Дюймовые резьбы
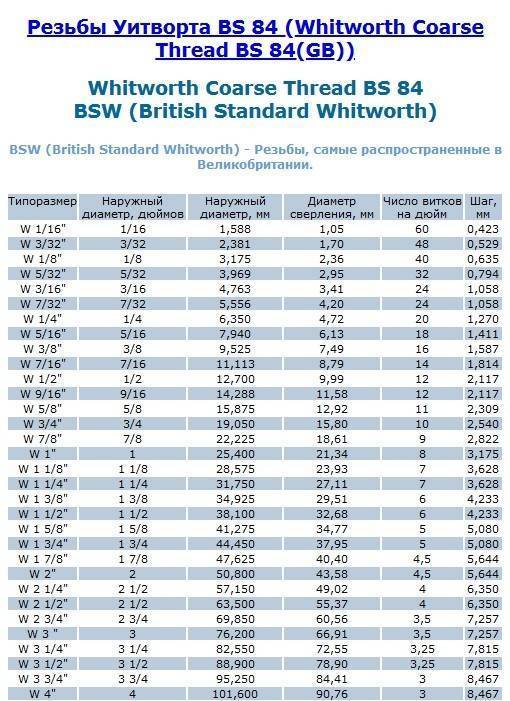
Происхождение дюймовых резьб уже упоминалось выше. Автором резьбы является Джозеф Уитворт. Его предприимчивости и таланта инженера хватило на то, что стандарт резьбы BSW , который был разработан в 1841 году, уже спустя 40 лет стал широко применяться на уровне государства. При этом применялась такая резьба не только у себя на родине, в Великобритании. Европейские страны также признали этот стандарт.
Изначально резьбы стандарта BSW использовались даже в США. Но из-за технической сложности массового производства такой резьбы американские производители вынуждены были от них отказаться. В 1864 году, благодаря идее Уильяма Селлерса (производителя инструмента и крепежа для резки металла) резьба стандарта BSW была упрощена. Для этого просто изменили форму профиля резьбы и его угол. Как следствие – производство крепежа с такой резьбой стало дешевле и значительно проще. На государственном уровне такая резьба была признана государственным стандартом. Из-за простоты и дешевизны такая резьба быстро вытеснила английскую и завоевала Европу. Оба стандарта существовали одновременно, что значительно осложняло производство, так как они были несовместимы. И только в 1948 году была принята и утверждена Унифицированная система дюймовых резьб, где обе вышеназванные резьбы присутствовали в качестве основных – UNC и UNF. Таковыми они являются и на сегодняшний день.
Что такое дюймовые метчики и дюймовая резьба
Метчик — это, пожалуй, самый распространенный инструмент для нарезания внутренней резьбы, который применяют повсеместно. Резьбу нарезают в новых изделиях как машинным, так и ручным способом, а также производят восстановление изношенной.
Очень часто именно с восстановлением резьбы при ремонте техники связано применение дюймовых метчиков, так как большое количество техники, применяемой сегодня у нас, произведено по европейским или американским стандартам.
Чтобы разобраться, какими бывают дюймовые метчики, необходимо разобраться в том, что такое дюймовая резьба, для которой они предназначены.
Понятие дюймовой, в отличие от метрической, включает в себя довольно большое количество разных резьб, которые имеют различный шаг и угол профиля.
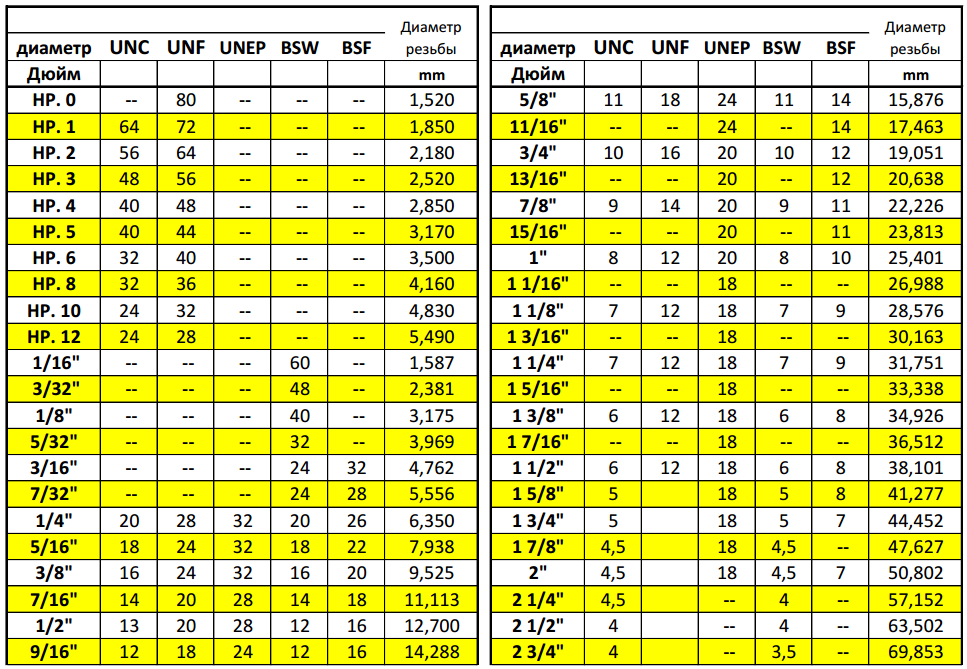
Поэтому для выбора правильного метчика необходимо знать несколько определяющих параметров. Все дюймовые резьбы обозначаются диаметром в дюймах (дробь), а также шагом в нитках (витках) на 1 дюйм.
А на деталях или инструментах не всегда есть маркировка типа, к которому она относится. Именно это и вызывает путаницу.
Прежде всего, существует 5 стандартов, в которых прописаны параметры всех наиболее часто применяемых:
- DIN ISO 228 (также DIN 2999, DIN 259 ГОСТ 6357-81) — определяет параметры трубной цилиндрической дюймовой резьбы. Угол профиля составляет 55°. Имеет только четыре значения шагов — 11, 14, 19 и 28 ниток на дюйм. Обозначается G (реже Rp), а также соответствует резьбе BSP (британский стандарт трубной).
- BS 84 (ранее DIN 11) — определяет параметры резьб британского стандарта BSW (Ww) и BSF, резьбы Уитворта и резьбы с мелким шагом соответственно. Угол профиля составляет 55°.
