Шлифовальная головка для токарного станка
» Станок » Шлифовальная головка для токарного станка
Современные тенденции в сфере интеграции комбинированной обработки привели к тому, что на токарных станках также можно проводить шлифование
При выходе проблемы качества на первый план всегда обращают внимание на процесс финишной обработки, который называют шлифованием – выполнение механического воздействия за несколько проходов для уменьшения исходных погрешностей
Провести чистовую обработку при помощи токарного резца с получением качества, как при применении шлифовальных головок, невозможно из-за округления режущей кромки. Также не стоит забывать, что на токарном станке при небольших подачах может возникать вибрация, которая приведет к погрешности.
По этой причине даже при появлении новых материалов, которые могут выдерживать сильное воздействие на протяжении длительного времени и не менять свою форму, шлифование остается основным методом, используемым для получения поверхности высокого класса шероховатости.
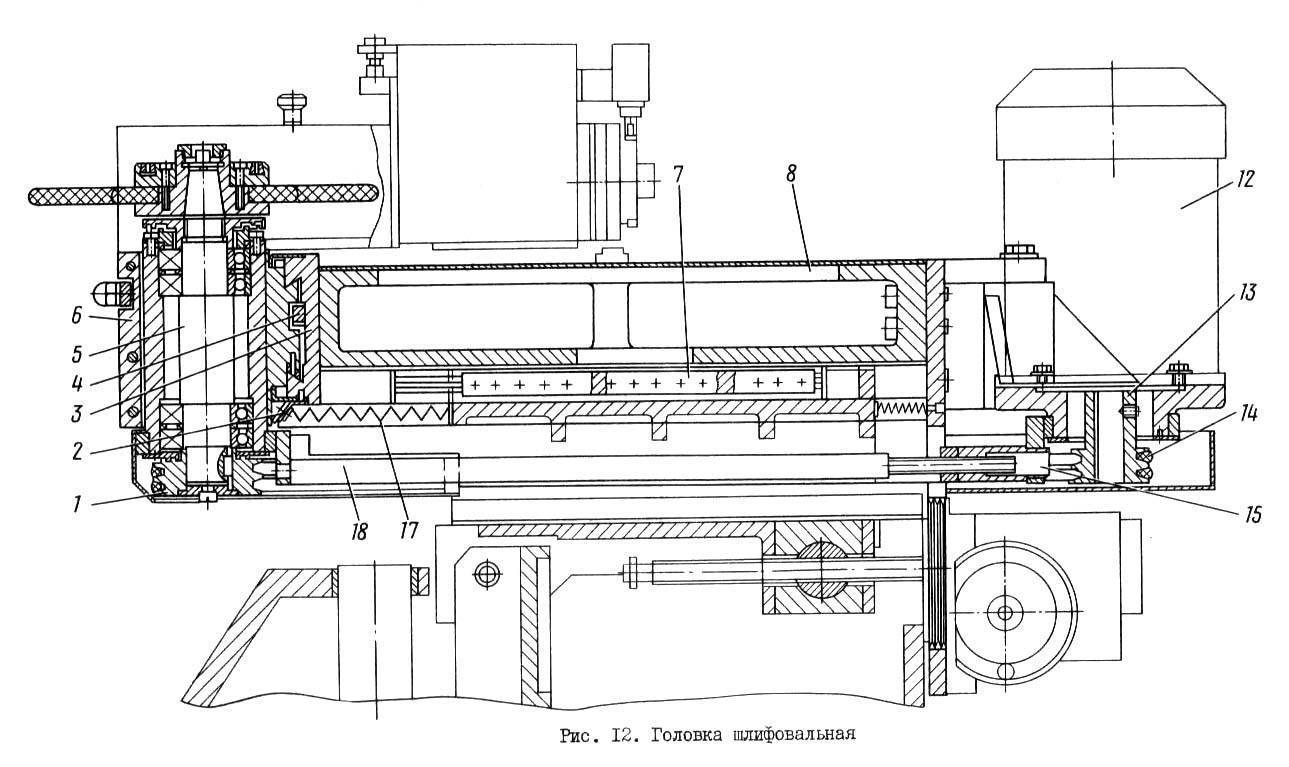
Головка шлифовальная для токарного станка ВГР-150-ЧР
Потребность в шлифовальных головках
Получение тел вращения на токарных станках проводится на протяжении последних нескольких десятилетий. Как правило, шлифование проводилось на другом оборудовании. Этот момент определил следующий технологический процесс:
- выполнение чернового токарного точения для снятия большого слоя металла;
- выполнение чистового токарного точения для подготовки детали к финишному этапу технологического процесса;
- финишная обработка на круглошлифовальном станке.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
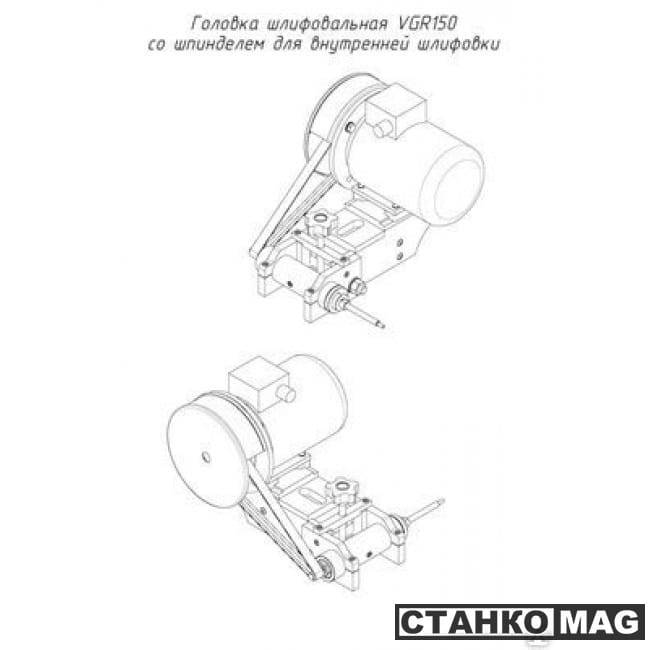
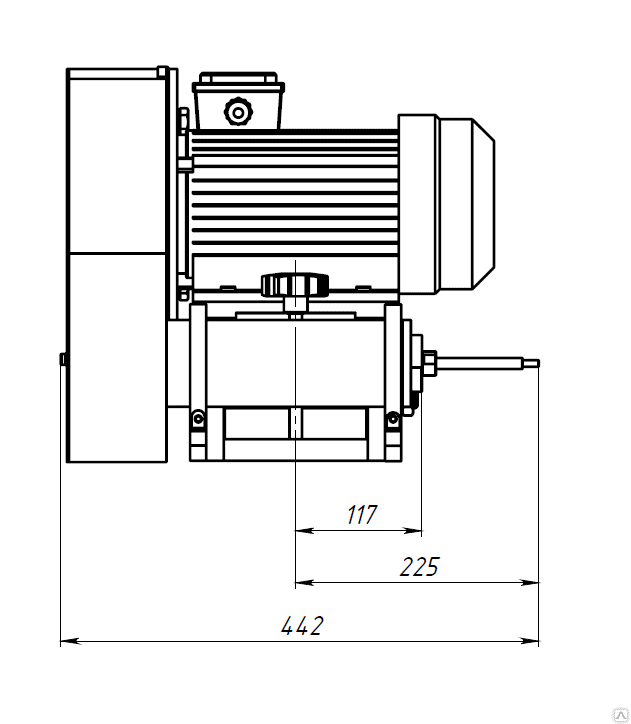
