстро отпустил — брусок выстрелил до потолка.
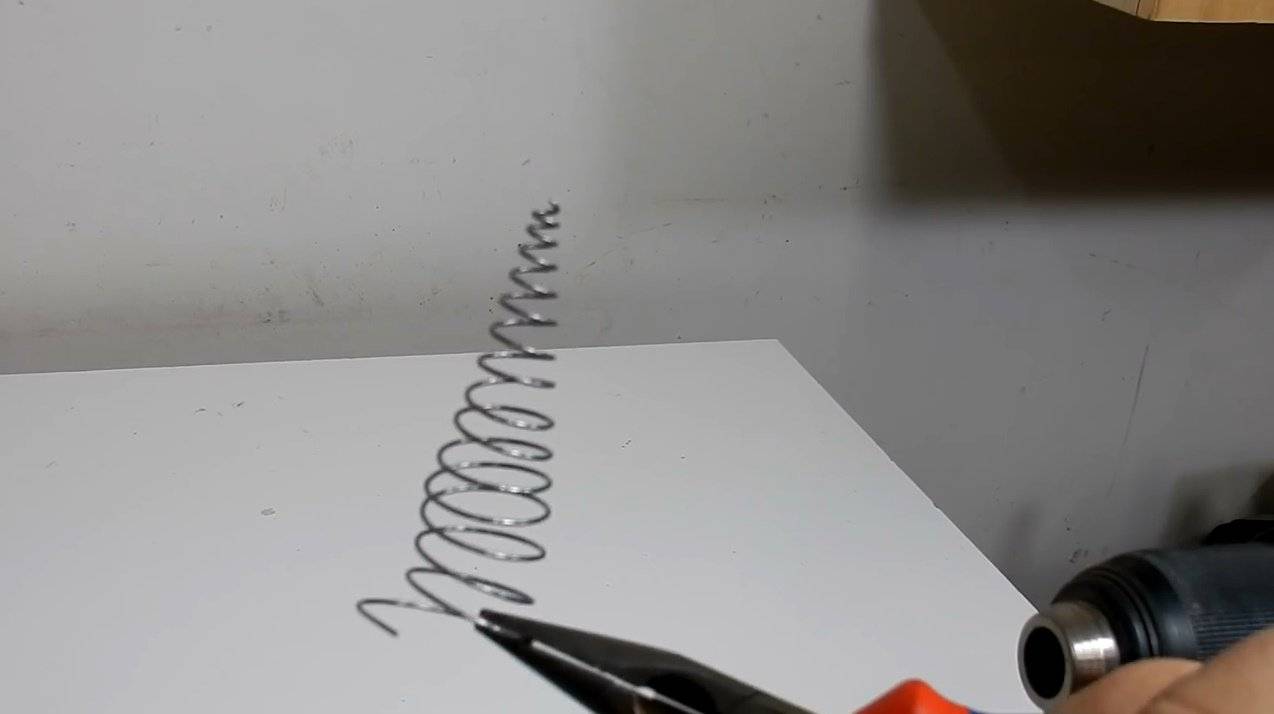
Шаг 7: Коническая
Коническая делается при помощи дрели и ленточной шлифовальной машины.
Используя ту же технику намотки, я посадил струну в пазик на штыре. Когда пружина была полностью намотана, я обрезал её концы, и коническая пружина была готова. Ее я сделал дважды, и второй вариант вышел более хорошим.