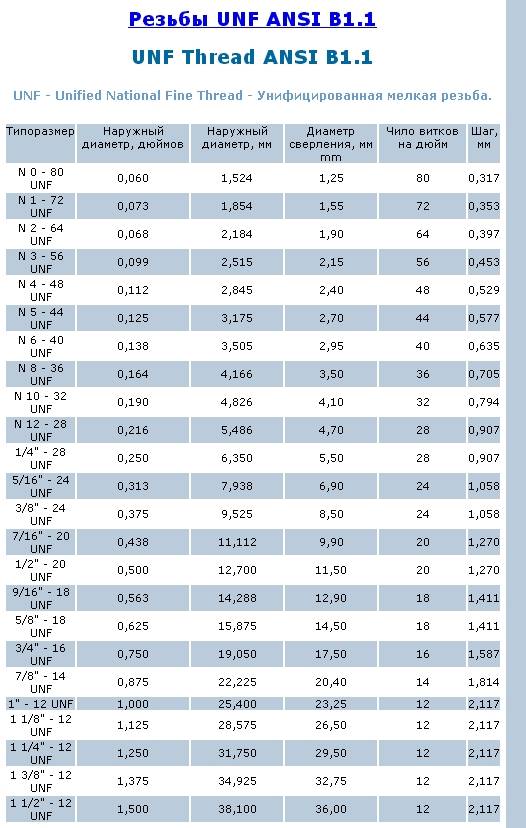
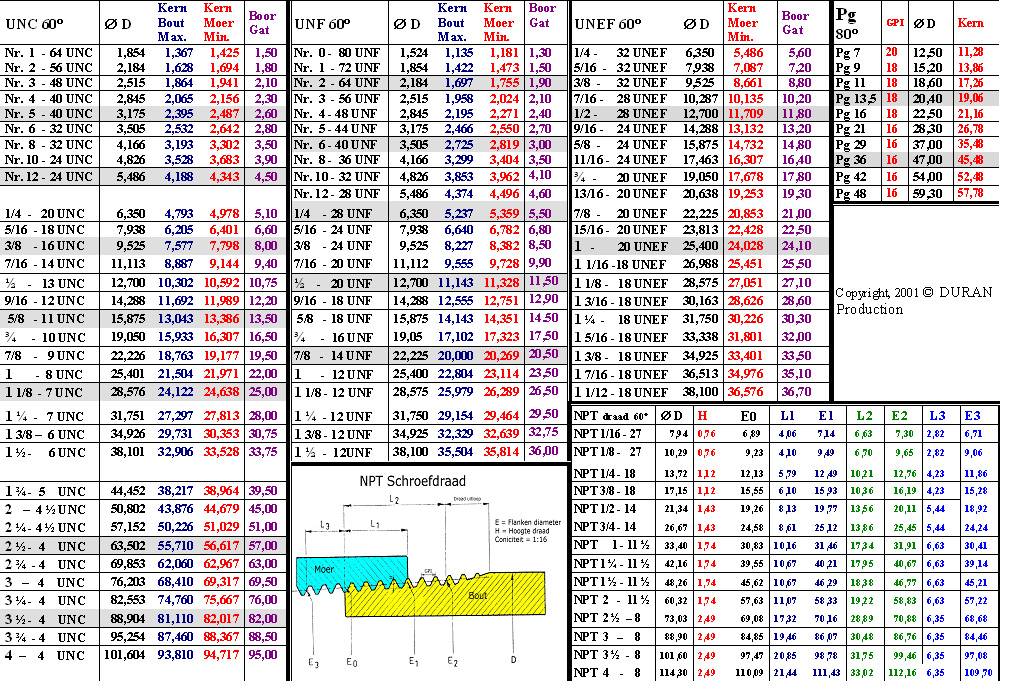
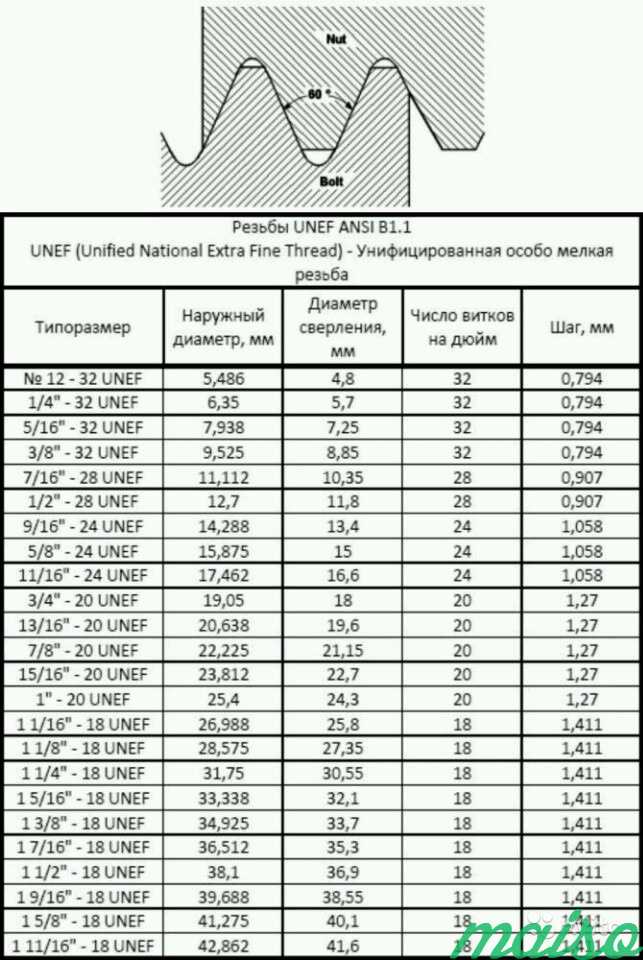
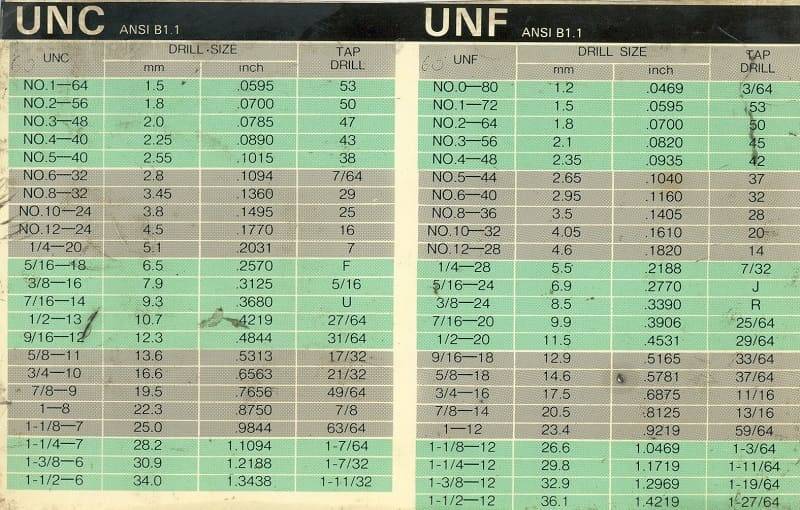
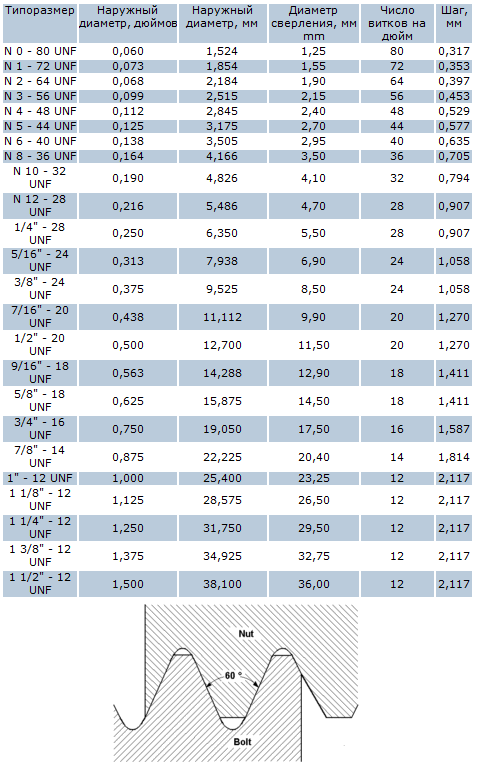
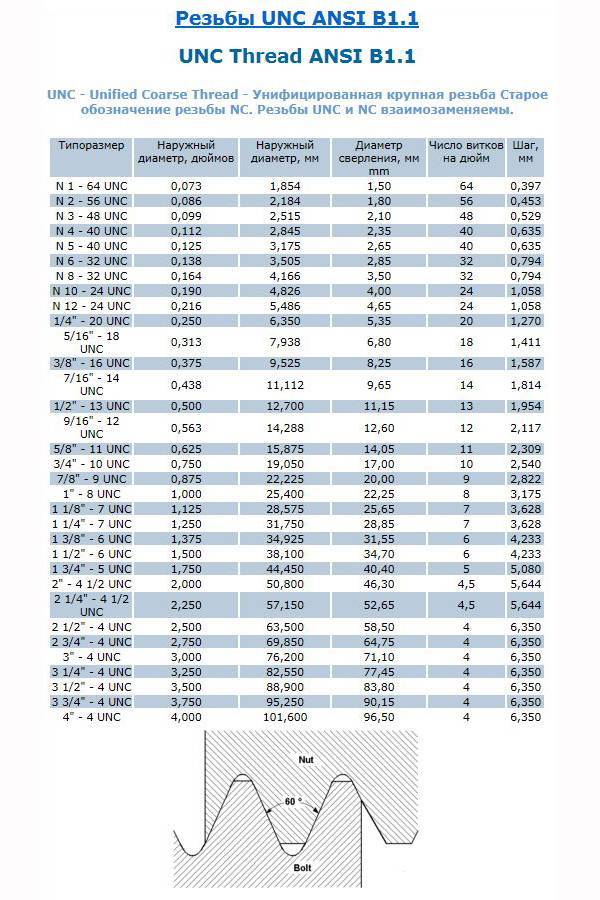
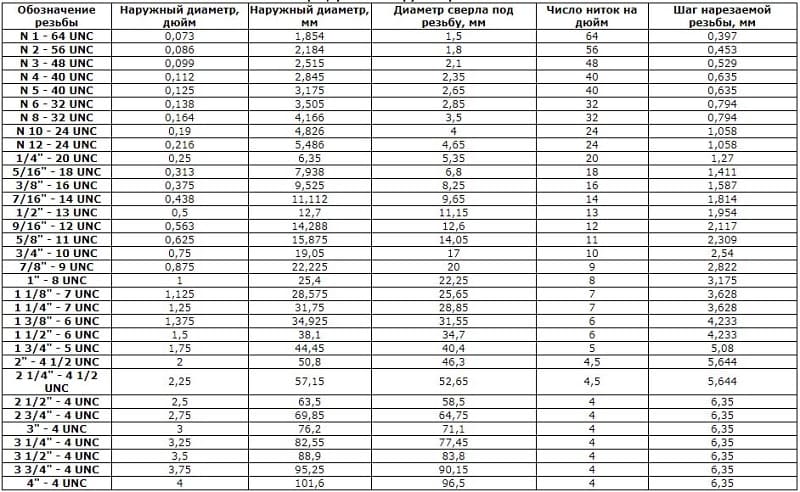
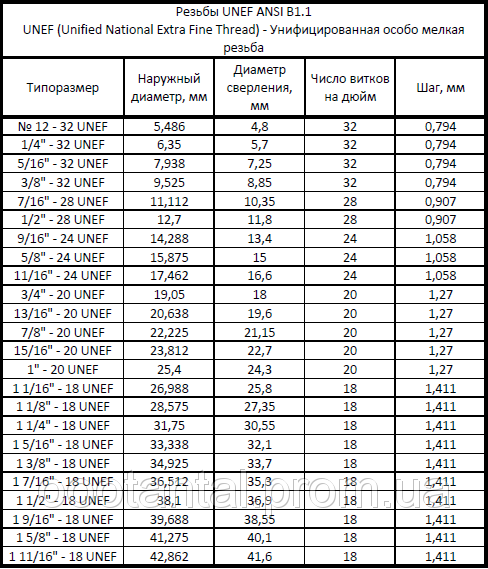
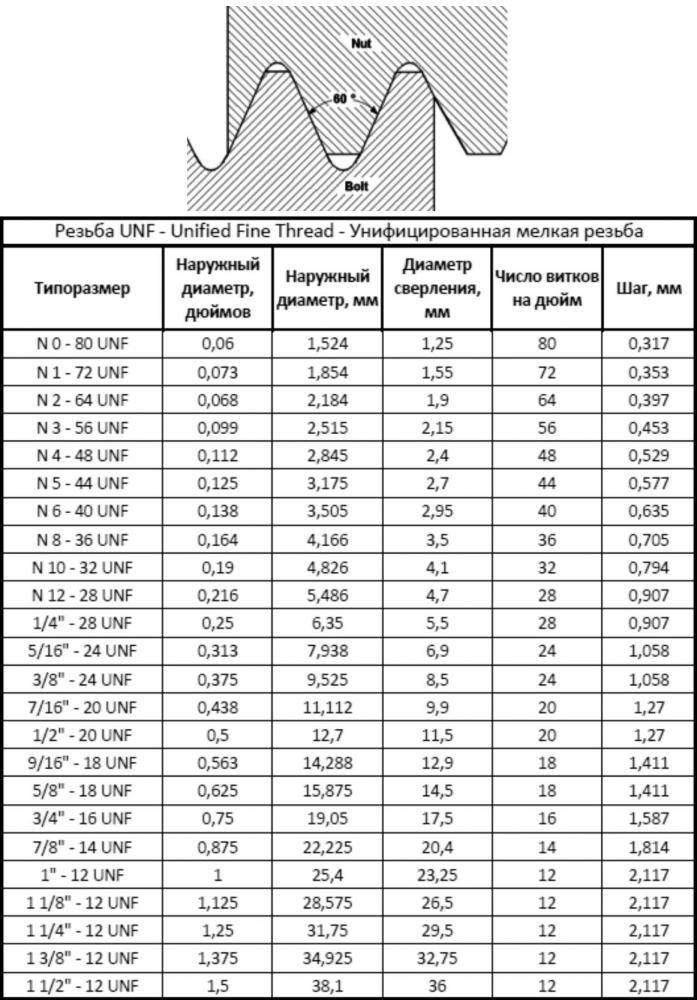
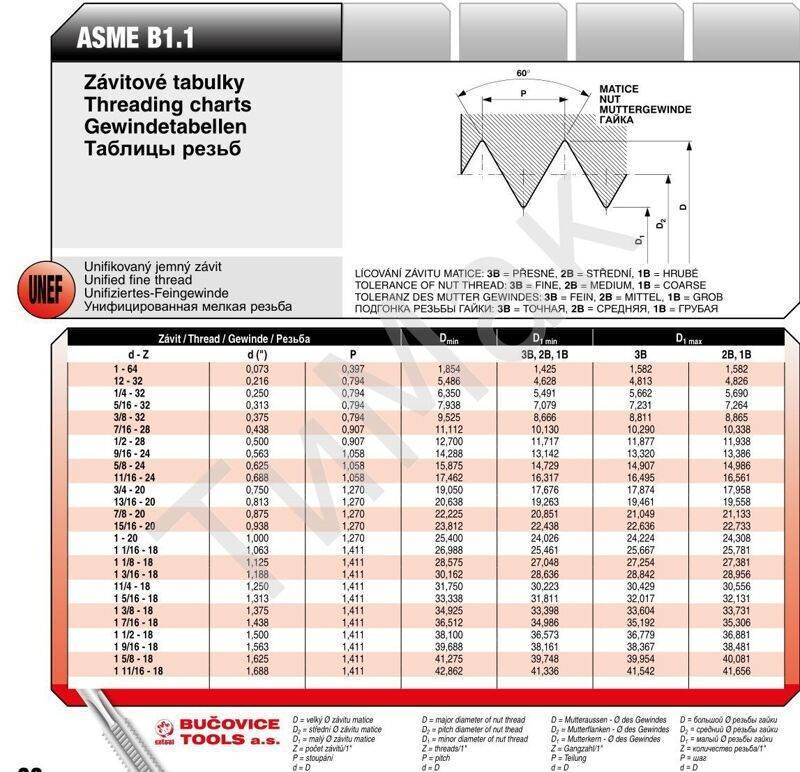
- ANSI/ASME B 1.1 — это американский стандарт, который определяет резьбы семейства унифицированных: UNC, UNF, UN, UNEF, UNS. Угол профиля составляет 60°, как и у метрической. Наиболее часто встречаются UNC и UNF, с крупным и мелким шагом соответственно. К примеру резьба 1/4 » с 20 нитками на дюйм — это UNC, а 1/4″ с 28 нитками на дюйм — это UNF. UNEF — это резьба с особо мелким шагом.
