Почему лучше заказать звездочки у нас?
На данный момент наше производство выпускает и продает более 10 000 звездочек в квартал и является одним из самых крупных поставщиков приводных звездочек в России. Мы производим и поставляем стандартные звездочки всех типов и видов, а так же нестандартных, по вашим техническим заданиям. Высокое качество продукции и контроль всех звездочек перед отправкой.
Работаем по всей России и готовы доставить ваш заказ в любой регион до терминала вашего города или до фактического адреса. Ждем ваших заявок. С уважением ваш «МеталлСервис».
После того как вы отправили заявку: позвоним для уточнения технических вопросов — рассчитаем стоимость и сроки — подготовка договора и счета — выполняем работы по изготовлению — отправка деталей.
Вы здесь
Главная » Каталог продукции » Элементы приводов » Звездочки
Телефон представительства Chiaravalliв Санкт-Петербурге +7 812 3259438
Звездочки
- Каталог продукции
- Мотор-Редукторы
- Промышленная фурнитура
- 1 | Элементы управления
- 2 | Ручки зажимные
- 3 | Рычаги зажимные
- 4 | Ручки П-образные
- 5 | Ручки неподвижные, вращающиеся, откидные
- 6 | Элементы узлов управления
- 7 | Счетчики оборотов
- 8 | Фиксирующие элементы
- 9 | Механические элементы
- 10 | Соединительные элементы
- 11 | Опоры регулируемые (опоры шарнирные)
- 12 | Петли
- 13 | Замки
- 14 | Шарнирные, механические фиксаторы и натяжные замки с крюком
- 15 | Зажимные соединители для труб
- 16 | Аксессуары для гидравлических систем
- 17 | Ролики и колеса
- 18 | Магниты удерживающие
- 19 | Компоненты линейного движения
- 20 | Конвейерные компоненты
- 21 | Виброзащитные опоры
- Электровибраторы
- Пневмовибраторы
- Линейные приводы
- Алюминиевый профиль
- Муфты R+W
- Микроприводы Singular Micro
- Комплектующие для медицинского оборудования
- Виброопоры
- Элементы приводов
- Звездочки
- Звездочки со ступицей
- Звездочки без ступицы
- Звездочки с каленым зубом
- Двойные звездочки для однорядных цепей
- Звездочки с подшипником
- Зубчатые конвейерные колеса
- Цепи
- Натяжители цепей
- Направляющие для цепей
- Ограничители крутящего момента
- Зубчатые ремни
- Ремни клиновые
- Зажимные пластины для зубчатых ремней
- Шкивы клиновые
- Шкивы зубчатые
- Заготовки для зубчатых шкивов
- Фланцы для зубчатых шкивов
- Втулки тапербуш
- Зажимные втулки RCK
- Зубчатые рейки
- Зубчатые шестеренки
- Подшипниковые узлы
- Подшипники
- Ступицы
- Домкраты
- Кулачковые муфты
- Звездочки
- Газовые пружины
- Инверторы
- Вариаторы
- Взрывозащищенные двигатели
Приводные звездочки – это одни из базовых элементов цепных передач, напоминающие по внешнему виду зубчатые колеса. Но в отличие от них, звездочки никогда не входят в зацепление непосредственно друг с другом. От шкивов они отличаются наличием зубьев.
Кроме пары звездочек, привод состоит из соединяющей их цепи. Цепная передача, по сравнению с ременной, способна выдержать более серьезные нагрузки и сохранять постоянный уровень среднего передаточного отношения.
Звездочки для приводных цепей делятся на ведущие и ведомые. Их зубья способны обеспечить надежное сцепление движущихся частей привода, благодаря чему такой вид передачи применяется в большом количестве отраслей промышленности. Звездочки используются в гусеничных транспортных средствах и в других машинах, где невозможно применять зубчатые передачи.
Среди приводных звездочек различают звездочки со ступицей и без ступицы, звездочки с каленым зубом, с подшипником, а также двойные звездочки для однорядных цепей. Все эти виды звездочек для привода представлены в нашем ассортименте.
Общий

Звездочки со ступицей

Звездочки без ступицы

Звездочки с каленым зубом

Двойные звездочки для однорядных цепей

Звездочки с подшипником

Зубчатые конвейерные колеса
ГОСТ 2.408-68 ЕСКД. Правила выполнения рабочих чертежей звездочек приводных роликовых и втулочных цепей
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЕДИНАЯ СИСТЕМА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ РАЗЛИЧНЫХ ИЗДЕЛИЙ
ПРАВИЛА ВЫПОЛНЕНИЯ РАБОЧИХ ЧЕРТЕЖЕЙ ЗВЕЗДОЧЕК ПРИВОДНЫХ РОЛИКОВЫХ И ВТУЛОЧНЫХ ЦЕПЕЙ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Единая система конструкторской документации
ПРАВИЛА ВЫПОЛНЕНИЯ РАБОЧИХ ЧЕРТЕЖЕЙ ЗВЕЗДОЧЕК ПРИВОДНЫХ РОЛИКОВЫХ И ВТУЛОЧНЫХ ЦЕПЕЙ
Unified system for design documentation. Rules for making working drawings of sprocket wheels for roller and sleeve-type chains
Дата введения 01.01.71
1. Настоящий стандарт устанавливает правила выполнения элементов зацепления на рабочих чертежах звездочек для приводных роликовых и втулочных цепей с профилем зубьев по ГОСТ 591 .
2. Рабочие чертежи звездочек приводных роликовых и втулочных цепей должны быть выполнены в соответствии с требованиями стандартов Единой системы конструкторской документации и настоящего стандарта.
