

ПРИЛОЖЕНИЕ Г (справочное)
Таблица Г.1
Допуск размера по квалитетам | Rа, мкм, не более для номинальных размеров, мм | |||
До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 500 | |
IT9 | 3,2 | 3,2 | 6,3 | 6,3 |
IT10 | 3,2 | 6,3 | 6,3 | 6,3 |
IT11 | 6,3 | 6,3 | 12,5 | 12,5 |
IT12, IT13 | 12,5 | 12,5 | 25 | 25 |
IT14, IT15 | 12,5 | 25 | 50 | 50 |
Примечания 1 Параметр шероховатости поверхностей с неуказанными предельными отклонениями – Ra 20 мкм. 2 Параметр шероховатости дна шпоночного паза рекомендуется принимать равным Ra 6,3 мкм. |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта | Обозначение НТД, на который дана ссылка | Номер пункта |
ОСТ 1015 | |||
ОСТ 1024 | |||
ОСТ 1025 |
Ключевые слова: соединения шпоночные, сегментные шпонки, сечения шпонок и пазов, допуски и посадки
DIN 6885 Б/П Шпонка стальная призматическая
- Модификации
- Описание
- Технические характеристики
- Ваши скидки
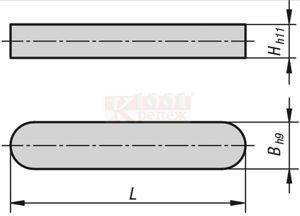
Призматические шпонки DIN 6885 изготавливаются в разных вариациях. Они бывают квадратные, овальные, с округлыми углами только с одной из сторон, с отверстиями и без, а так же со срезами одного из углов.
Шпонка изготавливается по немецкому стандарту DIN 6885, а так же по Российскому стандарту ГОСТ 23360-78 и по международному стандарту ISO 773. Шпонка DIN 6885 производится из стали, по умолчанию дополнительного покрытия не имеет, так же не обладает повышенными классами прочности.
Установка шпонки в каком-либо механизме требуется внимательности и опыта установки подобных изделий. Для правильной установки шпонки в механизме, нужно деталь и вал совместить таким образом, чтобы канавки у них совпали. Шпонка по DIN 6885 фиксирует на валу надетый на него маховик/зубчатую шестерню/шкив. Данный вал часто рассчитан на тысячи оборотов в минуту.
Узел, в котором вращается вал с такой огромной скоростью, чаще всего непрерывно работает годами. И все это время призматическая шпонка испытывает действующие на срез силы.
Назначение
Шпонка DIN 6885 призматическая, или по другому её ещё называют «шпоночный паз». Шпонки DIN 6885 очень часто используются в производственных и промышленных сферах.
Технические характеристики шпонки DIN 6885 (часть 1):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||||||||
| 2 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
| Высота, H (h11) | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 8 | 9 | 10 | 11 | 12 | 14 | 14 | 16 | 18 | |
| Радиус | мин. | 0,16 | 0,25 | 0,4 | 0,6 | ||||||||||||
| макс. | 0,25 | 0,4 | 0,6 | 0,8 | |||||||||||||
| Номиналь- ная длина L | мин. | 6 | 6 | 8 | 10 | 14 | 18 | 22 | 28 | 36 | 45 | 50 | 56 | 63 | 70 | 80 | 90 |
| макс. | 20 | 36 | 45 | 56 | 70 | 90 | 110 | 140 | 160 | 180 | 200 | 220 | 250 | 280 | 320 | 360 |
Технические характеристики шпонки DIN 6885 (часть 2):
| Параметры шпонки | Ширина шпонки, B (h9) | ||||||||||
| 36 | 40 | 45 | 50 | 56 | 63 | 70 | 80 | 90 | 100 | ||
| Высота, H (h11) | 20 | 22 | 25 | 28 | 32 | 32 | 36 | 40 | 45 | 50 | |
| Радиус | мин. | 1 | 1,6 | 2,5 | |||||||
| макс. | 1,2 | 2 | 3 | ||||||||
| Номиналь- ная длина L | мин. | 100 | 110 | 125 | 140 | 160 | 180 | 200 | 220 | 250 | 280 |
| макс. | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 | 400 |
| Сумма заказа | Размер скидки на каждый заказ |
| 5 000 — 20 000 рублей | Базовая оптовая цена |
| 20 000 — 70 000 рублей | Скидка 5% |
| 70 000 — 200 000 рублей | Скидка 10% |
| свыше 200 000 рублей | Скидка до 25% |
Если ВЫ являетесь крупнооптовой снабжающей организацией для ВАС есть особые условия, оповестите наших менеджеров и получите персональные скидки!
Кольцо стопорное плоское внутреннее для отверстий
Назад
Полотно шпоночное по ГОСТ 8787
Шпоночный материал или по-другому шпоночное полотно используется как основа для изготовления шпонок. Материал выпускается в виде стандартизированных по размеру сечения металлических прутков, изготовленных из качественной конструкционной углеродистой стали.
Шпоночное соединение относится к так называемому нерезьбовому виду соединений. Его функциональная задача — зафиксировать с помощью шпонки деталь на валу, удержать ее в заданном месте при значительных осевых нагрузках и передавать ей крутящий момент, обеспечив долговечность механического устройства при непрерывной его работе.
Поэтому чаще всего для изготовления шпоночного материала используют калиброванную на специальных станках сталь повышенной прочности марки Ст45, известную также под названием «шпоночная чистотянутая сталь», из которой с помощью дополнительной холодной обработки на штамповочных либо токарных станках получают заготовки в виде прутков заданного ГОСТом размера.
В случаях, когда шпонкам требуется обеспечить более высокую прочность, допускается использование для их изготовления и других марок стали с пределом прочности не ниже 590 МПа.
В качестве исходных заготовок для производства шпонок используют шпоночный материал в виде стальных прутков прямоугольного сечения, изготовленные в соответствии с ГОСТ 8787-68. Размер сечений стандартизирован в зависимости от диаметра вала и регламентируются согласно ГОСТ 23360-78, а длина шпонок рассчитывается в зависимости от передаваемых усилий.
В соединении шпонка устанавливается в шпоночном пазу вала и входит в шпоночную канавку присоединяемой детали. Таким образом, шпонка, находясь одной своей частью в валу, а другой в шпоночной канавке детали, соединяет их, фиксируя относительно друг друга, что позволяет обеспечить одновременное вращение вала и детали.
Глубина, ширина и длина, прорезанного на валу в осевом направлении паза, определяются размерами шпонки, а глубина паза в детали зависит от высоты шпонки и определяется стандартами. Как правило, шпонка входит в вал на 0,6 от ее высоты, а в деталь — на 0,4. Ф
орма поперечного сечения у шпонок прямоугольная. При этом для валов небольших диаметров соотношение высоты к ширине шпонки равно 1 х 1, а для валов больших диаметров, соответственно, 1 х 2.
Соединение с помощью шпонки, изготовленной из шпоночного материала по ГОСТ 8787-68, легко и быстро выполнимо, компактно, разборно и достаточно долговечно, а значит экономически выгодно.
В компании ООО «Современные крепежные технологии» можно купить шпоночный материал, выполненный по ГОСТ 8787-68. Обращайтесь и мы поможем оперативно выбрать необходимую для изготовления шпонок продукцию. Цены на полотно шпоночное можно уточнить у наших специалистов по телефонам: +375 17 245-96-46, +375 17 245-64-04.
Алгоритм расчета
Расчет шпонки по исходным данным можно сделать с помощью компьютерных программ. Наиболее простые, и удобные в пользовании: MS Excel и OOo Calc. Программа включает в себя расчетные формулы, содержит все нормализованные размеры на валы, ступицы и шпонки.
Для выполнения алгоритма расчета используем пример с реальными цифрами. Их следует заносить в строгой последовательности в раздел с синими надписями значений. Проставлять цифры следует в свободную колонку между условными обозначениями из формул и единицами измерения. Например:
- Крутящий момент на валу – 300 Н/м.
- Диаметр вала – 45 мм.
- Глубина паза на валу – 5,5 мм.
- Высота шпонки – 9 мм. Выбирается по справочной таблице, которая имеется в программе.
- Ширина шпонки – 14 мм.
- Длину шпонки – 63 мм.
