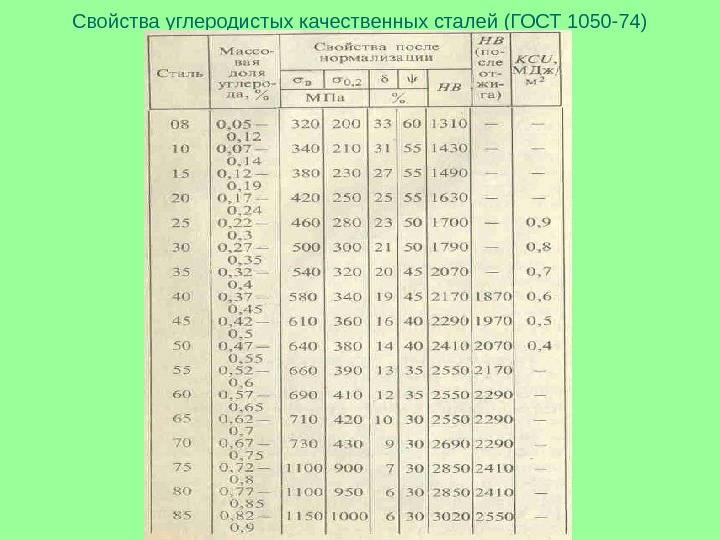
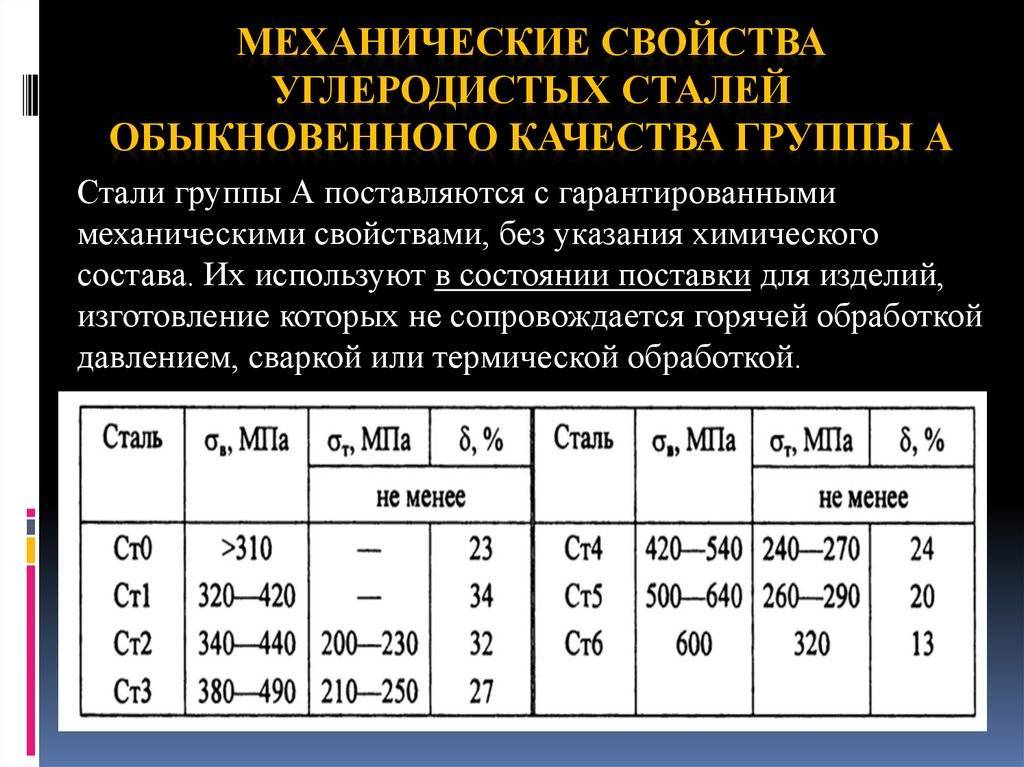
Стали углеродистые качественные конструкционные
Являются основным металлом для изготовления деталей машин (валов, шпинделей, осей, зубчатых колес, шпонок, муфт, фланцев, фрикционных дисков, винтов, гайек, упоров, тяг, цилиндров гидроприводов, эксцентриков, звездочек цепных передач и др.), которые при взаимодействии в работающей машине воспринимают и передают различные по величине нагрузки. Эти металлы хорошо обрабатываются давлением и резанием, льются и свариваются, подвергаются термической, термомеханической и химико-термической обработке.
Различные специальные виды обработки обеспечивают вязкость, упругость и твердость сталей, позволяют делать из них детали, вязкие в сердцевине и твердые снаружи, что резко увеличивает их износостойкость и надежность. Из углеродистых качественных конструкционных сталей производят прокат, поковки, калиброванную сталь, сталь серебрянку, сортовую сталь, штамповки и слитки.
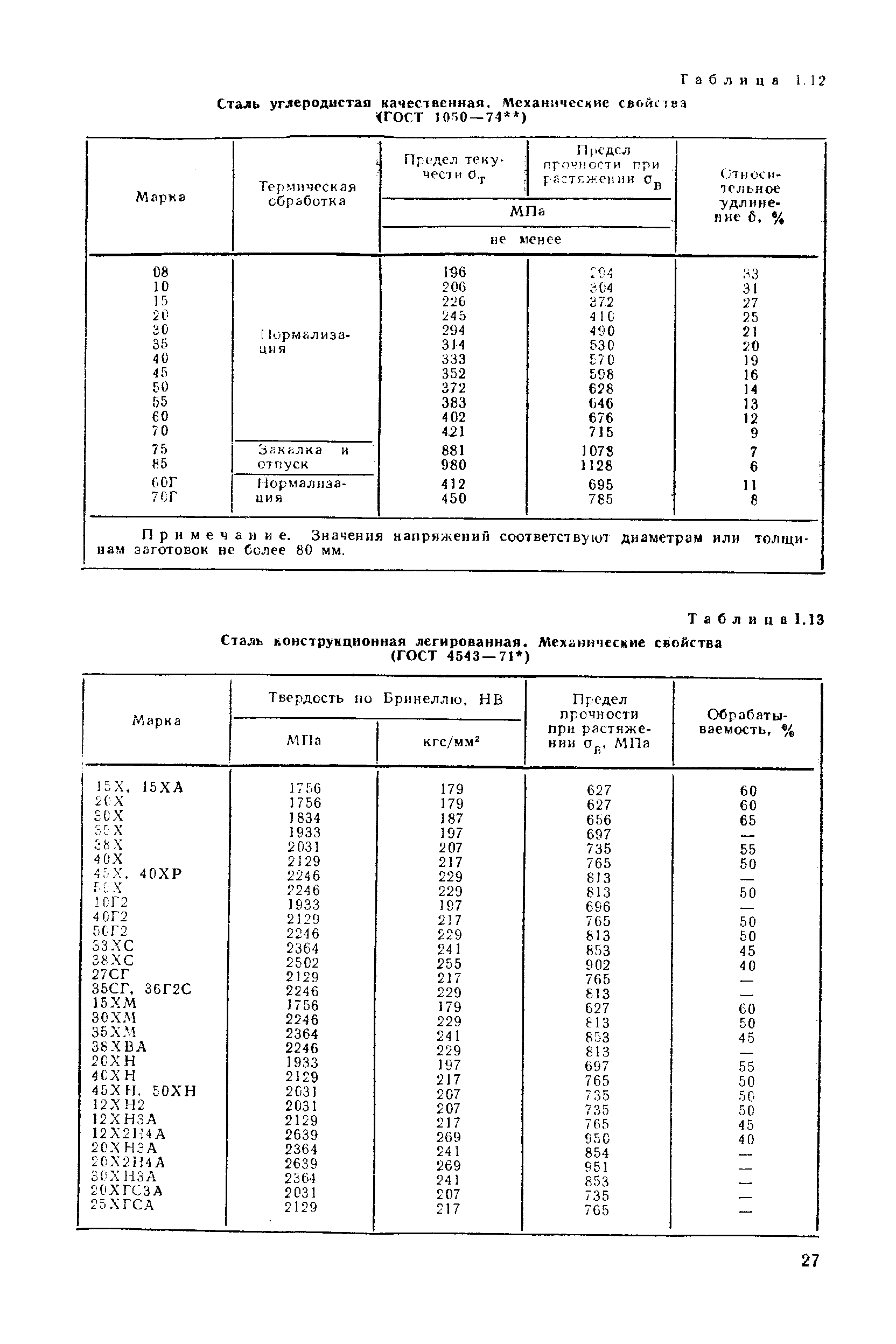
Таблица 3. Основные свойства стали углеродистой качественной конструкционной
| Марка | Механические свойства | Физические свойства | Технологические свойства | ||||||||||
| σт | σв | δ, % | ан Дж/см2 | НВ | γ, г/см3 | λ, Вт/(м ·°С) | α·106 ,1/°С | обрабаты- ваемость резанием | сварива- емость | интервал температур ковки,°С | пластичность при холодной обработке | *горяче- катаная **отож- женная | |
| МПа | |||||||||||||
| 08 | 196 | 324 | 33 | — | 126 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 10 | 206 | 321 | 31 | — | 140 | 7,83 | 811 | 11,6 | В | ВВ | 800-1300 | ВВ | * |
| 15 | 225 | 373 | 27 | — | 145 | 7,82 | 770 | 11,9 | В | ВВ | 800-1250 | ВВ | * |
| 20 | 245 | 412 | 25 | — | 159 | 7,82 | 770 | 11,1 | В | ВВ | 800-1280 | В | * |
