Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.

Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Как изготовить своими руками
При недостатке средств или невозможности установки заводского оборудования в самодельный станок его можно изготовить самостоятельно. Для этого нужны следующие комплектующие:
- главная деталь — бесколлекторный двигатель;
- контролер для двигателя;
- сервотестер;
- удлиненный вал.
Изготовление шпинделя для станка своими руками начинается с приобретения всех комплектующих. Устройство контролирующее количество оборотов двигателя (сервотестер) рекомендуется устанавливать на любые двигатели, в которых невозможно изменять количество оборотов
Можно купить дешевую модель, главное обратить внимание на тип его крепления к станку. Он не должен мешать при работе.
Вал должен быть удлиненным, чтобы на него можно было закреплять фрезы с помощью цангового зажима
Дополнительно на него необходимо закрепить два подшипника. В двигателе должны быть установлены еще два подшипника. Чертеж по сборке можно найти в интернете. Конструкция будет защищена от боковых нагрузок. С помощью самодельного станка обрабатывают металл и древесину твердых пород.
У самодельных конструкций есть преимущества:
- Сборка шпинделя собственными руками не потребует серьезных финансовых затрат.
- Провести работы самостоятельно не так сложно, как ожидают новички в металлообработке. В интернете существуют пошаговые инструкции и обучающие видео.
- Списки материалов, деталей и чертежи можно найти в открытом доступе.
Однако по техническим характеристикам промышленные детали во многом превосходят самоделки
Важно изготовить надежную и массивную станину, которая предотвратит появление вибрации
Классификация шпинделей по типу, размеру и диаметру
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте .
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.

Станок токарно-карусельный одностоечный 1516. Назначение и область применения
Одностоечный токарно-карусельный станок модели 1516 является универсальным станком и предназначен для обработки разнообразных изделий из чёрных и цветных металлов в условиях мелкосерийного и серийного производства.
Модель 1516 является распространенной среди токарно-карусельных станков на территории бывшего СССР. Станок позволяет производить токарную обработку деталей диаметром до 1600 мм, высотой до 1 метра и массой до 6300 кг. Станок экспортировался во многие страны мира.
Конструкция станка 1516 унифицирована с конструкцией станка модели 1512 и отличается только размерами план-шайбы и мощностью электродвигателя.
На станке можно производить цилиндрическое и коническое обтачивание и растачивание, протачивание плоскостей, сверление, зенкерование и развертывание отверстий, а также получистовое и чистовое обтачивание плоских торцовых поверхностей.
Принцип работы и особенности конструкции станка
Станок имеет два суппорта:
- вертикальный с пятипозиционной револьверной головкой с автоматическим поворотом и фиксацией на каждой позиции
- горизонтальный (боковой) с четырехпозиционным резцедержателем
Технологические возможности станка значительно расширяются с помощью поставляемых по особому заказу самоцентрирующей планшайбы, приспособлений (для резьбонарезания, обработки конических поверхностей, обтачивания фасонных поверхностей тел вращения по копиру, обработки деталей по упорам) и устройства для обработки с охлаждением.
На станках можно производить следующие операции:
- обтачивание цилиндрических и конических поверхностей;
- растачивание цилиндрических и конических поверхностей;
- обтачивание плоских торцовых поверхностей вертикальным и боковым суппортами.
Кроме того, вертикальным суппортом можно производить обтачивание плоских торцовых поверхностей с поддержанием ступенчато-постоянной скорости резания на чистовых и получистовых режимах; сверление, зенкерование и развертывание; прорезание канавок и отрезку.
При применении специальных приспособлений и устройств, которые поставляются вместе со станками по особому заказу за отдельную плату, на станках можно производить:
- обработку деталей по заданным размерам (по упорам);
- нарезание резьб, обтачивание и растачивание конических поверхностей;
- обработку фасонных поверхностей тел вращения по копиру (электрокопировальное устройство);
- обработку деталей с охлаждением.
В обычном исполнении станки поставляются с вертикальным револьверным суппортом, имеющим механический поворот и зажим револьверной головки, и боковым суппортом.
Помимо этого, по особому заказу за отдельную плату может быть поставлен станок с самоцентрирующей планшайбой с ручным зажимом изделия.
На станке одновременно могут быть смонтированы все приспособления, за исключением охлаждения, которое не может быть установлено одновременно с самоцентрирующей планшайбой.
В связи с тем, что установка приспособлений требует значительных изменений и доработок в станке, заказы на изготовление приспособлений к ранее поставленным станкам не могут быть выполнены. Приспособления поставляются только вместе со станком.
Значительная мощность электродвигателя главного привода, высокая жесткость базовых деталей и достаточная прочность всех элементов кинематической цепи в сочетании с широкими диапазонами регулирования чисел оборотов планшайбы и величин подач позволяют вести на станках высокопроизводительную работу на скоростных режимах резания.
Основные технические характеристики токарно-винторезного станка 1516
Разработчик – Краснодарский станкостроительный завод имени Седина.
Изготовитель – Краснодарский станкостроительный завод имени Седина.
Основные параметры станка – в соответствии с ГОСТ 44-93. Станки токарно-карусельные. Основные параметры и размеры. Нормы точности и жесткости.
Класс точности станков Н по ГОСТ 8—77.
Наибольший диаметр обрабатываемой заготовки – Ø 1600 мм Наибольшая высота обрабатываемой заготовки – Ø 1000 мм Диаметр план-шайбы – Ø 1400 мм Наибольший вес обрабатываемой заготовки – 6300 мм Частота вращения план-шайбы – 4..200 об/мин, 18 ступеней Мощность электродвигателя – 30 кВт Вес станка полный – 20 т
Модификации станка токарно-карусельный одностоечный 1516
1516.000, 1516-1, 1516-2, 1516.300, 1516.400 – станок токарно-карусельный универсальный одностоечный
1516Ф1, 1516ПФ1, 1516Ф1.041, 1516Ф1.300, 1516Ф1.323, 1516Ф1.400, 1516Ф1.423 – станок токарно-карусельный с УЦИ – устройством цифровой индикации
1516Ф2, 1516Ф3, 1516Ф3.271, 1516Ф3.471, 1516МФ4 – станок токарно-карусельный с УЧПУ – устройством числового программного управления
Что использовать для настольных станков
Если вам необходимо оснастить настольный станок с ЧПУ подходящим шпинделем, сейчас доступно несколько довольно привлекательных вариантов. Выбирать устройство вам.