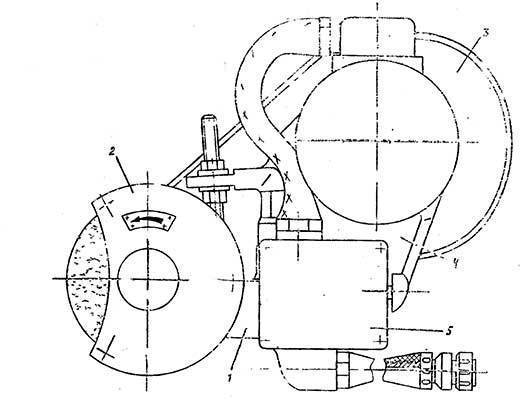
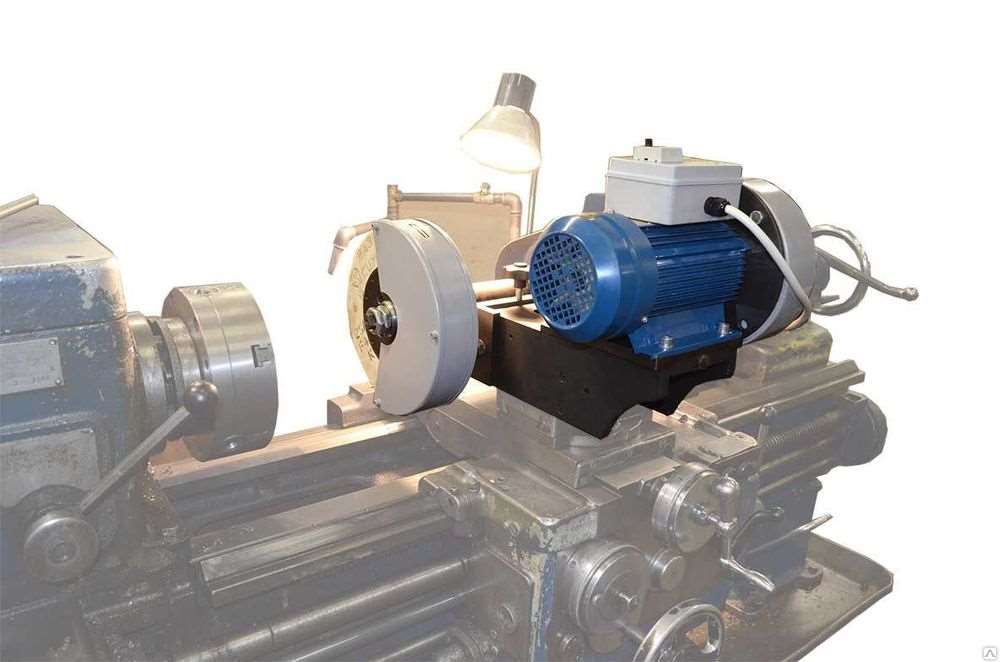
Шлифовальная головка ВГР-150-ВШ предназначена для расширения возможностей токарного станка. Она состоит из следующих частей:
- электродвигатель мощностью 1.1 кВт, подключаемый в электросеть токарного станка;
- станина, устанавливаемая на универсальном токарном станке вместо штатного резцедержателя;
- скоростной шпиндель.
- В этой комплектации головка ВГР-150 имеет один шпиндель для внутренней шлифовки.
- Внутренняя шлифовка производится абразивными шлифовальными насадками диаметром от 8 до 40 мм.
- Внутришлифовальные насадки – шарошки наклеиваются на входящую в комплект шпинделя оправку.
- Шлифовальная головка ВГР-150 устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5мм.
- Поверхность прилегания к основанию 202 х 102 мм.
- Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм.
- Длина паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления ВГР-150 в 40 мм.
- Частота вращения шпинделя для внутреннего шлифования на холостых оборотах при 50Гц – 16 800 об/мин.
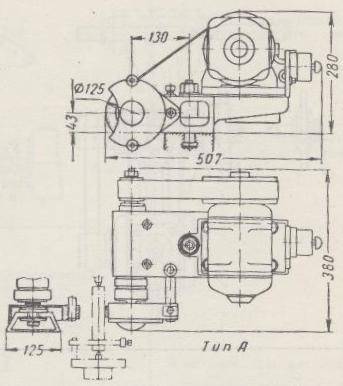
Для расширения возможностей токарного станка выпускается специальная механизированная оснастка – шлифовальная головка ВГР-150. Она состоит из электродвигателя мощностью 1.1 кВт, подключаемого в электросеть токарного станка, станины, устанавливаемой на универсальном токарном станке вместо штатного резцедержателя, и скоростного шпинделя.
В полной комплектации головка ВГР-150 имеет два шпинделя: для наружной шлифовки абразивными кругами диаметром 125 мм и для внутренней шлифовки шарошками диаметром от 8 до 40 мм . Внутришлифовальные шарошки наклеиваются на входящую в комплект шпинделя оправку.