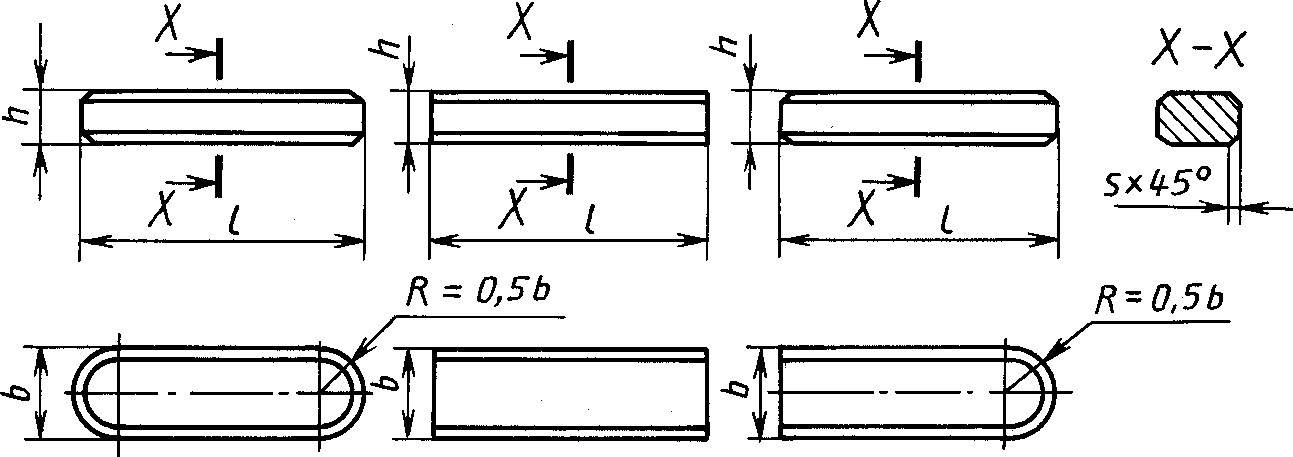
- Вариант исполнения – 1. С прямыми углами, или закругленными торцами с одной или двух сторон. Выбираем с полукруглыми торцами. По классификации они обозначаются 1.
- Величина допускаемого при смятии напряжения – 90 Мпа.
- Напряжение среза – 54 Мпа. Значение берется как 60% от величины смятия.
Результаты расчетов программа выдает в той же таблице, только ниже, это действующие величины напряжений смятия и среза, нагруженность соединения по этим напряжениям.
В таблице приведены результаты расчета на компьютерной программе MS Excel.
| Название показателя | Формула расчета | Полученное значение |
| Напряжение смятия действующее | δсм=2*T/(d*(h-t1)*Lp) | 77,7 МПа |
| Напряжение действующее среза | δсм=2*T/(d*(h-t1)*Lp) | 19,4 Мпа |
| Нагруженность по напряжению смятия | sсм=δсм/{δсм} | 86,40% |
| Нагруженность по срезу | Sср=TСР/{Tср} | 36,00% |
Расчет на смятие и срез производится приблизительный, поскольку не учитывается целый ряд факторов, влияющих на фактический размер нагрузки:
- неравномерное соединение по всей плоскости;
- наличие фасок на детали, уменьшающих площадь;
- не прилегание на скругленных торцах втулки на зубчатом колесе.

На практике обычно делают расчет на смятие, поскольку эта сила воздействия значительно превышает давление на срез. При разрушении в результате перегрузок, происходит деформация поверхности соприкосновения деталей, потом шпонка срезается. При расчете механизмов, результат умножается на коэффициент прочности. Для каждого вида машин он разный.
Программы подходят и для расчета круглых шпонок. Площадь воздействия и сечение берутся по аналогии с призматическими, рассчитываются через радиус.



Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.
Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Сборка шпоночных соединений
Призматические шпонки подлежат замене при:

- смятии боковых граней;
- ослаблении посадки;
- смятии шпоночной канавки.
Разборку шпоночного соединения можно вести различными способами, в зависимости от конструкции соединения. Для разборки в средней части шпонки выполняют резьбовое отверстие и ввёртывают в него винт. При подгонке и сборке призматических шпонок рекомендуется выполнить скос на поверхности шпонки со стороны вала, на длину не более высоты шпонки, с обратной стороны сделать пометку. Непременное условие процесса разборки шпоночного соединения – сохранение чистоты и точности посадочных мест.
При небольшой выработке стенки канавки необходимо выровнять стенки шпоночной канавки до получения правильной формы и изготовить новую шпонку, с увеличенным сечением. Расширение шпоночной канавки допускается на величину, не превышающую 10-15% от первоначального размера. При изготовлении новой шпонки и ремонте шпоночной канавки обработку следует вести соответствующим инструментом. Засверливание шпоночных канавок должно проводиться фрезой.
Перед сборкой детали очищают и проверяют посадочные размеры, наличие на сопрягаемых поверхностях забоин, заусенцев и других дефектов. Измерение глубины пазов, высоты и правильности установки шпонок проводится с использованием щупов, шаблонов, индикаторов перемещения часового типа и специальных подставок.
Посадку шпонки в паз вала проводят лёгкими ударами медного молотка (или молотка из мягкого металла), под прессом или с помощью струбцин. Перекос шпонки и врезание в тело паза не допускаются. Отсутствие бокового зазора между шпонкой и пазом проверяют щупом, затем насаживают охватывающую деталь (колесо, шкив) и проверяют наличие радиального зазора.
При сборке клиновых шпонок необходимо следить за тем, чтобы шпонка плотно прилегала к дну паза вала и втулки и имела зазоры по своим боковым стенкам. Верхняя грань клиновых шпонок должна быть выполнена с уклоном по длине 1:100. Уклоны на рабочей поверхности шпонки и в пазе втулки должны совпадать, иначе деталь будет сидеть на валу с перекосом. Точность посадки шпонки проверяется щупом с обеих сторон втулки. При сборке пазы вала или поверхности шпонки припиливают или пришабривают для исключения перекоса и смещения. В собранном соединении головка клиновой шпонки не должна доходить до торца ступицы на величину, равную высоте шпонки. Во избежание выпадения клиновых и тангециальных шпонок (при их ослаблении) у головок устанавливают упоры на винтах. Следует отметить неопределённость возникающих усилий при запрессовке клиновых шпонок. Это может привести к повреждению ступиц охватываемых деталей.
Шпонки размером сечения более 28×16 мм необходимо проверять на краску по посадочным местам до получения пяти и более отпечатков на квадратный сантиметр поверхности. Перед установкой шпонки необходимо зачистить и смазать маслом шпонку и шпоночную канавку. Не допускается во всех видах шпоночных соединений устанавливать какие-либо подкладки для достижения плотной посадки шпонок.
Сегментные шпонки в меньшей мере подвержены перекосу и не требуют ручной пригонки (так как шпоночный паз получают фрезой, соответствующей размеру шпонки); паз под сегментную шпонку более глубокий, что ослабляет сечение вала.
В собранном соединении между верхней гранью призматической шпонки и основанием паза ступицы () радиальный зазор должен соответствовать приведенным в данным. В соединениях с клиновой шпонкой () боковой зазор между пазом и шпонкой не должен превышать величин, указанных в .
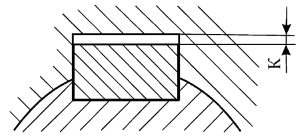
Рисунок 4.1 – Зазор при установке призматических шпонок
| Диаметр вала, мм | Радиальный зазор, мм |
|---|---|
| от 25 до 90 | 0,3 |
| от 90 до 170 | 0,4 |
| свыше 170 | 0,5 |

Рисунок 4.2 – Зазоры при установке клиновых шпонок
Таблица 4.2 – Значения бокового зазора для клиновых шпонок в зависимости от размера шпонок
| Нормальные размеры шпонок, мм | Боковой зазор, мм |
|---|---|
| b = 12…18; h = 5…11 | 0,35 |
| b = 20…28; h = 8…16 | 0,4 |
| b = 32…50; h = 11…28 | 0,5 |
| b = 60…100; h = 32…50 | 0,6 |
Направляющие призматические шпонки устанавливают с дополнительным креплением в пазу винтами, в пазу перемещаемых деталей делают более свободную посадку.
Размеры шпоночного материала
При производстве проводится учет размеров шпоночного материала. В большинстве случаев на производственную площадку поставляется пруток. Длина его может составлять около 1000 миллиметров, в некоторых случаях выпуск проводится под заказ. Наиболее распространены следующие размеры шпонки:
- 4×4.
- 5×5.
- 22×22.
- 25×25.
- 32×18.
- 40×40.
Не стоит забывать о том, что от размера зависит и вес. Кроме этого, при производстве изделий определенных размеров применяются различные сплавы. Размер соединительного элемента выбирается в зависимости от того, какая будет оказываться нагрузка. Кроме этого, на размер оказывает влияние габариты соединяемых изделий.
Не допускается использование изделия с явными внешними дефектами. Даже незначительные поверхностные трещины становятся причиной существенного снижения надежности соединения.
На момент выпуска продукта проводится контроль качества при применении несколько различных методов, среди которых также визуальный осмотр.
От области применения рассматриваемого изделия во многом зависит и форма. Выделяют следующие виды:
- Клиновые.
- Призматические.