| 25 | 274 | 451 | 23 | 88 | 166 | 7,82 | 732 | 11,1 | В | ВВ | 800-1280 | В | * |
| 30 | 294 | 490 | 21 | 78 | 175 | 7,817 | 732 | 12,6 | В | В | 800-1250 | В | * |
| 35 | 314 | 529 | 20 | 69 | 203 | 7,817 | 732 | 11,09 | В | В | 800-1250 | В | * |
| 40 | 321 | 568 | 19 | 59 | 183 | 7,815 | 596 | 12,4 | В | У | 800-1250 | У | ** |
| 45 | 363 | 598 | 16 | 49 | 193 | 7,814 | 680 | 11,649 | В | У | 800-1250 | У | ** |
| 50 | 373 | 627 | 14 | 38 | 203 | 7,811 | 680 | 12,0 | У | У | 800-1250 | У | ** |
| 55 | 382 | 647 | 13 | — | 212 | 7,82 | 680 | 11,0 | У | Н | 800-1250 | Н | ** |
| 60 | 402 | 676 | 12 | — | 224 | 7,80 | 680 | 11,1 | У | Н | 800-1240 | Н | ** |
| Примечание. Н — низкая, У — удовлетворительная, В — высокая, ВВ — весьма высокая. |
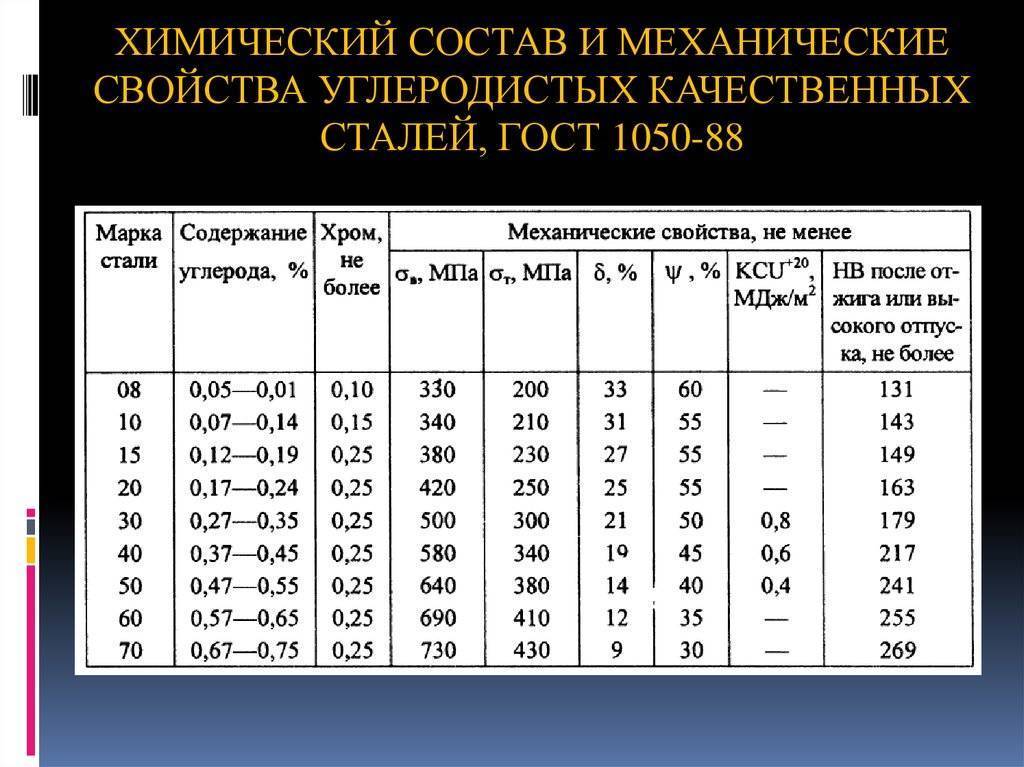
Качественные конструкционные стали обладают более высокими механическими свойствами (ГОСТ 1050-88), чем стали обыкновенного качества, за счет меньшего содержания в них фосфора, серы и неметаллических включений. По видам обработки их делят на горячекатаную, кованую, калиброванную и серебрянку (со специальной отделкой поверхности).
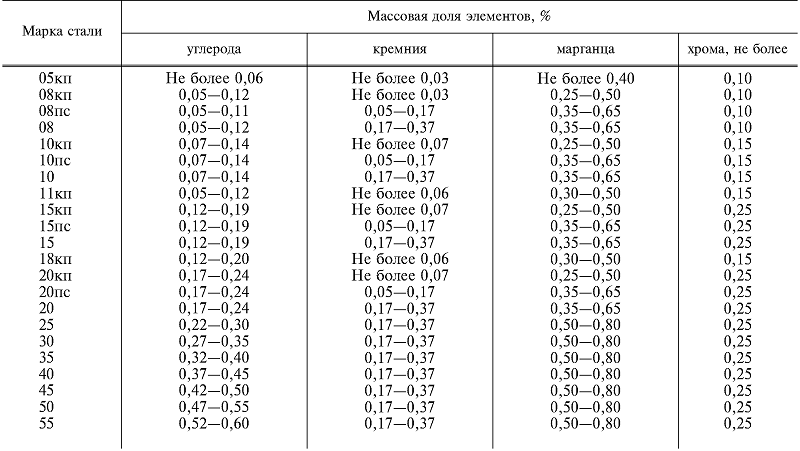
Обозначение марки стали составляют из слова «Сталь» и двузначной цифры, которая указывает на среднее содержание углерода в сотых долях процента. Например, Сталь 25 содержит 0,25% углерода (допустимое количество углерода — 0,220,30 %), Сталь 60-0,60 % (допустимое количество -0,57-0,65%). Степень раскисления в марках спокойных сталей не отражается, а в марках полуспокойных и кипящих сталей, как и сталей обыкновенного качества, обозначается буквами «пс» и «кп» соответственно. В качественных конструкционных сталях всех марок допускается содержание серы не более 0,040% и фосфора — не более 0,035%.