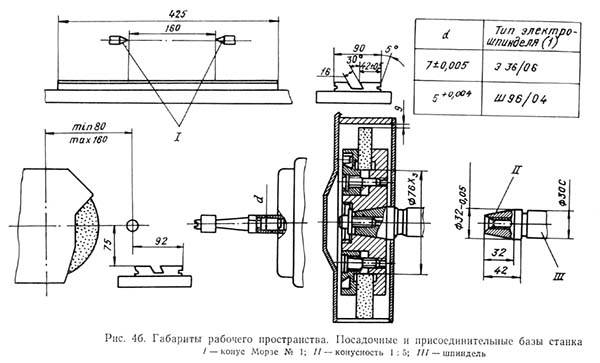
Размер максимального внешнего диаметра шлифовки ограничен продольным перемещением суппорта токарного станка. Если отвести суппорт на себя до упора, прибавить к оси шпильки резцедержателя 167,5 мм (в сторону обрабатываемой детали), то получим место где находится край абразивного круга диаметром 125мм.
Максимальный радиус обрабатываемой детали – это расстояние от этой точки до оси токарного патрона.
Минимальное расстояние от оси резцедержателя, до оси шпинделя шлифовальной бабки составляет 105 мм. Длина паза 40 мм. Соответственно получаем диапазон поперечной фиксации шлифовального приспособления ВГР-150 в 40 мм
Частота вращения шпинделя для наружного шлифования на холостых оборотах при 50Гц – 5000 об/мин. Внутришлифовальный шпиндель вращается со скоростью 16 800 об/мин
Установка на станок: Устанавливается на токарные станки с диаметром шпильки резцедержателя не более 22,5мм. Поверхность прилегания к основанию 202мм х 102 мм.
Технические характеристики
- Мощность двигателя: 1100 Вт
- Напряжение питания: 380 В
- Шпиндель для наружной шлифовки: 125 мм
- Шпиндель для внутренней шлифовки: от 8 до 40 мм
- Масса без оснастки: 30,5 кг
- Габариты: 350 х 500 х 330 мм (со шпинделем для наружной шлифовки)
Посадочное место производтся по размерам заказчика.
ПУ
Основными параметрами, которые задаются программой, являются:
- Скорость работы;
- Максимальное ускорение;
- Направление хода;
- Минимальная и предельная мощность.
Конструктивные особенности станка с ЧПУ дают возможность для автоматизированной или полуавтоматической обработки изготавливаемых деталей. Благодаря программированию основных функций повышается точность работы двигателя. Отсутствие или низкое влияние человека на процесс производства позволяет ускорить механизм работы и повысить жесткость механизмов, повышая их износоустойчивость. Повышению качества изделий способствуют также устранение зазоров в подвижных частях и снижение КПД за счет трения, а также снижение температурных погрешностей за счет программного контроля рабочих температур внутри устройства.
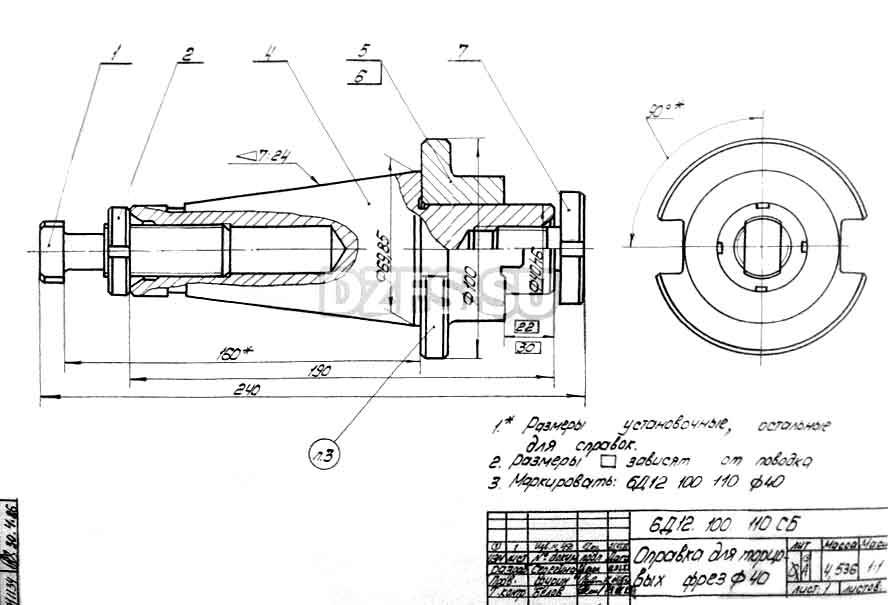
Приспособления для токарного станка по металлу
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
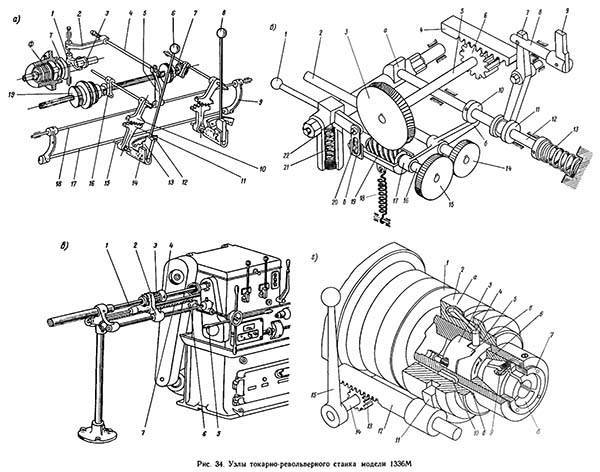
На рисунке выше представлены конструкции центров: а — обыкновенный; б — рифленый; в — с выточкой, г — вращающийся для заготовок с центровыми углублениями; д — вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а — центровые; б — шпиндельная; 1 — стержень; 2 — заготовка; 3 — разрезной элемент; 4 — гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.



Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
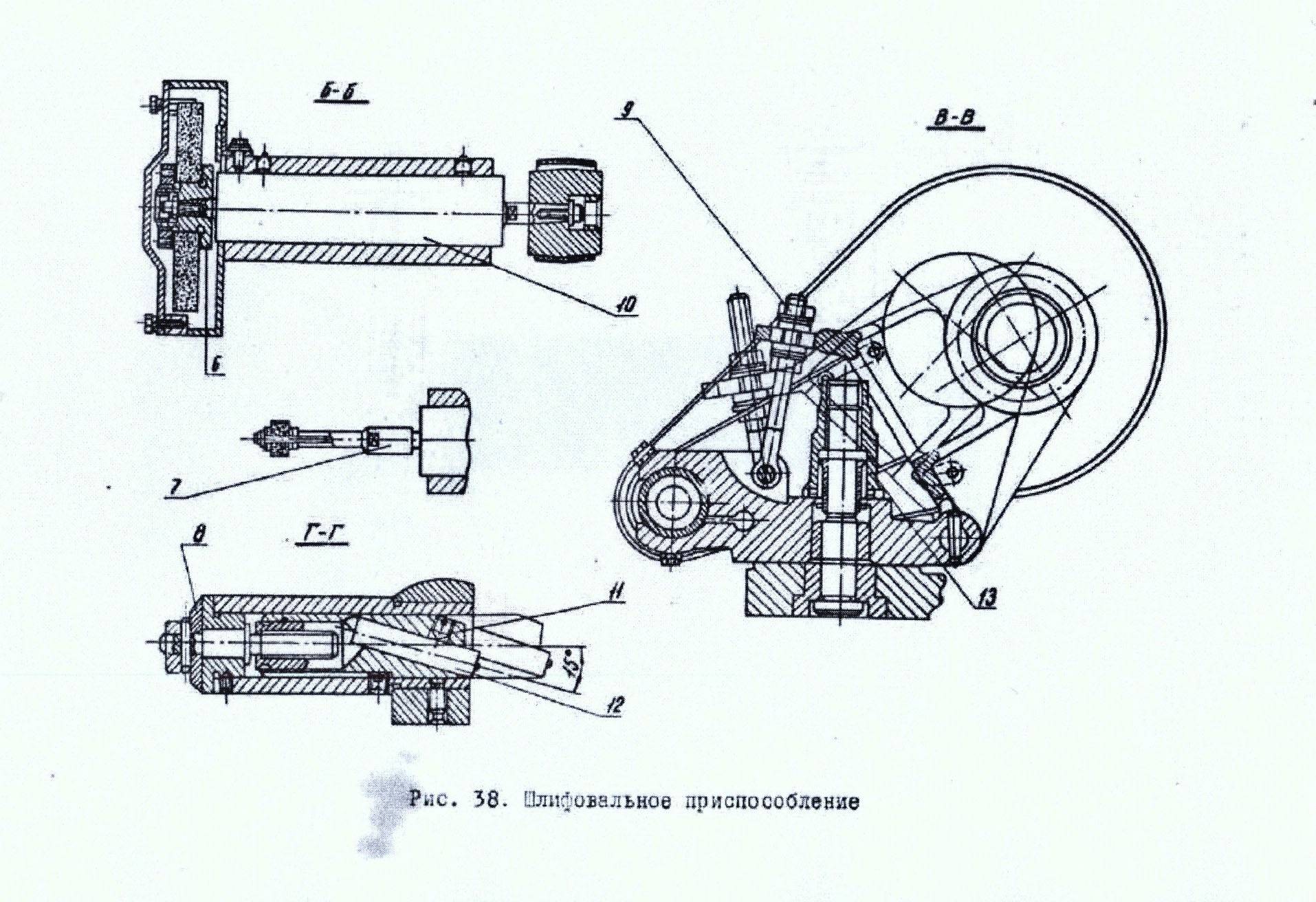
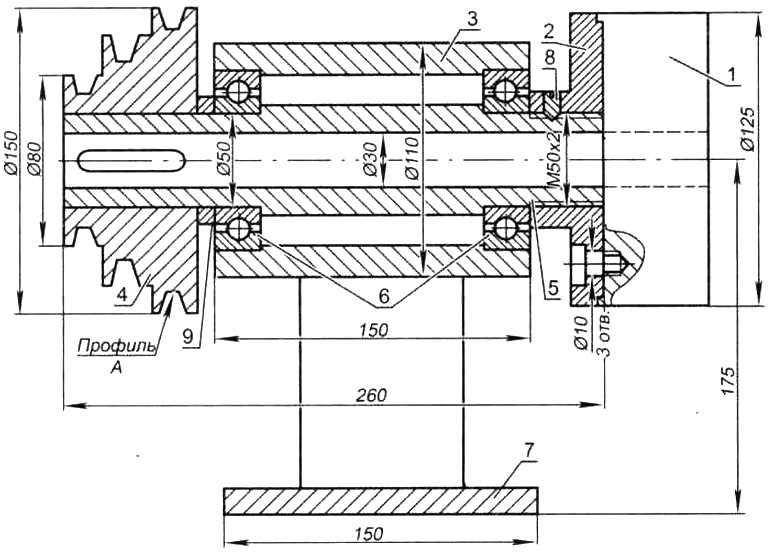
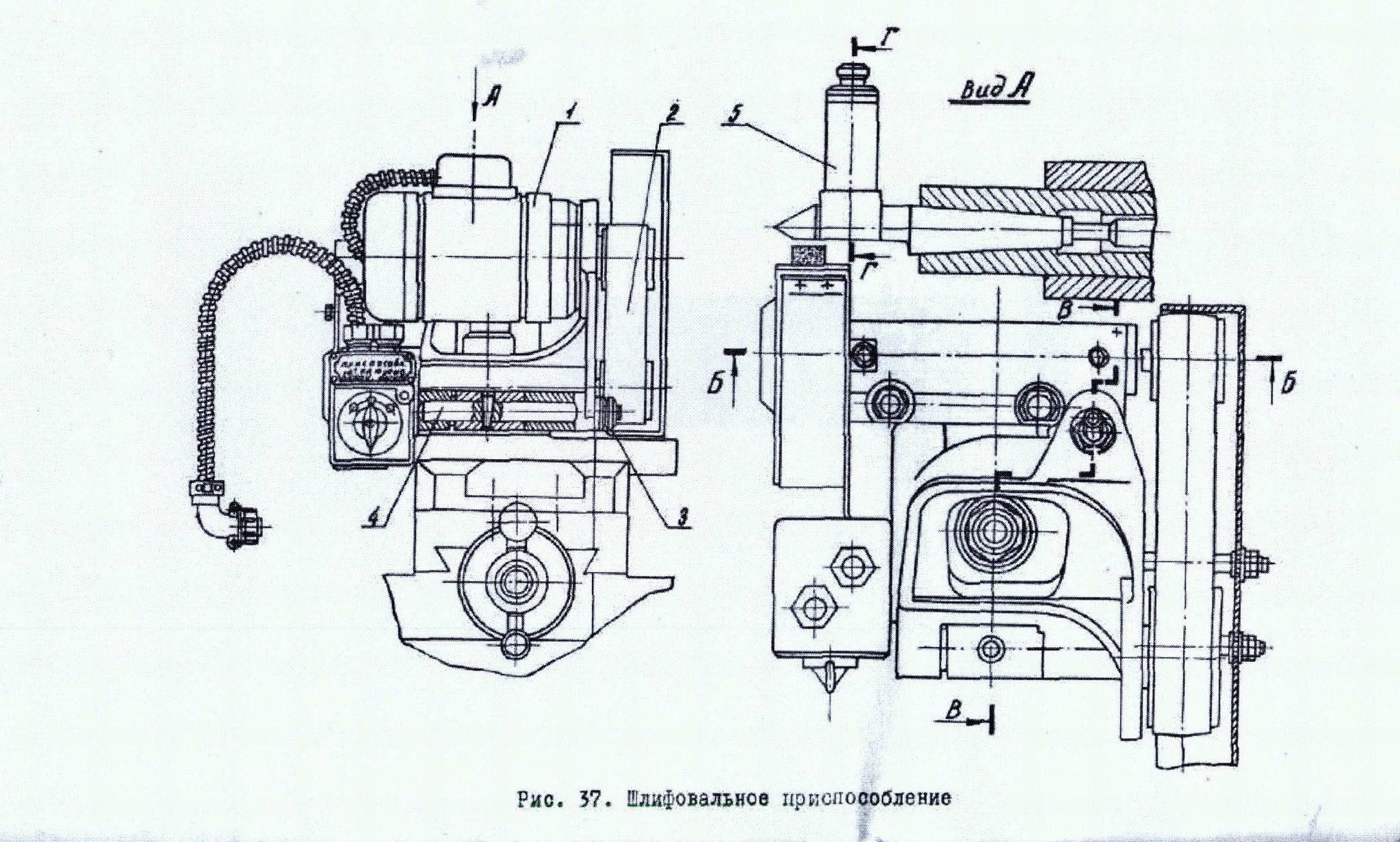
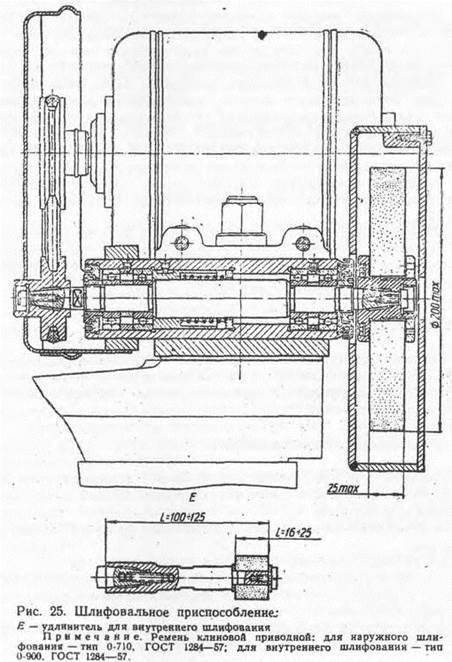
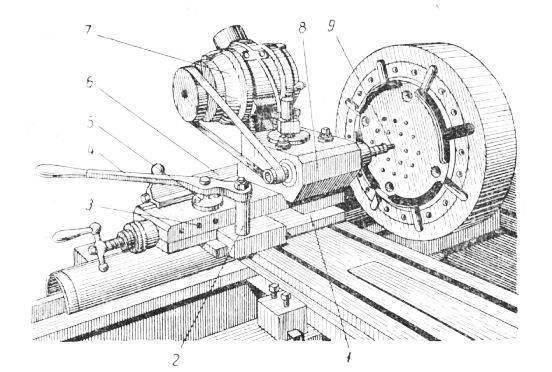
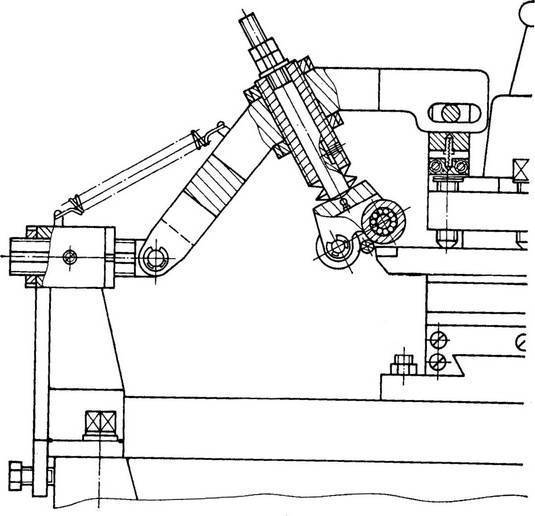
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Головка шлифовальная для токарного станка ВГР-150
Ногинск, ул
Индустриальная, 41 ВНИМАНИЕ: для заезда за тяжелым грузом — проходная на ул Совнархозная. При заказе суммой до 6000 р мы оцениваем в 600 р стоимость доставки до терминала Деловых линий или СДЭК в Ногинске
До других транспортных компаний в Ногинске и Электростали (ПЭК, Энергия и т.д) довоз бесплатно от суммы 10 000, менее этой суммы — 1000 р. Дальнейшая транспортировка — по тарифам транспортной компании
При заказе суммой до 6000 р мы оцениваем в 600 р стоимость доставки до терминала Деловых линий или СДЭК в Ногинске. До других транспортных компаний в Ногинске и Электростали (ПЭК, Энергия и т.д) довоз бесплатно от суммы 10 000, менее этой суммы — 1000 р. Дальнейшая транспортировка — по тарифам транспортной компании.
Стоимость доставки: от 1000 р
Бесплатно при заказе от: при сумме отгрузки выше 20 000 р.
По Москве и Московской области при сумме отгрузки выше 20 000 р. По Ногинску и Электростали при сумме отгрузки выше 10 000 р.
до 100 000 рублей
Все цены указаны без НДС. ООО «Хайтек проект» применяет упрощенную систему налогообложения. При необходимости, если такая имеется у покупателя, о чём он должен сообщить в письменном виде, НДС может быть начислен на цену товара в размере 20% и в последствии перечислен в бюджет.
Расточная головка с автоматической подачей
Автоматические расточные головки – это вспомогательное устройство, предназначенное для расширения технологических возможностей металлорежущих станков. С их помощью можно с высокой точностью производить обработку отверстий, торцевать, растачивать канавки, обрабатывать ступенчатые поверхности, конусы, сферы, выравнивать лицевые поверхности.
