Плюсы самостоятельной сборки станка
В домашнем хозяйстве токарная установка — это незаменимая вещь. Конечно, лучше купить промышленный агрегат, который будет надёжен и долговечен, но это дорогостоящая вещь. Кроме того, промышленная установка громоздкая, поместить её в жилом помещении не получится.
Сборка станка — это хороший вариант для экономии денег и пространства. Он будет не такой функциональный, но отлично справится с обработкой металлических деталей, нарезкой резьбы, накаткой рифлёных поверхностей и созданием необходимой геометрической формы.
Такое приспособление способен освоить даже новичок токарного дела. Лёгкое управление позволяет управляться с металлическими деталями без посторонней помощи и постоянных вопросов. Минимальные габариты умещают такой агрегат на небольшом столе, а материалы, из которых он собран, легко заменить новыми в случае поломки.
Самодельная сборка расширяет выбор типа установки и делает его многофункциональным в плане обработки различных материалов. Некоторые станки подходят для обработки древесины, в то время как другие лучше справляются с металлическим материалом разного качества
На этом этапе важно определиться со своими предпочтениями и целями, для которых он будет использоваться
Планово предупредительный ремонт
ППР (планово предупредительный ремонт) – подразумевает под собой все действия по сохранению рабочей мощности токарного станка. При уходе за оборудованием, его технические характеристики будут соответствовать заявленным в паспорте.
Для каждого токарного станка нужно составить график, который будет учитывать заявленные в паспорте данные и особенности режима работы. В графике должны быть четко прописаны интервалы между проведением работ по техническому уходу (смазке, уборке, контролю масел), замене непригодных деталей и системой промывки узлов.

Также в план оборудования вносятся профилактические, текущие и капитальные ремонты. Причем необходимо вносить как малые, так и средние текущие работы.
Когда проводить обслуживание и ремонт?
Все производители токарного оборудования в плане технического обслуживания указывают такие работы:
- Соблюдение правил эксплуатации механизмов управления станка.
- Правильная организация рабочего места с ограничениями.
- Слежка за чистотой и целостностью смазочной системы и емкостей.
- Контроль за уровнем масла в оборудовании.
- Устранение небольших поломок.
- Регулировка разных систем станка.
Все эти обязанности не нуждаются в выделении отдельного дня, они проводятся быстро и могут поводиться в обеденные перерывы или при передаче работы другой смене. Переналаживать токарный станок лучше в выходной день. Если в штате есть специалист с допуском на наладку оборудования, то он легко справиться с подобной задачей. Если же такого в штате нет, то наладку оборудования лучше передать в обязанности ремонтно-наладочной бригады.
Частью планово предупредительного ремонта является ежедневный уход по очистке и настройке станка после завершения работы. Если предприятие работает в несколько смен, ППР советуют проводить каждые 8 часов.
Также стоит учесть, что на предприятии, где используются токарные установки и посменный график работы, в штате должна быть ремонтно-наладочная бригада, в составе которой есть механики, смазчики, электрики, шорники и слесари. Именно эта бригада будет отвечать за работоспособность оборудования и качество производимой продукции.
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Такелаж токарного станка
Такелажные работы включают: погрузку, перемещение, разгрузку оборудования.
Токарный станок имеет большую массу. Поэтому во время работ необходимо соблюдать правила технической безопасности. Токарные станки имеют вес от 300 кг до 5 тонн
Перед тем как начать такелаж станка, нужно сделать точные технические расчеты, замеры агрегатов и проемов, учесть технические характеристики оборудования. Составить план перевозки, чтобы не загромоздить площадку, где планируется монтажу токарного станка, и не парализовать производство.
Опытные специалисты нашей компании произведут профессиональный такелаж токарного станка с применением подъемного оборудования и оснащения (талрепы, канаты, ремни, стропы, цепи, тележки, автопогрузчики и автокраны).
Основные правила такелажных работ:
- Рабочее пространство необходимо оснастить настилами, стеллажами для запчастей;
- Крупногабаритные элементы экранизируются деревянной рамкой с наклеиванием сигнальных флажков;
- Движущиеся агрегаты фиксируются в статичном неподвижном состоянии;
- Вспомогательные детали (гайки, крепежи) фасуются в отдельные чехлы с бирками.
Установка фрезерных станков на фундаменты.
Установку фрезерных станков на обычные фундаменты необходимо производить после затвердевания бетона. Перед установкой станка фундамент должен быть размечен по габаритным размерам станка в плане.
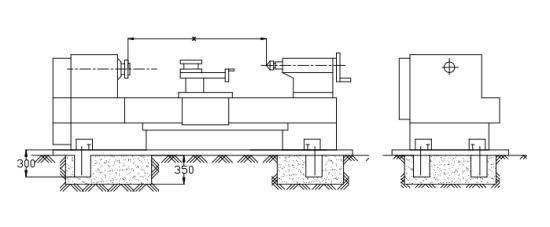
Из-за недостаточной плоскостности фундамента следует использовать металлические прокладки толщиной 3—10 мм или стальные клинья с уклоном 4—5° (рис. 65, а), количество и расположение которых указывается в чертеже. Обычно клинья рекомендуется устанавливать по периметру станины через 500—700 мм друг от друга.
Проверку горизонтальности станка в продольной и поперечной плоскостях выполняют по устанавливаемым в нескольких местах уровням и подбивкой клиньев добиваются, чтобы точность установки соответствовала нормируемой, т. е. 0,04 мм на 1000 мм длины станины.
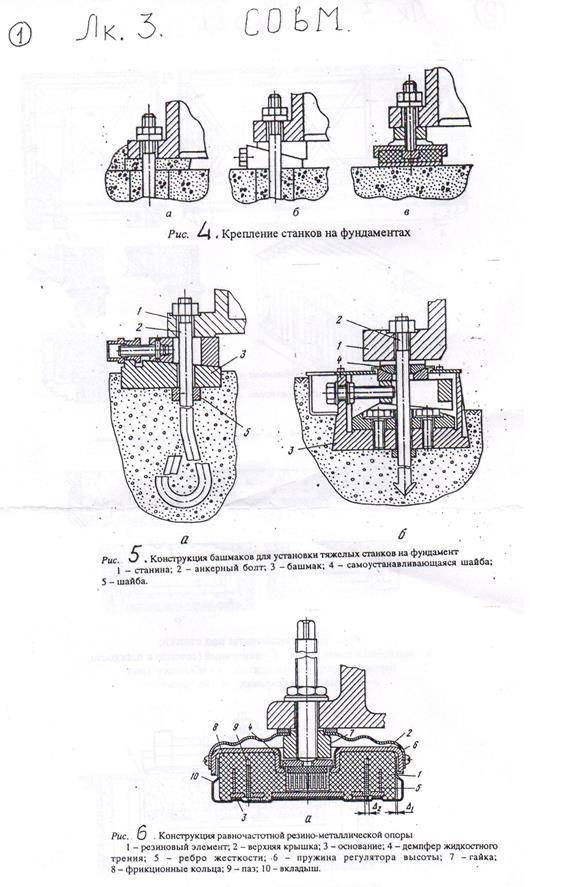
Рис. 65. Регулировка положения станка на фундаменте:
а — вбиванием клина молотком, б — перемещением клина винтом; 1 — станина, 2 — клин, 3 — подошва клина, 4 — фундамент
Тяжелые фрезерные станки монтируют на башмаках (рис. 65, б), представляющих собой регулируемые винтом двойные клинья.