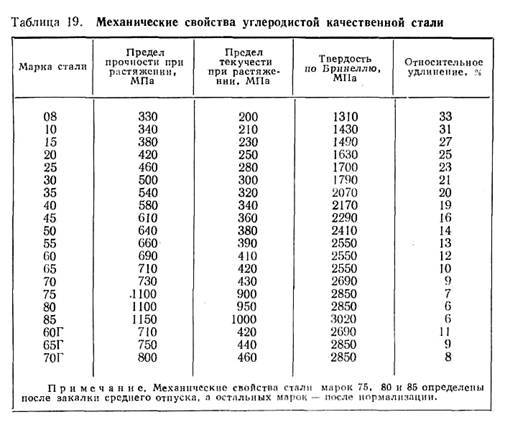
Основные свойства углеродистой качественной конструкционной стали приведены в табл. 3, основное назначение — в табл. 4. Цвета маркировки приведены в табл. 5.
Таблица 4. Стали углеродистые качественные конструкционные, их основное назначение
| Марка стали | Основное назначение |
| Сталь 08кп, 10 | Детали, изготовляемые холодной штамповкой и холодной высадкой, трубки, прокладки, крепеж, колпачки. Цементируемые и цианируемые детали, не требующие высокой прочности сердцевины (втулки, валики, упоры, копиры, зубчатые колеса, фрикционные диски) |
| Сталь 15, 20 | Малонагруженные детали (валики, пальцы, упоры, копиры, оси, шестерни). Тонкие детали, работающие на истирание, рычаги, крюки, траверсы, вкладыши, болты, стяжки и др. |
| Сталь 30, 35 | Детали, испытывающие небольшие напряжения (оси, шпиндели, звездочки, тяги, траверсы, рычаги, диски, валы) |
| Сталь 40, 45 | Детали, от которых требуется повышенная прочность (коленчатые валы, шатуны, зубчатые венцы, распределительные валы, маховики, зубчатые колеса, шпильки, храповики, плунжеры, шпиндели, фрикционные диски, оси, муфты, зубчатые рейки, прокатные валики и др.) |
| Сталь 50, 55 | Зубчатые колеса, прокатные валики, штоки, бандажи, валы, эксцентрики, малонагруженные пружины и рессоры и др. Применяют после закалки с высоким отпуском и в нормализованном состоянии |
| Сталь 60 | Детали с высокими прочностными и упругими свойствами (прокатные валки, эксцентрики, шпиндели, пружинные кольца, пружины и диски сцепления, пружины амортизаторов). Применяют после закалки или после нормализации (крупные детали) |
Таблица 5. Цвета маркировки стали углеродистой качественной
| Группа | Цвет краски |
| Сталь 08, 10, 15, 20 | Белый |
| Сталь 25, 30, 35, 40 | Белый и желтый |
| Сталь 45, 50, 55, 60 | Белый и коричневый |
Особенности и преимущества металла
В качестве составляющих используется большое число легирующих веществ, которые обуславливают ее свойства. Главными компонентами выступают хром и никель.
Хром дает возможность к пассивации и исключает корродирование на поверхности материала. Его процентное содержание – 17-19%.

Проволока
Благодаря никелю нержавеющая сталь 12Х18Н10Т относится к аустенитам, она приобретает такие особенности, как технологичность и высокие эксплуатационные характеристики. Прокат ее осуществляется без нагрева или с повышением температуры, при этом конструкция будет характеризоваться коррозионной стойкостью в агрессивной среде, чего нельзя сказать о ферритных материалах. Концентрация компонента составляет 9-11%.

За счет использования Ni и Cr обеспечивается стабильность материала при охлаждении. Для получения аустенита при t=900 С требуется всего 0,1% углерода, что обусловлено его воздействием на металл. Также в состав изделия входят Ti, Al и Si, которые обеспечивают ферритные качества.
Титан используется в качестве сильного карбидообразующего компонента, что исключает образование коррозии в кристаллической решетке. При реакции с углеродом образуется тугоплавкий карбид, что приводит к снижению в составе свободного хрома за счет взаимодействия его с углеродом.
Кремний предназначен для увеличения поровой плотности материала путем выведения газа из структуры. Это положительно сказывается на повышении прочностных характеристик, предела текучести, но снижает пластичность, что негативно сказывается на качестве холодной прокатки. Содержание – 0,8%.
Входящий в состав стали 12Х18Н10Т марганец снижает скорость образования зерна, что улучшает структуру.
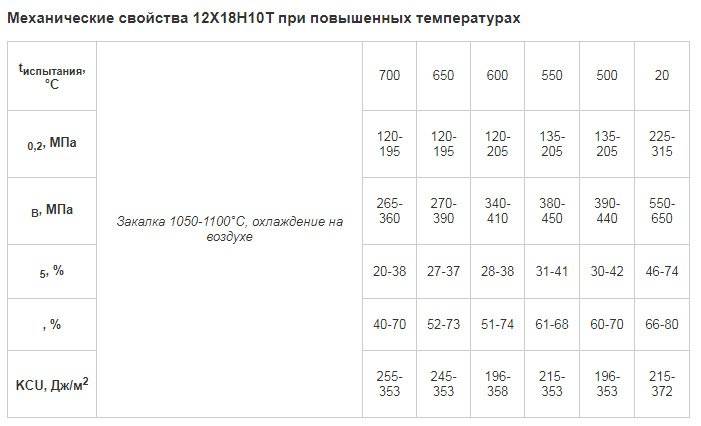
Жаростойкость
| Среда | Воздух | Воздух |
| Температура, °С | 750 | 650 |
| Группа стойкости или балл | 4-5 | 2-3 |
Небольшое количество фосфора в составе (0,035%) обусловлено его свойствами. Он негативно сказывается на механических качествах состава, что нежелательно для металла, используемого в криогенной технике. При понижении температуры он способен снизить пластичность материала.








Металл является пластичным и вязким при ударах, что является преимуществом. Недостатками считаются малая коррозионная стойкость к хлорсодержащим веществам, серной и соляной кислоте.
Обработка
Маятниковое изменение температурного режима осуществляется исключительно в печах камерного и шахтного видов. Обработка с постоянным теплосъёмом и сфероидизация необходимы стали У10. Температура должна быть при этом в 760 градусов.
Выдержка в таких условиях необходима в течение 2,5 часов. При непрерывном функционировании печи, проводится изотермический отжиг.
Нагрев происходит с учётом накала стали одного миллиметра в минуту. Для правильной обработки используется конвейер.
В процессе отжига сталь приобретает мелкозернистую структуру. Такие показатели лучше чем соответствующая ей крупнозернистая. Сферодизация придаёт сплаву зернистую структуру. При каждом прохождении температурной ступени заготовки выдерживаются 45 минут.
Ковка стали У10 начинается при температуре в 1180 градусов, заканчивается она при 800. Заготовки до 100 мм2 остужают открыто. При больших размерах детали её оставляют в термопечи, и остывание проходит вместе с ней. Закалка производится при 800 градусах.