Автоматические расточные головки имеют автоматическую радиальную подачу, что делает их еще более универсальными как при обработке отверстий так и наружных поверхностей. У автоматических расточных головок большой диапазон обработки, например, одной расточной головкой можно обрабатывать отверстия диаметром от 5 до 250 мм или от 25 до 350 мм.
Использование автоматических расточных головок позволяет значительно сократить время обработки, увеличить точность и повысить качество обрабатываемой поверхности.
Поскольку установочной поверхностью является посадочный конус с широкой гаммой размеров и типов, то расточную головку можно использовать на различных станках: координатно-расточных, горизонтально-расточных, фрезерных и токарных. Также расточные головки используют на агрегатных станках, на станках с ЧПУ, в обрабатывающих центрах. Компактность расточной головки позволяет хранить ее даже в небольших инструментальных шкафах таких центров.
Установка расточной головки непосредственно на станок может осуществляться вручную или при помощи манипулятора, имеющегося на станке.
Для увеличения срока эксплуатации и повышения качества обрабатываемой поверхности в некоторых расточных головках предусматриваются специальные каналы для подачи СОЖ непосредственно в зону обработки. Это еще и позволяет использовать такую расточную головку на более высоких скоростях резания, что значительно может сократить время обработки. Соответственно и стоимость готового изделия может измениться в меньшую сторону.
Применение автоматической расточной головки избавит и от необходимости использования в большом количестве осевого режущего инструмента (сверл, зенкеров, разверток), так как она является самым универсальным инструментом для обработки отверстий.
| Технические характеристики высокоточной расточной головки с автоматической подачей | |||||
| Диапазон расточки, мм | Диаметр хвостовика резцов, мм | Ход блока скольжения, мм | Точность градуировки, мм | Ручная подача за оборот, мм | Автоматическая подача за оборот, мм |
| 5-250 | 18 | ±15 | 0,005 | 3 | 0,02/0,04/0,06 |
| Расточная головка поставляется с хвостовиками следующих типоразмеров | ||
| DIN 228 (ГОСТ 25557-82) конус Морзе с резьбовым отверстием | ||
| K* | M** | |
| 3 | M12 | |
| 4 | M16 | |
| 5 | M20 | |
| 6 | M24 | |
| DIN 228 (ГОСТ 25557-82) конус Морзе с лапкой | ||
| K* | — | |
| 3 | — | |
| 4 | — | |
| 5 | — | |
| 6 | — | |
| Бриджпорт R8 | ||
| — | *** | |
| — | 7/16″ | |
| Конус 7:24 DIN 2080 (ГОСТ 25827-93 исп.1) | ||
| K* | М** | |
| 30 | М12 | |
| 40 | М16 | |
| 50 | М24 | |
| Конус 7:24 MAS 403-BT | ||
| K* | М** | |
| 30 | М12 | |
| 40 | М16 | |
| 50 | М24 |
Российские токарно-винторезные станки от завода-производителя РСПК Рязань
- ООО «ФЕНИКС», входящий в ГК «РСПК» выполняет работы по шлифовке направляющих станин на продольно-шлифовальных станках немецкой .
- Информацию по вопросам шлифовки вы можете получить, позвонив по телефону или написав на почту:
- Политика нашего предприятия направлена на диалог с партнерами для сокращения сроков согласования вопросов производства и стоимости работ, а также на точное и качественное исполнение технического задания в короткие сроки.
- Мы осуществляем шлифовку станин различных типов станков:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
- Средний срок исполнения работ — пять рабочих дней.
Максимальные параметры обрабатываемых изделий:
- Наибольшая длинна шлифования, мм — 8590
- Ширина стола, мм — 1800
- Проход между стойками, мм — 2020
- Высота шлифования, мм — 1580
- Наибольший вес обрабатываемого изделия, кг — 12500
ООО «ФЕНИКС» готово выполнять работы по шлифовке направляющих любых деталей, которые позволяют исполнить технические возможности нашего оборудования.
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодическом восстановлении геометрии путем шлифовки направляющих.
Шлифовка направляющих станины, она же шлифовка станины токарного станка, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки станин в Рязани.
Цены на шлифовку направляющих станин
Цены на шлифовку станин, кареточных групп, стоек и т.д. >>
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин. Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
Фото процесса шлифовки на 4 метровом станке Waldrich Coburg и ее результаты
Станина токарного станка используется для монтажа узлов, применяемых на станке. Станину изготавливают из чугуна. В итоге получается массивная, прочная и долговечная конструкция, но именно станина подвергается наибольшему износу в процессе эксплуатации станка. Это влияет на точность изготавливаемых на данном станке деталей.
Работа по шлифовке направляющих станины восстанавливает геометрические характеристики станка, а также ликвидирует задиры, забоины, сложные повреждения и иные дефекты. Станина устанавливается на столе и выставляется с использованием индикаторной головки. Оценивается степень износа, прямолинейность направляющих. После чего начинается сам процесс шлифовки.
Головки резьбонарезные , резьбонарезные патроны , оправки для сверлильных станков Optimum
- Позволяет производить нарезание резьб М5 — М12.
- Четырехступенчатая муфта для передачи крутящего момента.
- Встроенный механизм реверсивного хода при смене направления подачи.
- Посадочная поверхность В16.
Резьбонарезная головка предназначена для нарезания резьбы в диапазоне от М5 до М12 метчиками. Резьбонарезная головка имеет регулируемую предохранительную муфту, предотвращая поломку метчиков, по достижению предельно-допустимых усилий, головка останавливается и достаточно подать резьбонарезную головку назад по оси, как включается реверсивный ход с удвоенной скоростью. Используя резьбонарезную головку,



хода шпинделя.