- ANSI B.1.20.1 (также ГОСТ 6111-52) — это стандарт для конической трубной резьбы, которая в американском стандарте обозначается NPT (конусность 1:16). Угол профиля составляет 60°. В ГОСТ 6111-52 она обозначается буквой К — коническая дюймовая. В американском стандарте также описывается цилиндрическая трубная NPS.
- DIN 40 430 — это также стандарт трубной резьбы, обозначаемой PG. У нас практически не встречается.
Как видно, запутаться в таком количестве обозначений довольно легко, поэтому при заказе инструмента нужно быть внимательным. Если есть возможность, необходимо проверить резьбу калибром или проконсультироваться со специалистами.
Как правило, для одного и того же диаметра в дюймах у каждой резьбы свой шаг, поэтому по каталогу можно определить, к какому типу она относится. Наиболее часто встречаются такие: G, UNC и UNF.
Остальные довольно редкие, но их тоже нужно иметь в виду.
Что такое резьба и ее виды
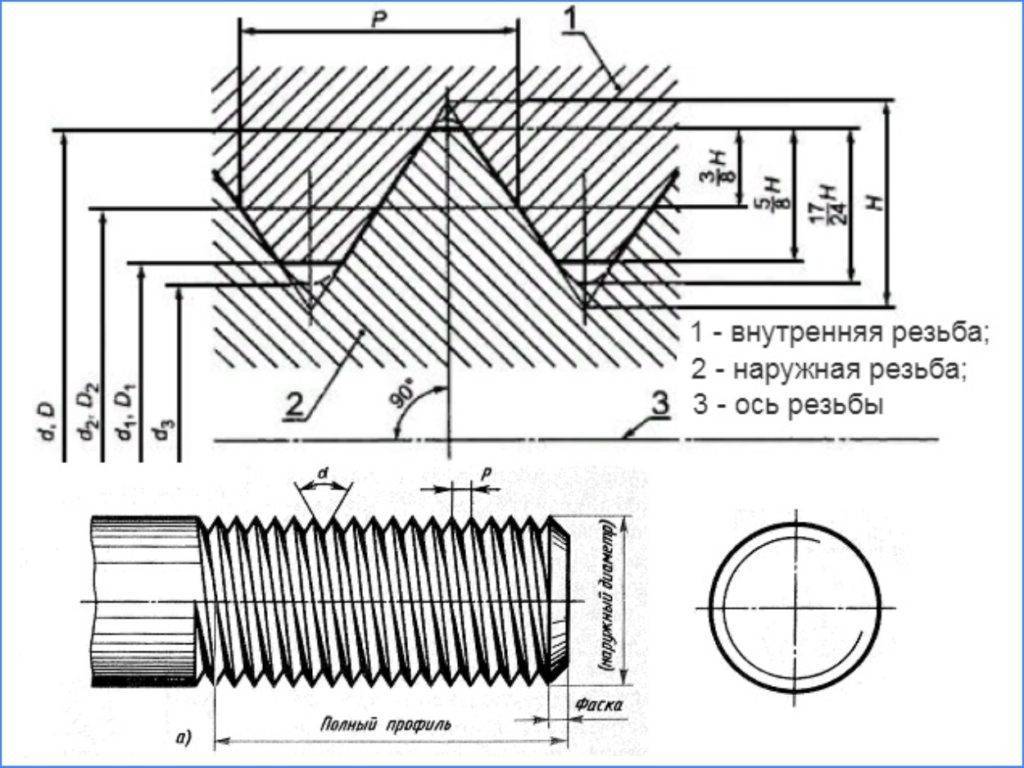
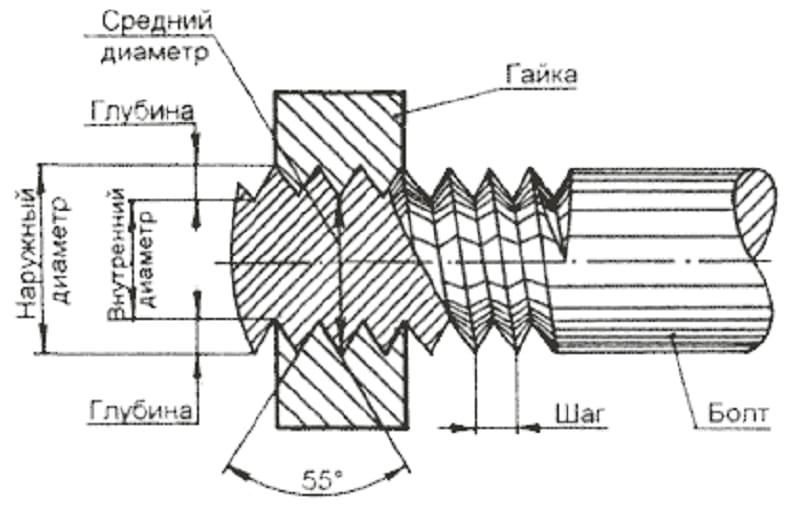
Резьбой называют винтовую нить на элементах с поверхностью в форме цилиндров или конусов. Главными размерными параметрами резьб являются:
Шаг. Расстояние между соседними идентичными участками профиля. Шаг задается в миллиметрах до тысячных долей и числом витков на дюйм (25,4 мм) в виде натурального числа.
Наружный диаметр. Соответствует окружности, описанной вокруг внешних гребней и канавок между витками изнутри. Равен размеру внешнего цилиндра (конуса) до нанесения резьбы.
Внутренний диаметр. Равен цилиндру, описанному по углублениям во внешней резьбе и выступам во внутренней (размер отверстия в гайке перед резьбовой накаткой).
Ход. Расстояние от любой точки (на боку стенки гребня, вершине, впадине) до ее положения при повороте детали на 360°. В однозаходных ход равен двойному шагу, в многозаходных типах — произведению шага на количество параллельных нитей.
Глубина. Расстояние от самой верхней точки гребня до углубления в основании.
Угол профиля. Принимается равным профильному углу гребня, приводится в градусах.
Угол подъема. Для конических резьб показывают угол их подъема по поверхности основы.