После окончательной выверки станков затягивают болты или под опорную поверхность станины заливают цементный раствор.
Фрезерные станки с ЧПУ, в том числе и фрезерно-сверлильно-расточные станки с ЧПУ и автоматической сменой инструментов (обрабатывающие центры), устанавливают на фундаменты с закреплением анкерными болтами или на виброопоры (легкие станки) (рис. 66).
Рис. 66. Установка фрезерного станка на фундаменте:
а — с креплением фундаментными болтами, б — на виброопоры
Рис. 67. Резинометаллические виброопоры:
а — равночастотная, б — упруго-жесткая; 1 — упорный винт, 2 — резьбовая регулировочная втулка
В настоящее время известно большое количество виброопор, различающихся материалом упругого элемента (резиновые, резинометаллические, металлические с пружинами из фетра, пробки и т. п.) и конструктивным решением. Среди резинометаллических опор наиболее распространенными являются равночастотные опоры ЭВ-31 и ОВ-33 (рис. 67, а).
Для равночастотных опор жесткость примерно пропорциональна нагрузке, и поэтому частота собственных колебаний станка мало зависит от нагрузки на опору. Это существенно упрощает подбор опор, так как не нужно вычислять опорные реакции от массы станка, а требуется лишь определить, не превышает ли нагрузка на опору предельно допустимую. Преимуществами равночастотных опор по сравнению с опорами с линейной характеристикой является и то, что изменение массы детали или перемещение тяжелых узлов станка не вызывает перегрузки опор. Поэтому один типоразмер может использоваться для установки разных машин.
Для изменения жесткости опоры в различных направлениях, а это особенно важно для станков с тяжелыми реверсируемыми узлами или работающих с ударными нагрузками, в опору можно вставлять специальный вкладыш. Виброопоры имеют устройство для выверки станка по уровню; для различных опор величина регулировки по высоте колеблется от 8 до 15 мм. Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола
Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола
Срок службы виброопор составляет не менее 10 лет
Специальная конструкция нижнего основания опор обеспечивает хорошее сцепление с поверхностью пола. Срок службы виброопор составляет не менее 10 лет.






Точность установки станка на резинометаллических опорах из-за ползучести резины с течением времени теряется. Для уменьшения потери точности на опорах следует закреплять контргайки, а через три-четыре дня после установки повторно выверять станки по уровню. Выверка станка производится при среднем положении подвижных узлов.
Станок, установленный на упругих опорах, может наклоняться при перемещении подвижных узлов. Поэтому при проверке установки станка на его соответствие нормам точности необходимо использовать два уровня — один устанавливать на недеформируемую часть станины для регистрации общего наклона станка на опорах, другой —на неподвижном узле станка. Выверка производится по разности показаний этих уровней.
При значительных углах наклона целесообразно применять упруго-жесткие опоры (рис. 67,б), позволяющие без изменения базирования станка быстро переходить от упругой установки к жесткой.
Это достигается вращением винта 1 до упора его в основание; регулировка по высоте выполняется вращением резьбовой втулки 2.
Источник
Что такое наладка станка с ЧПУ?

Наладка ЧПУ представляет собой завершающий этап приведения станка в рабочее состояние и включает настройку системы на выполнение конкретных операций. Эту сложную задачу выполняет квалифицированный наладчик. В его обязанности входит введение программы, запуск управляющей системы, проверка ее функционирования. При необходимости проводится корректировка управляющей программы (УП) и всего программного обеспечения (ПО). Наладка обязательно производится на нескольких режимах.
Наладка и настройка станка с ЧПУ осуществляются в строгой последовательности: установка оборудования, монтаж приспособлений и механизмов, проведение настройки размеров, введение УП, тестовая обработка заготовки, оценка работы УП и корректировка ее. Процедура внесения коррекции получила название «подналадка».
Большинство станков с ЧПУ обладают универсальностью, т. е. предназначены для проведения разнообразных операций. На каждую операцию предусмотрена своя УП и конкретные режимы работы. Для того чтобы не проводить наладку и настройку ЧПУ при каждом переходе на новое задание, применяются 2 способа сохранения настроечных сведений – карта наладки и комментарии к УП.
Основания под металлообрабатывающие станки
Металлорежущие станки отличаются большим числом разновидностей. С помощью их выполняют самые разные операции. Обычно их масса не превышает 25 тонн. Только уникальные машины имеют больший вес.
Рассчитывать габариты оснований можно по специальным таблицам. Они ускоряют и упрощают выполнение вычислений. Пример такой таблицы представлен ниже. В ней приведены формулы расчета высоты фундаментной конструкции под разные группы металлорежущих станков в зависимости от длины (L) основы, выражаемой в метрах.
| № | Названия станков | Высота основания, м |
|---|---|---|
| 1 | Токарные полуавтоматические и автоматические | 0,2*√ L |
| 2 | Токарные горизонтально-протяжные | 0,2*√ L |
| 3 | Карусельно-фрезерные и обычные фрезерные горизонтальные и вертикальные | 0,6*√ L |
| 4 | Карусельные (автоматы и полуавтоматы вертикальные) | 0,6*√ L |
Площадь основания в упрощенном случае под металлорежущие станки определяют по аналогичному параметру станины устанавливаемого механизма. Высоту бетонных конструкций рассчитывают по таблице выше. При этом для станков прецизионных вносят поправку в виде коэффициента 1,2. На него умножают рассчитанное табличное значение толщины основы.
Нужно учитывать, что расстояние от крепежных анкеров до граней основания, следует оставлять более 12 см, а от станины механизма – не меньше 10 см.
Если устанавливаются нетяжелые станки (массой максимум 4 т), например, сверлильные, зуборезные, фрезерные, то достаточно возвести под них основу 25 см высотой. При этом можно армирование не проводить.
Когда масса монтируемого оборудования составляет больше, чем 12 т или станки создают сильные динамические нагрузки во время своей работы (например, поперечно-строгальные, долбежные), то укладывают арматуру. Это делают перед заливкой бетона. Используют очень часто в работе прутья стальной арматуры (сечением 6-8 мм). Из них делают сетку с ячейками примерно 15 на 15 см. При этом расстояние от станины до арматуры должно быть около 5 см.
Проектирование фундаментных конструкций
Проектирование фундаментов под оборудование – это первоначальный этап их строительства, который выполняется по техническому заданию. Все расчеты проводятся при этом согласно действующим строительным нормам и правилам.
Фундамент под группу механизмов
Исходными данными для проведения нужных вычислений для определения эксплуатационных параметров опорной конструкции являются:
- характеристика грунта (глубина промерзания, структура, расположение подземных вод, несущие способности и прочие параметры);
- действующая статическая нагрузка;
- расчетные динамические силы (величина вибраций);
- опорная площадь станины агрегата;
- температурный режим эксплуатации воздвигаемой основы;
- условия эксплуатации устанавливаемых механизмов, а также их рабочий режим;
- характер окружающей машину застройки (показывает действие внешних сил на создаваемую опору).
Проект также должен учитывать наличие агрессивных сред и мероприятия по защите основы от них.
Гидрогеологические свойства грунта определяются с помощью предварительного проведения соответствующих инженерных исследований. На рыхлых типах почв требуется возведение более массивных опор, чем на скальных породах.