можно использовать станок без реверсивного
М7
М12
М20
и
В зажимном патроне имеется устройство для осевой компенсации шага резьбы. Быстросменные вставки оснащены устройством защиты от перегрузок (для предотвращения поломки метчика). Комплектация: Патрон резьбонарезной КМ2, d 19мм Предохранительные головки d 19мм, для метчиков: М3, М4, М5, М6, М8, М10, М12. Ключ для головок.
| M5- | M8- | ||
| Диапазон нарезаемой резьбы | 2-7мм | ||
| Оправки Морзе в комплекте | 2 и 3 | ||
| модификация конуса | лапка | лапка | лапка |
| Артикул | 335 2043 | ||
| Цена,руб. | 22 643 | ||
| Наличие | |||
| склад | склад | склад | |
| Модель | K2L-3-12 | K3L-3-12 | K3L-12-24 |
| Диапазон резьбы | M3-M12 | M3-M12 | M12-M24 |
| Хвостовик патрона | KM2 лапка | KM3 лапка | KM3 лапка |
| Цанги |
в комплекте
| 7шт | 7шт | 7шт | |
| Артикул | П30205 | П40206 | П50207 |
| Цена,руб. | 18 440 | 18 287 | 25 487 |
| Наличие | на складе | на складе | на складе |
| Модель | K4L-3-12 | K4L-12-24 |
| Диапазон резьбы | M3-M12 | M12-M24 |
| Хвостовик патрона | KM4 лапка | KM4 лапка |
| Цанги |
в комплекте
В ВЕРХ[]
ПАТРОН РЕЗЬБОНАРЕЗНОЙ В НАБОРЕ
| 7шт | 7шт | |
| Артикул | П80534 | П60208 |
| Цена,руб. | 18 520 | 25 487 |
| Наличие | на складе | на складе |
| Модель | K2-3-12 | K2-3-12 |
| Диапазон резьбы | M3-M12 | M3-M12 |
| Хвостовик патрона | KM2 | KM2 |
| Цанги |
в комплекте
| 7шт | 7шт | |
| Артикул | П | П88150 |
| Цена,руб. | 18 440 | 18 440 |
| Наличие | на складе | на складе |
| Модель | K3-12-24 | K4-12-24 |
| Диапазон резьбы | M12-M24 | M12-M24 |
| Хвостовик патрона | KM3 | KM4 |
| Цанги |
в комплекте
В ВЕРХ[]
ПАТРОН РЕЗЬБОНАРЕЗНОЙ В НАБОРЕ ЧПУ
Комплектация: Патрон резьбонарезной с с хв-ком 7:24-40BT (MAS 403), d 19мм Предохранительные головки d 19мм, для метчиков: М3, М4, М5, М6, М8, М10, М12. Ключ для головок.
| 7шт | 7шт | |
| Артикул | П98159 | П09105 |
| Цена,руб. | 18 642 | 25 487 |
| Наличие | на складе | на складе |
| Модель | BT40-3-12 | BT40-12-24 |
| Диапазон резьбы | M3-M12 | M12-M24 |
| Хвостовик патрона | 7:24-40(BT40) ЧПУ | 7:24-40(BT40) ЧПУ |
| Цанги |
в комплекте
В ВЕРХ[]
ГОЛОВКА РЕЗЬБОНАРЕЗНАЯ ПРЕДОХРАНИТЕЛЬНАЯ
Для метчиков
Применяются совместно с патронами резьбонарезными. Предназначены для крепления правых метчиков по ГОСТ 3266-81.
| 7шт | 7шт | ||||
| Артикул | П58105 | П68105 | |||
| Цена, руб. | 22 670 | 24 240 | |||
| Наличие | на складе | на складе | |||
| M3 | M4 | M5 | M6 | M8 | |
| Ø патрона мм. | 19 | 19 | 19 | 19 | 19 |
| Артикул | П 19105 | П 29105 | П 39105 | П 49105 | П 59105 |
| Цена,руб. | 3 625 | 3 625 | 3 625 | 3 625 | 3 625 |
| Наличие | |||||
| склад | склад | склад | склад | склад | |
| Метчик | M10 | M12 | M14 | M16 | M20 |
| Ø патрона мм. | 19 | 19 | 19 | 30 | 30 |
| Артикул | П 69105 | П 79105 | П 89105 | П 99105 | П 00205 |
| Цена,руб. | 3 625 | 3 625 | 3 625 | 3 625 | 3 625 |
| Наличие | склад | склад | склад | склад | склад |
Шлифовальная головка ВГР 150
Существует несколько распространенных моделей головок для круглого шлифования, посреди которых отметим ВГР 150. Она содержит следующие характерности:
- поставляется со шпинделем для наружного шлифования с диаметром круга 125 миллиметров;
- версия ВГР 150 также может применяться для шлифования поверхностей находящихся внутри с кругом диаметром от 8 до 40 миллиметров;
- установки модели можно провести на станке токарной группы с диаметром шпильки под резцедержатель не больше 22,5 миллиметров. при этом станина ВГР 150 имеет поверхность примыкания 202 на 102 миллиметра;
- при наружном шлифовании критерий частоты оборотов шпинделя на холостом ходу составляет 5000 оборотов в минуту, для внутреннего – 16 800 оборотов в минуту на холостом ходу. во время работы критерий может значительно понижаться, что зависит от значения поперечной подачи. при сильной подаче есть вероятность проскальзывания ремня на установленных шкивах, что дает возможность исключить вероятность смещения выходного вала электрического двигателя относительно обмоток, а еще его деформации;
- приводные валы ВГР 150 установлены на прецизионных подшипниках;
- шпиндельная втулка и моторная база имеет возможность регулировки, что в большей степени увеличивает многосторонность устройства;
- с помощью ременой передачи можно проводить регулировку частоты вращения круга в зависимости от задач, в основном, есть 2 передачи;
- применять ВГР 150 можно для получения размеров с точностью в границах от 0,01 до 0,02 миллиметров. данный момент определяет то, что модель 150 и 200 могут применяться для получения поверхности высокой чистоты.
Самый большой диаметральный размер заготовки во время использования ВГР 150 исчерпывается продольным перемещением суппорта и зависит от свойств токарного станка.
Сталь и чугун с помощью рассматриваемой оснастки могут пройти процесс завершальной обработки на токарном станке. При этом можно достичь аналогичный критерий шероховатости, как и во время использования круглошлифовального оборудования. Модель 200 выделяется от рассматриваемой мощностью поставленного электрического двигателя и самыми большими диаметральными размерами устанавливаемых кругов. Таким образом можно уменьшить стоимость производства деталей за счёт увеличения многофункциональности оборудования которое применяется. При этом напомним, что оснастка подойдёт для старого и нового токарного оборудования, так как имеет универсальное использование.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
Источник
Оглавление
Токарные станки используются для обработки деталей цилиндрической формы. Они включают в себя множество разновидностей, которые отличаются по размеру и наличию дополнительных функций. Такие промышленные модели как, токарный станок 16К20 очень распространены и широко используются в современной промышленности. Чтобы устройство нормально функционировало, требуется знать все особенности его деталей.