- Сегментные.
- Тангенциальные.
- Цилиндрические.
Сталь характеризуется достаточно высокой податливостью к механической обработке. В большинстве случае изделие получают из заготовки, в качестве которой выступает пруток.
Характеристики шпоночной стали
Приведенная выше информация указывает на то, что сталь для шпонок должна обладать определенными эксплуатационными характеристиками. Из названия материала можно сразу определить область ее применения. Среди особенностей отметим следующее:
- Металлическая шпонка производится зачастую при применении металла, который отвечает ГОСТу 8787-68.
- Зарубежные производители учитывают стандарт DIN
- В большинстве случаев используется шпоночный прокат, представленный конструкционной углеродистой сталью.
- Особенностью можно назвать то, что поверхностный слой обладает лучшими эксплуатационными характеристиками.
- Повысить основные характеристики можно за счет проведения различного рода термической обработки. Часто твердость повышается путем закалки или выполнения отпуска.
Используемая марка стали хорошо поддается холодному и горячему волочению. За счет этого проводится выпуск объемной или комбинированной калибровки.
Довольно большое распространение получил шпоночный материал 8×7. Применение стандартов на момент производства заготовок позволяет существенно упростить задачу по выпуску промежуточного элемента
При выборе материала уделяется внимание нижеприведенным моментам:
- Твердость поверхностного слоя.
- Устойчивость материала от воздействия окружающей среды.
- Степень обрабатываемости.

Распространенные сплавы могут применяться для изготовления призматических и других вариантов исполнения промежуточных элементов, который устанавливается для передачи усилия. Стоит учитывать, что чаще всего шпоночная сталь применяется при создании прямоугольных брусков различных размеров, которые устанавливаются на валу.
Классический вариант представлен маркой Ст45. К ключевым особенностям отнесем:
Это конструкционная углеродистая сталь обыкновенного качества, стоимость которой относительно невысокая. Традиционно используется при изготовлении ответственных деталей
Не стоит обращать внимание на то, что подобная марка не подается сварке
Кроме этого, может применяться марка Ст50, свойства которой не существенно отличаются от предыдущего варианта.
В случае, когда нужно существенно повысить прочность соединения следует уделить внимание возможности применения легированных сплавов. Внесение в состав определенных химических элементов позволяет существенно повысить эксплуатационные характеристики. Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
- Твердость варьируется в пределе 35-45 HRC. Для повышения этого показателя проводится термическая обработка, а также отпуск для снижения вероятности появления внутренних напряжений.
- Внесение хрома позволяет несколько повысить степень защиты материала от воздействия повышенной влажности. Этот момент определяет то, что коррозия на поверхности не появляться в течение длительного периода применения изделия.
- Концентрация углерода в районе 0,4% обеспечивает требуемую прочность и твердость изделия. При этом в состав могут включаться и другие вещества в небольшой концентрации, за счет чего обеспечиваются требуемые эксплуатационные характеристики.

Также могут применяться и другие сплавы с особыми эксплуатационными характеристиками, к примеру, с хорошей устойчивостью к воздействию повышенной температуры. Выбор проводится в зависимости от эксплуатационных характеристик и многих других моментов.
Как выбирают допустимые напряжения
Этот параметр зависит в первую очередь от характера нагрузки и условий работы соединения. При использовании стальных валов допустимое напряжение будет составлять:
- для стальных ступиц в неподвижных соединениях — 130…200 МПа;
- для ступиц из чугуна или стальных литых в неподвижных соединениях — 80…100 МПа;
- в подвижных безнагрузочных соединениях для ступиц из стали — 20…40 МПа.
Большие значения при сборке узлов во внимание принимают при постоянной нагрузке. При ударной же или переменной за основу берут меньшие параметры. При реверсивной нагрузке допустимый показатель снижают в 1.5 раза
На срез же шпонок предельные показатели напряжения принимают за 70…100 МПа. При этом, как и в первом случае, при постоянной нагрузке за основу берут больший параметр
При реверсивной нагрузке допустимый показатель снижают в 1.5 раза. На срез же шпонок предельные показатели напряжения принимают за 70…100 МПа. При этом, как и в первом случае, при постоянной нагрузке за основу берут больший параметр.
Характеристики шпоночной стали
Приведенная выше информация указывает на то, что сталь для шпонок должна обладать определенными эксплуатационными характеристиками. Из названия материала можно сразу определить область ее применения. Среди особенностей отметим следующее:
- Металлическая шпонка производится зачастую при применении металла, который отвечает ГОСТу 8787-68.
- Зарубежные производители учитывают стандарт DIN
- В большинстве случаев используется шпоночный прокат, представленный конструкционной углеродистой сталью.
- Особенностью можно назвать то, что поверхностный слой обладает лучшими эксплуатационными характеристиками.
- Повысить основные характеристики можно за счет проведения различного рода термической обработки. Часто твердость повышается путем закалки или выполнения отпуска.
Используемая марка стали хорошо поддается холодному и горячему волочению. За счет этого проводится выпуск объемной или комбинированной калибровки.
Довольно большое распространение получил шпоночный материал 8×7. Применение стандартов на момент производства заготовок позволяет существенно упростить задачу по выпуску промежуточного элемента
При выборе материала уделяется внимание нижеприведенным моментам:
- Твердость поверхностного слоя.
- Устойчивость материала от воздействия окружающей среды.
- Степень обрабатываемости.
Распространенные сплавы могут применяться для изготовления призматических и других вариантов исполнения промежуточных элементов, который устанавливается для передачи усилия. Стоит учитывать, что чаще всего шпоночная сталь применяется при создании прямоугольных брусков различных размеров, которые устанавливаются на валу.
Классический вариант представлен маркой Ст45. К ключевым особенностям отнесем:
Это конструкционная углеродистая сталь обыкновенного качества, стоимость которой относительно невысокая. Традиционно используется при изготовлении ответственных деталей
Не стоит обращать внимание на то, что подобная марка не подается сварке
Кроме этого, может применяться марка Ст50, свойства которой не существенно отличаются от предыдущего варианта.
В случае, когда нужно существенно повысить прочность соединения следует уделить внимание возможности применения легированных сплавов. Внесение в состав определенных химических элементов позволяет существенно повысить эксплуатационные характеристики
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
- Твердость варьируется в пределе 35-45 HRC. Для повышения этого показателя проводится термическая обработка, а также отпуск для снижения вероятности появления внутренних напряжений.
- Внесение хрома позволяет несколько повысить степень защиты материала от воздействия повышенной влажности. Этот момент определяет то, что коррозия на поверхности не появляться в течение длительного периода применения изделия.
- Концентрация углерода в районе 0,4% обеспечивает требуемую прочность и твердость изделия. При этом в состав могут включаться и другие вещества в небольшой концентрации, за счет чего обеспечиваются требуемые эксплуатационные характеристики.
Также могут применяться и другие сплавы с особыми эксплуатационными характеристиками, к примеру, с хорошей устойчивостью к воздействию повышенной температуры. Выбор проводится в зависимости от эксплуатационных характеристик и многих других моментов.
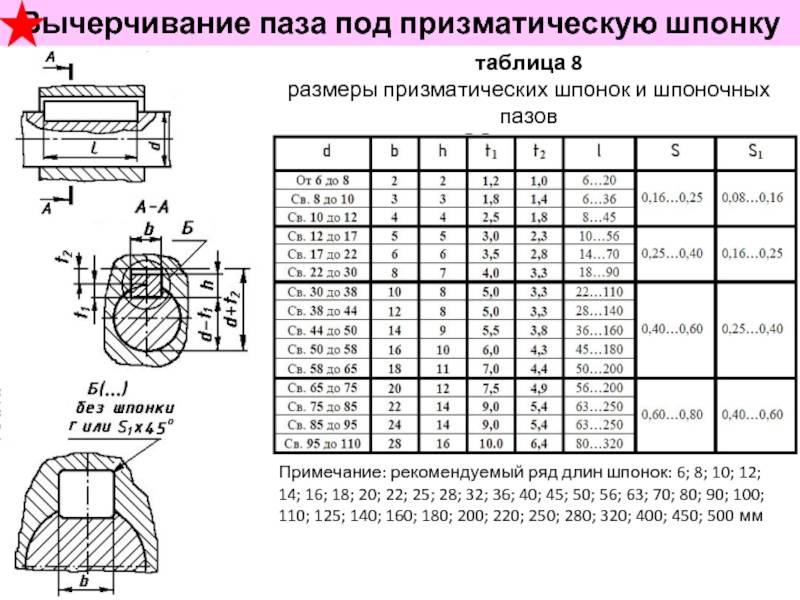

Расчет на прочность соединений с призматическими шпонками
Основным критерием работоспособности шпоночных соединений является прочность. Шпонки выбирают по таблицам ГОСТов в зависимости от диаметра вала, а затем соединения проверяют на прочность. Размеры шпонок и пазов подобраны так, что прочность их на срез и изгиб обеспечивается, если выполняется условие прочности на смятие, поэтому основной расчет шпоночных соединений расчет на смятие. Проверку шпонок на срез в большинстве случаев не проводят. При расчете многошпоночного соединения допускают, что нагрузка распределяется равномерно между всеми шпонками.