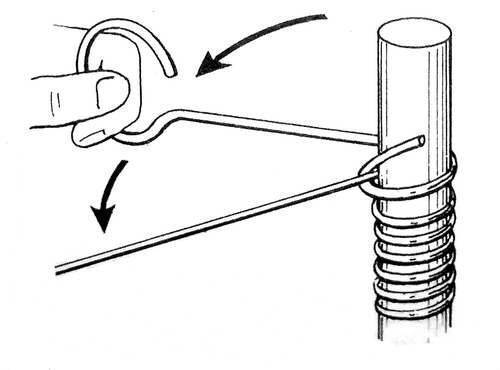
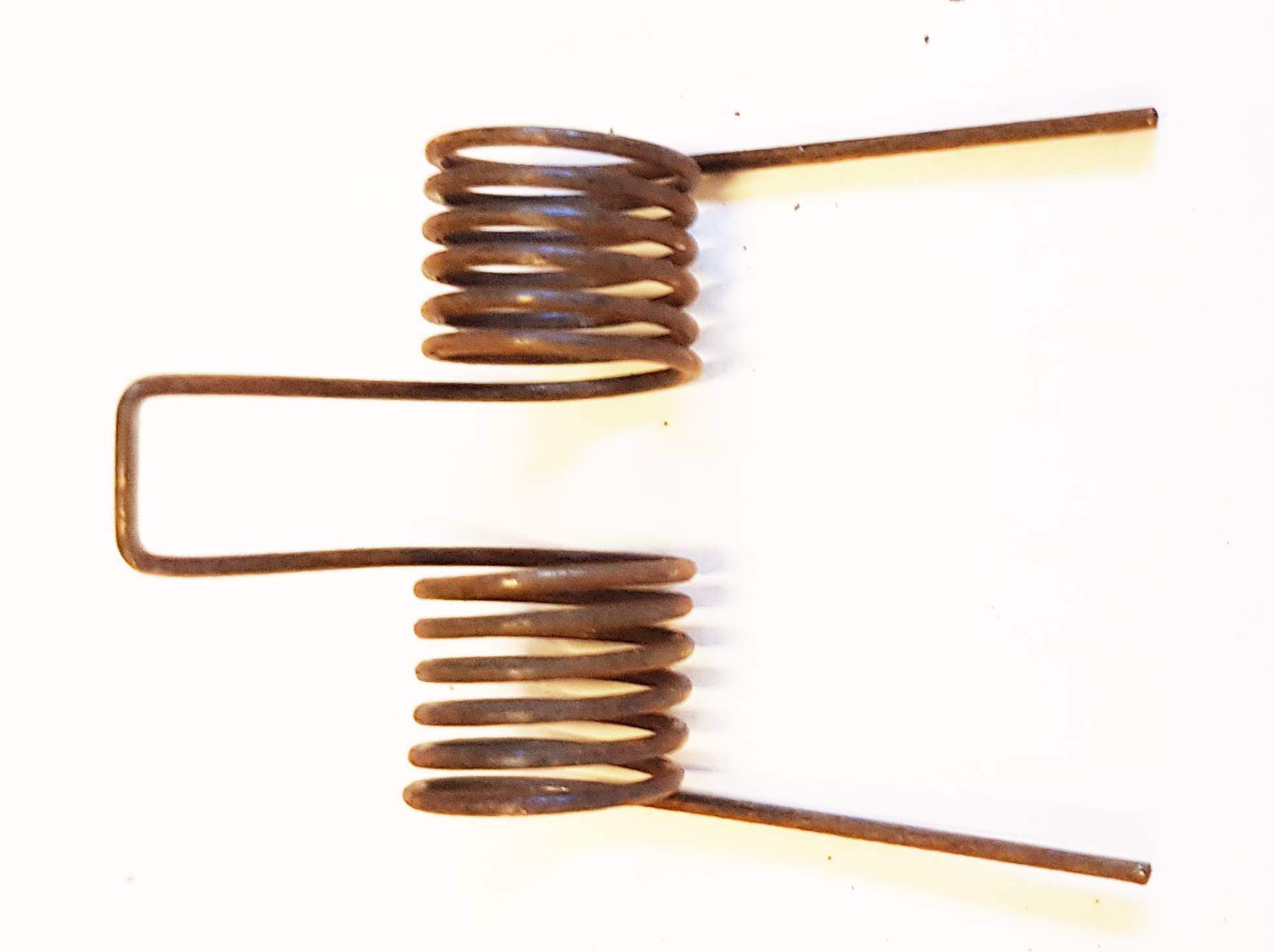
Шаг 8: Торсионная

Для изготовления торсионной я использовал латунный стержень, так как деревянный штырь не выдерживал нагрузки и ломался. Чтобы создать пружину, сделайте несколько витков и оставьте прямой участок струны с обоих концов. Изогнув концы струны, вы создадите хорошую торсионную пружину.