3. На изображении звездочки (черт. 1 — 3 ) указывают:
ширину зуба звездочки;
ширину венца (для многорядной звездочки);
радиус закругления зуба (в осевой плоскости);
расстояние от вершины зуба до линии центров дуг закруглений (в осевой плоскости);
диаметр обода (наибольший);
радиус закругления у границы обода (при необходимости);
диаметр окружности выступов;
шероховатость поверхности профиля зубьев, торцовых поверхностей зубьев, поверхности выступов и шероховатость поверхностей закругления зубьев (в осевой плоскости).
4. На чертеже звездочки в правом верхнем углу помещают таблицу параметров. Размеры граф таблицы, а также размеры, определяющие расположение таблицы на поле чертежа, приведены на черт. 1 .
5. Таблица параметров зубчатого венца звездочки состоит из трех частей, которые отделяют друг от друга сплошными основными линиями:
первая часть — основные данные (для изготовления);
вторая часть — данные для контроля;
третья часть — справочные данные (см. черт. 1 — 3).
6. В первой части таблицы параметров приводят:
число зубьев звездочки z;
параметры сопрягаемой цепи: шаг t и диаметр ролика d3 или втулки d2;
профиль зуба по ГОСТ 591 надписью: «Со смещением» или «Без смещения» (центров дуг впадин);
группа точности по ГОСТ 591.
7. Во второй части таблицы параметров приводят:
размер диаметра окружности впадин Di и предельные отклонения (для звездочек с четным числом зубьев) или размер наибольшей хорды Lx и предельные отклонения (для звездочек с нечетным числом зубьев);