Рекомендуемая последовательность проектировочного расчета.
В зависимости от диаметра вала d
по табл. 6 выбирают размеры шпонкиb
хh, а ее длину принимают на 5-10 мм меньше длины ступицы, округляя до ближайшего большего значения по стандарту (некоторые стандартные значенияl приведены в табл. 6). После подбора шпонки соединение проверяют на смятие. Напряжения смятия определяют в предположении их равномерного распределения по поверхности контакта:
где Ft=2T/d
— сила, передаваемая шпонкой;Асм —
площадь смятия (рис. 60); .
На смятие рассчитывают выступающую из вала часть шпонки.
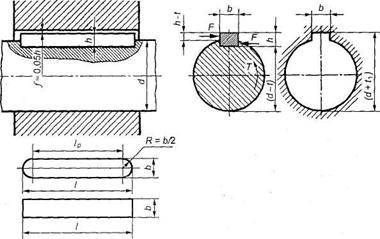
Рис. 60. К расчету на прочность соединения с призматическими шпонками
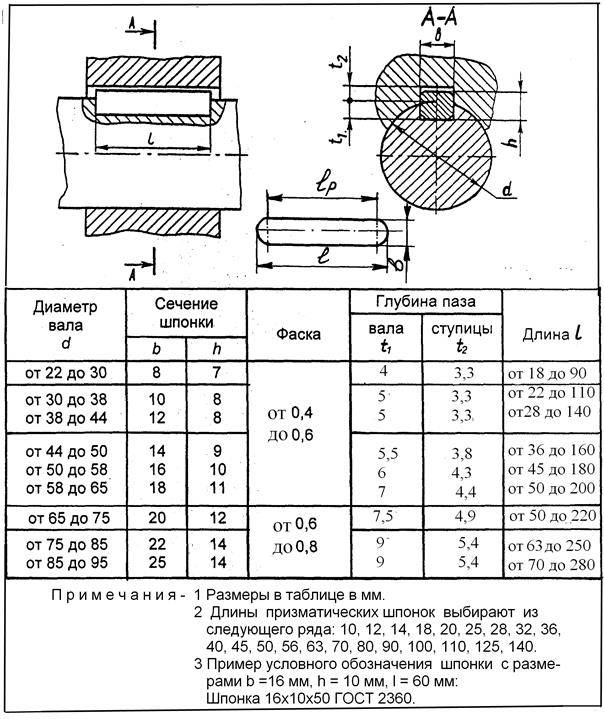
Таблица 6.Размеры (мм) призматических шпонок

| Диаметр вала d | Размеры сечений шпонок | Глубина паза | Радиус закругления пазов R | Предельные размеры длин l шпонок | |||
| b | h | вала t 1 | втулки t 2 | min | max | min | max |
| свыше 12 до 17 | 5 | 5 | 2,3 | 0,16 | 0,25 | ||
| » 17 » 22 | 3,5 | 2,8 | |||||
| » 22 » 30 | 3,3 | ||||||
| » 30 » 38 | 0,25 | 0,4 | |||||
| » 38 » 44 | |||||||
| » 44 » 50 | 5,5 | 3,8 | 0,25 | 0,4 | |||
| » 50 » 58 | 4,3 | ||||||
| » 58 » 65 | 4,4 | ||||||
| » 65 » 75 | 7,5 | 4,9 | 0,4 | 0,6 | |||
| » 75 » 85 | 5,4 | ||||||
| » 85 » 95 | |||||||
| » 95 » 110 | 6,4 | 0,4 | 0,6 |
Примечание.
Длины шпонок выбирают из ряда: 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; 110; 125; 140; 160;180; 200.
Следовательно,
(34)
где Т —
передаваемый момент, Нмм;d —
диаметр вала, мм;(h –t1 ) — рабочая глубина паза, мм (см. табл. 6);l р — рабочая длина шпонки, мм (для шпонок с плоским торцомl р =l , со скругленными торцамиlp = l-b ; — допускаемое напряжение (для чугунных ступиц МПа, для стальных МПа).
Расчетную длину шпонки округляют до ближайшего большего размера (см. табл. 6). Длину ступицы l
ст принимают на 8… 10 мм больше длины шпонки.Если длина ступицы больше величины
1,5d, то шпоночное соединение целесообразно заменить на шлицевое или соединение с натягом.
В тех случаях, когда длина шпонки получается значительно больше длины ступицы детали, устанавливают две или три шпонки под углом 180 или 120°. При расчете многошпоночного соединения допускают, что нагрузка между всеми шпонками распределяется равномерно.
Формула проектировочного расчета для определения рабочей длины l
рпризматической шпонки
(шпонки со скругленными концами):
Для ответственных соединений призматическую шпонку проверяют на срез
(35)
где — расчетное напряжение на срез, МПа; b
— ширина шпонки, мм;l
р — рабочая длина шпонки, мм; — допускаемое напряжение на срез; для сталей с > 500 МПа для неравномерной (нижний предел) и спокойной нагрузок (верхний предел) принимают МПа.
От чего зависит надежная фиксация шпонки шкива коленвала в механизме автомобиля?
 Тут все зависит от того, кто устанавливает шпонку в машине, насколько правильно и профессионально этого выполняется. Кроме того многое зависит и от качества самой шпонки. Нельзя ни в коем случае заменять шпонку другими кустарными запчастями и мудрить что-то свое и нестандартное.
Тут все зависит от того, кто устанавливает шпонку в машине, насколько правильно и профессионально этого выполняется. Кроме того многое зависит и от качества самой шпонки. Нельзя ни в коем случае заменять шпонку другими кустарными запчастями и мудрить что-то свое и нестандартное.
Шпонка может быть заменена в машине исключительно такой же оригинальной деталью, которую рекомендует производитель данного автомобиля. Кроме того целостность шпонки должен регулярно проверять сам владелец машины. Это позволит своевременно выявить проблему и избежать многих еще более неприятных поломок в дальнейшем.