Статическая нагрузка – это вес механизма, который указывается в паспорте к нему либо инструкции по эксплуатации. По расчетному значению давления на ростверк определяют величину динамических сил. Они возникают во время работы агрегатов из-за движения их узлов.
Найденную величину давление корректируют с учетом 2-х коэффициентов: постоянной осадки грунта (она составляет 0,7÷1,0) и условий работы (начиная с 0,5, применительно к кузнечному молоту, до 1,0 при монтаже токарно-винторезных агрегатов).
Значение первой константы зависит от степени влажности почвы.
Выполняя расчеты, необходимо учитывать то, что суммарная действующая (статическая и динамическая) нагрузка, передаваемая к подошве основы, должна быть меньше несущей способности грунта.
Основания, на которые планируется монтировать механизмы с дальнейшей подливкой бетонным раствором (что обязательно указывается в конструкторской документации), сдаются под установку высотой на 50-60 мм ниже ее проектного значения. Если бетонирование не предусмотрено, все параметры основы должны соответствовать рабочему проекту.
Принимаемые конструкторские решения должны обеспечивать долговечность, надежность, а также экономичность создаваемого фундамента. На практике часто создают несколько проектов, после чего проводят сравнение их с технико-экономической точки зрения. При этом выбирают оптимальный вариант.
Надежность создаваемой конструкции должна обеспечиваться на всех этапах ее строительства.
Вертикально-фрезерный станок на металлической раме
Разновидности оснований
Для установки агрегатов используют разные фундаментные конструкции, соответствующие выдвигаемым нормами требованиям.
На практике машины устанавливают в основном на разновидностях опорных конструкций, представленных в таблице далее.
| № | Тип фундаментной конструкции | Характеристика возведенной основы |
| 1 | фундамент-плита без подвала | заливается только на первом этаже, обходится дорого из-за значительного расхода строительных материалов и больших трудовых затрат, но своей массивностью хорошо гасит возникающие вибрации |
| 2 | рамная основа, оснащенная ростверком из балок | способна без негативных последствий выдерживать колебания высокой частоты, поэтому часто используется под установку механизмов ударного принципа действия |
| 3 | стенчатая опорная конструкция (является модификацией оснований ленточного типа) | ее возводят со второго этажа, действующая нагрузка от агрегатов при таком строении опоры принимается внешними (несущими) стенами, а также внутренними перегородки |
| 4 | основание-перекрытие, имеющее подвал | устраивается выше первого этажа, передает (возникающие в процессе работы машин) вибрации межэтажным перекрытиям (каркасу постройки), способно выдерживать лишь нагрузки статического типа либо колебания с незначительной амплитудой |
Наиболее современный вариант под легкие или средней тяжести механизмы – это устройство оснований с пружинами или виброопорами других типов, гасящими возникающие во время работы агрегатов колебания. Демпферы (гасители вибраций) особенно легко можно устанавливать под основы рамного типа. По своей сути основание-перекрытие, обустроенное подвалом – это та же плита, только построенная из готовых железобетонных блоков, укладываемых на балки перекрытия.
Приведенные фундаментные конструкции разделяют на 2 типа:
- бесподвальный (у него практически полностью отсутствует часть, располагаемая над полом);
- подвальный ( с хорошо развитым надземным отделом).
Последний вариант может иметь стенчатую либо рамную формы. Он характеризуется большой высотой над плоскостью пола.
Фундаменты по конструкции могут быть также сборными, монолитными, сборно-монолитными. По форме они бывают таких видов:
- прямоугольные;
- ленточные;
- ступенчатые;
- фасонные;
- трапециевидные.
В качестве фундаментов под агрегаты с периодическим характером действующих нагрузок возможно использование свай разных типов. Поверх опор обустраивают плитный или ленточный ростверк. Монтировать механизмы ударного типа работы нужно на сплошные железобетонные сваи.
Расстояния между устанавливаемыми столбами регламентируются СП 24.13330. Оно не должно превышать 10 их диаметров. Рассчитать колебания свайных оснований можно, руководствуясь соответствующими подразделами этого документа.
В качестве элементов сборных конструкций применяют разные блоки и плиты (пустотелые либо сплошные).
Индивидуальные и групповые фундаменты
Оборудование монтируют на индивидуальные либо групповые фундаментные конструкции.
Групповое основание
Групповые фундаменты предназначены для установки на них нескольких механизмов легкого или среднего веса (до 8 т) с жесткой станиной и нормальной точностью работы, эксплуатируемые с преобладанием статических сил. Толщина их обычно составляет 150-250 мм. Они выполняют зачастую только роль оснований. Единой опорой выступают в основном бетонные (или железобетонные) полы. Но встречаются на практике и другие варианты конструкций.



Станины механизмов считаются жесткими при соотношении их длины к высоте, не более чем 2 к 1.
Основания индивидуального типа строят под точное оборудование, обладающее средней или тяжелой массой, которое работает с динамическими нагрузками умеренной либо значительной величины. Такие опоры кроме отведения вибраций от машин и обеспечения правильного их рабочего положения, еще и изолируют агрегаты друг относительно друга. Это препятствует передаче колебаний между ними.
Легкие машины, либо средней массы агрегаты с преобладающим статическим видом нагрузок, нередко монтируют непосредственно на пол или межэтажное перекрытие (так называемый фундамент первого типа). В случае необходимости такую основу усиливают бетонной стяжкой (с укладкой арматуры при этом), увеличивая также ее толщину.
Фундамент под оборудование
Фундаментом называется устройство, обеспечивающее станку правильную ориентацию в пространстве во время службы станка, а так же поглощение вибраций, возникающих во время работы оборудования.
От конструкции фундамента зависят степень вибраций, износ, точность работы и другие показатели работы оборудования.
Различают групповые и индивидуальные фундаменты.
Групповые фундаменты – это сплошное бетонное полотно толщиной 150…250 мм. На такие фундаменты устанавливают легкие и средние (1,5…5 тонн) станки нормальной точности, работающие в спокойных режимах с преобладающими статическими нагрузками и имеющие жесткие станины (отношение длины станины к высоте L/H ≤ 2).
Обычно это пол цеха, межэтажное перекрытие или бетонная плита под несколько единиц оборудования. Станки скрепляют с фундаментом болтами или ставят их на виброопоры.
Индивидуальные фундаменты сооружают для точных и тяжелых станков, а также станков с большими динамическими нагрузками. Глубина заложения фундамента:
– в отапливаемом помещении не менее 500 мм;
– в не отапливаемом помещении не менее чем глубина промерзания грунта +200мм.
При выборе типа фундамента или основания следует руководствоваться классификационной категорией оборудования, а именно: назначением, характером движения рабочих органов и материала, конструктивными особенностями и т.д., а так же учитывать характер и величину нагрузок, возникающих при работе оборудования, его массу класс точности и другое.
При проектировании фундаментов составляют расчетную схему, определяющую величины и координаты точек приложения сил, действующих на фундаменты, после чего делают проверочные расчеты.
На основании расчетов составляется чертеж фундамента в масштабе, в котором содержатся данные о материале, месте расположения фундамента, проектные высотные отметки. Кроме того составляют план-график работ по подготовке оснований фундамента, сооружению фундамента и монтажу оборудования.