Ручные граверы. Стоит такое устройство от 500 рублей. Особых сильных качеств не имеет, но если вам предстоит выполнить ремонт или фрезеровку мягких материалов с небольшими фрезами, то этот агрегат вполне подойдет для оснащения станка с вертикальным шпинделем. Недостатки — это небольшая скорость вращения и незначительная мощность. Бормашины. Работают очень тихо, оснащаются надежным фиксатором для патрона. При малых оборотах двигателя крутящий момент почти не меняется. Это обеспечивает серьезное превосходство устройства перед гравером. Шпиндель от двигателей DC. При мощности 0,4 кВт обеспечивают крутящий момент в 12000 оборотов за минуту. Выполнять различный ремонт, фрезерные работы с таким шпинделем удобно, поскольку обеспечивается слабое биение, работает агрегат тихо. Плюс цанга выполнена по широко используемому стандарту. Но есть недостатки — незначительные показатели мощности, сильный нагрев, который вынуждает искать эффективное охлаждение
Для работы устройство потребует отдельный источник питания, к чему также важно быть готовым. Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент
Выбирая шпиндель, ориентируйтесь на его качество и соответствие станку, на котором вы собираетесь использовать данный элемент.
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070
и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
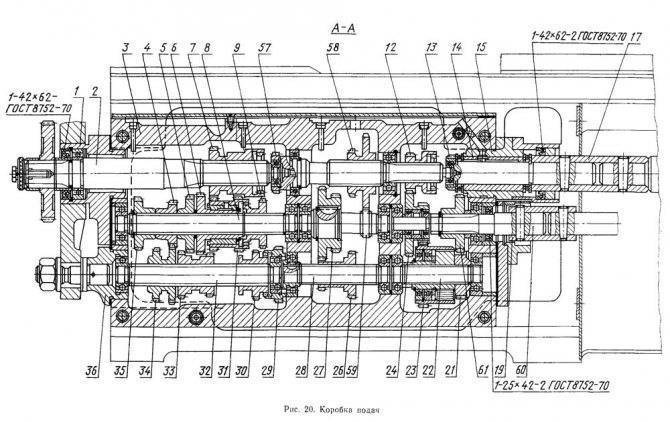
Чертеж коробки подач токарного станка 16к20
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52
Узел управления скоростями модификации 6Р82
Коробка переключения скоростей этой модели дает возможность выбрать нужный режим без последовательных промежуточных этапов. Рабочая рейка перемещается при помощи предусмотренной рукояти. Валик оси движется после воздействия на него вилки и диска контроллера в осевом направлении. Затем консольно-фрезерный станок 6Р82, устройство и схему которого подробнее рассмотрим далее, функционирует при помощи конической передачи и указателя скоростей. На диске имеются отверстия, которые зацепляются попарно с шестеренкой.
Пружина регулируется посредством пробки-фиксатора, устанавливаемую в режим фиксации путем поворота с нормальным усилием. Ручка управления в режиме включения фиксируется пружиной и шариковым элементом. Кроме того, шип рукоятки входит в зацепление с пазом фланца. Стоит отметить, что зазор конической передачи не должен превышать 0,2 мм. Диск с учетом этого показателя может поворачиваться на величину до 1 миллиметра.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.

Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Классификация шпинделей
Выделяют несколько различных типов рассматриваемого устройства, все виды шпинделей станков фрезерной группы характеризуются своим определенными особенностями. Основными видами можно назвать:
- Коллекторные получили весьма широкое распространение при изготовлении фрезерных станков, которые предназначены для гравировки и ювелирной обработки. Чаще всего в эту группу относится устройство с цангой высокоскоростного типа. Резка мягких сплавов может проходить при применении версии цанги ER11 на станке различных групп.
- Высокоскоростные варианты исполнения чаще встречаются в конструкции фрезерных станков. Именно высокоскоростной шпиндель позволяет существенно расширить возможности фрезерных станков с числовым программы управлением.
- В отдельную групп также относится конструкция, способная подавать охлаждающую жидкость в зону обработки. За счет этого существенно снижается температура в зоне резания, поэтому можно существенно повысить показатель производительности.
- Крепление фрезы станков осуществляется за счет цанги, которая также дополняется гайками. При изготовлении цанги применяется металл с повышенной твердостью.
- В продаже встречается продукция европейских и китайских происхождения. Дешевле всего обходится именно продукция китайских производителей. Они применяют подшипники из керамики, которые могут выдерживать существенную нагрузку.

На современном рынке доступно довольно большое количество различных шпинделей, которые могут устанавливаться на фрезерных станках. При этом классификация проводится по типу применяемой системы охлаждения, способу фиксации режущего инструмента и заготовки. Вариант исполнения с мощностью около 0,8 кВт может применяться для обработки небольших изделий, а также выполнения гравировки. Анкерный вариант исполнения распространен в меньшей степени, но все может применяться при в определенных случаях.