допуск на разность шагов;
допуск радиального биения окружности впадин;
допуск торцового биения зубчатого венца.
8. В третьей части таблицы параметров приводят:
диаметр делительной окружности dд;
ширину внутренней пластины цепи h;
расстояние между внутренними пластинами цепи b3;
для многорядной цепи — расстояние между рядами цепи А;
число рядов цепи.
При необходимости указывают и другие справочные данные, относящиеся к элементам зацепления.
6 — 8. (Измененная редакция, Изм. № 2).
9. Если звездочка состоит из нескольких зубчатых венцов, отличных по числу зубьев или по числу зубьев и шагу цепи, то значения параметров указывают в таблице параметров для каждого венца в отдельных графах. Каждый зубчатый венец и соответствующую графу (колонку) таблицы обозначают прописными буквами русского алфавита (см. черт. 3 ).
10. Неиспользуемые графы таблицы параметров исключают или прочеркивают.
11. Примеры выполнения элементов зацепления на рабочих чертежах звездочек приведены на черт. 1 — 3 .
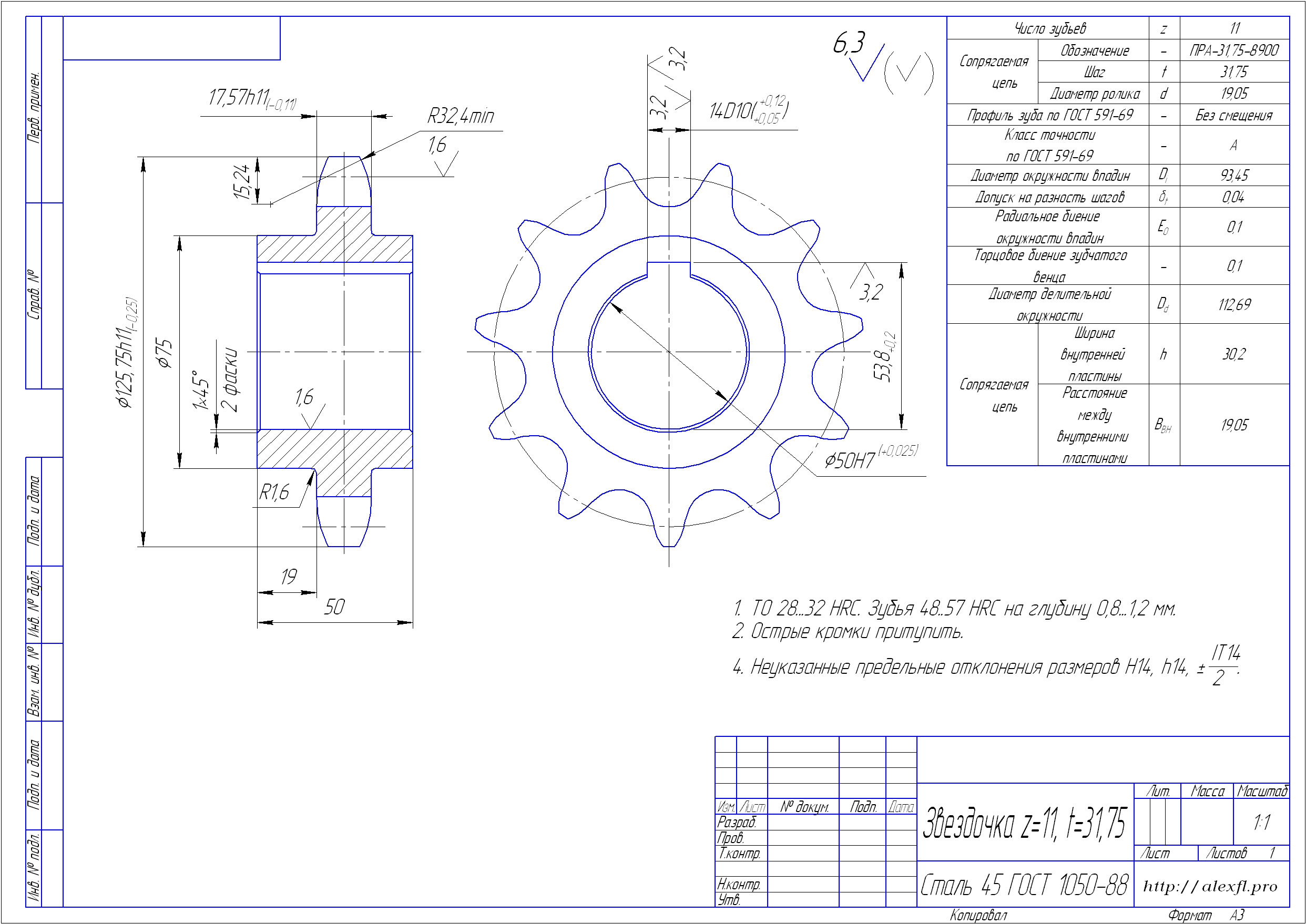
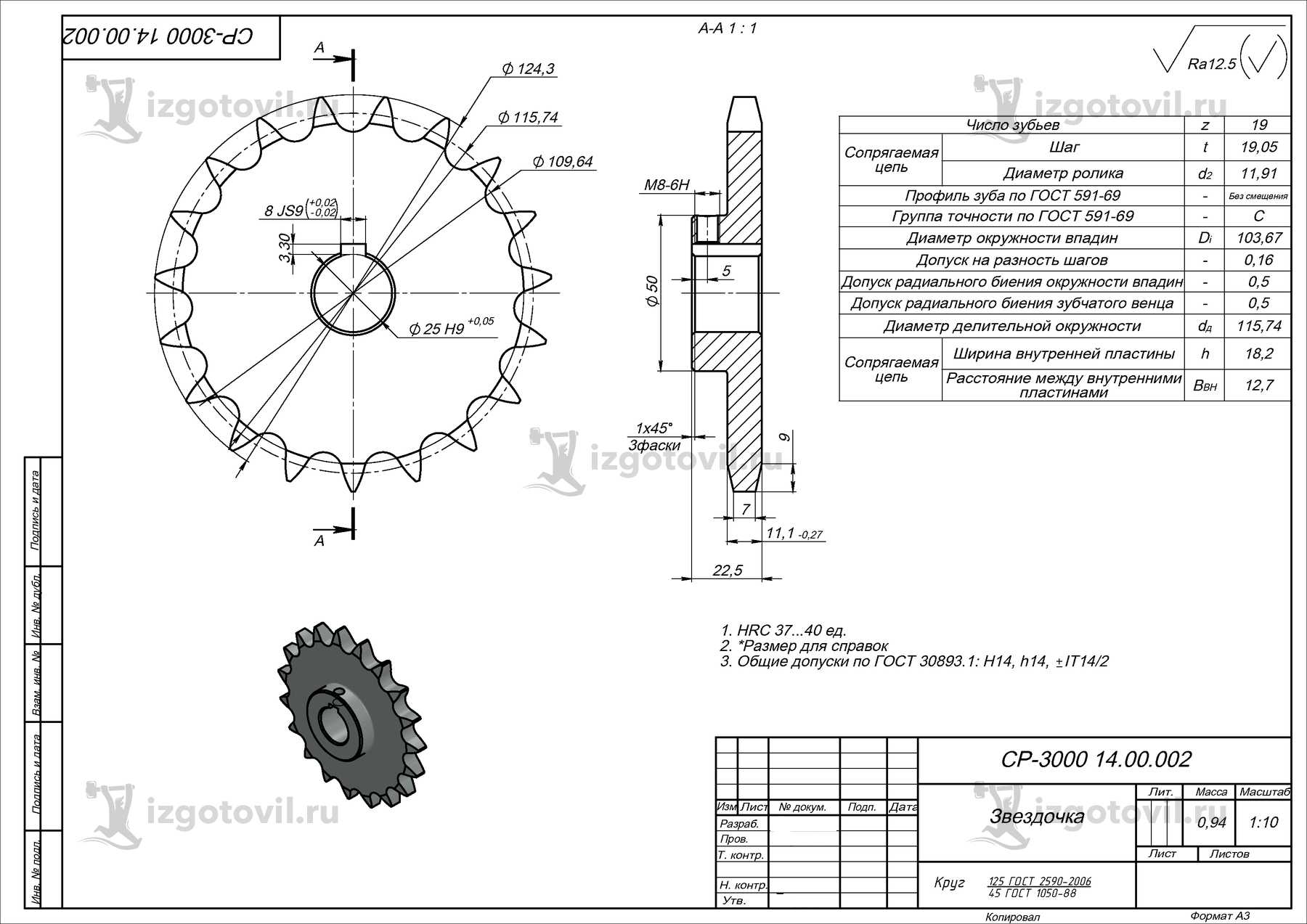
Пример выполнения зубчатого венца звездочки для приводной роликовой однорядной нормальной цепи
* Размер для справок.
Пример выполнения чертежа зубчатых венцов звездочки для приводной роликовой трехрядной цепи
* Размер для справок.
Пример выполнения чертежа зубчатых венцов блока звездочек для однорядных цепей
* Размер для справок.
(Измененная редакция, Изм. № 2).