Шаг 9: Заключение


На фотографиях вы видите сжимающую и набор различных пружин, которые я сделал в домашних условиях.
Я надеюсь, изготовление окажется для вас простым занятием и поможет вам сделать множество интересных проектов. Если вы используете их постоянно, то это также сэкономит вам деньги.








Приспособление для навивки пружин на токарном станке
Качество и технологии
Рабочий инструмент и приспособления для навивки пружин
Для горячей навивки необходимы кузнечные клещи, молотки, гладкие цилиндрические оправки, клинья, нап
равляющие устройства и другие приспособления.
Клещи служат для удержания, поворота и установки нагретых заготовок пружин на гладкие оправки при навивке. На рис. 19, а показаны наиболее часто применяемые клещи. В зависимости от формы поперечного сечения заготовки клещи имеют соответствующую
форму губок, которыми они сжимают заготовку. Клещи должны соответствовать размерам сечения заготовки. Для удержания в губках клещей тяжелых заготовок применяют кольца или скобы, которые надевают на тот конец клещей, который держит рабочий.
Молотки (рис. 19, б) служат для установки и крепления заготовки клином на гладкой оправке. Молоток, имеющий массу 0,5—1,5 кг, насажен на ручку, изготовленную из прочного и вязкого дерева, например из березы или клена. Ручка молотка должна быть тщательно расклинена во избежание соскакивания с нее молотка при ударах.
Оправка необходима собственно для навивки пружины, а клин — для крепления заготовки на оправке.
Мелкие и средние пружины навивают в холодном состоянии. Пружины можно навивать вручную с применением несложных приспособлений, а также на токарных станках, оснащенных специальной оснасткой, и на холоднонавивочных пружинах автоматах.
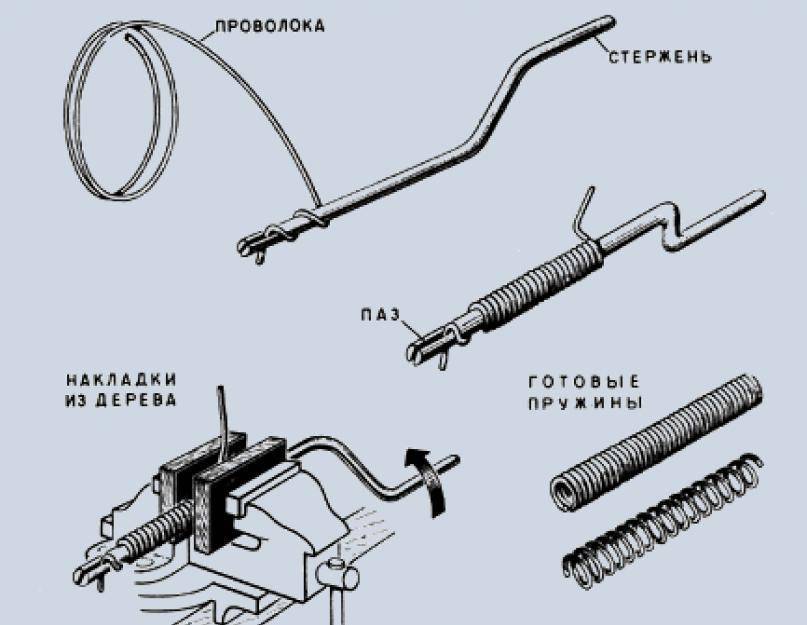
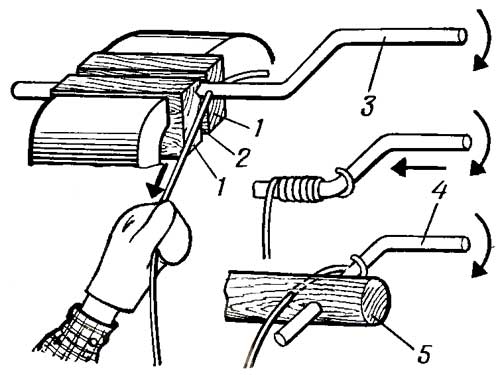
Для изготовления небольших партий пружин применяют простейшие приспособления. Приспособление для навивки пружин, работающих на сжатие и растяжение (рис. 20), состоит из цилиндрической неподвижной оправки 4, установленной во втулке 5 и закрепленной стопорным винтом 3. Оправка имеет паз для крепления конца проволоки. Рукоятка / с втулкой устанавливается на оправку 4. Втулка имеет выступ с направляющей канавкой. Проволока 2 заправляется в паз и вращением ручки вокруг оправки осуществляется навивка пружины. Натяг пружины производится выступом втулки.