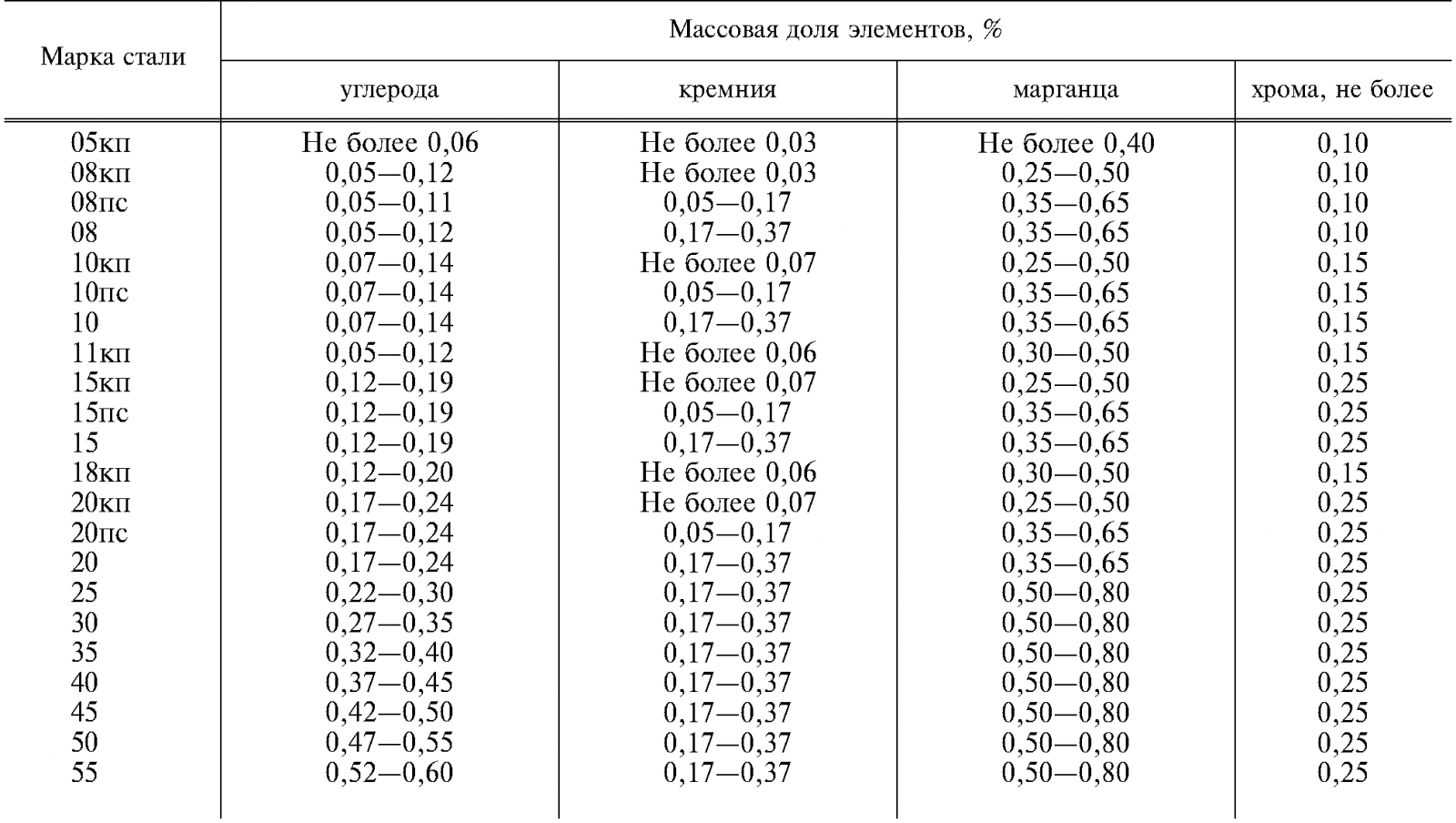
Химический состав
Во много именно химический состав определяет основные свойства металла Ст 10. Группа конструкционных сталей характеризуется тем, что в состав включается небольшое количество легирующих элементов. К другим особенностям отнесем следующие моменты:
- Основных элементом принято считать углерод, так как даже небольшое изменение концентрации приводит к существенному повышению или падению твердости, прочности или степени свариваемости. В рассматриваемом случае показатель концентрации составляет 0,07-0,14%.
- В состав включается довольно большое количеств кремния 0,17-0,37%. Еще есть и магний в концентрации 0,35-0,65%.
- Металл представлен сочетанием и других химических элементов, в том числе и вредных. Их концентрация менее 0,4%.
Химический состав марки стали 10 и некоторых других марок
Больше всего в составе рассматриваемого металла железа. Химический состав контролируется согласно установленным нормам в ГОСТ.
Характеристики стали 15ХСНД
| Классификация | Сталь конструкционная низколегированная для сварных конструкций |
| Применение | Из данной стали изготавливают элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С |
Общие рекомендации по технологии сварки стали 15ХСНД (и некоторых подобных низколегированных марок): в зависимости от требований, предъявляемых к сварным соединениям, толщины металла, размеров и жесткости конструкций, выбирают сталь, которую можно сваривать без последующей нормализации, либо используют рекомендуемую сталь и выбирают способ электрошлаковой сварки, уменьшающий перегрев, либо назначают высокотемпературную термообработку (нормализацию или отжиг в межкритическом интервале температур). Выбор сталей с высокой стойкостью против перегрева необходим в случае изготовления толстостенных крупногабаритных конструкций особо ответственного назначения (например, сосудов высокого давления, работающих при низких температурах), когда другие методы повышения свойств соединений неприменимы. Конструкции, работающие при нормальных, а иногда и пониженных температурах, но не подвергающиеся тяжелым динамическим и ударным нагрузкам, например, станины ковочных прессов, гидрогенераторов и. электрических машин, корпуса и бандажи цементных печей, обшивки судов, баллеры рулей, изготовляют из низколегированных сталей типа 20ГСЛ, 15ХСНД и 08ГДНФЛ с применением электрошлаковой сварки без нормализации. Высокая работоспособность подобных соединений подтверждена безукоризненным многолетним опытом их эксплуатации. Требуемая прочность сварных соединений сравнительно легко достигается путем применения низкоуглеродистых проволок, легированных повышенными количествами марганца (Св-10Г2, Св-08Г2С) либо марганцем, кремнием, никелем, хромом или молибденом в количестве до -1 % в различных сочетаниях (Св-08ГС, Св-10НМА, Св-08ГСМТ, Св-08ХМ и др.). Запас прочности швов, выполненных низколегированными проволоками, обычно небольшой. По этой причине для сварки соединений, подвергающихся многократной термообработке, рекомендуется применять проволоки с повышенным легированием (Св-08Г2С и Св-08ГС взамен Св-10Г2, Св-04Х2МА и 10Х2МА взамен Св-08ХМ, Св-08ГСМТ взамен Св-10НМА и т. д.). Плавящиеся мундштуки обычно изготовляют из стали СтЗ или М16С, а электродную проволоку -из сталей, содержащих повышенное количество легирующих элементов. Хорошие результаты получаются, например, при сварке сталей типа 08ГДНФЛ или 20 (25) ГСЛ проволокой Св-08ХН2М. Для сварки термоупрочненных низколегированных высокопрочных сталей рекомендуются электродные проволоки Св-10НМ и Св-08ХН2ГМЮ. Помимо равнопрочности, к металлу шва могут предъявляться специальные требования, например жаропрочность и жаростойкость. Это учитывают при выборе марки проволоки. Для сварки соединений, работающих в различных агрессивных средах, предпочтительно используют проволоки той же системы легирования, что и основной металл. При сварке конструкций из низколегированных сталей обычного назначения используют флюс АН-8. В случае сварки конструкций, не подвергаемых последующей перекристаллизационной термообработке, предпочтение следует отдавать низкокремнистому флюсу АН-22 или безокислительным флюсам типа АНФ-6. Режимы электрошлаковой сварки низколегированных сталей мало отличаются от тех, которые рекомендованы для низкоуглеродистых сталей.