Валы и шпиндели, их назначение и применение
Главная » Статьи » Профессионально о металлообработке » Металлорежущие станки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
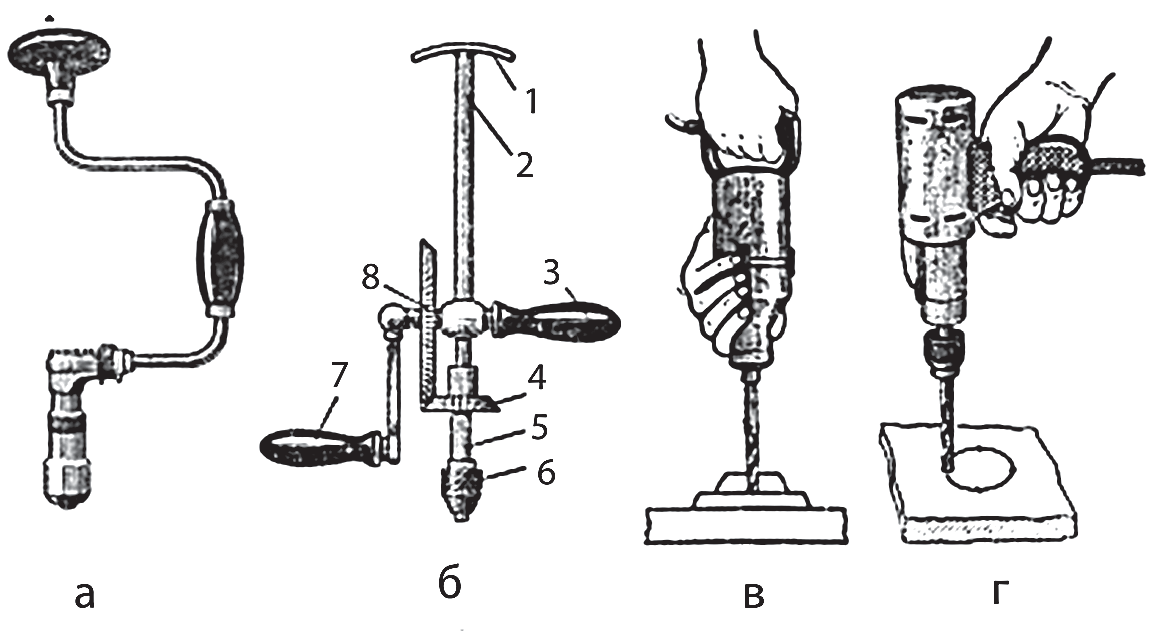
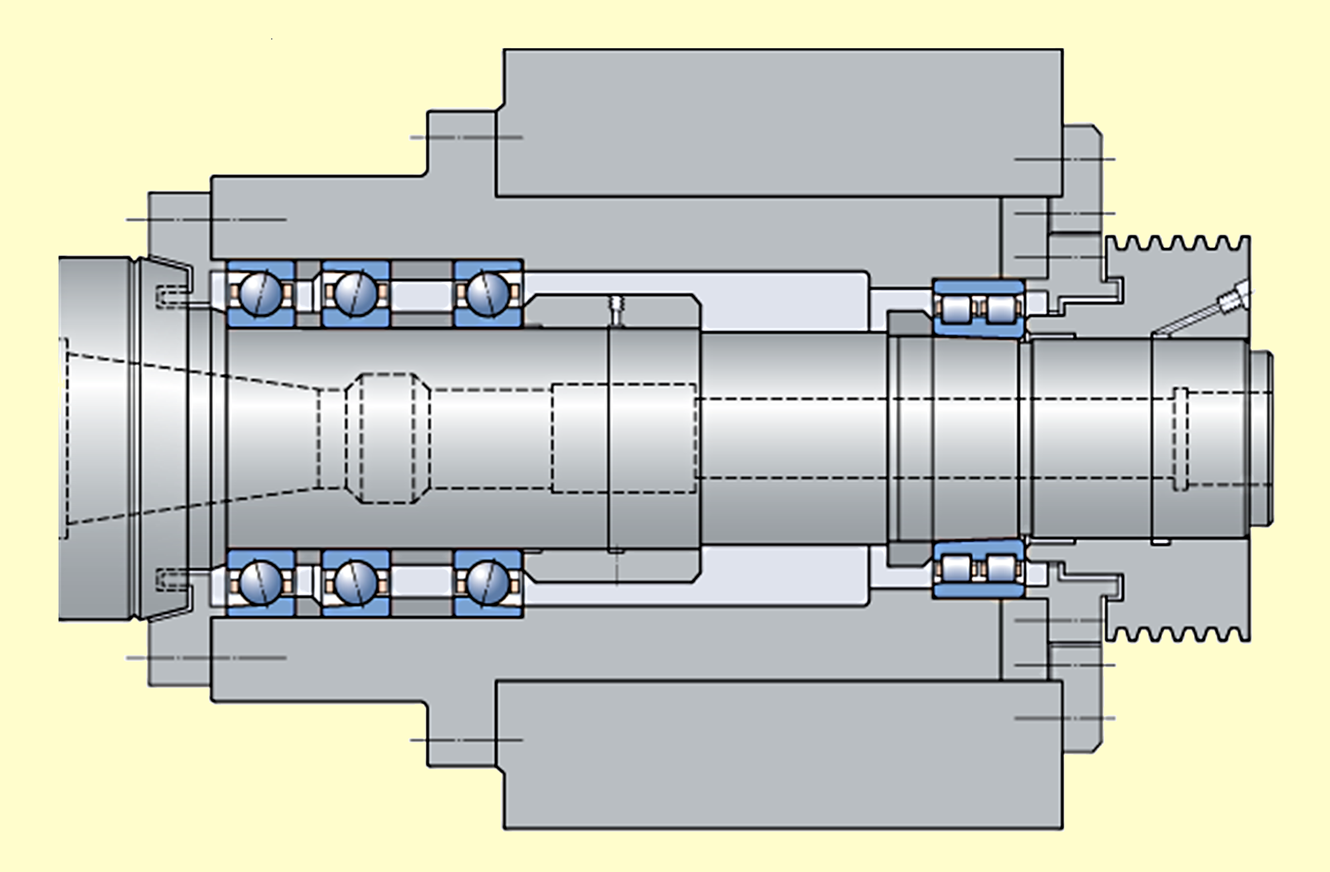
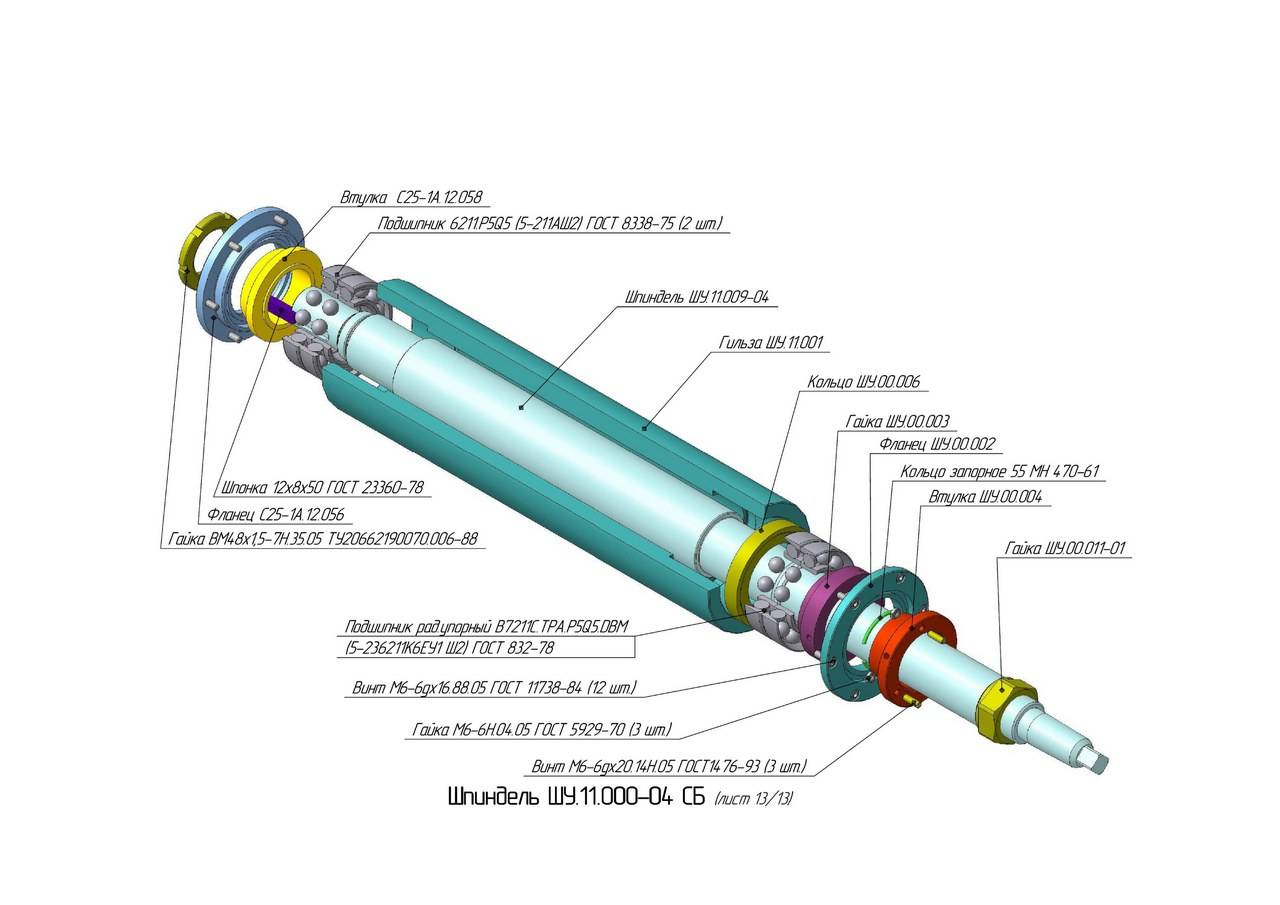
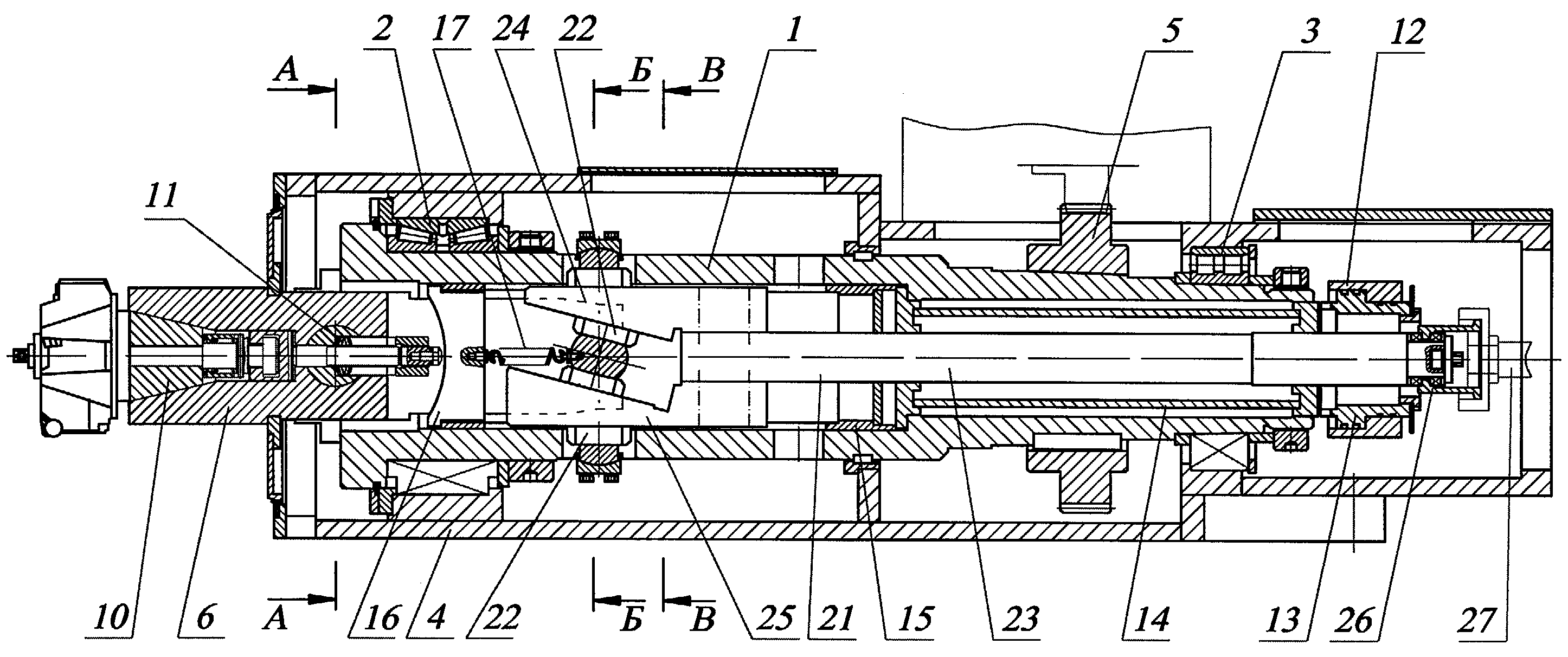
Основными деталями в станках, осуществляющими вращательное движение, являются валы (рис. 10). Валы в процессе своей работы испытывают деформации кручения, изгиба, растяжения и сжатия. В коробках скоростей и подач чаще всего применяются шлицевые валы (рис. 10, б), которые обеспечивают плавное перемещение зубчатых колес и муфт вдоль вала. В целях уменьшения веса и габаритов сильно нагруженные валы станков изготовляются полыми. Кроме того, вал изготовляется полым, когда по условиям конструкции необходимо пропустить через него другой вал или какую-либо другую деталь, т. е. в тех случаях, когда это требуется условиями эксплуатации станка, как, например, шпиндели токарного, фрезерного и других станков. Детали, монтируемые на валу, укрепляют при помощи шпонок (рис. 10, а, в) либо шлицевых соединений, а чтобы зафиксировать вал в осевом направлении, используются уступы самого вала и стопорные кольца. Обычно валы и шпиндели осуществляют только вращательное движение в своих опорах, как, например, ходовые валики, валы коробок скоростей и подач, шпиндели токарных, шлифовальных, фрезерных и других станков. Шпиндели сверлильных, расточных и некоторых других станков, кроме вращательного движения, осуществляют одновременно поступательное движение, а шпиндели хонинговальных станков одновременно осуществляют возвратно-поступательное движение.
Помимо необходимости соблюдения условий прочности к шпинделям и валам предъявляют и другие требования.
1. Шпиндели и валы должны обладать достаточной жесткостью. При несоблюдении этого условия возникает чрезмерный изгиб вала, что приводит к преждевременному износу подшипников, а также нарушает плавность зацепления зубчатых колес, расположенных на валах.