Оснастка, применяемая при навивке пружин на токарных станках, состоит из гладких оправок, приспособлений для направления и натяга проволоки на гладкие .оправки, вращающейся катушки. Гладкие оправки могут иметь цилиндрическую, коническую и бочкообразную форму. Материалом для оправок служит конструкционная углеродистая сталь. Форма гладких оправок зависит от формы пружин. Один из торцов гладких оправок имеет глухое центровое отверстие, которое служит для установки центра задней бабки. Конец проволоки крепится кулачком патрона передней бабки токарного станка. Для безопасной навивки пружины гладкая оправка поджимается центром задней бабки токарного станка.
Приспособление для направления и натяга проволоки при навивке пружин на токарных станках состоит из двух пар вращающихся роликов. Верхние ролики вращением винта могут перемещаться в вертикальном
направлении. Винт обеспечивает необходимое давление роликов на проволоку, увеличивая силы трения между ними. Приспособление обеспечивает постоянный натяг проволоки при навивке пружины.
Вращающаяся катушка представляет собой карусель (рис. 21). Катушка состоит из массивного основания с подшипником, в котором установлена вертикально стойка, свободно вращающаяся вокруг своей оси. На стойку надета катушка с мотком пружинной проволоки. Конец проволоки пропускают через установленную перед токарным станком стойку, которая при резке проволоки не позволяет ей спутаться на катушке.
Основным инструментом и оснасткой пружинонавивочных автоматов моделей ПН-1, А520, А521, А-522А, А524, А524А и другие являются: вращающиеся ролики правильного механизма для правки пружинной проволоки
входные, средние и выходные направляющие планки механизма подачи (см. рис. 39), навивочный палец (рис. 22), неподвижная оправка навивочного механизма (рис. 23), шаговая лапка с пальцем шагового механизма (см. рис. 45) и отрезной резец отрезного механизма (рис. 24).
Направляющие планки, неподвижная оправка, навивочный палец и отрезной резец обеспечивают надежную работу пружинонавивочного автомата, испытывают большие нагрузки при подаче и отрубке проволоки.