Высоту надземной части фундамента стоит делать как можно меньшей, площадь верхней опорной поверхности фундамента определяется размерами станины станка у основания, а нижней поверхности фундамента – характеристикой грунта и действующих сил. Соседние фундаменты должны располагаться не ближе чем в 0,5 м друг от друга. Не совпадение центров масс фундамента и станка по вертикали не должно превышать 3…5%.
Оборудование допускается монтировать на фундамент, когда бетон наберет прочность больше 50%, то есть не ранее чем на 8 день после заливки фундамента.
Требования к фундаментным конструкциям под оборудование
Требования к фундаментам под промышленное оборудование выдвигаются высокие по разным критериям. Это связано с тем, что они испытывают разноплановые нагрузки и подвержены часто воздействию агрессивных веществ.
Фундамент с приямком
Фундаментная конструкция под оборудование должна обладать следующими свойствами:
- значительной прочностью, чтобы выдерживать динамические и статические воздействия со стороны установленного механизма;
- химической стойкостью (инертностью);
- значительной массой, обеспечивающей сопротивление вибрационным нагрузкам (гашение колебаний);
- минимальными отклонениями от плановых размеров, то есть габариты опоры должны практически полностью соответствовать расчетным параметрам;
- большей, чем у монтируемого агрегата, площадью опоры.
Высокая прочность и устойчивость к действию химически активных компонентов определяют в значительной степени срок службы основания и, в ряде случаев, рабочих установок.
Разрушающими опору агрессивными веществами являются:
- смазочные материалы;
- охлаждающие жидкости;
- различные технические масла;
- разное топливо и прочие.
Гашение вибраций массивным основанием от работы механизмов с динамическими нагрузками (пример таких агрегатов – прокатные клети, молоты) имеет большое значение. Это связано с тем, что колебания вызывают сокращение срока эксплуатации всей постройки и самого оборудования, а также соседних механизмов.
Вибрации возникают из-за наличия неравномерно вращающихся деталей в машине: режущих инструментов, роторов, шкивов и прочих.
Кроме размеров (длины, ширины, высоты) опорной конструкции, с чертежом должны совпадать и места расположения крепежных элементов. Допустимы только минимальные расхождения.
Если не предусмотрено конструктивными особенностями оборудования, то уклоны на установочной площадке должны отсутствовать, чтобы можно было правильно и быстро выполнить монтажные работы.
Подготовленное основание
Общие нормативные регламентации
Построенный фундамент под установку оборудования должен обеспечивать безопасность трудового процесса (соответствовать действующим нагрузкам по прочности) и удобство обслуживания смонтированных на нем механизмов. Для этого делают приямки (или подвалы), прокладывают прочие инженерные коммуникации.