2. Высокая точность шпинделей должна быть строго регламентирована как для шеек под подшипники, так и для мест посадок зубчатых колес. Допуски на неточность движения шпинделей регламентированы ГОСТом.


3. Шпиндели и валы должны обладать высокой износостойкостью. Это относится прежде всего к шейкам шпинделей и валов, которые вращаются в подшипниках скольжения, а также к местам, где осуществляется прямолинейное перемещение шпинделей и валов (шпиндели сверлильных станков, расточных станков и др.) или установленных на них деталей.
4. Шпиндели и валы должны быть виброустойчивы. Это требование предъявляется к шпинделям скоростных станков, особенно предназначенных для выполнения отделочных операций.
Перечисленные требования могут быть удовлетворены только при применении соответствующих материалов, из которых должны быть изготовлены шпиндели и валы. Помимо этого, должны быть соблюдены требования термической обработки, качественного изготовления, сборки и регулировки деталей узлов станка.

Для возможности закрепления инструмента или приспособления на переднем конце шпинделя формы и размеры последнего стандартизованы. На рис. 11 показаны передние концы шпинделей ряда станков. Для шпинделей, работающих в подшипниках качения, применяют сталь 45 и 40Х с закалкой и отпуском до НВ 230—260, сталь 40Х при твердости НВ 230—260. Для шпинделей, работающих в подшипниках скольжения, применяют сталь 20Х с последующей цементацией (на глубину 0,8—1,0 мм), закалкой и отпуском до HRC 56—62.
Виды, типы, категории шпинделей
 Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения.
Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения.