1. РАЗРАБОТАН И ВНЕСЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР
В.Р. Верченко, Я.Г. Старожилец, Ю.И. Степанов, В.И. Дозорцев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 19.06.68 № 948
Изменение № 2 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 8 от 12.10.95)
Зарегистрировано Техническим секретариатом МГС № 1777
За принятие изменения проголосовали:
Наименование национального органа стандартизации
Звездочки приводные для роликовых цепей
Приводные звездочки предназначены для непосредственной передачи усилия. Изделие применяется при создании различных механизмов, которые могут иметь самое различное предназначение. Требования, которые предъявляются звездочке цепной передачи, следующие:
Точность геометрической формы. Рассматриваемый элемент при работе находится в связке с приводной цепью. Если точность геометрической формы будет низкая, то устройство не будет работать плавно, через некоторое время может начаться быстрый износ приводной цепи. Имеет значение и точность размеров. При производстве учитывается требуемая точность, так как это также снижает эксплуатационные характеристики устройства. Применяемые материалы должны характеризоваться высокой устойчивостью к износу
Именно поэтому после изготовления изделия проводится закалка или цементация, за счет которой достигаются требуемые эксплуатационные характеристики
Уделяется внимание и посадочному отверстию под вал. Оно должно иметь отверстие под шпонку, которая исключает вероятность прокручивания фиксирующего элемента

К особенностям эксплуатации можно отнести то, что на момент работы зубья звездочки находятся в непосредственном контакте с роликами.