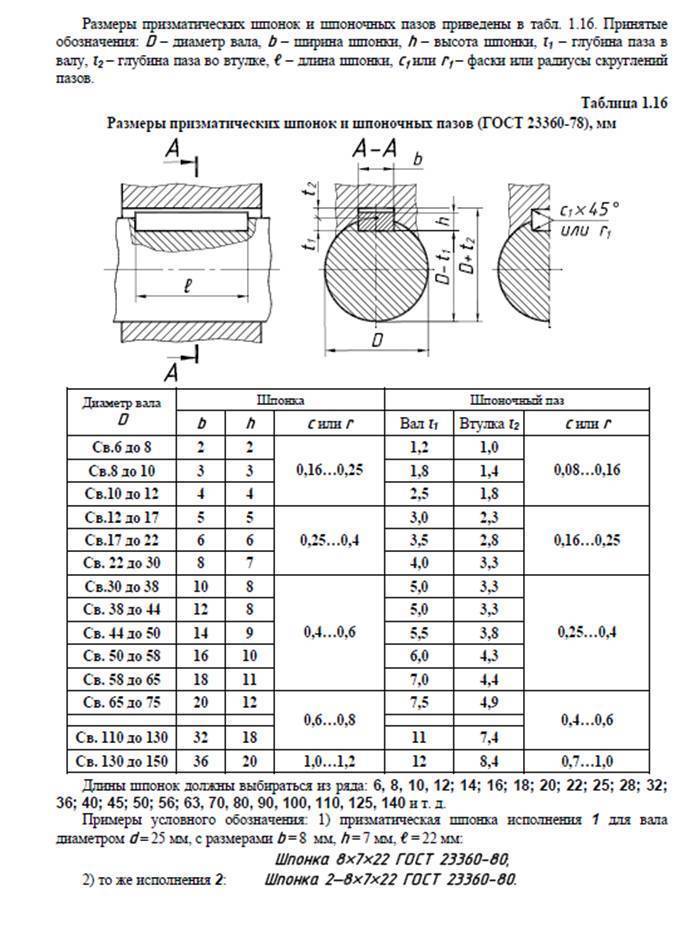
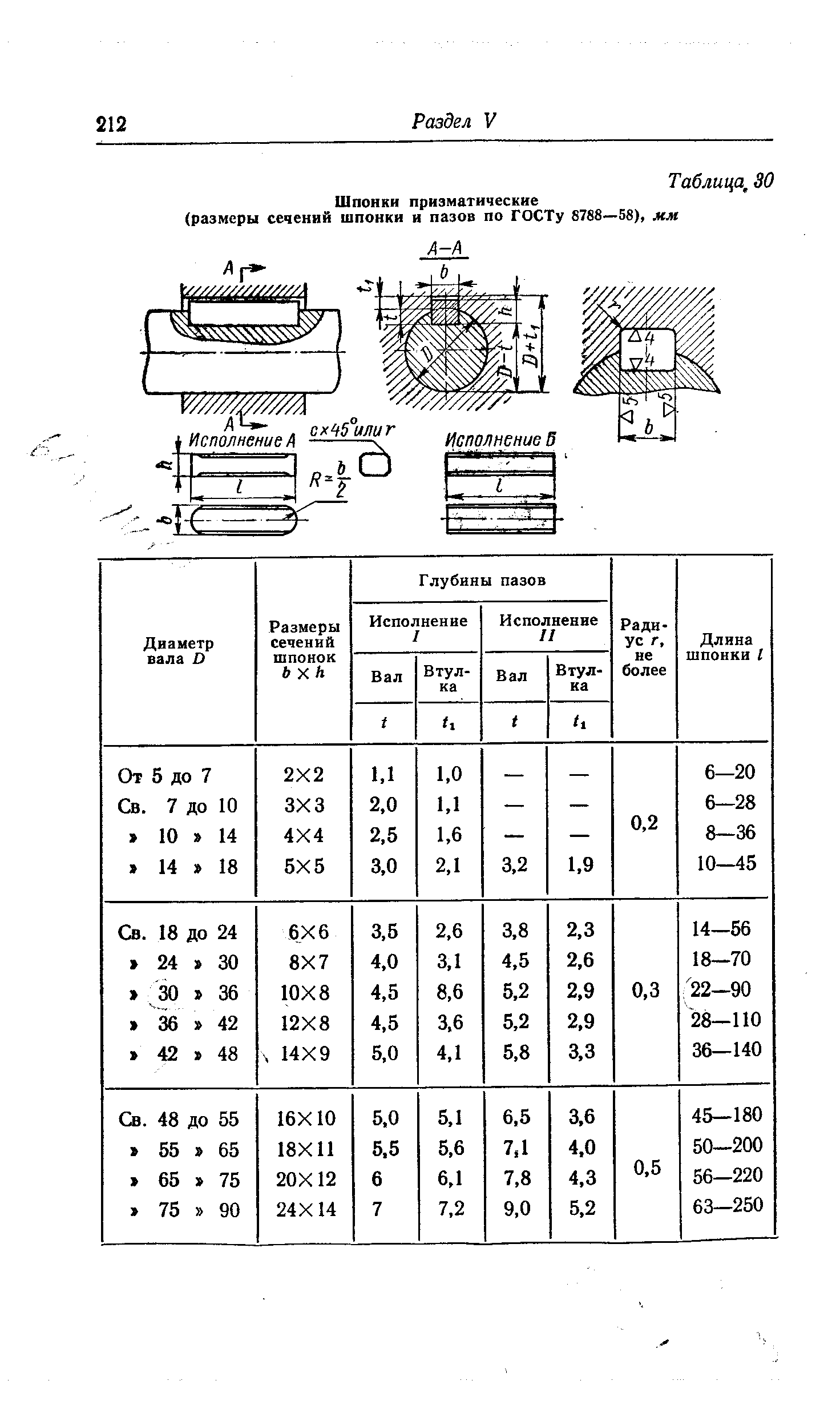
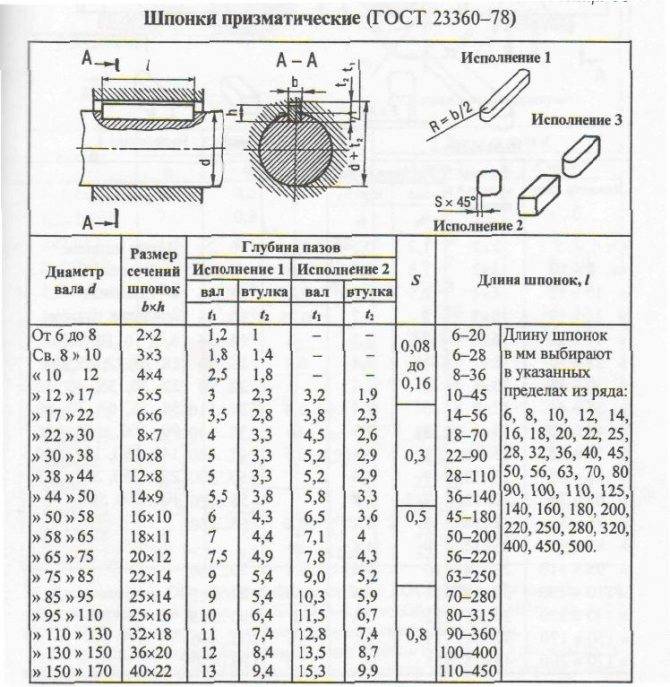
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
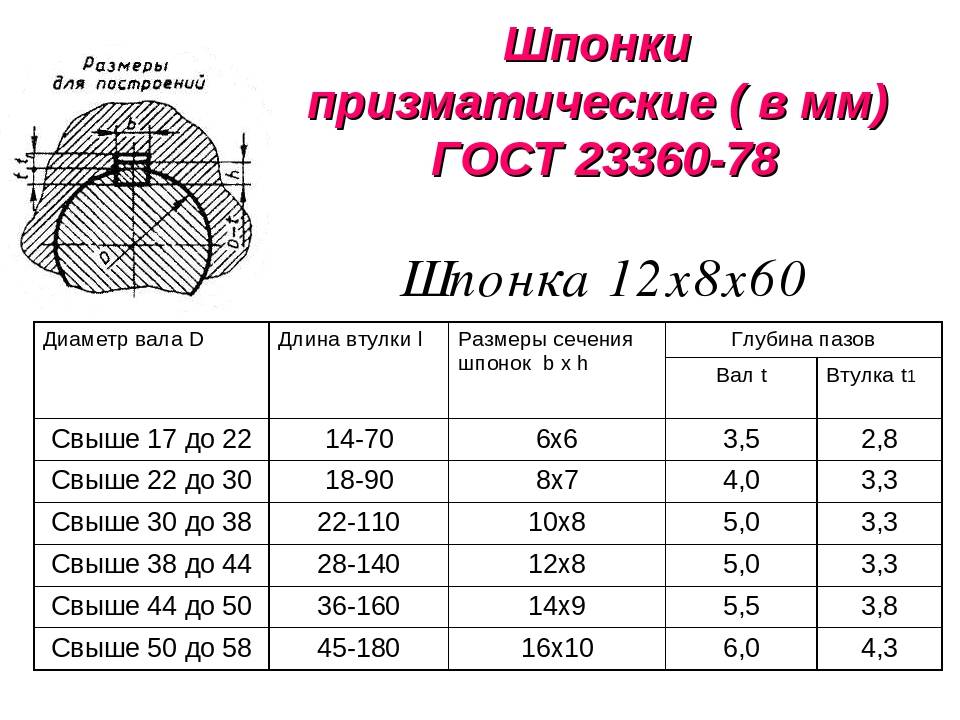
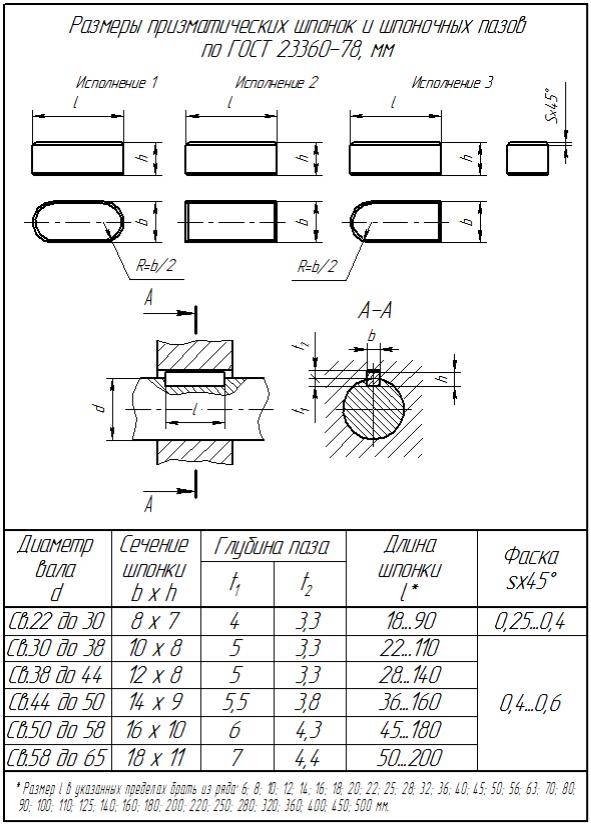
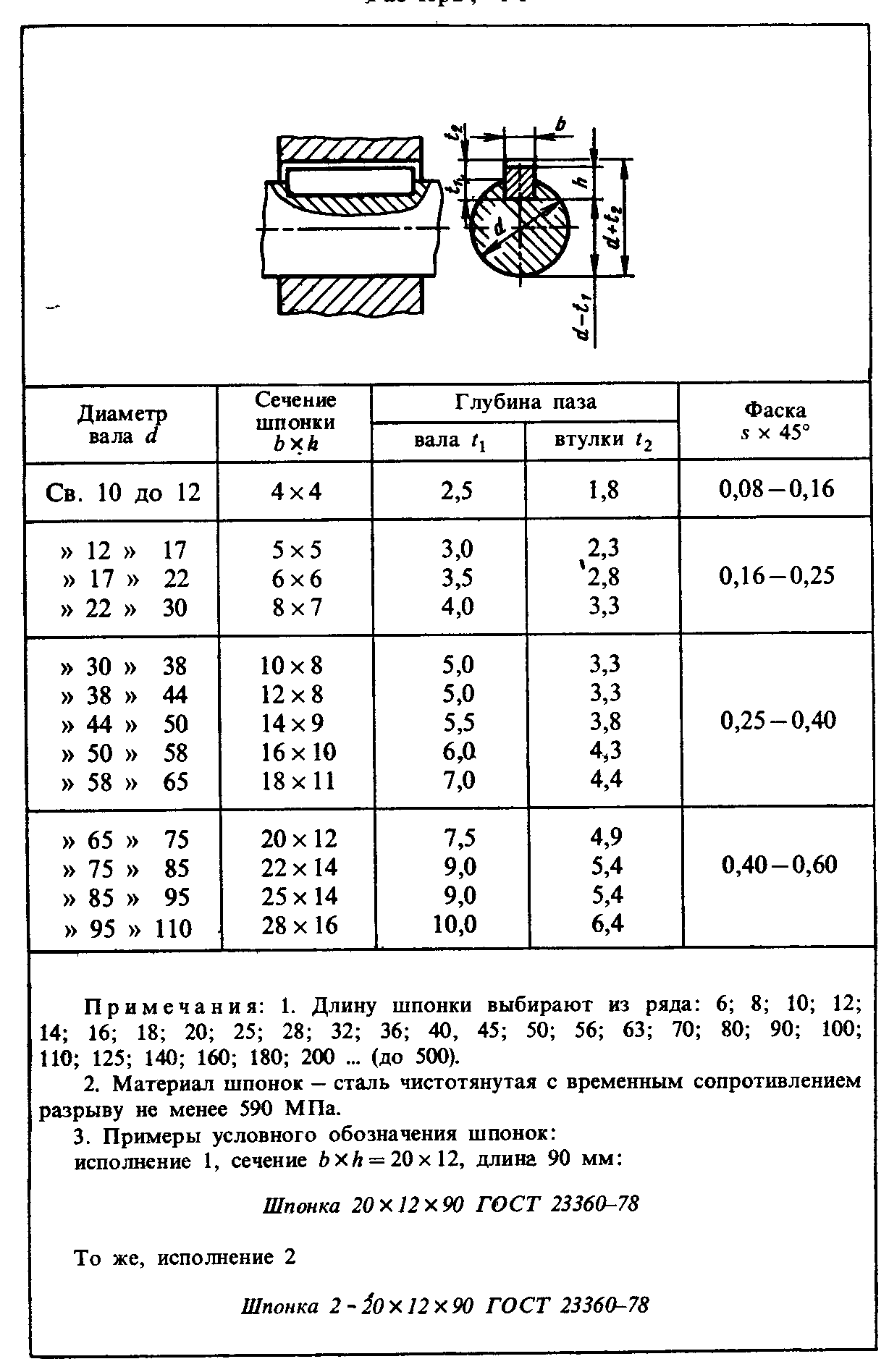
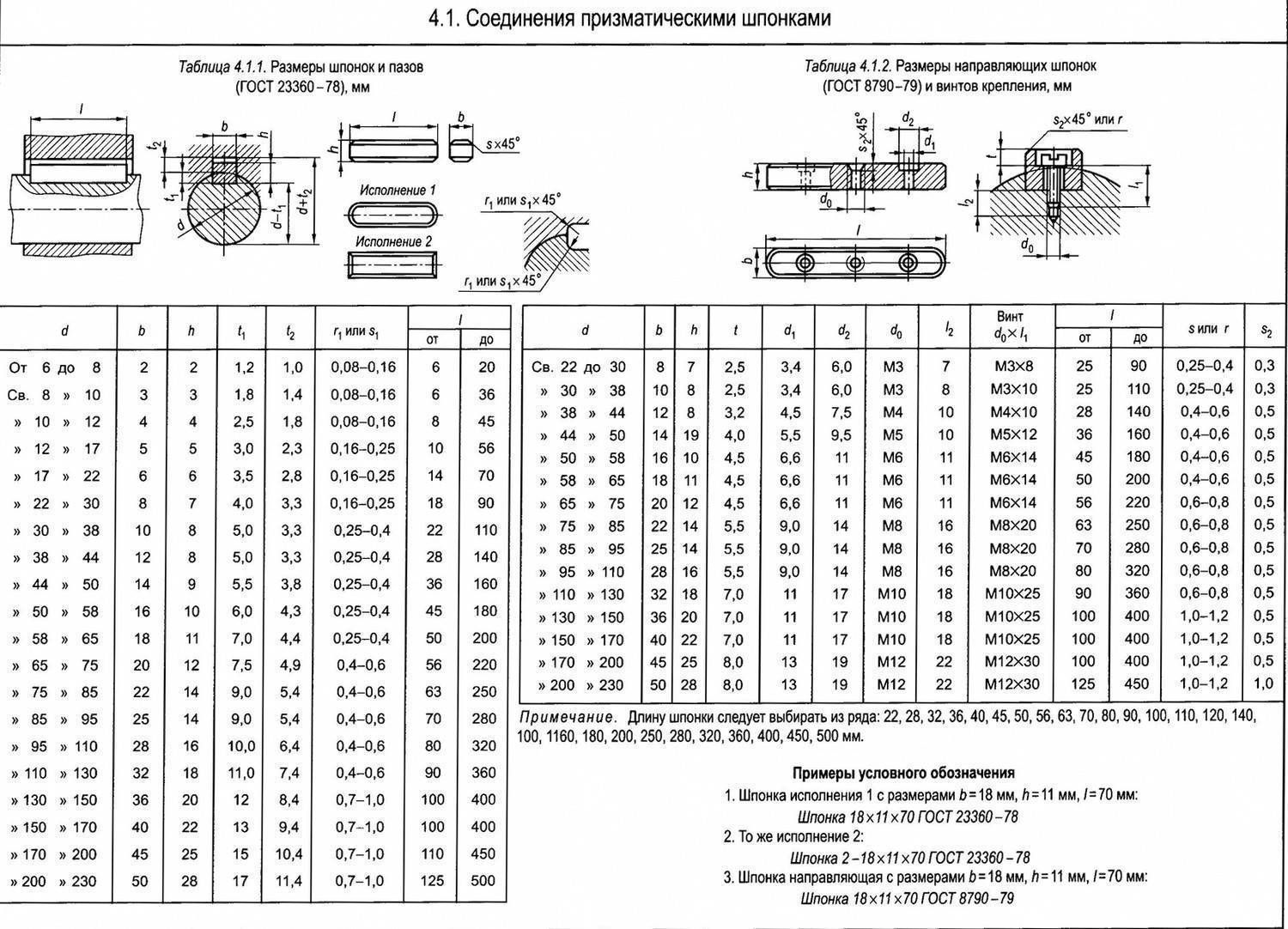