Кроме рассмотренных критериев, которым должны соответствовать опорные конструкции под оборудование, к фундаментам с динамическими нагрузками и процессу их возведения предъявляются следующие требования:
- нужно, чтобы строительство и проектирование оснований выполнялось компетентными специалистами с высоким квалификационным уровнем, а также опытом проведения подобных работ;
- для создания проекта нужно, чтобы исходные данные имелись в требуемом объеме и интерпретировались только профессионалами;
- процесс строительства должен сопровождаться постоянным контролем качества проведения работ;
- нужно, чтобы действия всех участников строительного процесса были четко скоординированы;
- построенные фундаменты должны быть используемыми по назначению, соответствующему указанному в проектной документации;
- для строительства следует применять материалы, отвечающие нормативным требованиям;
- обслуживание оснований следует выполнять так, чтобы конструкция прослужила максимально возможный срок;
- надежность и максимально возможная простота крепления (как пример – анкерные болты, вмуровываемые в бетон).
Разнообразие оборудования
Когда речь идет об основаниях под оборудование, то следует учитывать, что существует большое его разнообразие, объединенное в отдельные группы. Нормативными документами предполагается расчет фундамента под каждую из них вести с учетом эксплуатационных особенностей механизмов.
 Металлообрабатывающий станок
Металлообрабатывающий станок
Фундаментные конструкции проектируют и возводят под следующие группы машин:
- с кривошипно-шатунными механизмами: компрессоры поршневые, рамы лесопильные, дизели, мотор-компрессоры;
- турбоагрегаты: турбовоздуходувки, турбокомпрессоры, турбогенераторы;
- электрические машины, такие как синхронные компенсаторы и мотор-генераторы;
- штамповочные или ковочные молоты кузнечные;
- прокатное оборудование (вспомогательного или основного типа);
- копры, предназначенные чтобы разбивать скрап;
- вращающиеся печи;
- дробилки (гирационные, трубчатые, щековые, валковые) и мельничные агрегаты;
- металлорежущие станки;
- прессы;
- машины формовочные (используемые как в литейном производстве, так и при изготовлении железобетонных блоков).
Монолитная основа сложной конструкции
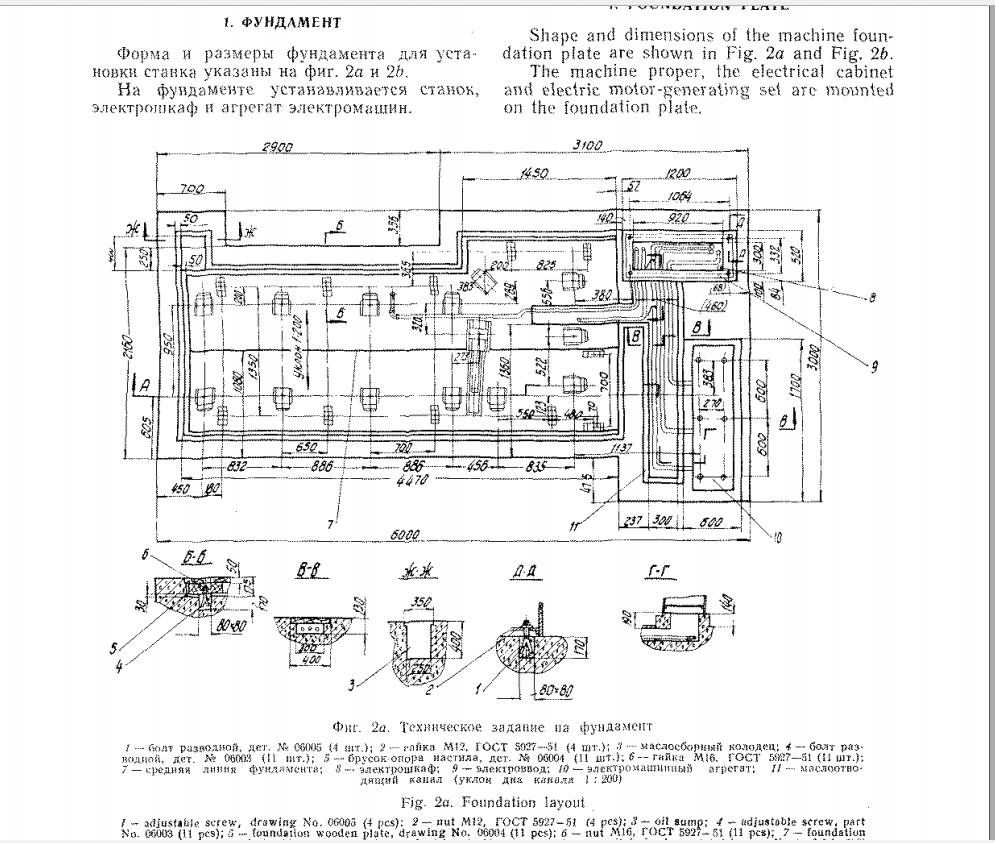
Фундамент для токарного станка
Токарный станок – оборудование требовательное к установке на фундамент
Для безопасности его использования для рабочего и минимизации поломок самого оборудования, особое внимание необходимо уделить подготовке фундамента
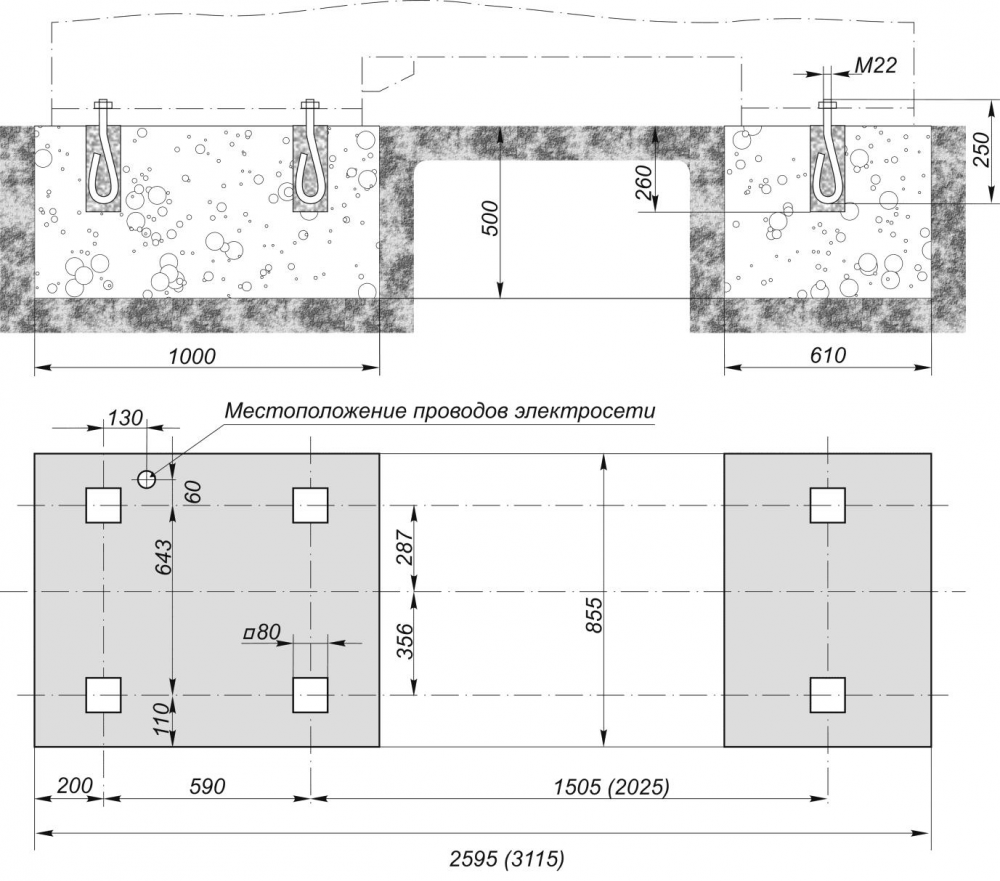
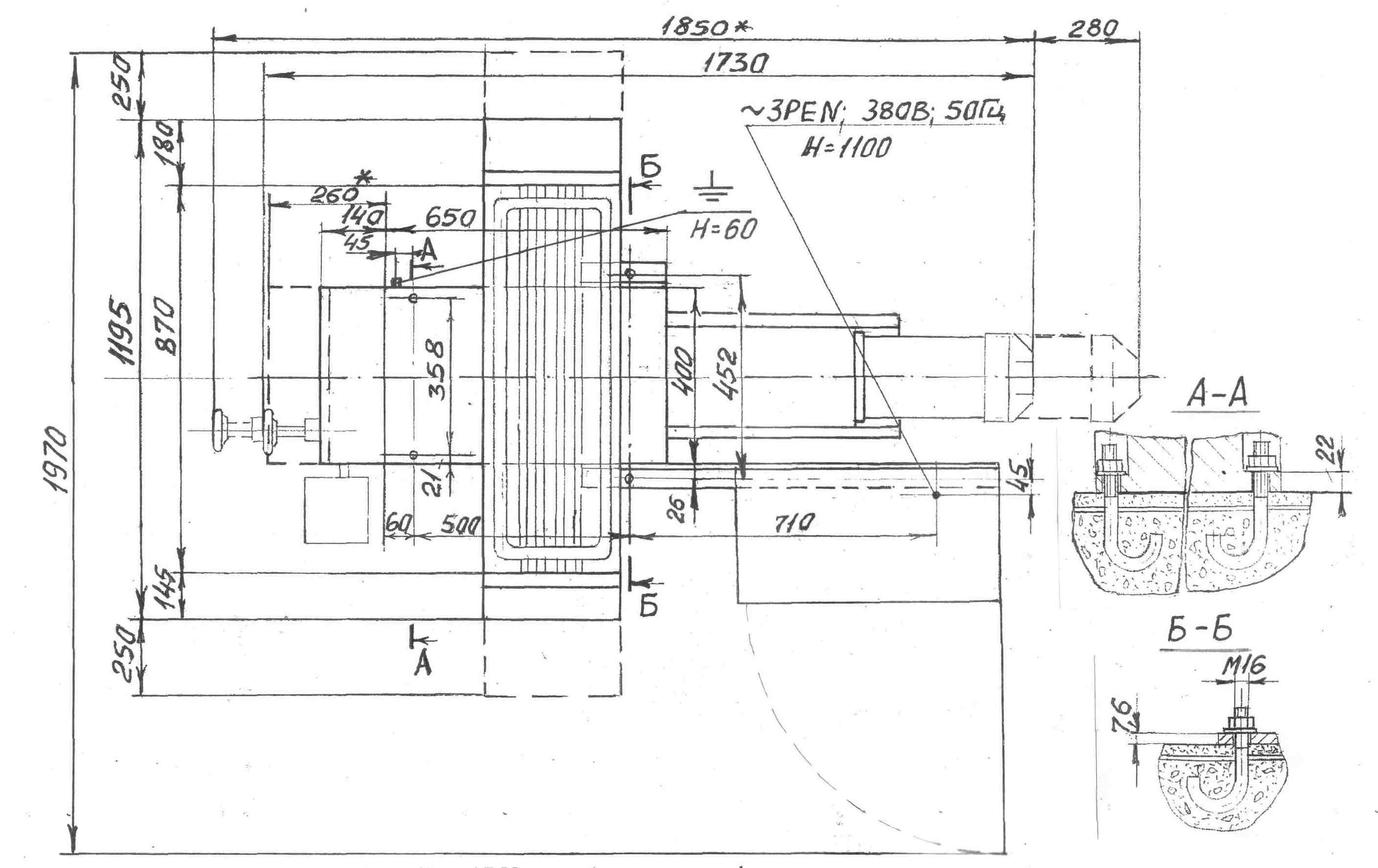
Необычность фундамента под токарное оборудование заключается в том, что при его проектировании необходимо учесть подвод сжатого и подводку электропитания. Обязательны в системе болты заземления. Кроме самого станка на эту бетонную площадку, в зависимости модели, могут быть установлены:
- транспортёр, отводящий стружку от рабочего места;
- гидростанция с жёлобом подачи и отведения воды;
- электрошкаф.