За счет этого существенно снижается степень износа поверхности и продлевается эксплуатационный срок. Приводы цепи могут быть самыми различными, часто вращение предается от электрического двигателя или ручного привода.
Цепные передачи
Общие сведения о цепных передачах
Цепная передача относится к передачам зацеплением с гибкой связью. Мощность в цепной передаче посредством многозвенной шарнирной цепи передается от ведущей к ведомой звездочке, размещенных на параллельных валах. ***
Классификация цепных передач
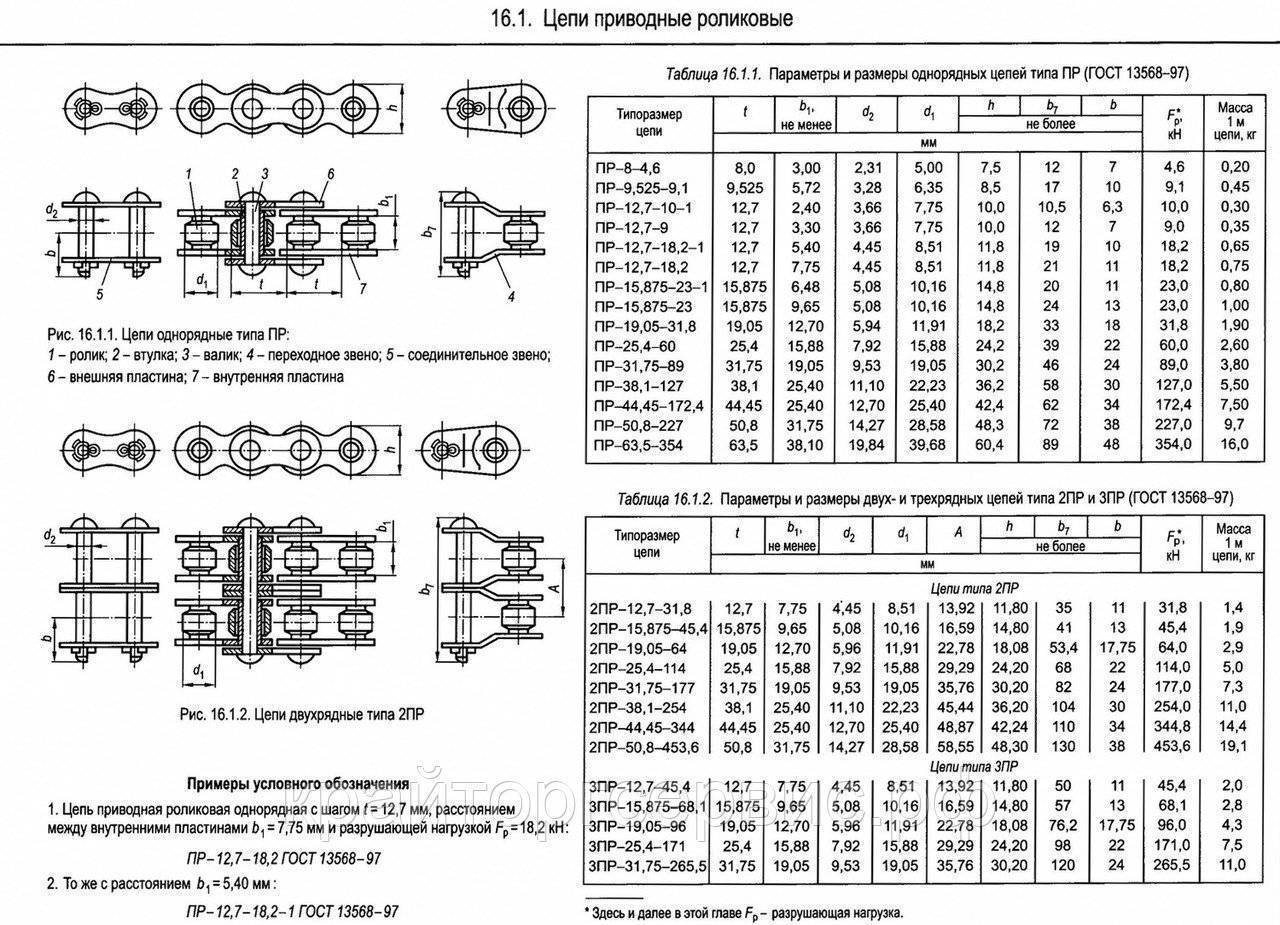
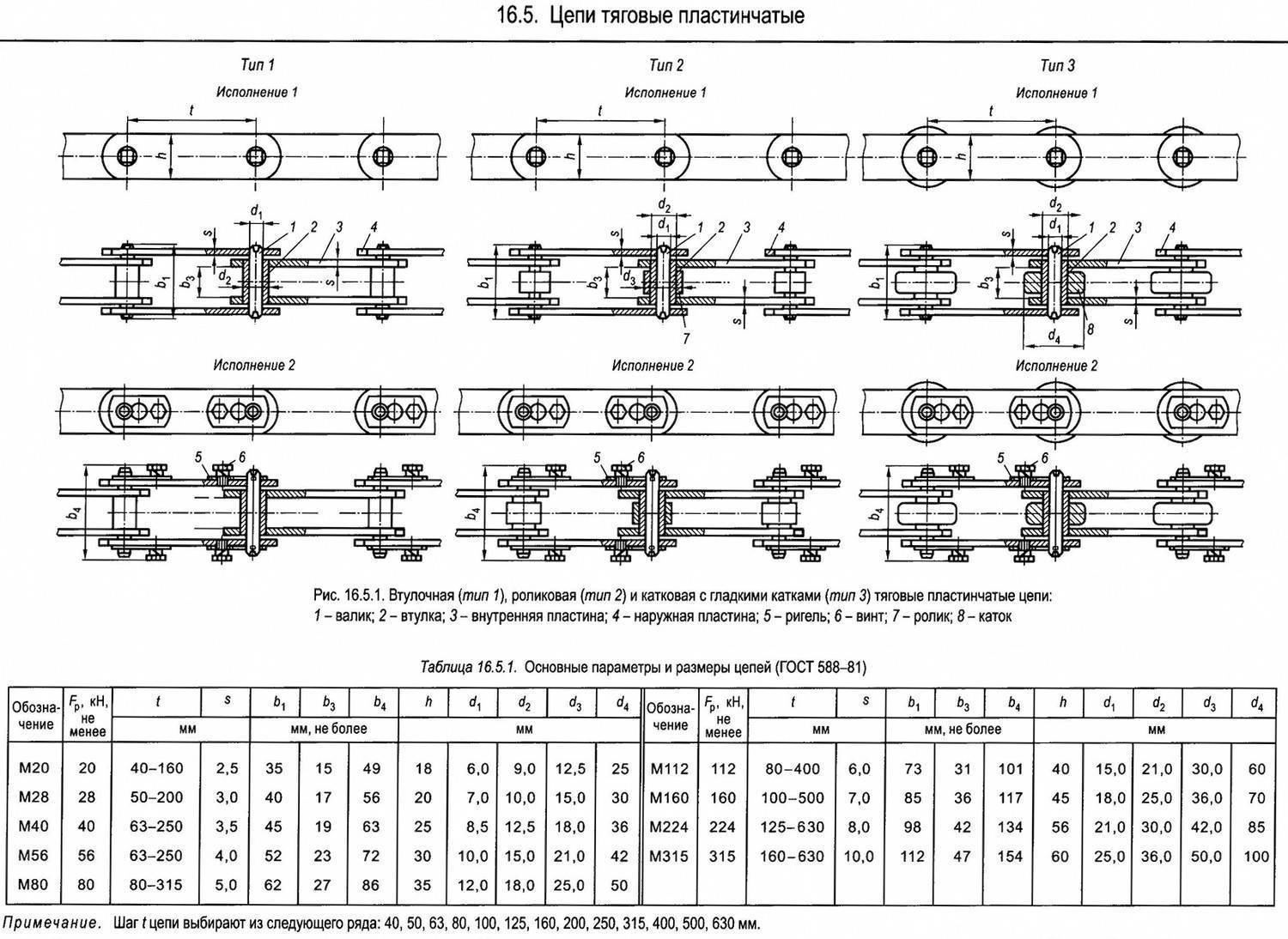
Цепные передачи классифицируют по типу применяемой цепи. В настоящее время применяют роликовые, втулочные и зубчатые цепи, которые, в свою очередь, могут быть однорядными и многорядными.
В роликовых и втулочных цепях зацепление звеньев со звездочкой осуществляется через ролик или втулку, при этом долговечность цепи возрастает, но возрастает ее масса и стоимость.
Зубчатые цепи набирают из пластин, при этом большое значение на эксплуатационные качества цепи имеет конструкция шарнира. В конструкцию входит направляющая пластина, предотвращающая сползание цепи со звездочки.
По сравнению со втулочными зубчатые цепи работают более плавно, обеспечивают большую кинематическую точность (плавность хода передачи), могут передавать бóльшую мощность, имеют высокий КПД, но их масса и стоимость значительно выше.
В зависимости от типа применяемой цепи зависит конструкция звездочек цепной передачи. Звездочки для втулочной и роликовой цепи представлена на рис. 2 слева, звездочка для зубчатой цепи – справа.
***
Достоинства цепных передач
По сравнению с зубчатыми передачами: Преимущество цепных передач в сравнении с зубчатыми заключается в том, что они способны передавать движение между валами при значительных межосевых расстояниях (до 8 м).