Химический состав
Так как сталь У10А 7ХНМ состоит из двух разных сталей, имеющих в соединении различные элементы, то и их химический состав и его конечное влияние на свойства металла необходимо рассматривать отдельно.
| Сталь | С | Si | Mn | Cr | V | S | Ni | Cu | Р |
| У10А | 0.96-1.03 | 0.17-0.33 | 0.17-0.28 | 0.20 | – | <0.018 | <0.20 | <0.20 | <0.025 |
| 7ХНМ | 0.66-0.73 | 0.17-0.37 | 0.50-0.80 | 1.30-1.70 | 0.10-0.30 | <0.025 | <1.20-1.60 | <0.20 | <0.025 |
Химический состав этого уникального сплава представлен такими элементами:
Каждый элемент влечёт за собой положительное или же отрицательное качество и отвечает за определённую характеристику.
- углерод улучшает удержание режущей кромки, увеличивает вязкость, твердость износостойкость, но негативно сказывается на пластичности и в большом содержании ухудшает сопротивление ржавлению;
- кремний повышает прочность и, как марганец, используется в роли дегазатора;
- марганец увеличивает закаливаемость и вязкость, применяется во время плавки как элемент для удаления из металла кислорода, также он значительно увеличивает показатели твёрдости и одновременно хрупкости;
- хром положительно сказывается на твёрдости и твердости, значительно увеличивает коррозионную стойкость;
- ванадий улучшает прочность, устойчивость к износу и коррозиям, вязкость и плотность;
- сера – это, по сути, вредная примесь, негативно влияющая на стойкость к ржавчине, однородность поверхности, пластичность и т.д. Марганец несколько снижает её вредное воздействие на состав;
- никель добавляет коррозионную устойчивость, ударную вязкость, но уменьшает твердость;
- фосфор – это также вредная примесь, которая за счет растворения в фосфорите несколько повышает твердость, но ухудшает пластичность и увеличивает хрупкость.
Расшифровка, химический состав, предел текучести и иные характеристики

- Твёрдость данной стали – до 143 НВ (это метод Бринелля), согласно ГОСТ, что написан в описании. По методу Роквелла – от 31 до 20,5 HRC в зависимости от расстояния до торца.
- Плотность этой стали варьируется от 7856 килограммов на метр кубический при 20 градусах по Цельсию до 7594 при 900 градусах.
- Число 10 в марке означает, что средний процент углерода, который содержит сплав, составляет одну десятую.
- Массовая доля элементов в химсоставе материала: углерода – от 0,07 до 0,14 процентов, кремния – 0,17–37, марганца – 0,35–0,65, фосфора – 0,030 %, серы – 0,035, хрома – до 0,15, максимум меди – 0,15 %, никеля – до 0,30. Остальные проценты забрало железо.
- Предел кратковременной прочности – это 290–420 H на миллиметр квадратный в зависимости сортамента при двадцати градусах по Цельсию.
- Предел текучести составляет около 205 H на миллиметр квадратный.
- Ударная вязкость (KCU) ст. 10 при 35 миллиметровом прутке без термообработки с плюс 20 градусами температуры по Цельсию – 235 джоулей на квадратный сантиметр, –20 градусах – 196, –40 – 157, –60 – 78 джоулей на кв. см.
При нормализации: +20 – 73–265, –20 – 203–216, –40 – 179.
При отжиге: +20 – 59–245, –20 – 49–174, –40 – 45–83, –60 – 19–42.
- Материал предназначен для использования при температурах от –50 до 450 градусов по Цельсию.
- Механические свойства десятой стали – не менее: 205 Н/мм2, временное сопротивление – 330 Н/мм2, относительное удлинение – 31 %, относительное сужение – 55 %.
- Сталь десять не склонна к отпускной хрупкости, в ГОСТах данных нет.
- Сталь десятой марки сваривается без ограничений, за исключением недавно прошедшей химикотермическую обработку металлов (ХТО). Их сварить почти не выйдет.
- Группа этого сплава – “Сталь конструкционная углеродистая качественная “.
Сам материал описывается ГОСТ 1050-2013. Также в справочниках можно найти информацию из ГОСТ 1050-88, но он перестал действовать ещё в 2015 году и был заменён. В других ГОСТ 1050 эта марка появляется в отдельных видах поставок.
Цена стали 10 сильно зависит от сортамента, но составляет около от 31 до 120 тысяч за одну тонну. Марка достаточно распространена.
Расшифровка названия марки: первое слово “сталь” означает, что это конструкционная углеродистая качественная сталь, а число 10 – сотые доли процента содержания углерода, в данном случае – 0,10 % от общей массы.
Лист 10ХСНД ГОСТ 6713-91

Повышенная прочность и устойчивость к коррозии позволяет применять сталь 10ХСНД в деталях спецтехники и элементах сварных металлоконструкций.
Листовой прокат марки стали 10ХСНД ГОСТ 6713-91 обладает пределом прочности σв 510-685 МПа.
Аналог (заменитель) марки стали 10ХСНД ГОСТ 6713-91:
марка стали 10ХСНДА, С390, 14Г2АФ, 15ХСНД, 15ХСНДА, С440, 16Г2АФ
Дополнительные условия к металлопрокату по требованию Покупателя в соответствии с ГОСТ, ТУ и др. НТД:1. 100%-УЗК 0, 1, 2, 3 класса сплошности по ГОСТ 22727-88.2. Обрезная кромка.3.
Плоскостность: высокая, особо высокая.4. Термообработанный: контролируемая прокатка, нормализцаия, закалка с высоким отпуском, высокий отпуск.5.
Z-свойства по ГОСТ 28870-90, относительное сужение в направлении толщины проката, не менее 15%, 25%, 35%.
Товары группы:
| НАИМЕНОВАНИЕ | ЦЕНА |
| Лист г/к 10ХСНД 8х2200х11200 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 10х24500х12100 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 12х2540х12250 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 14х2480х12030 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 16х2560х12000 ГОСТ 6713-91 | 52 000,00 |
| Лист г/к 10ХСНД 18х2300х11100 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 20х2540х12050 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 24х2600х12500 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 25х2550х12150 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 30х2560х12200 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 32х2100х11500 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 36х2000х8100 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 40х2500х9800 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 45х2490х10100 ГОСТ 6713-91 | 53 000,00 |
| Лист г/к 10ХСНД 50х2150х6350 ГОСТ 6713-91 | 53 000,00 |
Наличие, размеры листа, цену уточняйте в отделе продаж.
В наличии листы: толщина 8мм-50мм ширина 1500-2500 мм
длина 2500-12500 мм
Характеристики стали 10ХСНД
Химический состав в % материала 10ХСНД ГОСТ 6713-91:
| C | Si | Mn | Ni | S | P | Cr | Cu |
| до 0.12 | 0.8 — 1.1 | 0.5 — 0.8 | 0.5 — 0.8 | до 0.035 | до 0.035 | 0.6 — 0.9 | 0.4 — 0.6 |
Механические свойства при Т=20oС материала 10ХСНД:
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Прокат, ГОСТ 6713-91 | 510-685 | 390 | 19 | 290 |
Механические свойства: sв — Предел кратковременной прочности , sT — Предел пропорциональности (предел текучести для остаточной деформации), d5 — Относительное удлинение при разрыве , y — Относительное сужение , KCU — Ударная вязкость , [ кДж / м2]HB — Твердость по Бринеллю ,
Физические свойства: T — Температура, при которой получены данные свойства , E — Модуль упругости первого рода , a — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , [1/Град]l — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]r — Плотность материала , [кг/м3]C — Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)]R — Удельное электросопротивление,
Свариваемость: без ограничений — сварка производится без подогрева и без последующей термообработки ограниченно свариваемая — сварка возможна при подогреве до 100-120 град. и последующей термообработке
трудносвариваемая — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг.