Устройства с жидкостным охлаждением часто применяются в высококачественных промышленных агрегатах на предприятиях нашей страны. Мотор эффективно охлаждается водой или тосолом. Такие шпиндели укомплектованы высокоскоростными железными подшипниками, не требующими дополнительного обслуживания. Управление этими устройствами осуществляется через частотные преобразователи. Фрезы крепятся в цанги и закрепляются гайкой. На современном рынке доступны устройства как европейских, так и китайских производителей.

Ременноприводной шпиндель
Ременноприводные шпиндели взаимодействуют с сервоприводами переменного напряжения или с асинхронными двигателями. Эта особенность дает возможность точно регулировать частоту вращения инструмента. Воздушные шпиндели – дешевые и надежные устройства для станков с программным управлением. Большей частью это приборы китайского производства с установленными керамическими подшипниками, выдерживающими высокие обороты. В некоторых шпинделях предусмотрена возможность автоматической смены режущих инструментов.
Технические характеристики и область применения
На современном рынке доступно большое количество шпинделей. Системы охлаждения, технология приведения в движение ротора, способ фиксации режущего инструмента и регулирования питания мотора тоже может отличаться. Поэтому лучше всего классифицировать все шпиндели, доступные в продаже, по типу обрабатываемых материалов. Возможности каждого устройства обусловлены их техническими характеристиками.

Область применения шпинделя — портальные станки с ЧПУ
Шпиндели мощностью 0,8 кВт используются при обработке ювелирных изделий, для создания гравировок, порезки пластиковых деталей до 5 мм толщиной, тонкой фанеры, а также для резки и сверления печатных плат. в такие устройства обычно устанавливаются очень тонкие граверы и миниатюрные фрезы.
Высокоскоростные шпиндели мощностью от 1,2 кВт могут использоваться с качественными твердоплавкими фрезами для обработки металлических изделий. Для работы с тонкими прочными фрезами всегда используются шпиндели со скоростью вращения 30 000 об/мин.
Шпиндели мощностью 1,5 кВт применяются для обработки сувениров, создания неглубоких фрезеровок на латунных и алюминиевых предметах. Они также являются начальными приборами для обработки твердой древесины или акрилов толщиной до 15 мм. Мощность от 2,2 кВт позволяет обрабатывать твердое дерево и акрилы до 30 мм толщиной. Устройства от 3 кВт можно использовать для прочных материалов. Например, они часто используются в 3D устройствах по обработке твердого дерева или фигурной резке. Шпиндели на 4 кВт применяются при резке твердых материалов. Устройства мощностью от 4,5 кВт и выше позволяют максимально эффективно работать с большими фрезами для толстых заготовок из дерева или металла.
| Мощность (кВт) | Частота вращения (об/мин.) | Обрабатываемые материалы | Для водного охлаждения (л./час) | Насос |
| 0,8 | 8000-24000 | Тонкий пластик, фанера, гравировка металлических изделий | 780-1500 | Помпа DB-25A-220V |
| 1,5 | 8000-24000 | Латунь, алюминий | 1500-3000 | Помпа DB-50A-380V |
| 2,2 | 8000-24000 | Твердые породы дерева | 1500-3000 | Помпа ZWP75 |
| 3 | 8000-24000 | Высокопрочные металлические заготовки | 2000-3000 | Помпа ZWP150 |
| 4,5 и выше | 8000-24000 | Твердые деревянные и металлические заготовки | 2000-5000 | Помпа DB-100-380V |
Для примера рассмотрим характеристики изделий самых популярных производителей:
- На отечественном рынке доступны высокоскоростные китайские шпиндели с воздушным и жидкостным охлаждением GTM, HNZ, HQ, TDK с диапазоном мощности 0,8-6 кВт с частотой вращения 8000-18000/24000 об/мин. с цангами ER11, ER16, ER20, ER
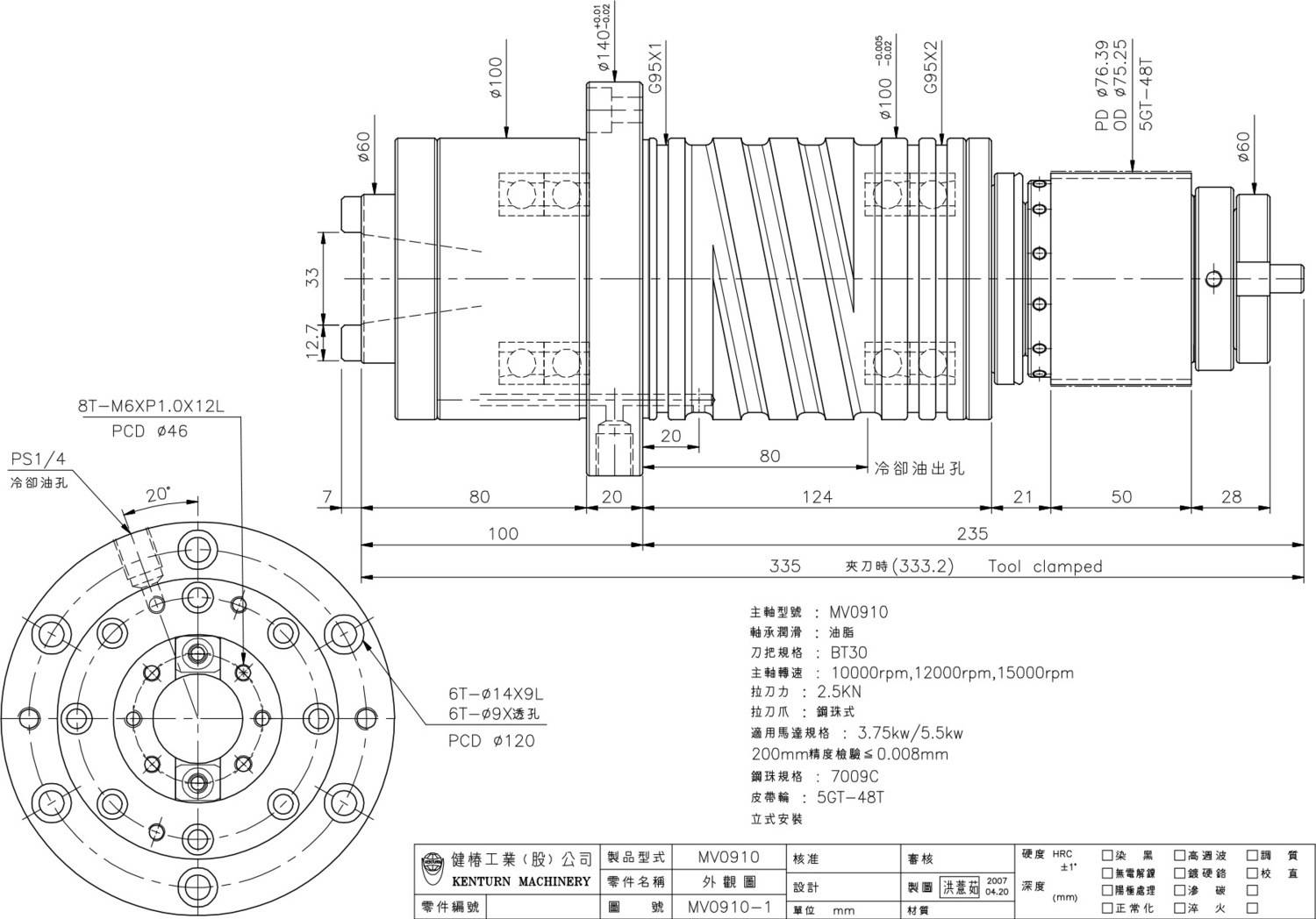
- Ременноприводные шпиндели BT30 для обработки заготовок из черного/цветного металла с частотой вращения 6000 об/мин. Некоторые изделия оснащены автоматической системой замены режущего инструмента;
- Минишпиндели с системами воздушного охлаждения мощностью 300-1050 Вт и частотой вращения до 32000 об/мин. В числе таких изделий представлена продукция компании Kress.