По сравнению с ременными передачами: По сравнению с ременными передачами (передачами трением) цепные передачи (передачи зацеплением) выгодно отличаются компактностью, способностью передавать бóльшие мощности при одинаковых размерах, постоянством передаточного числа и меньшей требовательностью к предварительному натяжению цепи (иногда предварительный натяг для цепных передач не применяется). Кроме того, цепные передачи устойчиво работают при малых межосевых расстояниях между звездочками, тогда как ременная передача может пробуксовывать при малых углах обхвата шкива ремнем.
К достоинствам цепных передач можно отнести высокий КПД и безотказность при работе в условиях частых пусков и торможений.
***
Недостатки цепных передач
1. Значительный шум и вибрация при работе вследствие удара звена цепи о зуб звездочки при входе в зацепление, особенно при малых числах зубьев и большом шаге (этот недостаток ограничивает применение цепных передач при больших скоростях).
2. Сравнительно быстрое изнашивание шарниров цепи, необходимость применения системы смазывания и установки в закрытых корпусах.
3. Удлинение цепи вследствие износа шарниров и сход ее со звездочек, что требует применения натяжных устройств.
4. По сравнению с зубчатыми передачами цепные передают движение менее плавно и равномерно.
***
Область применения цепных передач
Цепные передачи находят широкое применение во многих областях машиностроения, конструкциях сельскохозяйственных и дорожных машин, станкостроении и т. д. Их применяют в станках, мотоциклах, велосипедах, промышленных роботах, буровом оборудовании, подъемно-транспортных, строительно-дорожных, сельскохозяйственных, полиграфических и других машинах для передачи движения между параллельными валами на значительные расстояния, когда применение зубчатых передач нецелесообразно, а ременных невозможно.
Цепные передачи наибольшее применение получили для передачи мощностей до 120 кВт при окружных скоростях до 15 м/сек.
***
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.

Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Передаточное отношение зубчатой передачи
Значение передаточного числа зубчатой передачи совпадает передаточным отношением. Величина угловой скорости и момента силы изменяется пропорционально диаметру, и соответственно количеству зубьев, но имеет обратное значение.
При схематическом изображении величины силы и перемещения шестерню и колесо можно представить в виде рычага с опорой в точке контакта зубьев и сторонами, равными диаметрам сопрягаемых деталей. При смещении на 1 зубец их крайние точки проходят одинаковое расстояние. Но угол поворота и крутящий момент на каждой детали разный.
Например, шестерня с 10 зубьями проворачивается на 36°. Одновременно с ней деталь с 30 зубцами смещается на 12°. Угловая скорость детали с меньшим диаметром значительно больше, в 3 раза. Одновременно и путь, который проходит точка на наружном диаметре имеет обратно пропорциональное отношение. На шестерне перемещение наружного диаметра меньше. Момент силы увеличивается обратно пропорционально соотношению перемещения.
Крутящий момент увеличивается вместе с радиусом детали. Он прямо пропорционален размеру плеча воздействия – длине воображаемого рычага.
Передаточное отношение показывает, насколько изменился момент силы при передаче его через зубчатое зацепление. Цифровое значение совпадает с переданным числом оборотов.
Передаточное отношение редуктора вычисляется по формуле:
где U12 – передаточное отношение шестерни относительно колеса;
ω1 и ω2 – угловые скорости ведущего и ведомого элемента соединения;
Зубчатая передача имеет самый высокий КПД и наименьшую защиту от перегруза – ломается элемент приложения силы, приходится делать новую дорогостоящую деталь со сложной технологией изготовления.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Изготовление на заказ
Существуют универсальные звездочки, которые могут использоваться в различных механизмах, однако может потребоваться изготовление звездочек, если нужна деталь с какими-то особенностями. Во время производства имеют значение:
- Точность работы при изготовлении.
- Качество поверхности зубьев.
- Используемый для получения изделия материал, наличие термообработки.
Формы и размеры звездочек зависят от того, в комплекте с какой цепью они будут использоваться, а также от передаточного отношения, которое определяет количество зубьев. Это число – одна из основных характеристик деталей. Также звездочки бывают однорядными и многорядными, со специальными чередующимися элементами. По конструкции они бывают сборными или цельными
При изготовлении звездочек важно использовать качественные и устойчивые к нагрузкам и воздействиям материалы, которые дополнительно проходят термообработку, закалку, цементацию. Это могут быть различные разновидности стали или чугуна
Область применения цепных передач
Цепные передачи находят широкое применение во многих областях машиностроения, конструкциях сельскохозяйственных и дорожных машин, станкостроении и т. д. Их применяют в станках, мотоциклах, велосипедах, автомобилях, промышленных роботах, буровом оборудовании, подъемно-транспортных, строительно-дорожных, сельскохозяйственных, полиграфических и других машинах, в нефтяном оборудовании для передачи движения между параллельными валами на значительные расстояния, когда применение зубчатых передач нецелесообразно, а ременных невозможно. Цепные передачи применяют при сравнительно больших межосевых расстояниях, когда зубчатые передачи невозможно использовать вследствие их громоздкости, а ременные передачи в связи с требованиями компактности или постоянства передаточного отношения. Преимущественное распространение имеют открытые цепные передачи, работающие без смазки, или с периодической ручной смазкой, с однорядными втулочно-роликовыми цепями, непосредственно встроенные в машины.
Цепные передачи наибольшее применение получили для передачи мощностей до 120 кВт при окружных скоростях до 15 м/сек.