По вопросам размещения заказов на изготовление пружин обращаться:
голоса
Рейтинг статьи
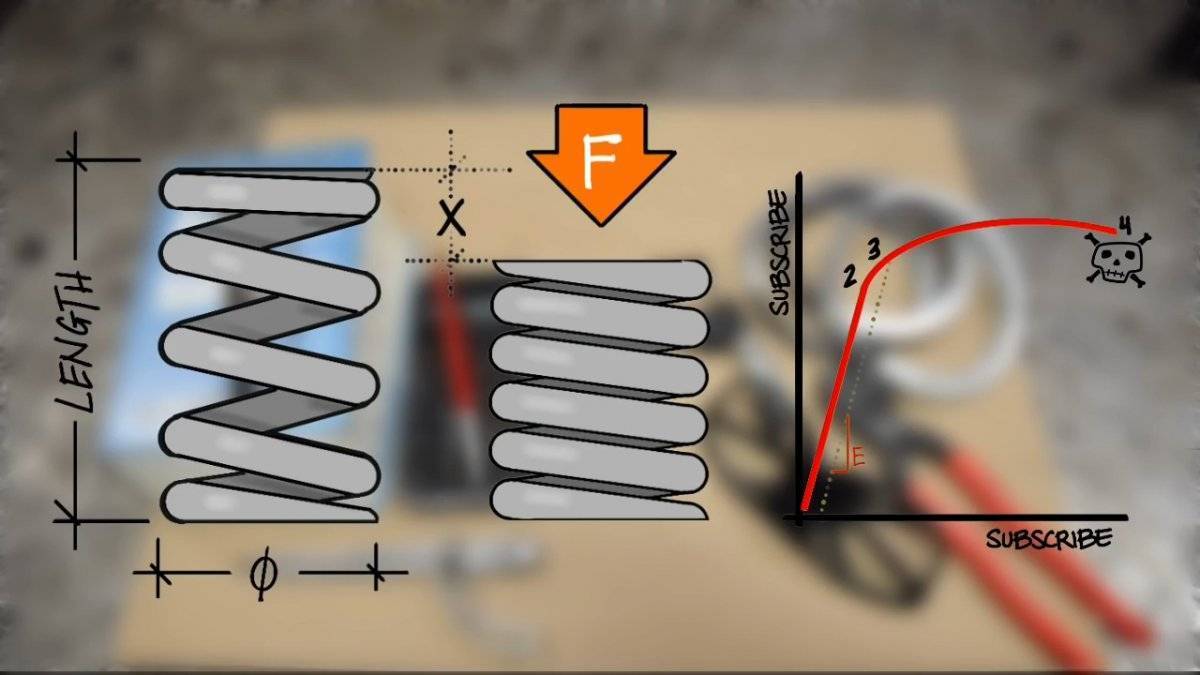
Формулы и способы расчета пружин из стали круглого сечения по ГОСТ 13765
Пружина сжатия Пружина растяжения
| Наименование параметра | Обозначение | Расчетные формулы и значения | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сила пружины при предварительной деформации, Н | F 1 | Принимается в зависимости от нагрузки пружины | ||||||||||||||
| Сила пружины при рабочей деформации (соответствует наибольшему принудительному перемещению подвижного звена в механизме), Н | F 3 | Принимается в зависимости от нагрузки пружины | ||||||||||||||
| Рабочий ход пружины, мм | h | Принимается в зависимости от нагрузки пружины | ||||||||||||||
| Наибольшая скорость перемещения подвижного конца пружины при нагружении или разгрузке, м/с | v max | Принимается в зависимости от нагрузки пружины | ||||||||||||||
| Выносливость пружины, число циклов до разрушения | N F | Принимается в зависимости от нагрузки пружины | ||||||||||||||
| Наружный диаметр пружины, мм | D 1 | Предварительно принимаются с учетом конструкции узла. Уточняются по таблицам ГОСТ 13766…ГОСТ 13776 | ||||||||||||||
| Относительный инерционный зазор пружины сжатия. Для пружин растяжения служит ограничением максимальной деформации | δ | δ = 1 — F 2 / F 3 (1) Для пружин сжатия классов I и II δ = 0,05 — 0,25 для пружин растяжения δ = 0,05 — 0,10 для одножильных пружин класса III δ = 0,10 — 0,40 для трехжильных класса III δ = 0,15 — 0,40 | ||||||||||||||
| Сила пружины при максимальной деформации, Н | F 3 | Уточняется по таблицам ГОСТ 13766 ÷ ГОСТ 13776 | ||||||||||||||
| Сила предварительного напряжения (при навивке из холоднотянутой и термообработанной проволоки), Н | F | (0,1 ÷ 0,25) F 3 | ||||||||||||||
| Диаметр проволоки, мм | d | Выбирается по таблицам ГОСТ 13764 ÷ ГОСТ 13776 | ||||||||||||||
| Диаметр трехжильного троса, мм | d 1 | Выбирается по таблицам ГОСТ 13764 ÷ ГОСТ 13776 | ||||||||||||||
| Жесткость одного витка пружины, Н/мм | c 1 | Выбирается по таблицам ГОСТ 13764 ÷ ГОСТ 13776 | ||||||||||||||
| Максимальная деформация одного витка пружины, мм | s’ (при F = 0) s» (при F > 0) | Выбирается по таблицам ГОСТ 13764 ÷ ГОСТ 13776 | ||||||||||||||
| Максимальное касательное напряжение пружины, МПа | τ 3 | Для трехжильных пружин | ||||||||||||||
| Критическая скорость пружины сжатия, м/с | v k | Для трехжильных пружин | ||||||||||||||
| Модуль сдвига, МПа | G | Для пружинной сталиG = 7,85 х 104 | ||||||||||||||
| Динамическая (гравитационная) плотность материала, Н • с2/м4 | ρ | ρ = γ / g, где g — ускорение свободного падения, м/с2 γ — удельный вес, Н/м3 Для пружинной стали ρ = 8•103 | ||||||||||||||