Резьба метрическая – схема и форма сечения
Виды резьб
В зависимости от технологии нанесения, назначения, параметров исходных деталей, применяется классификация резьбы по:
- размещению на поверхности: внутренняя и наружная резьба;
- направлению винтовой нити: правая и левая;
- количеству заходов: однозаходная и многозаходная (двух-, трех-), определяется по числу входов на торцевой стороне элемента;
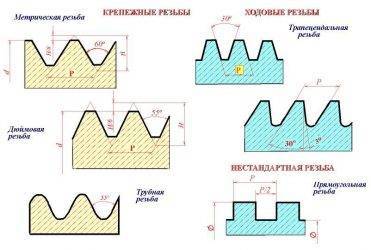
- профилю зубцов: треугольная, трапецеидальная, прямоугольная, круглая и прочие;
- форме поверхности основы: цилиндрическая и коническая;
- предназначению: крепежная, ходовая (передает движение), крепежно-уплотнительная и прочие;
- единицам размеров: метрическая, дюймовая, трубная.
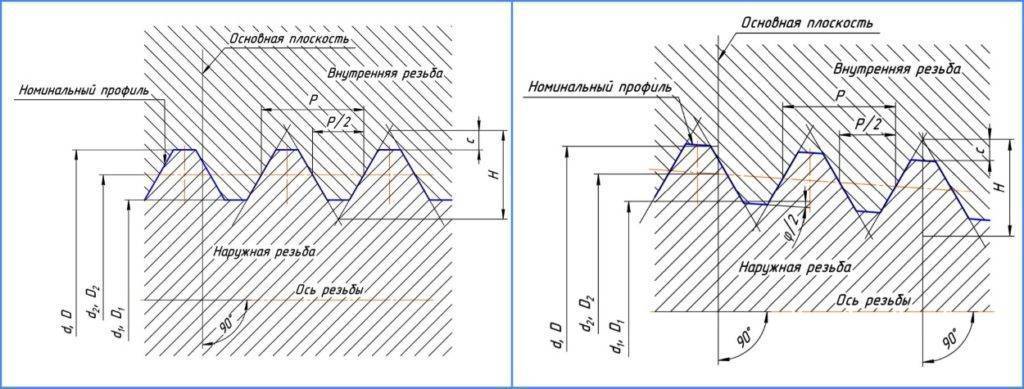
Схемы трубных цилиндрической и конической резьб
Где какая используется
Стоит отметить, что все резьбовые соединения выполняют ряд различных функций и к ним предъявляются разные требования, чем и обусловлены их следующие области применения:
Метрическая. Из-за треугольной с острой кромкой формы гребня не является герметичной. Ее разновидности с крупным шагом используют в машиностроении благодаря высокой износостойкости и низким требованиям к погрешности изготовления. Насечка с мелким шагом применяются для стыковки (скрепления) элементов с тонкими стенками, подверженных воздействию переменных нагрузок. Она прочнее крупношаговой из-за мелких углублений и надежнее в затяжке — в стыке присутствует большее число витков.
Дюймовая резьба. Крепежный тип с треугольным гребнем и обрезанной верхней кромкой нитей, применяется в импортных автомобилях, оборудовании, различных технических устройствах. В быту дюймовая нарезка встречается на болтах из иностранной бытовой, компьютерной техники.
Трубная. Резьба крепежного назначения с профилем в форме треугольника и скругленной вершиной зубцов. Широко используется под резьбовые соединения трубных участков и подсоединения к ним оборудования, запорной, регулирующей и прочей арматуры. Обеспечивает отличную герметичность стыка, благодаря чему данный тип насечки широко используют в трубопроводах для транспортирования жидкостей и газов.


Трапецеидальная. В отличие от выше рассмотренных типов, является ходовой, зубцы имеют форму конуса с углом стенок в 30°. Используется на поверхности винтов, передающих возвратное и поступательное движение узлам и деталям механизмов (ручные гидравлические прессы прокатные станы, артсистемы), в запорной и регулирующей арматуре.
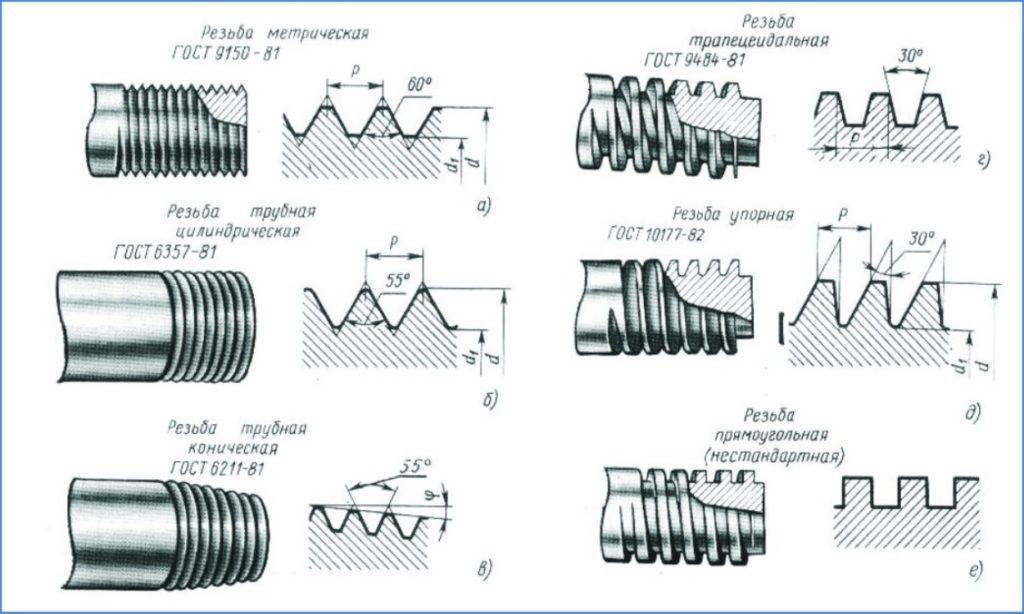
Основные формы профильной нарезки на металл
Упорная. Еще одна разновидность передающей движение ходовой резьбы, рассчитанной на эксплуатацию с высокими механическими нагрузками. Ее зубцы по ГОСТ 10177-82 имеют сечение в форме неравнобокой трапеции и с углами уклона в 30° и 3°, при этом сторона с малым углом является рабочей. Применяется в вертикальных домкратах, ручных прессах.
В ГОСТ 13535-87 приведены характеристики другой упорной нарезки с углами уклона сторон трапеции в 45° и 3°.
Прямоугольная. Нестандартная резьба (нерегламентированный ГОСТ специальный тип) профильное сечение которой имеет форму прямоугольника. Применяется в механизмах для передачи перемещения, где необходимо исключить возможность самоотвинчивания.
Круглая. Круглая или резьба Эдисона используется в электротехнической промышленности для изготовления цоколей ламп освещения и других приборов. Ее форма и прочие параметры регламентированы ГОСТ 6042-83.