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
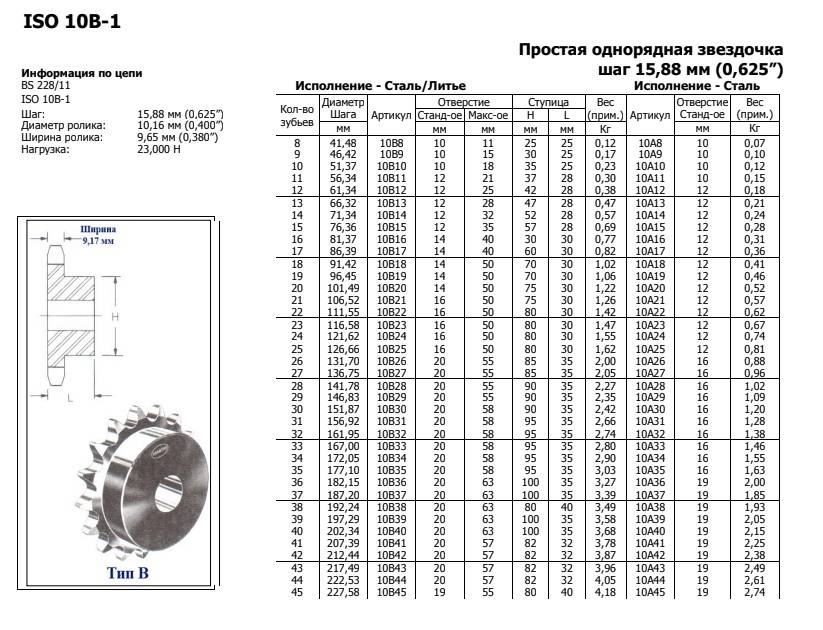
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.

Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ=td1
10. K=f(λ)
при λ≤1,5 K=0,480
при 1,5<λ≤1,6 K=0,532
при 1,6<λ≤1,7 K=0,555
при 1,7<λ≤1,8 K=0,575
при λ>1,8 K=0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить…) Однако, ошибка не критическая. Во многих источниках K=0,5 вне зависимости от значения λ.







11. γ=180/z
12. De=t*(K+1/tg (γ))
13. dд=t/sin(γ)
14. Di=dд-2*r
15. e/2=0,015*t
В точных кинематических реверсивных передачах следует назначить e=0.
16. r=0,5025*d1+0,05
17. α=55-60/z
18. r1=0,8*d1+r
19. β=18-56/z
20. FG=d1*(1,24*sin(φ) — 0,8*sin(β))
21. φ=17-64/z
22. r2=d1*(1,24*cos (φ)+0,8*cos (β) -1,3025) -0,05
23. bn=f (b1)
при n=1 bn=0,93*b1-0,15
при n=2 и n=3 bn=0,90*b1-0,15
при n=4 bn=0,86*b1-0,3
24. Bn=(n-1)*A+bn
25. Dc=t*1/tg (γ) -1,3*h
26. r3=1,7*d1
27. h3=0,8*d1
28. r4=f (t)
при t≤35 r4=1,6
при t>35 r4=2,5
Алгоритм построения профиля зуба:
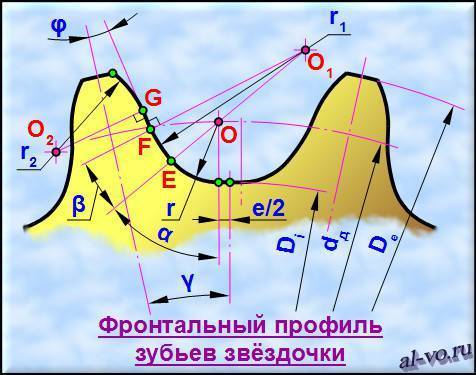
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.
2. Из того же центра строим три окружности – выступов, с диаметром De; делительную, с диаметром dд; и впадин, с диаметром Di.
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e/2.
4. Из центра O — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α.
5. На продолжении отрезка EO находим точку O1 (EO1=r1) и проводим дугу радиусом r1 на угол β.
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2=r2) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений
Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc. Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)

Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия- как наплавка металлов, так и напыление тефлонового слоя.
7 Правила приемки
7.1 Цепи подвергают следующим видам испытаний:
приемо-сдаточным (цепи всех типов), периодическим стендовым (цепи одно- и многорядные типов ПР и ПВ) и типовым сертификационным.
7.2 Приемо-сдаточные испытания
7.2.1 Приемо-сдаточным испытаниям на соответствие требованиям 3.2, 4.3-4.7, 4.9-4.11 и 6.2 подвергают каждую партию цепей. Объем партии цепей одного типоразмера типов ПР, 2ПР, 3ПР и 4ПР шага 25,4 мм и более не должен превышать 500 м. Объем партии цепей остальных типов и размеров устанавливает изготовитель, но он не должен превышать 1000 м.
7.2.2 Соединительные и переходные звенья должны предъявляться к испытаниям на соответствие требованиям 3.2, 4.3-4.5 и 4.9 партиями, состоящими не более чем из 2000 шт. соединительных и 1000 шт. переходных звеньев одного типоразмера.
7.2.3 В партию должны входить цепи одного типоразмера (одного обозначения), изготовленные из одинаковых материалов (марок) по одному технологическому процессу, на одном оборудовании.
7.2.4 Внешнему осмотру (4.4; 4.5) подвергают все производимые цепи.