| Жесткость пружины, Н/мм | с | Для пружин с предварительным напряжением Для трехжильных пружин | ||||||||||||||
| Число рабочих витков пружины | n | |||||||||||||||
| Полное число витков пружины | n 1 | где n2 — число опорных витков | ||||||||||||||
| Средний диаметр пружины, мм | D | Для трехжильных пружин | ||||||||||||||
| Индекс пружины | i | Для трехжильных пружин Рекомендуется назначать от 4 до 12 | ||||||||||||||
| Коэффициент расплющивания троса в трехжильной пружине, учитывающий увеличение сечения витка вдоль оси пружины после навивки | Δ | Для трехжильного троса с углом свивки β = 24° определяется по таблице
| ||||||||||||||
| Предварительная деформация пружины, мм | s 1 | |||||||||||||||
| Рабочая деформация пружины, мм | s 2 | |||||||||||||||
| Максимальная деформация пружины, мм | s 3 | |||||||||||||||
| Длина пружины при максимальной деформации, мм | l 3 | где n3 — число обработанных витков Для трехжильных пружин Для пружин растяжения с зацепами | ||||||||||||||
| Длина пружины в свободном состоянии, мм | l | |||||||||||||||
| Длина пружины растяжения без зацепов в свободном состоянии, мм | l’ | |||||||||||||||
| Длина пружины при предварительной деформации, мм | l 1 | Для пружин растяжения | ||||||||||||||
| Длина пружины при рабочей деформации, мм | l 2 | Для пружин растяжения | ||||||||||||||
| Шаг пружины в свободном состоянии, мм | t | Для трехжильных пружин Для пружин растяжения | ||||||||||||||
| Напряжение в пружине при предварительной деформации, МПа | τ 1 | |||||||||||||||
| Напряжение в пружине при рабочей деформации, МПа | τ 2 | |||||||||||||||
| Коэффициент, учитывающий кривизну витка пружины | k | Для трехжильных пружин | ||||||||||||||
| Длина развернутой пружины (для пружин растяжения без зацепов), мм | l | |||||||||||||||
| Масса пружины (для пружин растяжения без зацепов), кг | m | |||||||||||||||
| Объем, занимаемый пружиной (без учета зацепов пружины), мм 3 | V | |||||||||||||||
| Зазор между концом опорного витка и соседним рабочим витком пружины сжатия, мм | λ | Устанавливается в зависимости от формы опорного витка | ||||||||||||||
| Внутренний диаметр пружины, мм | D 2 | |||||||||||||||
| Временное сопротивление проволоки при растяжении, МПа | R m | Устанавливается при испытаниях проволоки или по ГОСТ 9389 и ГОСТ 1071 | ||||||||||||||
| Максимальная энергия, накапливаемая пружиной, или работа деформации, мДж | Для пружин сжатия и растяжения без предварительного напряжения Для пружин растяжения с предварительным напряжением |
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.







Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).

Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете