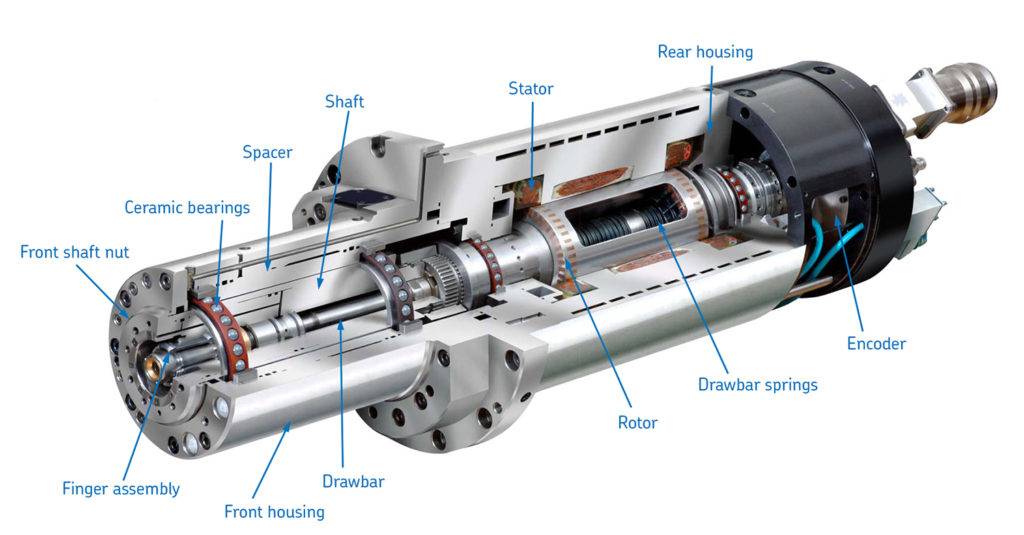
Принцип работы
Работа практически всех станков основана на использовании режущих инструментов. Классическая конструкция шпинделя позволяет проводить надежное крепление инструмента в скоростном или силовом режиме.
Ключевыми особенностями подобного процесса можно назвать следующее:
- Есть возможность существенно повысить показатель производительности, для чего выбирается большая скорость резания. Стоит учитывать, что практически во всех случаях проводится составление технологической карты, в которой и указываются основные параметры: подача, скорость резания и некоторые другие.
- Подобный вариант исполнения шпинделя получил широкое распространение в случае финишного точения или фрезерования на станке. Именно поэтому требуется устройство повышенной мощности.
- В большинстве случаев для передачи вращения устанавливается асинхронный двигатель повышенной мощности. Изменить частоту вращения можно за счет зубчатой или ременной передачи.
- Некоторые конструкции напрямую соединены с валом устанавливаемого электрического двигателя, все промежуточные элементы отсутствуют. В подобном случае слишком большое усилие может стать причиной перегрузки мотора. Однако, отсутствие промежуточного элемента позволяет существенно уменьшить размер инструмента. Поэтому в электрических инструментах установленный двигатель напрямую связан со шпинделем.
Рассматривая принцип работы следует уделить внимание тому, что силовые и скоростные конструкции также имеют различный принцип работы. Силовые установки характеризуются следующими особенностями:
- Устанавливаются специальные переходные втулки конической формы, которые выступают в качестве переходника. Они изготавливаются самыми различными производителями, существенно повышают степень крепления устройства. Втулки подбираются в зависимости от особенностей хвостовика инструмента.
- При установке инструмента хвостовик фиксируется непосредственно во втулке, после чего в отверстии шпинделя. За счет этого обеспечивается равномерное распределение возникающей нагрузки.
Сегодня вал шпинделя токарного станка не соединяется напрямую с мотором. Это связано с тем, что возникающая переменная нагрузка может привести к повреждению электрического двигателя. Чаще всего устанавливается клиноременная передача или комплект шестерен. За счет этого обеспечиваются наиболее безопасные условия эксплуатации.
Применение
На горизонтально-фрезерном оборудовании по металлу делаются в заготовках шпоночные канавки. Они могут делаться несколькими способами в зависимости от используемого инструмента на разном оборудовании – вертикально-фрезерных станках или оборудовании общего назначения, используемого для проведения разноплановых работ по металлу.


Шлицы на валах диаметром до 100 мм делаются за один цикл фрезерования. На более широких валах эта операция может проводиться в два захода. Для чернового фрезерования необходимы делительные механизмы. Они есть на горизонтально-фрезерных, что делает это оборудование более удобным для обработки валов с большим диаметром.
Выбор фрезы для выполнения работ
Продольное фрезерование могут вести многошпиндельные горизонтально-фрезерные станки по металлу с использованием различных фрез, установленных в револьверную головку. При обработке металлических деталей несколькими различными фреза установка инструмента также может осуществляться в отправку, и далее в шпиндель.
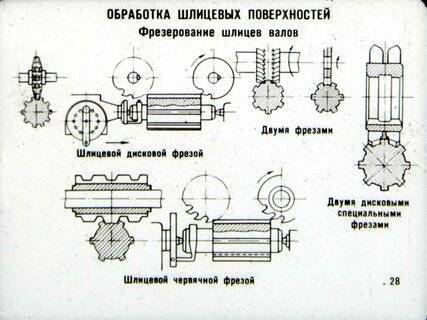
 Фрезерование дисковыми фрезами
Фрезерование дисковыми фрезами
Трёхсторонние дисковые фрезы используются для протачивания шпоночных сквозных пазов. Для достижения большей точности лучше сделать эту работу за один подход. При необходимости создания широкого паза в один приём провести эту операцию сложно. Второй, чистовой проход будет сделан фрезой с большим диаметром. Надёжным будет крепление фрезы при установке её в шпиндель с двумя опорами.