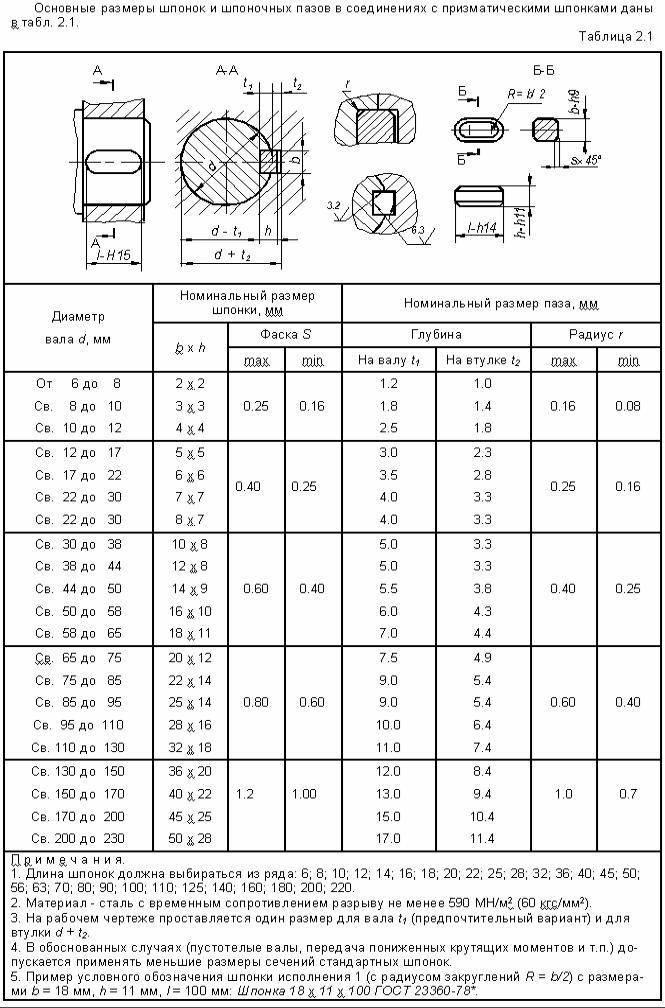
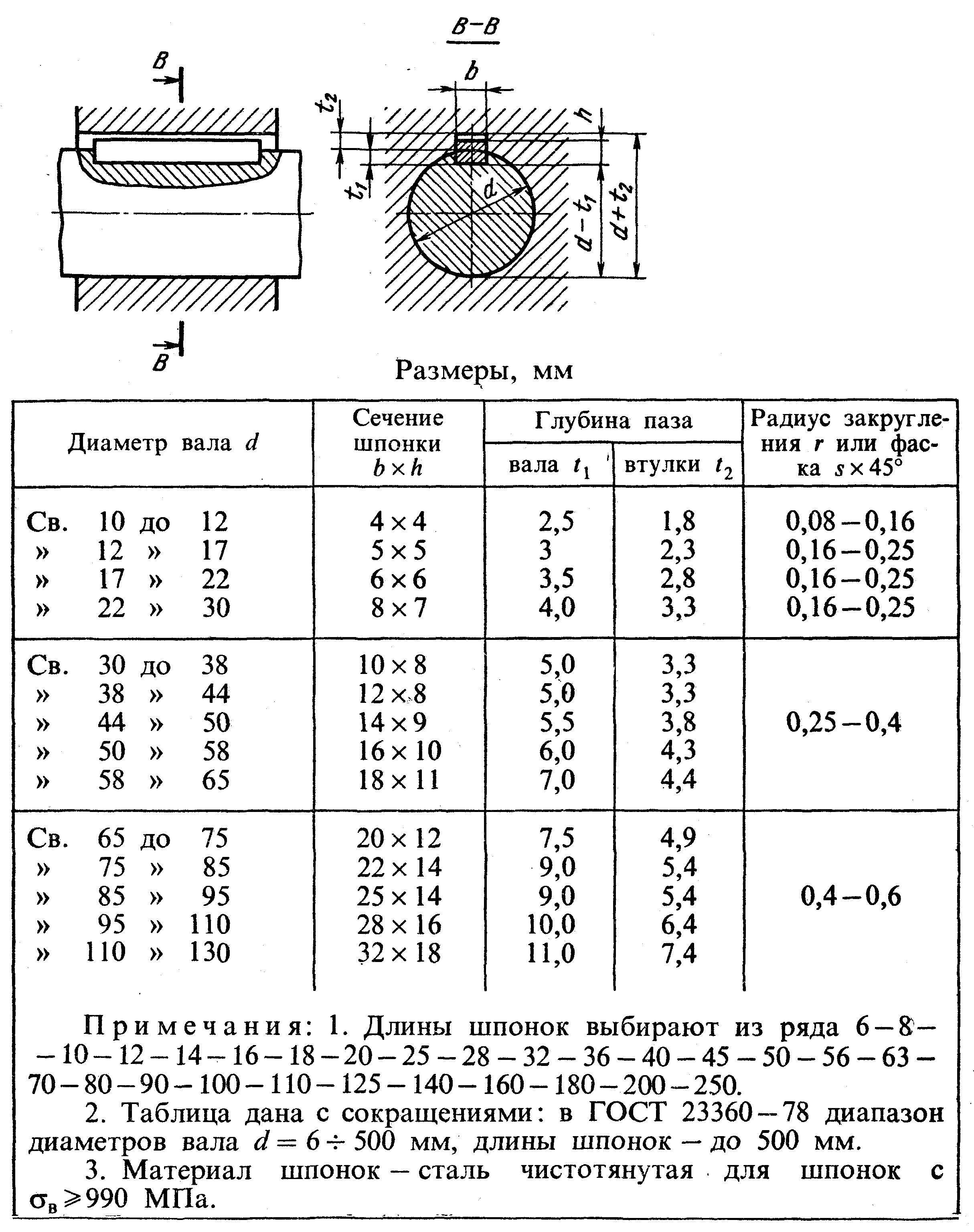
Призматические шпонки по ГОСТ 23360-78.
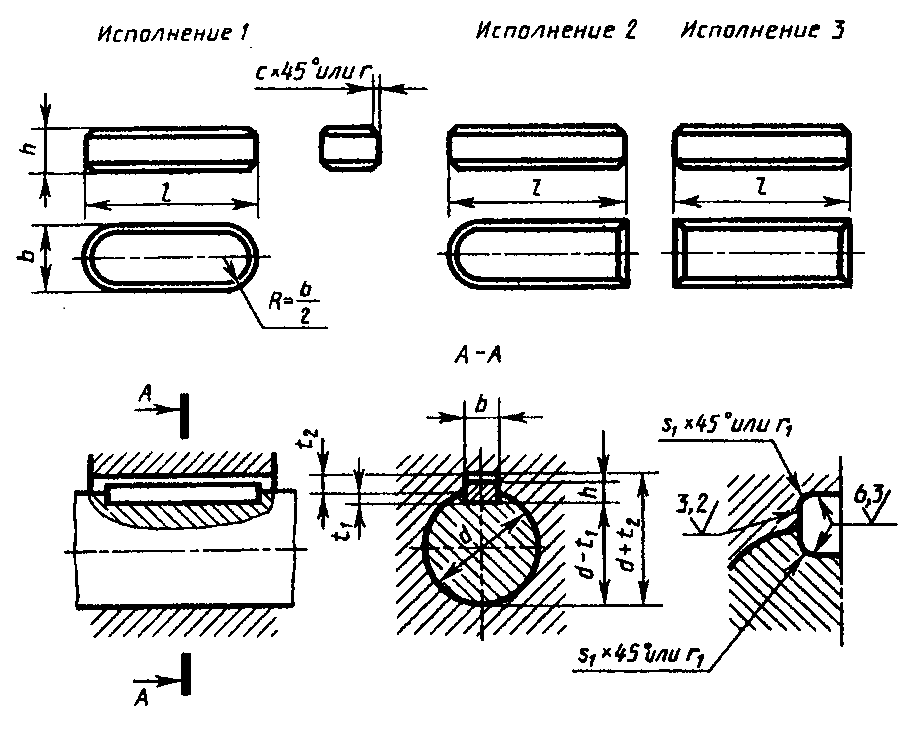
Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 | 2,3 2,8 | +0,1 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 | 3,3 3,3 | +0,2 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44 » 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 |
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
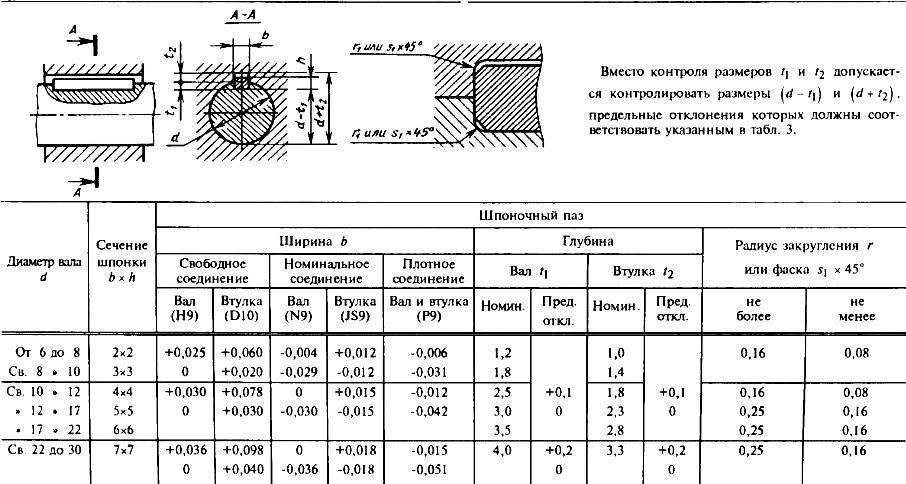






| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
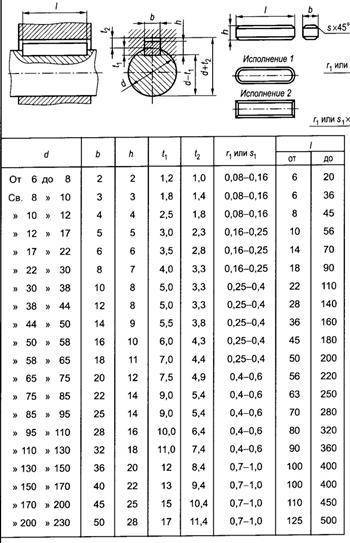
Призматические шпонки с креплением на валу по ГОСТ 8790-79.