7.2.5 Для проведения приемо-сдаточных испытаний методом случайной выборки отбирают от партии:
— для проверки размеров (по 3.2; 4.7; 4.10; 4.11) — пять отрезков с числом звеньев по таблице 8;
— для проверки показателей термической и химико-термической обработок (по 4.3) — три отдельных звена, взятых из различных мест партии;
— для проверки комплектности (по 6.1, 6.2) — десять отрезков;
— для проверки подвижности шарнирных соединений (по 4.6) — три товарных отрезка цепи;
— для проверки массы (по 3.2) — три отрезка из различных мест партии;
— для испытаний на разрушающую нагрузку (по 4.3) — два отрезка из различных мест партии каждый длиною, обеспечивающей размещение не менее пяти звеньев между захватами разрывной машины;
— для испытаний на вращающий момент при проворачивании валика и втулки в пластине (по 4.9) — три образца;
— для испытаний на пропеллерность и серповидность (по 4.14) — три отрезка.
7.2.6 Для испытаний на разрушающую нагрузку (по 3.1) от партии соединительных и переходных звеньев отбирают звенья для комплектации двух комбинированных образцов по одному из следующих вариантов набора звеньев:
— три соединительных и четыре внутренних звена;
— два соединительных, два переходных и три внутренних звена;
— три соединительных, два двойных переходных и два внутренних звена;
— семь переходных звеньев.
Допускается увеличение длины испытываемых образцов.
7.2.7 При обнаружении несоответствия хотя бы одного параметра цепи, соединительного или переходного звена требованиям настоящего стандарта по этому параметру проводят повторные испытания удвоенного количества образцов. Результаты повторных испытаний являются окончательными и распространяются на всю партию изделий.








7.3 Потребитель имеет право контролировать качество цепей в объеме 7.2.1-7.2.6 методами, указанными в разделе 8 настоящего стандарта.
7.4 Периодические испытания
7.4.1 Периодические испытания проводят в объеме ускоренных стендовых испытаний на надежность по 4.12, 4.13 и приложению В.
7.4.2 Периодические испытания проводят не реже одного раза в год.
7.4.3 Показатели надежности устанавливают в технической документации, утвержденной в установленном порядке, и контролируют при эксплуатации. Объем выборки — не менее пяти контуров.
7.4.4 В случае разрушения в процессе испытаний цепи, отдельных ее деталей или в случае установления, что испытываемые цепи не обеспечивают предусмотренных значений показателей надежности, проводят повторные испытания на удвоенном количестве контуров.
Результаты повторных испытаний являются окончательными.
7.5 Типовые испытания
7.5.1 Типовые испытания проводят при изменении конструкции, материала, технологии, если эти изменения могут повлиять на изменение показателей цепей.
7.5.2 Типовые испытания проводят в объеме приемо-сдаточных и периодических испытаний.
7.6 Сертификационные испытания
7.6.1 Основным видом сертификационных испытаний являются испытания по требованиям безопасности (5.1).
7.6.2 Образцы для испытаний отбирают от нескольких партий цепей одного наименования и из одинаковых марок стали. В обоснованных случаях допускается отбор образцов от одной партии.
7.6.3 Отбираемое количество образцов для испытаний по требованиям безопасности равно удвоенному количеству образцов (кроме проверок комплектности и массы, которые не проводят), указанному в 7.2.5.
7.6.4 Требования, необходимые для сертификационных испытаний и отсутствующие в настоящем стандарте, устанавливает орган по сертификации на основе отраслевой и заводской технической документации.
Особенности конструкции и основные виды
Сегодня звездочка цепной передачи может иметь самую различную геометрическую форму. Ключевыми моментами можно назвать следующее:
Конструкция и размеры во многом зависят от передаточного отношения. Параметры выбранной цепи оказывают влияние на количество зубьев и их форму
Именно поэтом уделяется внимание всем параметрам создаваемого механизма. Основные характеристики указываются в ГОСТ 13576-81. Этот стандарт применяется при изготовлении рассматриваемый деталей
Звездочки со ступицей для приводных цепей также характеризуются тем, что имеют специальную ступень. Для установки рассматриваемого изделия зачастую применяется вал
Этот стандарт применяется при изготовлении рассматриваемый деталей. Звездочки со ступицей для приводных цепей также характеризуются тем, что имеют специальную ступень. Для установки рассматриваемого изделия зачастую применяется вал
Именно поэтому создается определенное отверстие со шпоночной выемкой. Основная рабочая поверхность представлена зубьями с определенной формой. Именно они находятся в непосредственном зацеплении с отверстиями, которые образуются роликами.
Особое внимание уделяется тому, какая форма у зуба. ГОСТ 591-69 определяет то, что форма рабочей поверхности образуется двумя дугами соответствующих окружностей
Также встречаются варианты исполнения, которые имеют прямолинейный профиль
Форма поперечного сечения зависит от количества рядов зубьев
Также встречаются варианты исполнения, которые имеют прямолинейный профиль. Форма поперечного сечения зависит от количества рядов зубьев.

Для повышения надежности приводного элемента проводится создание нескольких рядов зубьев. За счет этого нагрузка распределяется равномерно и есть возможность передавать больше усилие от ведущего элемента к ведомому.
Подведем итог
Итак, как мы выяснили, цепи могут отличаться как по шагу, так и по толщине, количеству звеньев, углу заточки и форме зуба.
Выбирая новую бензопилу вы должны себе четко представлять, для каких работ она вам нужна и в зависимости от этого подобрать агрегат с подходящей для этого цепью.
Если же вам нужна цепь для уже имеющейся бензопилы, то необходимо узнать все вышеперечисленные параметры, чтобы купить цепь, которая вам подойдет.
Ну и цепь лучше покупать от известных производителей, таких, например, как Stihl или Oregon. Да, они стоят подороже, но и служат гораздо дольше, так как сделаны из высококачественной стали, поэтому меньше растягиваются, и вероятность того, что она порвется также гораздо ниже.