Сталь марки 10ХСНД расшифровка:
10 указывает на среднее содержание углерода в стали 0,10%Х — хромС — кремнийН — никельД — медь
Доставка спецтранспортом листа 10ХСНД, 15ХСНД ГОСТ 6713-91 шириной 2,5 метра:
Лист 10ХСНД-12 ГОСТ 19281-14 4мм, 5мм, 6мм:
Лист 10ХСНД ГОСТ 17066-94 2мм, 3мм, 4мм:
Лист 10ХСНД-3 хладостойкий ГОСТ 6713-91 8мм-50мм:
Лист 10ХСНД-3 ГОСТ 6713-91 доставка до г. Сочи 8мм, 16мм, 20мм:
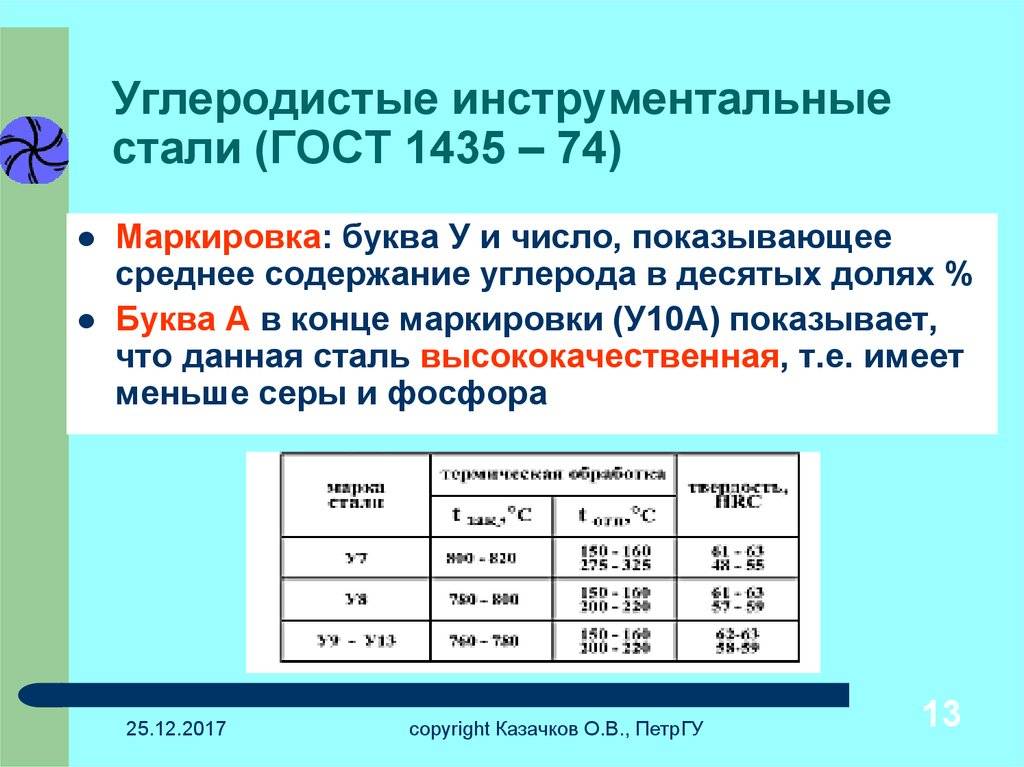
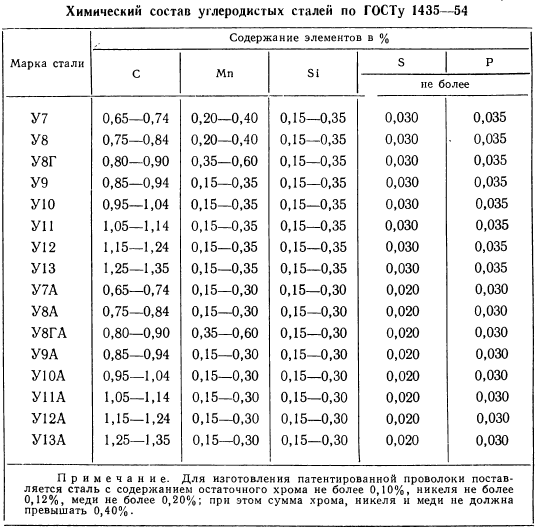
Производство стали У10 по ГОСТ 1435–90
Согласно ГОСТ 1435–90 инструментальную сталь маркируют буквой «У», цифра 10 указывает на содержание углерода в десятых долях процента (1%). Инструмент, поставляемый на рынок РФ, зарубежья, производится из высококачественного легированного сплава, содержащего небольшую долю добавок:
- Кремния — 017…0,33.
- Марганца — 017…0,33.
- Серы — 0,028.
- Фосфора — 0,03.
Кремний дегазирует металл, повышая плотность слитка. Марганец улучшает прочностные характеристики стали, не снижая пластичности, и резко повышает устойчивость металла к образованию трещин, возникающим под влиянием серы. Сера — вредная примесь, попадающая в состав металлических сплавов из чугуна. Фосфор обеспечивает удобство заточки и способствует резательным свойствам готовой продукции.
Для создания инструмента из металла марки У10 (отрезовок, гладилок, кельм) используются сварные методы. Полотна подвергают термообработке до присоединения рукоятки. Учитывая объемную площадь и небольшую толщину полотен, заготовки закаляют между полыми охлажденными панелями или сплошными плитами, обработанными маслом. Отпуск выполняют при температурном режиме 300- 400° на протяжении 15-20 минут. Строгое соблюдение технологии изготовления стали У10 позволяет достигнуть твердости Rc = 42-52.

Совет: для увеличения периода эксплуатации не стоит пользоваться ножом как метательным средством.
Ножи из стали У10/У10А
Клинки ножей изготовленных из углеродистой инструментальной стали У10 имеют высокие характеристики. Сплав прекрасно держит заточку и обладает высокой износостойкостью, но плохо сопротивляется коррозии, поэтому ножи следует тщательно протирать после использования. Сталь считается сплавом повышенной твёрдости и она колеблется в районе 60-64HRC.
Кухонный нож – CoolToolme JP Gyuto
CoolToolme – это авторские кухонные ножи премиум сегмента отечественного производства. Изначально ножи CTm Knives ориентировались на профессиональных шеф-поваров, но со временем они заслужили более широкого потребителя. Многие клинки делаются под заказ по личным пожеланиям покупателя. Характеристики ножа:
- Общая длина: 346 мм;
- Длина клинка: 224 мм;
- Толщина обуха: 3.8 мм;
- Материал клинка: У10;
- Материал рукояти: Дерево;
- Производитель: CTM Knives, Россия;
- Вес: 224 грамм.

Авторский кухонный нож CoolToolme JP Gyuto.
Нож разделочный – Особист
Нож ручной работы изготовлен из кованой углеродистой стали У10А с воронением клинка. Рукоять из наборной кожи и текстолита. Данный нож идеально подойдет для охоты и туризма. Рукоять из кожи теплая, приятная на ощупь и не скользит в руке. Характеристики изделия:
- Производитель: ЗлатПрофит;
- Сталь: У10А;
- Рукоять: Кожа;
- Общая длина: 250 мм;
- Длина клинка: 140 мм;
- Ширина клинка: 30 мм;
- Толщина клинка: 4,0 мм;
- Твердость клинка: 60-62 HRC.
Нож для разделки — особист.