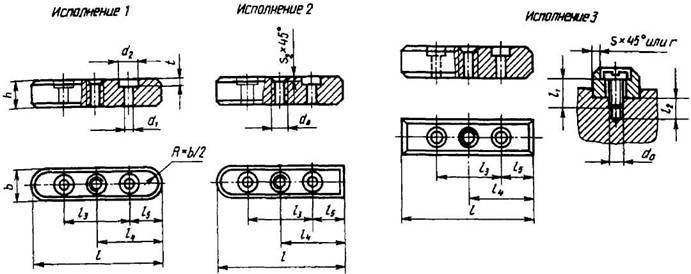
Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h14) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 |
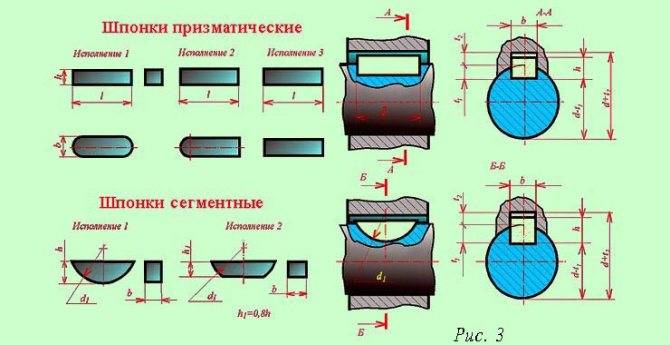
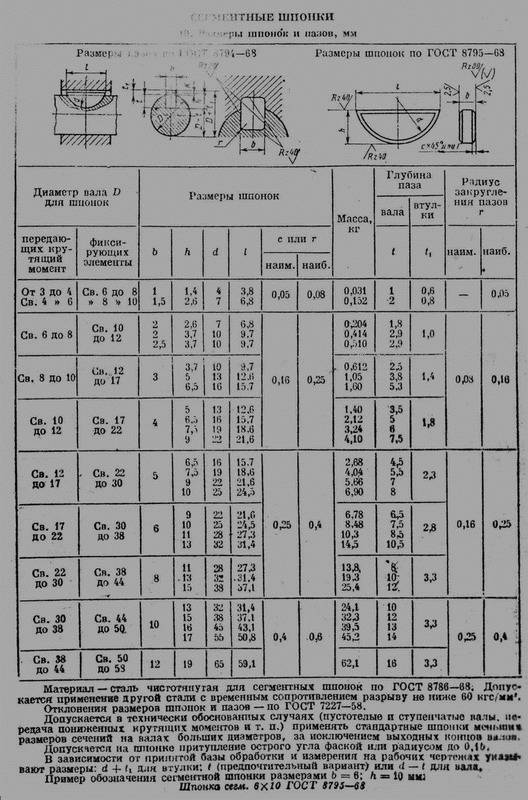
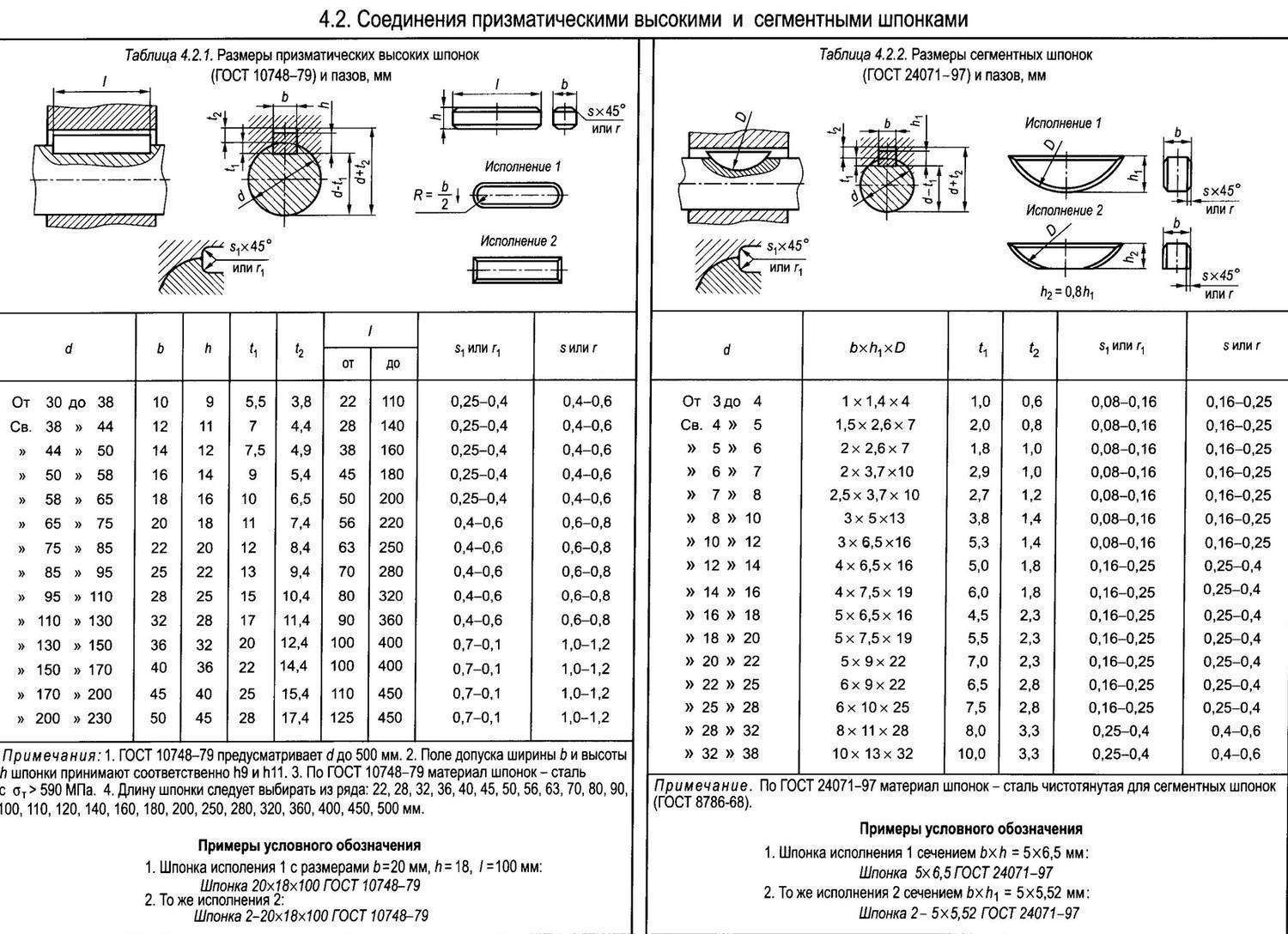
Сегментные шпонки по ГОСТ 8786-68.

Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 | 0,08 | 0,16 |
| Св. 5 » 6 » 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 | 2,3 | ||||
| Св. 22 до 25 » 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 |
Клиновые шпонки по ГОСТ 24068-80.
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h11) | Радиус закругления r или фаска s1 x 45° | Длина l (h14) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 |
Продолжение.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 |
Заключение
Такой тип соединения отличается простотой и достаточно высокой надежностью, из-за чего получил высокую популярность в промышленности. Разнообразие видов позволяет подобрать оптимальный тип соединения, что позволит добиться высокой эффективности, надежности готовой конструкции и страховку узлов от повреждений при повышении допустимых нагрузок. Подобрав шпонку исходя из соответствующих ГОСТов, можно добиться высокой эффективности работы соединения.
На сегодняшний день можно легко подобрать необходимую деталь, что позволяет быстро сделать монтаж и замену в случае необходимости.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как средство для передачи вращения шпонка используется повсеместно. На первый взгляд здесь нет ничего сложного: вырезал шпоночный паз, вставили, узел готов. Почему шпоночное соединение, несмотря на довольно устаревшую технологию, не потеряло своей актуальности?