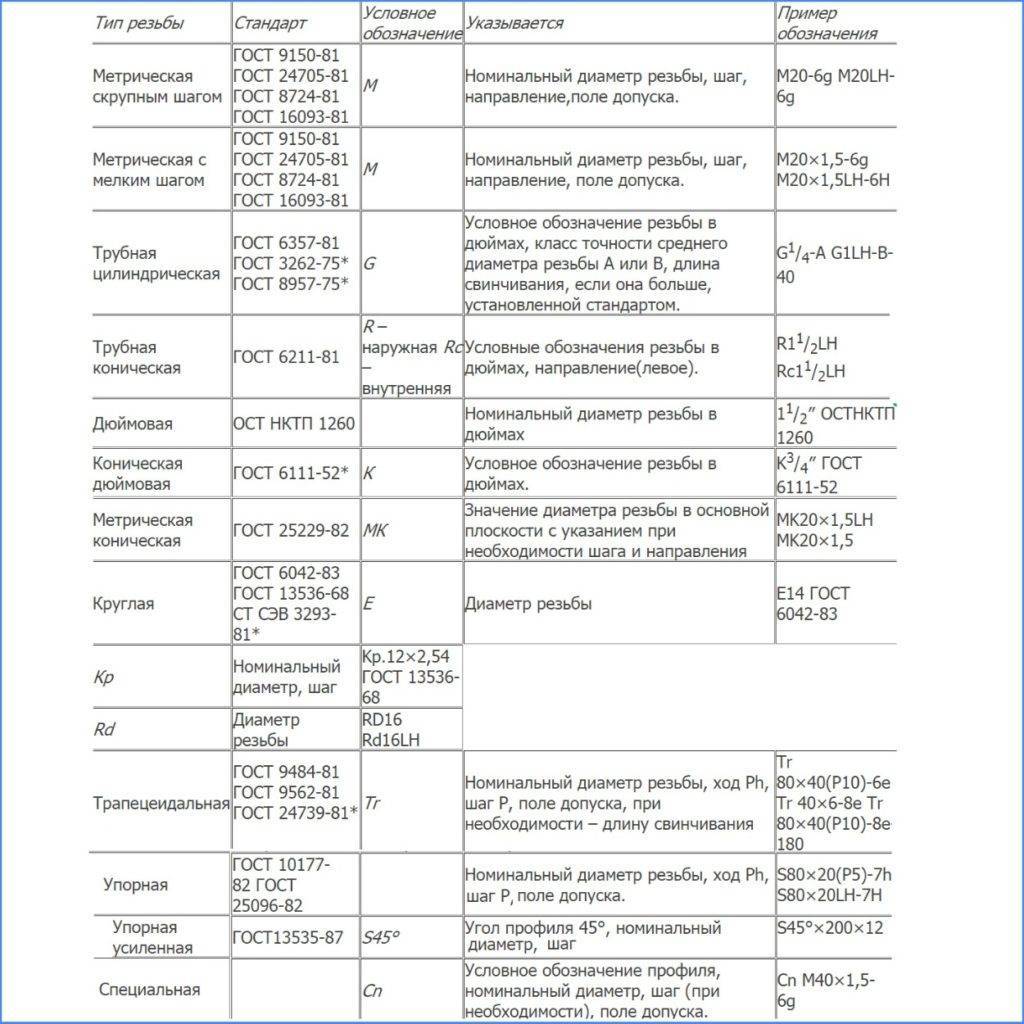
Типы резьб — сводная таблица нормативных актов и маркировка
https://youtube.com/watch?v=qQQXoUXn7NM
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Особенности конусной резьбы
В процессе эксплуатации выявлено, что резьба npt, показывающая надежность при высоком статическом давлении, при динамической нагрузке ненадежна, так как оставляет спиральный путь для протечек. Компания Parker использует в гидравлике эластомерные уплотнители.
Коническая резьбовое сочленение коммуникаций по британскому стандарту отличается треугольным профилем со скругленными зубцами и впадинами. Такая конфигурация позволяет уплотнять соединение герметизирующим раствором и лентой-уплотнителем. Винтовая нарезка под 60 град обеспечивает герметичность соединения, но делая его неразъемным.
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
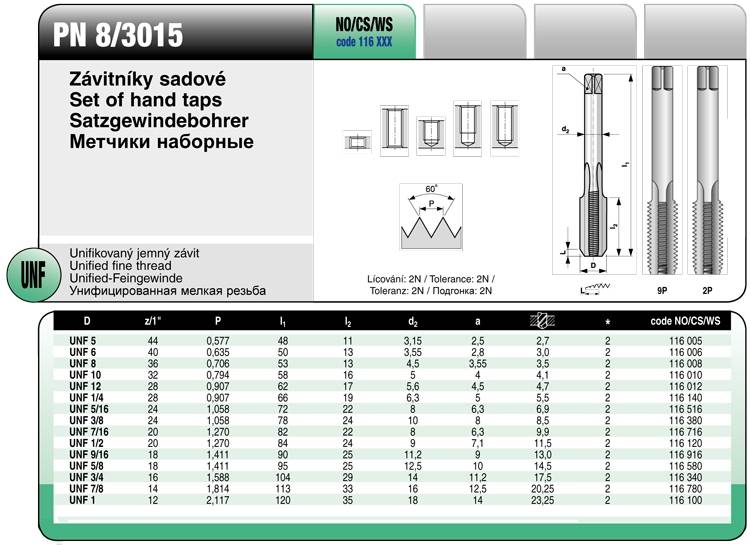
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.





Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
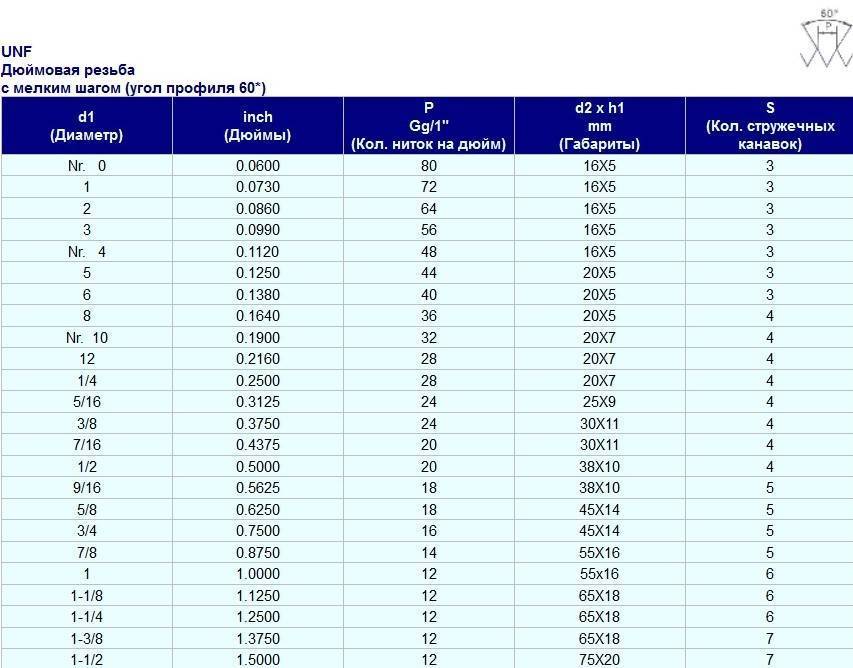
Применение резьбы UNF
Тонкая резьба не подходит для эксплуатации при высоких динамических нагрузках и значительных напряжениях при растяжении – она используется для позиционирования, регулировки, фиксации и пр. Резьбу с малым шагом сложнее ослабить, поэтому UNF применяется в соединениях, требующих уплотнения и подверженных воздействию вибрации.
UNF thread используют для крепления тонкостенных деталей измерительных инструментов, например, линз оптических приборов, элементов микрометров, крышек батарейных отсеков и пр. Тонкая резьба имеет небольшую высоту и требует аккуратного обращения во избежание повреждений, влияющих на качество сборки.