Фундамент должен отвечать требованиям к установке станка, обозначенным в паспорте изделия. Существует несколько различных токарных установок, для каждой из них проект заливки разрабатывается индивидуально.
Необходимость крепления оборудования
Одним из основополагающих факторов для производства фундамента под станок является его назначение. Крепление станка к полу производится преимущественно в том случае, если предназначается он для изготовления деталей с точностью до микрон.




При условии, что оборудование мобильное и периодически перемещается, отдельный фундамент для него не требуется, для его установки необходим идеально ровный бетонный пол или подкладка из бетонной панели, толщиной около 15 см. Учитывая вес оборудования, вплоть до 30 тонн, о его устойчивости можно не беспокоиться.
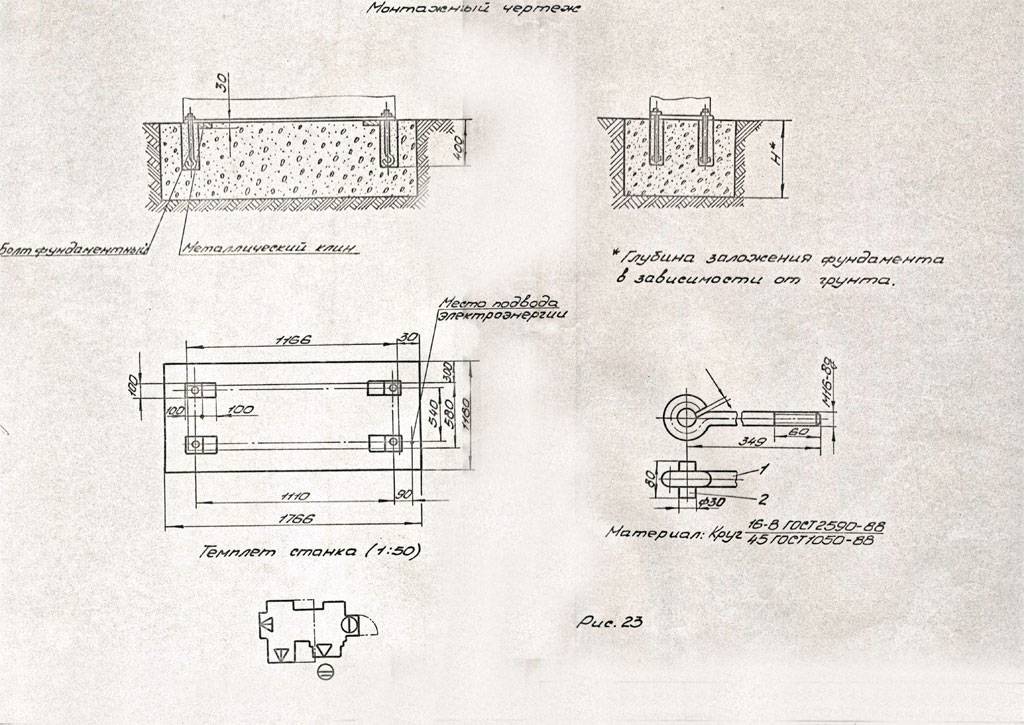
Во избежание возникновения аварийных ситуаций в цеху, для токарного оборудования всё же необходим собственный фундамент с прокладкой трасс под коммуникационные составляющие, обеспечивающие его работоспособность. Металлические трубы под шланги для подачи воздуха, воды, и электричества с напряжением в 380 В, надёжно сохранят от деформации изолирующий слой и сами провода и шланги.
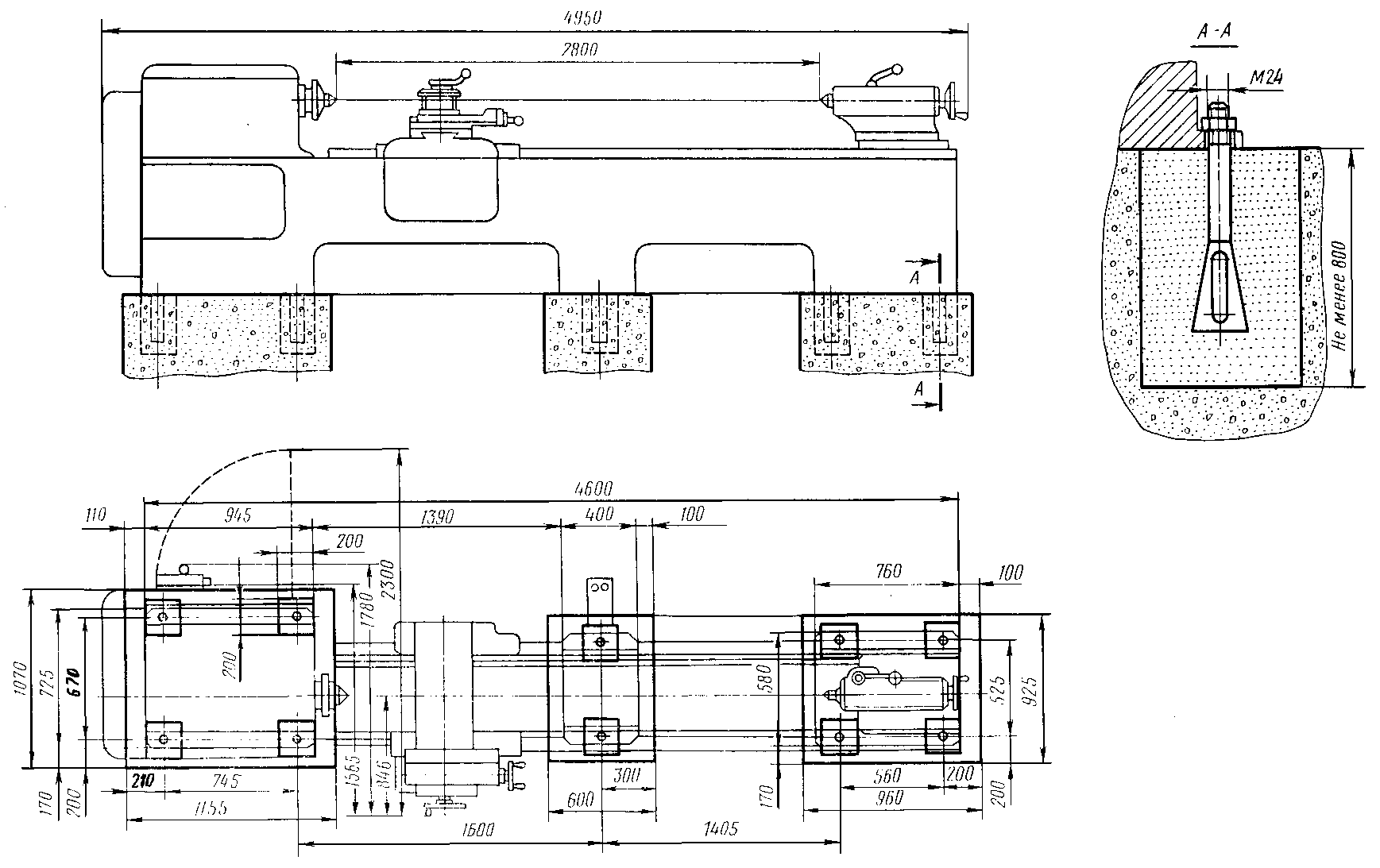
Высота площадки будет зависеть от диаметра труб и веса оборудования. Площадь фундамента рассчитывается под каждый элемент оборудования отдельно, отчего он может не иметь строгой четырёхугольной формы. Он может выглядеть созданным из отдельных элементов, составленных в единое целое. Несмотря на такую конструкцию, заливается он единой плитой, а не для каждого агрегата в отдельности.
Одним из требований к фундаменту для токарного станка или целого комплекса является выступ площадки из-под каждого узла со всех сторон одинаковой ширины.
Особенности заливки фундамента под токарный станок
На точность обработки на токарном станке оказывает вибрация. При малейшей погрешности в закладке фундамента токарного оборудования, вибрация рабочих частей может усиливаться, что приведёт к поломке сложного механизма.
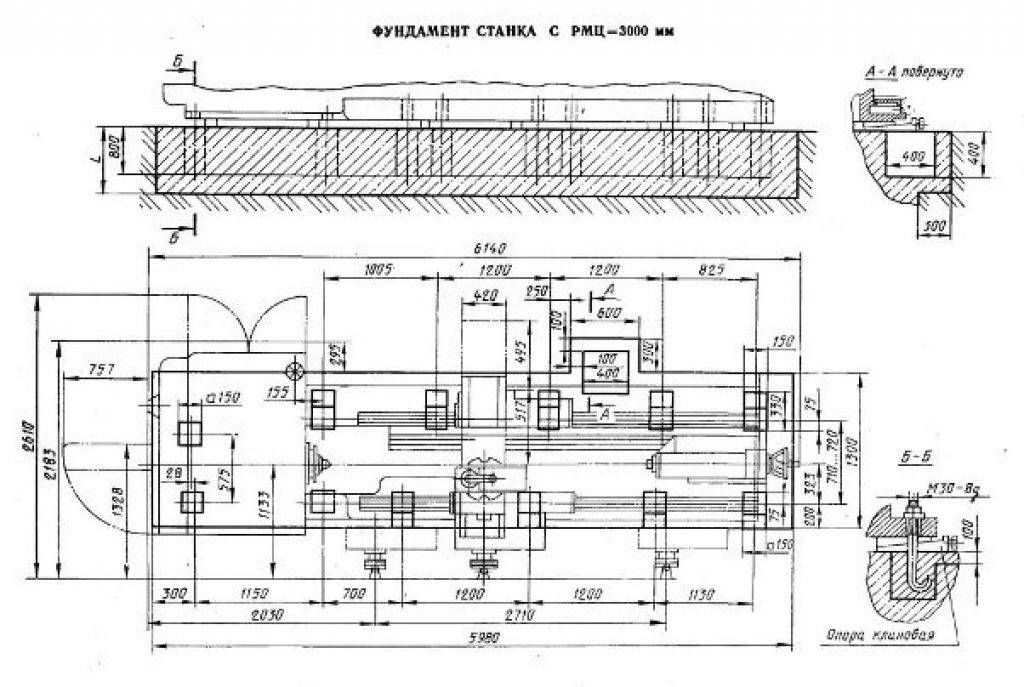
Избежать подобного нежелательного эффекта поможет правильная проектирование и заливка фундамента. Начало работ должно начаться в конструкторском бюро, где будет составлен проект с указанием высоты, ширины, длины каждого элемента. Так же для большей прочности постамента необходимо равномерное распределение нагрузки, которое создаётся на 3 точки опор. Это отражается в проектно-строительной документации.
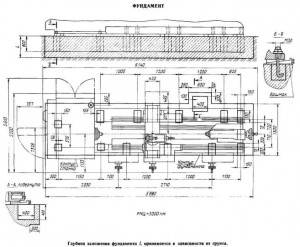
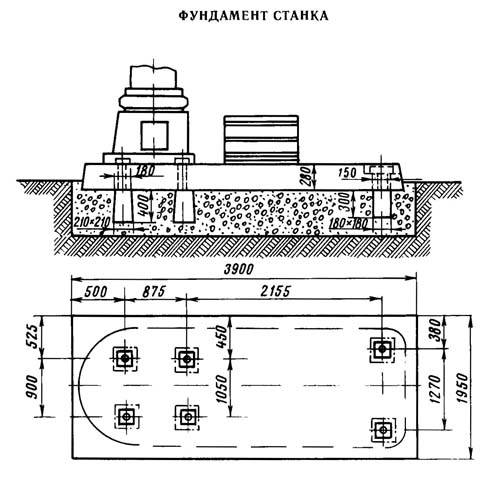
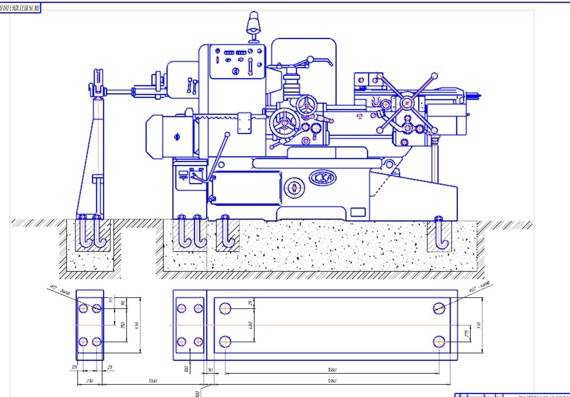
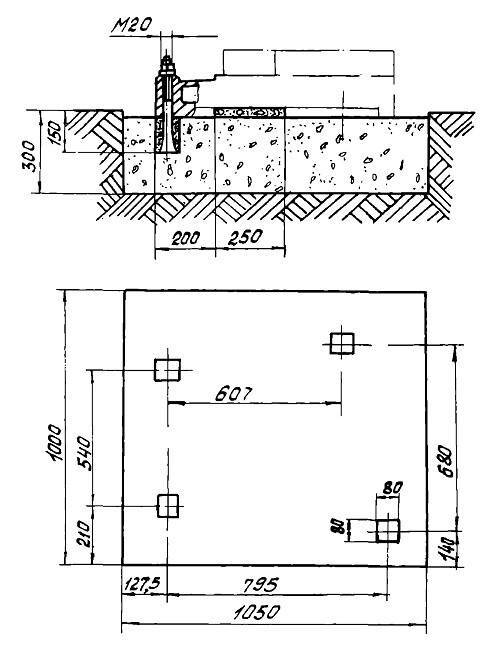
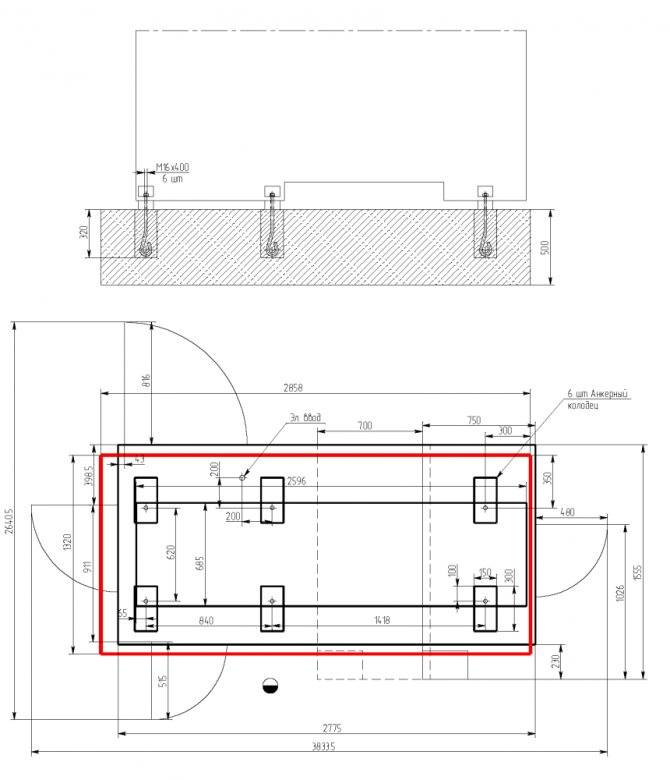
Чертеж фундамента
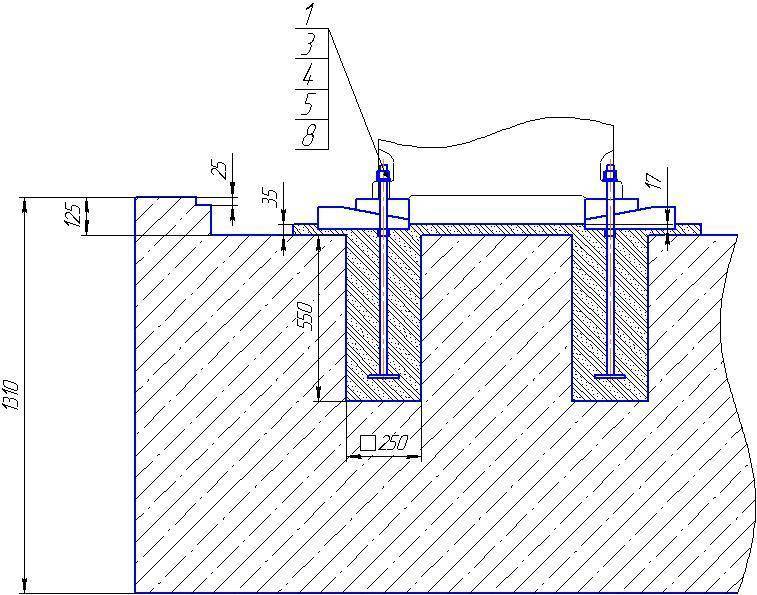
За пределы общей площади фундамента выносятся заглубляемые столбы, имеющие квадратное сечение, длина их сторон 50 см. Такие отметки осей применяются для создания платформ объёмом в 150 кубометров и больше.
Учитывая то, что устанавливается станок в цеху, где грунтовые воды, резкие перепады температур и вода не будут взаимодействовать с его фундаментом, достаточно использовать для заливки последнего марки цемента 110 — 140. Наполнителями для бетонов являются гравий, щебень и песок в определённой для каждой марки цемента пропорции.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Допустимые отклонения от стройзадания.
Стройзадание является проектным заданием для разработки фундамента и определяет конструкцию только верхней части. Верхняя часть, поверхность для установки станка должна быть ровной, «гладкой», без уклонов и выпуклостей. Допустимые отклонения: — установочных поверхностей на фундаменте, возведенных до проектной отметки: По плоскости в любом направлении +-0,2/500 мм По высоте -5 мм По уклону 1/1000 мм Строители обычно творчески относятся к изготовлению фундамента, требования на чертежах не читают — а делают по сантиметровым строительным допускам
Внимание!!!!! Станок, установленный на полу при отсутствии фундамента без выверки по уровню и без крепления к полу, через короткое время теряет свою точность, изнашиваются направляющие и в результате станок требует ремонта. Подготовительные работы с опорами
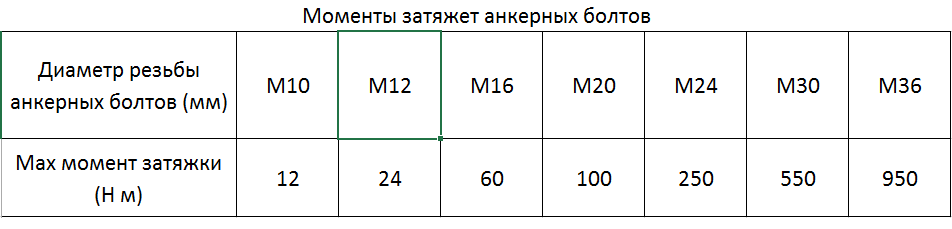