Станина токарного станка служит для закрепления практически всех механизмов и узлов, которые применяются на данном оборудовании. Зачастую ее отливают из чугуна, чтобы получить массивную и прочную конструкцию, которая смогла прослужить длительный срок. Это связано с тем, что она будет подвергаться большим нагрузкам. Не стоит также забывать об устойчивости, так как массивные большие модели используют огромную энергию во время работы и основание должно хорошо сопротивляться нагрузкам.

фото:станина токарного станка
Станина и направляющие станка крепятся при помощи болтов к тумбам или парным ножкам. Если устройство короткое, то применяется две стойки. Чем оно длиннее, тем больше стоек может потребоваться. Большинство тумб имеет дверцы, что позволяет их использовать в качестве ящиков. К направляющим следует очень внимательно относиться и оберегать их возможности повреждения. Не желательно оставлять на них инструменты, заготовки и прочие изделия. если все же приходится располагать на них металлические предметы, то перед этим следует положить деревянную подкладку. Для лучшего ухода, перед каждым применением станка, станину требуется протирать и смазывать. Когда работа завершена, следует удалять с нее стружку, грязь и прочие лишние предметы.
Особенности конструкции станины металлорежущих станков могут отличаться в зависимости о конкретной модели, так как они разрабатываются для удобного и безопасного размещения всех узлов оборудования. Но основные положения во многих случаях остаются одинаковыми, так что на примере популярных моделей можно рассмотреть основы.
Устройство чугунной станины
фото:устройство чугунной станины
- Продольное ребро;
- Продольное ребро;
- Поперечное ребро, служащее для связи продольных ребер;
- Призматические направляющие продольных ребер;
- Плоские направляющие, которые служат для установки задней и передней бабки, а также для передвижения по ним суппорта;
Стоит отметить, что у направляющих станины поперечное сечение может иметь различные формы. Обязательным правилом является соблюдение параллельного расположения, так что все должно быть равноудаленным от оси центров. Это требует точной фрезеровки или строгания. После этого осуществляется операция по шлифовке и шабрению. Все это обеспечивает точную обработку изделий, а также ликвидацию проблем с передвижением суппорта и возникновением толчков.
Маркировки
- Две латинские буквы WR указывают на то, что форма тела имеет цилиндро-сферический вид.
- Два двузначных числа, где первое отображает внешний диаметр абразива в миллиметрах, второе – ширину головки в миллиметрах.
- Третья позиция – это цифра или дробь, которые указывают, какой диаметр имеет хвостовик изделия.
- Заглавные латинские буквы третьей позиции ADW говорят о том, что материалом абразива является смешанный корунд.
- Далее идет зернистость, то есть 30 – это размер зерна.
- Следующий показатель указывает на степень твердости материала.
- За ним отображена плотность: чем больше цифра, тем пористей будет структура.
- Последняя латинская буква указывает на тип связки, где V – это керамика.
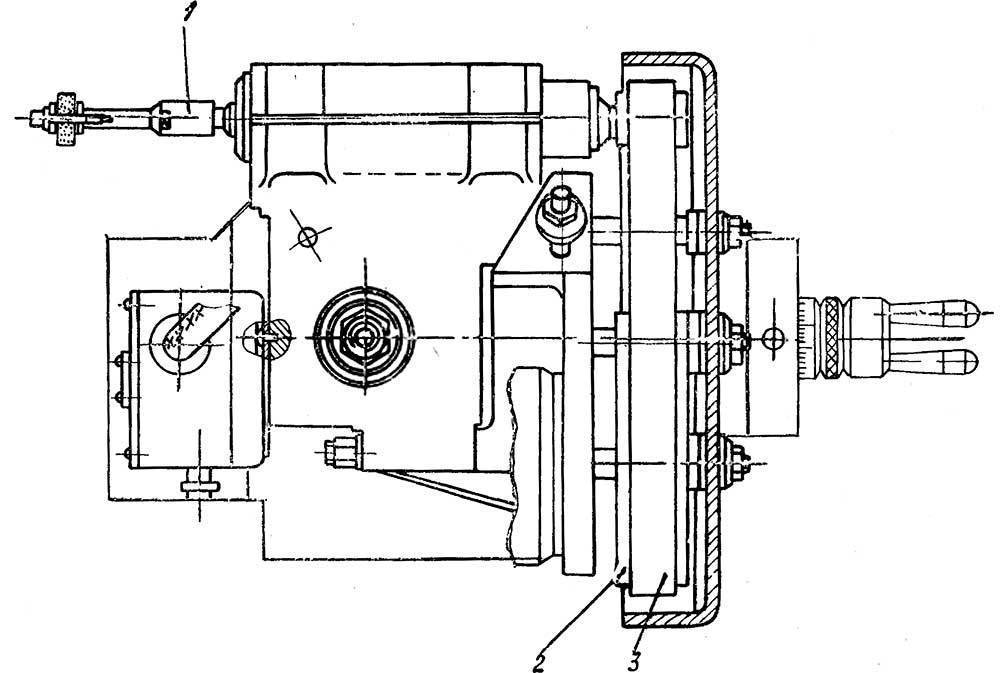
УГ9321.0300.000 Инструментальный диск шестипозиционный револьверной головки

Инструментальный диск револьверной головки УГ9321

Инструментальный диск револьверной головки УГ9321
Использование головок при центровых работах
На головках УГ9324 и УГ9325 инструмент для центровых работ устанавливается с помощью вспомогательных втулок в расточки инструментального диска.
Подача СОЖ осуществляется в рабочей позиции через вспомогательные втулки.
На головках УГ9321 (рис.5) инструмент для центровых работ устанавливается в блоки (I), которые монтируются на торцевой поверхности инструментальной головки в позициях 1,3,5. При установке блока необходимо вывернуть пробку 2 и, в случае работы с СОЖ, ослабить винт 4, вынуть шарик 3 и ввернуть пробку 2 в резьбу 5.
Диски инструментальные восьмипозиционные предназначены для установки резцедержателей с цилиндрическим хвостовиком ГОСТ 24900 (DIN 69880) диаметром 40 мм.
Диски изготавливаются с припусками в отверстиях под инструмент с диаметрами D4.
Окончательная обработка отверстий D4 в размер 40Н7 производится по месту с установкой на конкретной делительной головке.
Диски инструментальные изготавливаются на ОАО «Барановичский завод станкопринадлежностей» — производителе универсальной зажимной технологической оснастки, для комплектации металлорежущих станков.