Существуют станки, предназначенные для работы только одним или несколькими видами фрез. Горизонтально-фрезерные, созданные для проведения работ дисковыми и цилиндрическими фрезами имеют дополнительную возможность использования торцевых фрез, что несколько увеличивает сферу, в которой применяется это оборудование.
Общие требования
Работа ручным фрезером по дереву будет более легкой и приятной, изделия получатся нормального качества, если выполнить некоторые условия:
- Фреза должна быть острой. Оценить этот параметр «на глаз» сложно, потому надо ориентироваться на рабочие моменты: если мотор сильно греется и/или обработанная поверхность не гладкая (говорят «грязная»), то фреза тупая. Ее необходимо заменить.
- Обрабатываемая заготовка должна быть прочно и надежно закреплена. Ничего хорошего на прыгающей и дергающейся заготовке вы не получите.
- Заготовки должны быть прочно закреплены. Лучше всего использовать струбцины
- Небольшая глубина съема за один проход. Чем больше древесины вы снимаете за один проход, тем больше нагрузка на фрезу. Это ведет к снижению скорости вращения, что ее больше увеличивает нагрузку. Далее — по кругу. Потому, если необходима большая глубина обработки, лучше ее разбить на несколько проходов.
- При замене фрезы необходимо агрегат обесточить. Причем не переключателем, а вынуть шнур из розетки. Это исключит возможность непроизвольного включения.
Не такие сложные требования, но их выполнение — залог хорошей работы и безопасности. Ну и основное требование — фрезер надо вести ровно, без рывков, толчков. Если ощущается сильное биение — изменяйте частоту вращения. Чаще всего ее надо уменьшить, а вообще стоит ориентироваться на рекомендации производителя (есть на упаковке).

На что обратить внимание при покупке токарного станка
Мощность шпинделя
Мощность шпинделя определяет максимальный съем материала в единицу времени.
Мощный шпиндель обеспечивает высокое усилие резания, позволяя выполнять глубокие резы, тем самым увеличивая скорость съема материала.
Однако скорость съема материала также зависит от типа инструмента, используемой охлаждающей жидкости и скорости вращения шпинделя.
Как правило, для обработки металлов, таких как сталь, требуется шпиндель с большей мощностью, тогда как в случае неметаллов, таких как дерево, предпочтительнее использовать шпиндель с меньшей мощностью.
Скорость вращения шпинделя
Скорость шпинделя определяет число оборотов заготовки.
Для токарной обработки больших заготовок (как правило) требуется высокий крутящий момент и низкоскоростная конфигурация, тогда как для небольших заготовок, таких как деревянные чаши, требуется высокоскоростная и низкоскоростная конфигурация.
Высокоскоростные шпиндели, обычно используемые в токарных станках по дереву, имеют максимальную скорость около 24 000 об/мин.
Однако токарные станки по металлу, подходящие для обработки таких материалов, как термопласты, сталь и другие черные металлы, требуют скорости вращения шпинделя от 6000 до 15000 об/мин.
Кроме того, разные инструменты оптимально работают в разных диапазонах скоростей
Поэтому важно убедиться, что выбранный вами шпиндель обеспечивает оптимальный диапазон скоростей
Размер шпинделя и качество сборки
Размер токарных станков прямо пропорционален размеру шпинделя.
Большие токарные станки требуют большего шпинделя, чтобы выдерживать тяжелые заготовки и соответствующие им нагрузки.
Шпиндели являются одним из основных источников вибраций в токарных станках, поэтому предпочтительнее использовать более прочный и жесткий корпус шпинделя.
Алюминиевый шпиндель рекомендуется для гравировки и обработки мягких материалов, тогда как стальной или чугунный шпиндель идеально подходит для тяжелых условий эксплуатации, таких как обработка твердых металлов.
Шпиндель переменного тока или шпиндель постоянного тока
Шпиндели постоянного тока сравнительно дешевле и безопаснее в использовании, что делает их идеальными для токарных станков для любителей.
В то время как бесщеточные двигатели обеспечивают равномерную мощность, тем самым обеспечивая более гладкую поверхность.
Скоростью шпинделя постоянного тока можно управлять с помощью схемы ШИМ (широтно-импульсной модуляции), которая проще и дешевле по сравнению со схемой управления скоростью для шпинделей переменного тока.
Однако крутящий момент на шпинделях постоянного тока оптимален только в узком диапазоне скоростей, что делает их идеальными для операций, требующих ограниченного диапазона скоростей.
Кроме того, шпиндели постоянного тока лучше подходят для проэктов с низким энергопотреблением, поскольку они имеют более низкое напряжение.
Шпиндели переменного тока имеют более широкий диапазон скоростей, могут использоваться для приложений с высокой мощностью и лучше контролируют скорость при использовании с частотно-регулируемыми приводами. Единственным сдерживающим фактором в данном случае является высокая стоимость.







Подшипники шпинделя
Подшипники имеют решающее значение для определения биения и стабильности вала шпинделя. Большие шпиндели для мощных приложений требуют больших подшипников.
При вращении шпинделя подшипники упираются в стену. Этот эффект преобладает в высокоскоростных приложениях, что приводит к сильному нагреву. Поэтому для таких применений рекомендуется использовать керамические подшипники.
Для обработки твердых материалов следует использовать подшипники с предварительным натягом, так как они достаточно жесткие для выполнения резов на заготовке.
Механизм охлаждения
Шпиндели с водяным охлаждением имеют более длительный срок службы и идеально подходят для выполнения задач с высокой мощностью, требующих 24 000 об/мин или более.
Эти шпиндели полностью герметичны и поэтому имеют более тихую работу.
Как правило, шпиндель с водяным охлаждением идеально подходит для операций, требующих длительной обработки.
Основным недостатком использования шпинделей с водяным охлаждением является влияние климатических условий, так как при низких температурах вода может замерзнуть и заклинить шпиндель. Но это от части решается использованием антифизов.
Шпиндели с воздушным охлаждением идеально подходят для задач, требующих высокого крутящего момента и конфигурации с низкой скоростью.
Однако использование вентилятора приводит к шумной работе.