В компании ЕМК вы можете купить изделия с резьбой UNF ANSI / ASME B1.1. Мы работаем напрямую с заводами-изготовителями и обеспечиваем комплексные поставки металлоизделий на всей территории СНГ. Продукция проходит контроль качества и имеет сертификаты соответствия требованиям стандартов. Заказать резьбовой крепеж UNF можно по телефону и через сайт.
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Отличия резьбы UNF от UNC
Помимо угла профиля, составляющего 60°, цилиндрические резьбы по UNF и UNC не имеют сходств. Из-за различий значений допусков и обозначений они не являются взаимозаменяемыми.
К отличительным особенностям и преимуществам резьбы UNF следует отнести:
- меньший угол спирали, обеспечивающий лучшую герметичность и способствующий самоблокированию резьбы;
- стойкость к значительным разрывным нагрузками за счет небольшой глубины резьбы и большей площади контакта витков;
- лучший эффект предотвращения потери;
- большее количество зубьев на резьбе аналогичной длины, что снижает вероятность утечки жидкости.
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
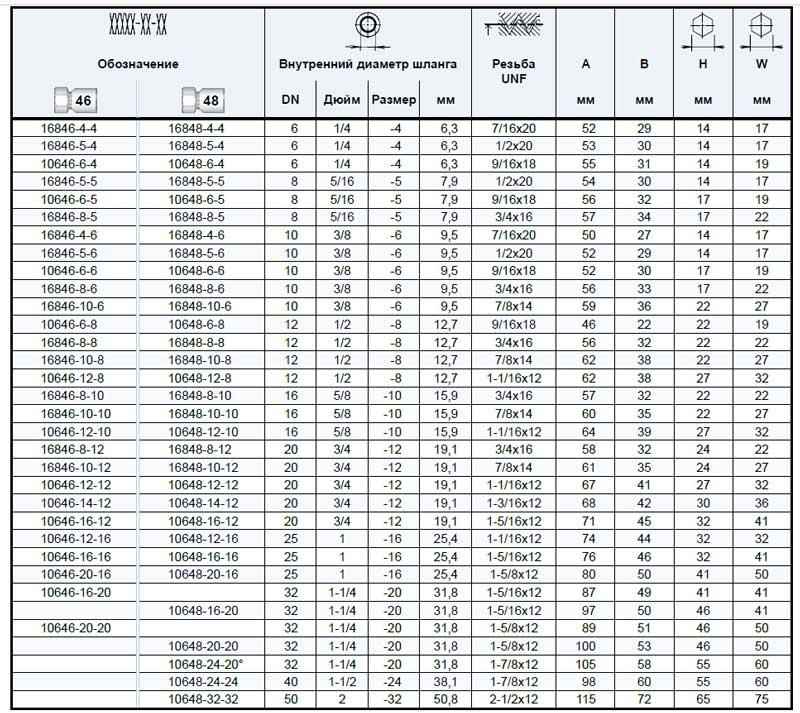
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики. К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
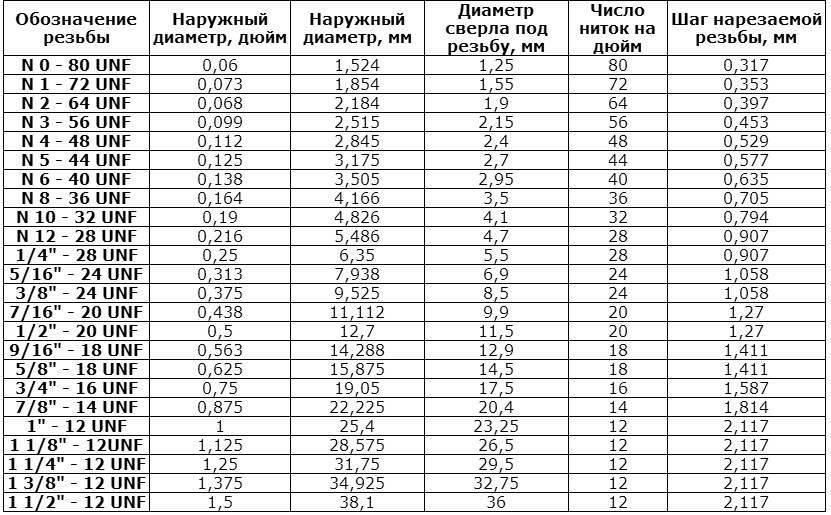
Дюймовая резьба — таблица, размеры, виды
Крепеж с помощью резьбы известен еще со времен античности. Ученые до сих пор находят остатки деталей, внешне напоминающих современные винты и гайки. Но наибольшее распространение резьба получила во времена промышленной революции 18-го века.
Первоначально распространению разъемного резьбового соединения мешало отсутствие стандартизации, что лишало возможности обеспечения взаимозаменяемости изделий. Решил данную проблему талантливый английский инженер Чарльз Витворт. Он разработал единую систему размеров и обозначения, использовав для этого английский дюйм.