Подготовка клиновых башмаков заключается в снятии консервационной смазки, краски и грязи с рабочих поверхностей, особенно обратить внимание на наклонные и прилегающие к станине. Смазка наклонных поверхностей консистентной смазкой. Установка клиновых башмаков в крайнее нижнее положение. Монтаж станка. Очистить нижнюю поверхность станины станка от консервации и грязи, особенно места прилегания клиновых башмаков. Установить станину станка на четыре вспомогательные опоры, расположенные по углам станины между анкерными колодцами фундамента, согласно документации так, чтобы отверстия в станине совпадали с центрами анкерных болтов в анкерных колодцах фундамента. Высота вспомогательных опор должна быть на 5 мм меньше высоты клиновых башмаков в нижнем положении. Собрать всю структуру станка (стойка, стол, шпиндельная бабка, магазин инструментов, телескопическая защита) и часть кабинета, которая не будет мешать заливке бетоном анкерных колодцев. Установка и выверка станка. Установить стол станка по центру перемещений. Используя станочный уровень, установленный в центре стола в двух взаимно перпендикулярных положениях, выставить станок на четырёх вспомогательных опорах с точностью 0,1/1000 мм с помощью домкрата и стальных прокладок толщиной 0,5 – 1 мм. Используя анкерные болты с приваренными шайбами для поддержки клиновых башмаков, привернуть все клиновые башмаки к станине станка (см. чертёж). Площадь в плане анкерного колодца должна быть больше площади клинового башмака. Клиновые башмаки должны быть в нижнем положении. Залить анкерные колодцы водой для пропитки фундамента вокруг колодцев. Выдержать с водой 8 часов. Заполнить анкерные колодцы малоусадочным бетоном марки не ниже М300. Уплотнить вибратором и подлить вручную бетон под клиновые башмаки так, чтобы он стоял на щебне бетона и был залит по всей нижней поверхности башмака. Выдержать залитый в анкерные колодцы бетон 4 дня постоянно влажным для лучшего затвердевания. Ослабить крепёжные гайки на анкерных болтах. Поднять станок с помощью клиновых башмаков, чтобы убрать вспомогательные опоры. После 7 дней выдержки бетона, залитого в анкерные колодцы, можно выставить станину станка в горизонтальной плоскости в соответствии с сертификатом качества на данный станок с помощью домкрата, клиновых башмаков и станочного уровня 0,02/1000 мм. Верх фундамента между клиновыми башмаками заровнять цементным раствором и «зажелезнить». Окончательно затвердевший и выдержанный фундамент покрасить маслостойкой краской для предохранения от разрушающего действия масла и СОЖ. Произвести затяжку гаек на анкерных болтах динамометрическим ключом с моментом, указанном в таблице. При этом, следить за тем, чтобы уровень не изменял показаний при равномерном затягивании гаек.
Фундаменты для фрезерных станков, обрабатывающих центров, расточных и шлифовальных станков могут сильно отличаться по конфигурации и требованиям, будут рассмотрены в дальнейших статьях