Складной нож – Ахиллес
Складной нож Ахиллес – нож ручной работы от мастеров из города Златоуста, клинок ножа изготовлен из углеродистой стали У10А с воронением и украшен гравировкой в стиле Златоустовской гравюры на стали. Надежный механизм ножа складного Ахиллес обеспечит Вам долгое и безопасное использование в любых суровых условиях. Характеристики клинка:
- Сталь: У10А;
- Рукоять накладки: Орех;
- Общая длина: 220,0 мм;
- Длина клинка: 110,0 мм;
- Ширина клинка: 25 мм;
- Толщина клинка: 3,0 мм;
- Твердость клинка: 62 HRC.
Складной нож Ахиллес ручной работы.
Применение
Низкоуглеродистые стали марок от 0,5кп до 11кп обладают невысокой прочностью и высокой пластичностью. Эти стали без термической обработки применяют для малонагруженных деталей. Тонколистовую, холоднокатаную низкоуглеродистую сталь используют для холодной штамповки изделий.
Стали марок от 15кп до 25 применяются без термической обработки или в нормализованном виде. Стали поступают в виде проката, поковок, труб, листов, лент и проволоки и предназначены для менее ответственных деталей.
Среднеуглеродистые стали марок 30; 35; 40; 45; 50; 55; 58 (55пп); 60 применяют после нормализации, улучшения и поверхностной закалки для различных деталей во всех отраслях машиностроения.
Стали марок 40…60 следует применять для изготовления деталей, не требующих сквозной прокаливаемости.
Область применения углеродистых качественных конструкционных сталей:
- 0,5кп; 0,8кп; 0,8пс; 0,8; 10кп; 10пс; 10; 11кп — Прокладки, крепёжные колпачки, втулки, валики, упоры, зубчатые колёса, фрикционные диски.
- 10кп; 10пс; 15; 18кп; 20пс; 20 — Валики, пальцы, упоры, копиры, оси, шестерни, рычаги, крюки, траверсы, вкладыши, болты, стяжки.
- 30; 35 — Оси, шпиндели, звёздочки, тяги, траверсы, рычаги, диски, валы.
- 40; 45 — Коленчатые валы, шатуны, зубчатые венцы, распределительные валы, маховики, зубчатые колёса, шпильки, храповики, плунжеры, шпиндели, фрикционные диски, оси, муфты, зубчатые рейки.
- 50; 55; 58 (55пп); 60 — Зубчатые колёса, валики, штоки, бандажи, валы, эксцентрики, малонагруженные пружины и рессоры.
Вверх
Механические свойства сталь 10 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| нормализация 900-920 °С | |||||
| 20 | 260 | 420 | 32 | 69 | 221 |
| 200 | 220 | 485 | 20 | 55 | 176 |
| 300 | 175 | 515 | 23 | 55 | 142 |
| 400 | 170 | 355 | 24 | 70 | 98 |
| 500 | 160 | 255 | 19 | 63 | 78 |
Исследование релаксационной стойкости методом свободного изгиба показало, что образцы, подвергнутые ММТО, обладают более низкой релаксационной стойкостью при 150° С, чем в исходном состоянии (после отжига). Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Полученные экспериментальные данные позволяют предположить, что низкая релаксационная стойкость образцов после ММТО связана с недостаточной стабильностью тонкой структуры металла. Дополнительный дорекристаллизационный отжиг после ММТО позволяет более полно стабилизировать структуру и, таким образом, резко повысить сопротивление металла микропластическим деформациям при кратковременном и длительном нагружениях.
Производство стали У10 по ГОСТ 1435–90
Согласно ГОСТ 1435–90 инструментальную сталь маркируют буквой «У», цифра 10 указывает на содержание углерода в десятых долях процента (1%). Инструмент, поставляемый на рынок РФ, зарубежья, производится из высококачественного легированного сплава, содержащего небольшую долю добавок:
- Кремния — 017…0,33.
- Марганца — 017…0,33.
- Серы — 0,028.
- Фосфора — 0,03.
Кремний дегазирует металл, повышая плотность слитка. Марганец улучшает прочностные характеристики стали, не снижая пластичности, и резко повышает устойчивость металла к образованию трещин, возникающим под влиянием серы. Сера — вредная примесь, попадающая в состав металлических сплавов из чугуна. Фосфор обеспечивает удобство заточки и способствует резательным свойствам готовой продукции.
Для создания инструмента из металла марки У10 (отрезовок, гладилок, кельм) используются сварные методы. Полотна подвергают термообработке до присоединения рукоятки. Учитывая объемную площадь и небольшую толщину полотен, заготовки закаляют между полыми охлажденными панелями или сплошными плитами, обработанными маслом. Отпуск выполняют при температурном режиме 300- 400° на протяжении 15-20 минут. Строгое соблюдение технологии изготовления стали У10 позволяет достигнуть твердости Rc = 42-52.

Совет: для увеличения периода эксплуатации не стоит пользоваться ножом как метательным средством.
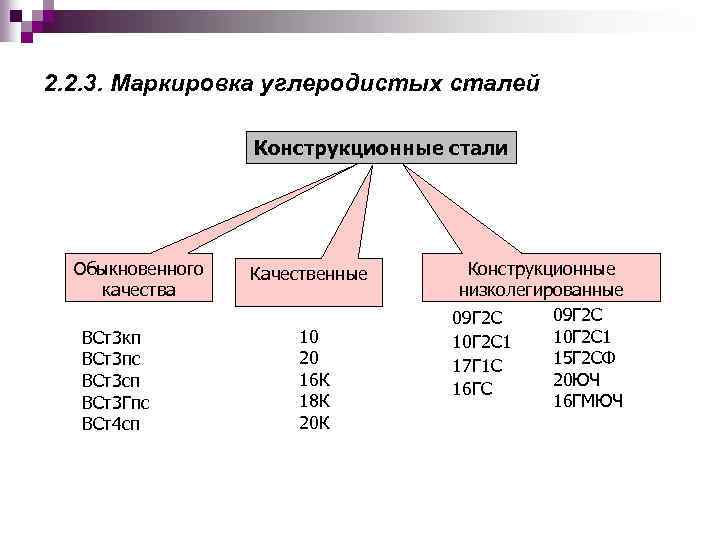
Как расшифровать маркировку сталей
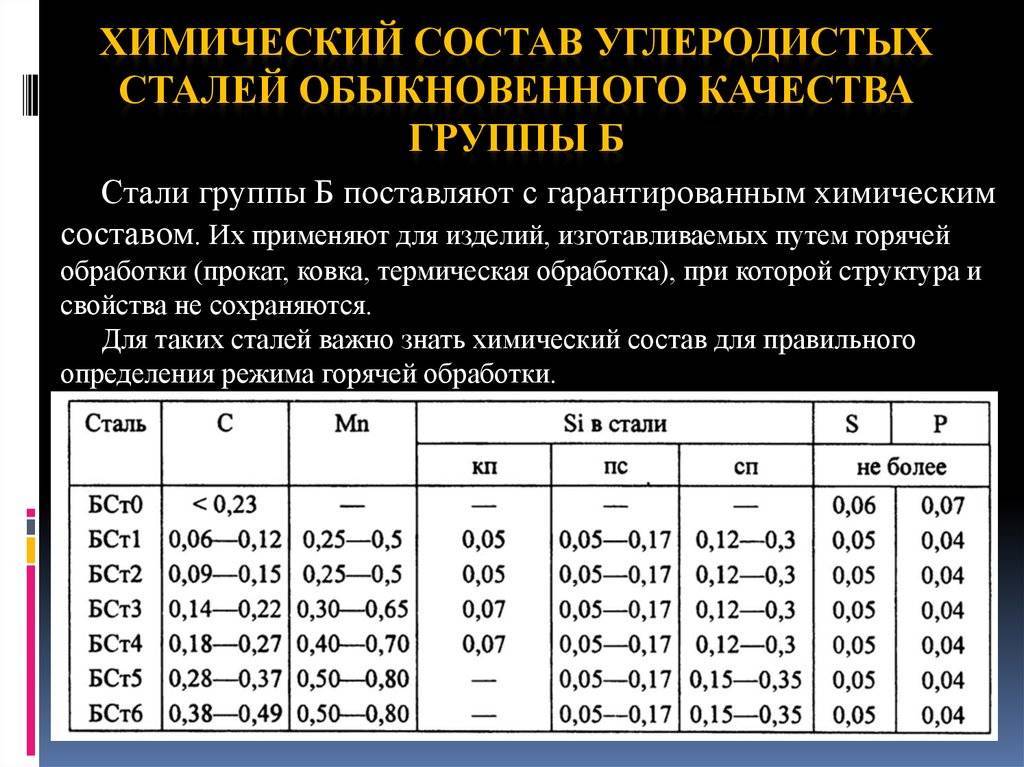
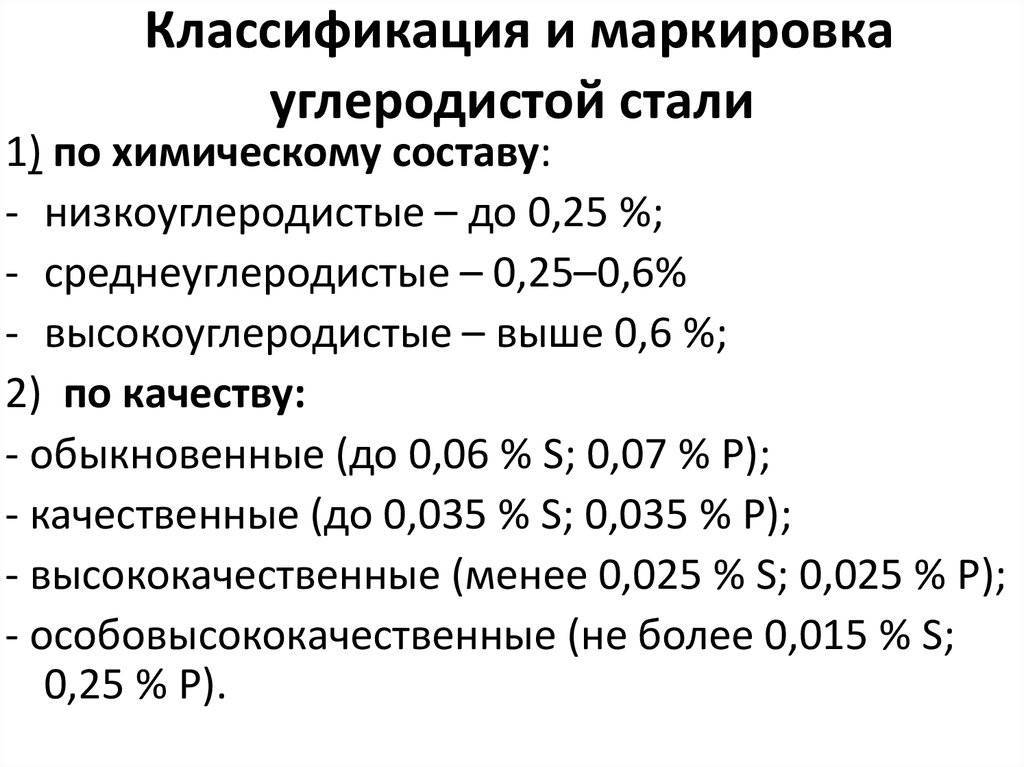
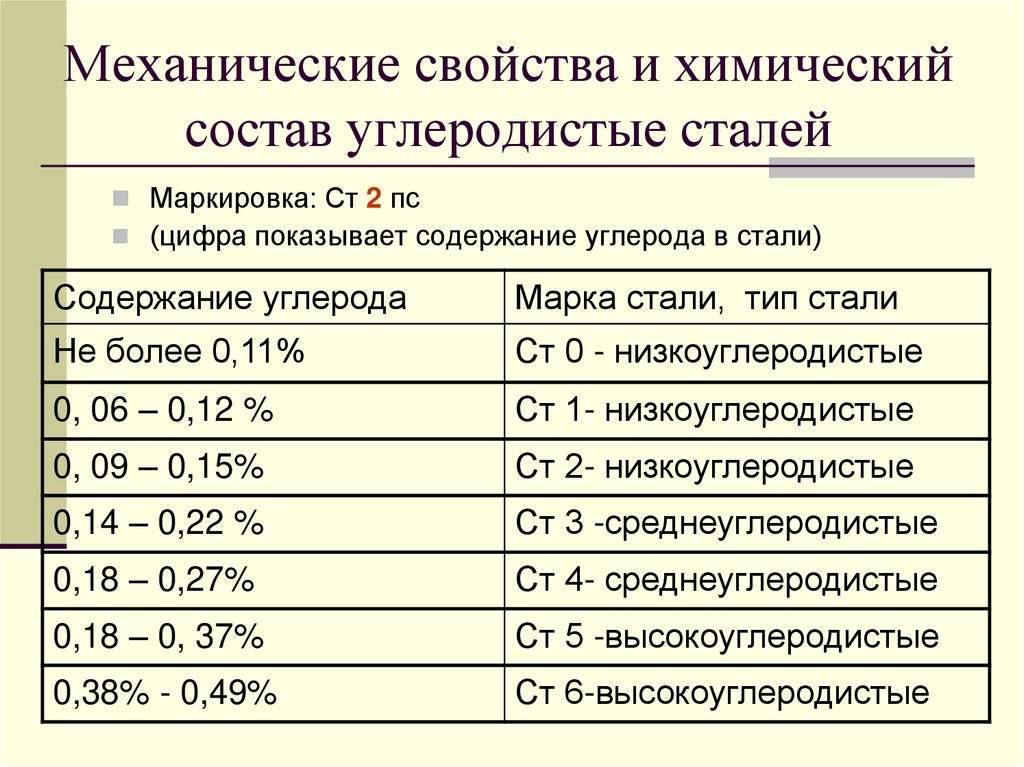
Марку углеродистой стали и группу ее качества можно определить по типу маркировки. Каждая цифра и буква имеет свое значение и показывает требования к качеству, степень раскисления, наличие легирующих элементов.





Например, для сплава обычного качества:
- Ст 2 кп — нормального качества с содержанием углерода 0,09–0,15%, кипящая, марганца 0,25 — 0,50%, кремния менее 0,05%;
- Ст3Г пс — содержание углерода в пределах 0,14–0,22%, полуспокойная, марганца в пределах 0,80–1,1%, кремния не более 0,15%.
Углеродистые стали повышенного качества маркируются цифрами (содержание углерода в сотых долях) и буквами (легирующий элемент). Например:
- 45 — 0,45% углерод;
- 40ХН — углерода 0,4%, хрома и никеля менее 2%.
Расшифровка высокоуглеродистых марок имеет букву, указывающую тип материала, его применение и цифру — процент углерода в десятых долях. Инструментальные сплавы имеют обозначение У. Например:
- У8 — инструментальная, 0,8% углерода;
- У12 — содержание углерода 1,2%.
Химический состав более точно можно определить по таблице в справочнике металлурга.
Прокат на торце маркируется цветной полосой:
- красный — Ст3;
- желтый — Ст2;
- зеленый — СТ5;
- синий — Ст6.
Для каждого типа стали имеется своя маркировка. Легированные могут содержать до 3 цветных полос.