Так появилась на свет дюймовая резьба. А все размеры занесены в таблицу по ГОСТ.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено.
Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба.
Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
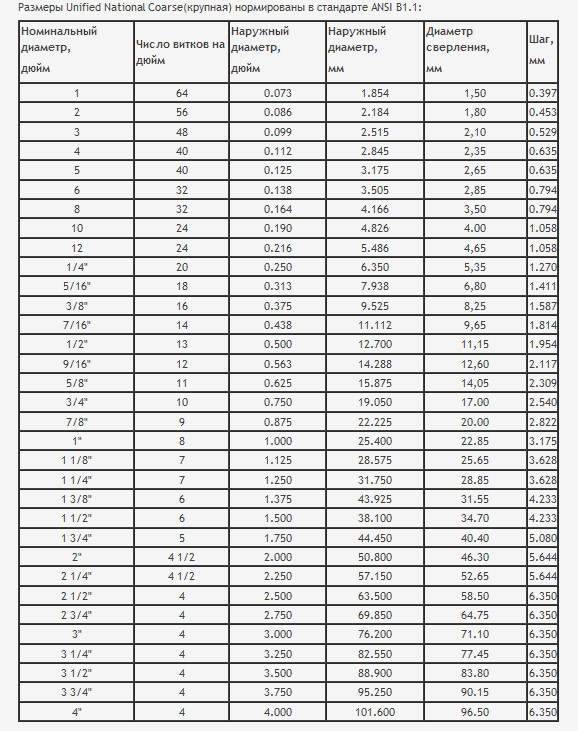
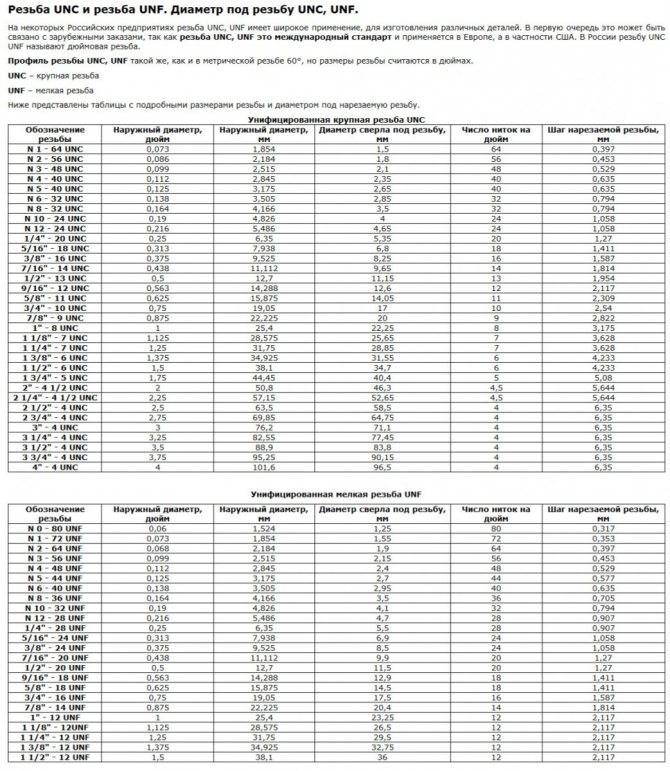
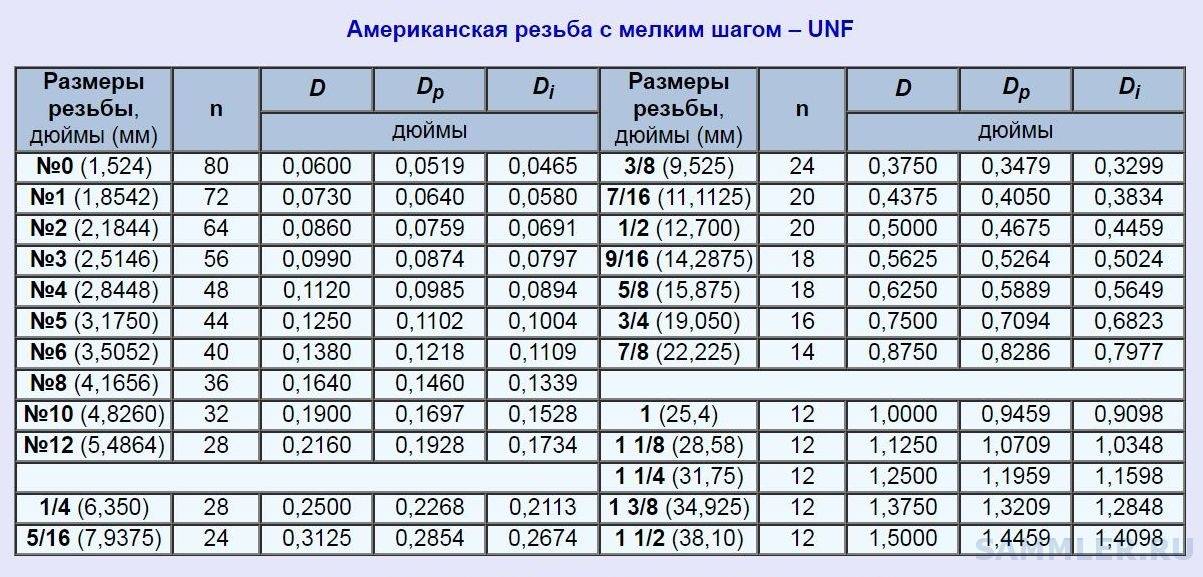
Американская резьба с крупным шагом – UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Применение резьбы UNF
Тонкая резьба не подходит для эксплуатации при высоких динамических нагрузках и значительных напряжениях при растяжении – она используется для позиционирования, регулировки, фиксации и пр. Резьбу с малым шагом сложнее ослабить, поэтому UNF применяется в соединениях, требующих уплотнения и подверженных воздействию вибрации.



UNF thread используют для крепления тонкостенных деталей измерительных инструментов, например, линз оптических приборов, элементов микрометров, крышек батарейных отсеков и пр. Тонкая резьба имеет небольшую высоту и требует аккуратного обращения во избежание повреждений, влияющих на качество сборки.
В компании ЕМК вы можете купить изделия с резьбой UNF ANSI / ASME B1.1. Мы работаем напрямую с заводами-изготовителями и обеспечиваем комплексные поставки металлоизделий на всей территории СНГ. Продукция проходит контроль качества и имеет сертификаты соответствия требованиям стандартов. Заказать резьбовой крепеж UNF можно по телефону и через сайт.
В чем отличие метрической резьбы от дюймовой?
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
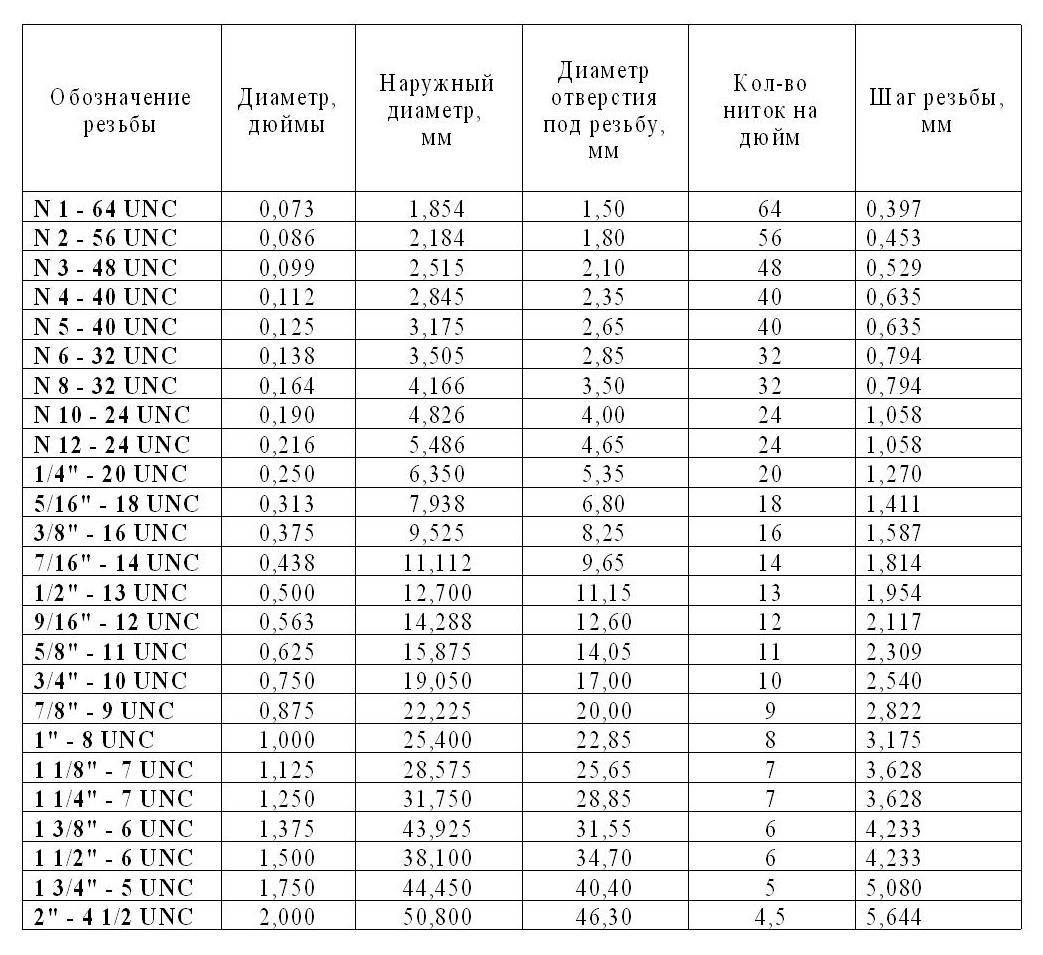
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой