Разновидности латуни
В зависимости от состава химических веществ, латуни подразделяются на:
Двухкомпонентные, или простые. Такие сплавы включают в себя преимущественно медь и цинк, количество иных элементов незначительно. В свою очередь, среди них выделяются:
- Альфа-латуни, или однофазные. В них содержится менее 39 % цинка, поэтому нет необходимости доводить температуру плавления до 905 °C, чтобы он растворился в меди.
- Бета-латуни, или двухфазные. Вторая фаза латуни возникает, если в составе сплава находится большее количество цинка, чем то, которое может раствориться. Как правило, b-латуни не такие пластичные, как а-латуни, но более прочные.

классификация латуней по химическому составу
Многокомпонентные, или специальные. Они состоят из меди, цинка и таких легирующих элементов, как железо, олово, кремний, алюминий, марганец и свинец.
По степени и качеству обработки латуни бывают:
- Деформируемые. Для изготовления деталей используются такие состояния деформируемых латуней, как особо твердое (с обжатием >50%),твердое (с обжатием >30%), полутвердое (с обжатием 10-30 %) и мягкое (отожженные сплавы). Смесь меди и цинка представлена в виде трубок с круглым сечением, проволоки, лент, листов.
- Литейные. Литейная латунь — легкоплавкая разновидность, содержащая в себе не менее 50-80% меди, остальное – цинк и легирующие элементы. Сюда относятся полученные латунные изделия, а также арматура.
https://youtube.com/watch?v=bm8gtXXhdEM
Литье меди – химический состав, в процентах
| Обозначение марок | Массовая доля элемента | |||||||||||
| Cu + Ag | Примесей, не более | |||||||||||
| Bi | Fe | Ni | Zn | Sn | Sb | As | Pb | S | O | P | ||
| M1 | 99,9 | 0,001 | 0,005 | 0,002 | 0,004 | 0,002 | 0,002 | 0,002 | 0,005 | 0,004 | 0,05 | – |
| M1p | 99,9 | 0,001 | 0,005 | 0,002 | 0,005 | 0,002 | 0,002 | 0,002 | 0,005 | 0,005 | 0,01 | 0,002 – 0,012 |
| М1ф | 99,9 | 0,001 | 0,005 | 0,002 | 0,005 | 0,002 | 0,002 | 0,002 | 0,005 | 0,005 | – | 0,012 – 0,04 |
| М2р | 99,7 | 0,002 | 0,05 | 0,2 | – | 0,05 | 0,005 | 0,01 | 0,01 | 0,01 | 0,01 | 0,005 – 0,06 |
| М3р | 99,5 | 0,003 | 0,05 | 0,2 | – | 0,05 | 0,05 | 0,05 | 0,03 | 0,01 | 0,01 | 0,005 – 0,06 |
| М2 | 99,7 | 0,002 | 0,05 | 0,2 | – | 0,05 | 0,005 | 0,01 | 0,01 | 0,01 | 0,07 | – |
| М3 | 99,5 | 0,003 | 0,05 | 0,2 | – | 0,05 | 0,05 | 0,01 | 0,05 | 0,01 | 0,08 | – |
В обозначение меди марок M1 и M1p, предназначенной для электротехнической промышленности и подлежащей испытаниям на электропроводность, дополнительно включают букву Е.
Медное литье используется для изготовления деталей для ремонта электрооборудования и изготовление различных изделий с удельным электрическим сопротивлением (физическая единица, характеризующая способность материала препятствовать прохождению электрического тока) 0,01724 – 0,018 Ом*мм2/м.
Медное литье купить по оптовой цене на металлургическом заводе АВАЛДА по телефону или заказать через электронную почту, Online – заказ. Доставка до объекта.
Характеристики меди
Медь является одним из первых металлов, которые человек научился добывать и перерабатывать. Изделия из меди и ее сплавов использовались еще в 3 веке до н.э., о чем свидетельствуют исторические данные и результаты археологических раскопок. Широкому распространению меди во многом способствовало то, что она достаточно легко поддается обработке различными механическими способами. Кроме того, ее можно легко расплавить.
Медь, поверхность которой отличается явно выраженной желтовато-красной окраской, в силу своей мягкости легко поддается обработке методом пластической деформации. Поверхность меди при ее взаимодействии с окружающим воздухом покрывается оксидной пленкой, которая и окрашивает ее в такой красивый цвет.
Марки технической меди и их химический состав
Большое значение имеют и такие характеристики меди, как электро- и теплопроводность, по которым она занимает второе место среди всех металлов, уступая только серебру. Благодаря таким свойствам изделия из нее активно используются в электротехнической промышленности, а также в тех случаях, когда необходимо обеспечить быстрый отвод тепла от нагретого предмета.
Еще одним важным параметром меди, напрямую влияющим на объем энерго- и трудозатрат, расходуемых при производстве изделий из нее, является температура плавления. Для чистой меди температура, при которой металл переходит из твердого состояния в жидкое, составляет 1083°. Если смешать медь с оловом и получить бронзу, то температура плавления такого сплава будет составлять уже 930–1140° в зависимости от содержания в нем основной легирующей добавки. Такой сплав меди, как латунь, который получают путем добавления к основному металлу цинка, обладает еще меньшей температурой плавления, которая находится в интервале 900–1050°.
Электрические свойства меди при температуре 20°
Если вы решили реализовать в домашних условиях такой технологический процесс, как литье меди, важно знать еще один параметр – температуру ее кипения. При 2560° медь начинает буквально кипеть, что хорошо заметно по видео данного процесса
Появлению пузырьков на поверхности жидкого металла и активному газообразованию в нем способствует углерод, выделяющийся из меди в результате ее окисления, происходящего при сильном нагреве.
При соблюдении технологии плавки на поверхности медного слитка могут остаться неглубокие поры, легко удаляемые шлифовкой
Литье по центробежной технологии
Для производства в заводских условиях изделий из бронзы, к износостойкости которых предъявляются повышенные требования, часто используется такая технология, как центробежное литье. С ее помощью выполняют литье изделий из бронзы, используемых в машиностроении и других отраслях промышленности. Сюда, в частности, относятся:
- шестерни;
- элементы червячных соединений;
- втулки различного назначения;
- обечайки;
- втулки;
- кольца;
- вкладыши и др.
Технология центробежного литья предполагает, что расплавленная бронза заполняет форму не под действием собственного веса, а под влиянием центробежных сил. Литейные формы помещаются в специальное оборудование. В зависимости от того, в какой плоскости происходит вращение литейных форм, установленных в такое оборудование, оно может быть вертикального или горизонтального типа.
Схема центробежного литья
Оборудование любого типа, используемое для выполнения литья из бронзы по центробежной технологии, имеет следующие конструктивные элементы:
- тигель, в котором происходит плавка металла;
- желоб, по которому расплавленный металл подается в литейные формы;
- изложница;
- электродвигатель, который используется в качестве главного привода и обеспечивает вращение форм;
- элементы привода: шкивы, валы, клиноременная передача.
Благодаря особенностям данной технологии, с ее помощью можно выполнять качественное литье изделий из бронзы, отличающихся даже очень сложной конфигурацией. За счет задействования центробежных сил, которые прижимают расплавленный металл к стенкам литейной формы, поверхность отливки отличается повышенной плотностью и, соответственно, высокой износостойкостью.










При изготовлении художественных отливок из цветных сплавов (медных, алюминиевых, цинковых) и благородных металлов применяют формы с гипсовым связующим и огнеупорным наполнителем. Сплавы на свинцовой и оловянной основах заливают в чисто гипсовые формы без наполнителя.
Преимуществом литья в гипсовые формы является также то, что таким способом возможна отливка по постоянным моделям (по эталону) и по выплавляемым моделям.
Общие характеристики металла
Бронза не относится к однородным металлам, а представляет собой сплав на основе меди, усиленный легирующими добавками алюминия, бериллия, свинца, кремния, олова. На основе количества и типа дополнительных компонентов, кроме латуни, бронзовый сплав приобретает определенную расцветку, ряд химических и физических характеристик.
Бронзу относят к особо прочным и стойким сплавам, температура ее плавления составляет 900–1100 градусов. С учетом базовых показателей материала, его применяют на производстве, а также для получения художественного литья благодаря обилию полезных свойств:
- высокой прочности, износостойкости;
- исключительно низкому уровню коррозии;
- простоте обработки, паростойкости;
- способности проводить ток и тепло;
- устойчивости к внешним повреждениям.
С точки зрения химического состава, бронза может быть двух вариантов – безоловянные и оловянные сплавы. Сочетание олова с медью наделяет конечный материал крепостью, но понижает температуру плавления и теплопроводность. В качестве примера бронзово-оловянного сплава можно назвать колокольную бронзу, но изделия из нее приобретают повышенную хрупкость.

Бронзы без олова
К материалам без содержания олова относят следующие виды:
- особо стойкая свинцовая с широким спектром антифрикционных свойств, тугоплавкая;
- бериллиевая – самая прочная и пластичная после закаливания;
- кремниецинковая с высоким показателем текучести при расплавлении;
- алюминиевая – стойкая к агрессии химических элементов, окружающей среды.
В составе многокомпонентного сплава без присутствия олова содержится 2,5 % легирующих элементов, значительно улучшающих набор полезных качеств бронзового металла. Наличие железных примесей способствует улучшению структуры и прочностных характеристик сплава. Для маркирования бронзы применяют сочетание букв «Бр», после которых следует первые буквы названия добавки (алюминий, бериллий, свинец и т.д.) и процент ее содержания в сплаве.
Температура плавления
Сведения о температурах плавления и литья отдельных видов бронзы приведены в таблице ниже:

По технологическим характеристикам бронзы бывают двух типов:
- деформируемый вид, отлично выдерживающий механическую обработку, используют для штамповки, изготовления проволоки, производства листов;
- литейную разновидность стойкую к высоким температурам, используют для отливки изделий больших габаритов с особо сложной конфигурацией.
Материалы для литых форм
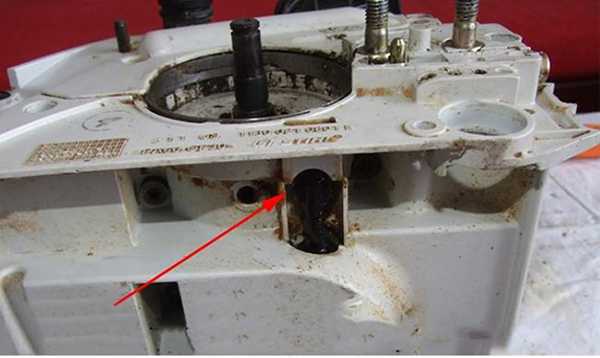
При открытом способе заливки часто используется самый простой материал, который всегда под рукой, это – кремнезем. Сначала земля укладывается с послойной трамбовкой. Между слоями закладывают макет отливки, который после тщательной трамбовки оставляет отпечаток в кремнеземе
Эту форму осторожно вынимают и заливают вместо нее алюминий
Некоторые мастера используют при приготовлении основы формы речной песок с добавлением жидкого стекла. Также иногда применяется смесь цемента с тормозной жидкостью.
Видео:
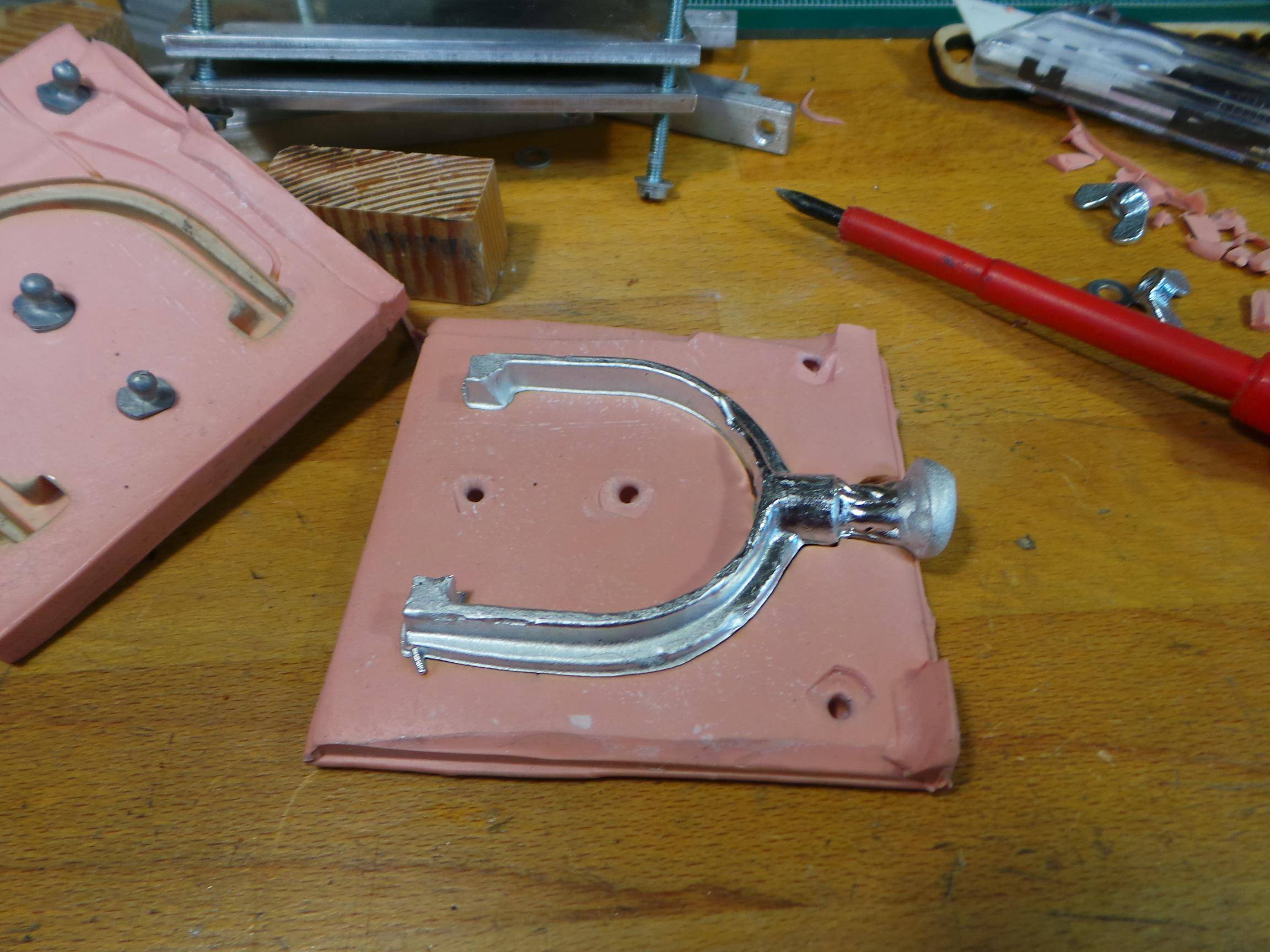
Гипсовые формы
При изготовлении макета сложной формы часто используют гипс, который в основном может служить для разового процесса литья. При литье алюминия в гипсовую форму в качестве макетов используют парафин или пенопласт.
Восковой макет изделия заливается гипсом и после его сушки при высокой температуре расплавляется и сливается через специальное отверстие.
В случае изготовления макета из пенопласта его заливают гипсовой смесью и оставляют в ней до полного отвердевания формы. Горячий алюминиевый расплав заливают прямо на пенопласт. Благодаря высокой температуре металла происходит расплавление и испарение пенопласта, а его место занимает алюминиевый расплав, принимая заданную пенопластом форму.
Видео:
Типичные ошибки и советы для правильного проведения литья
- При работе с гипсом следует избегать типичных ошибок. Несмотря на то, что гипсовые формы являются удобным способом отливки нужных конфигураций деталей, этот материал очень чувствителен к влаге. При обычной сушке на воздухе она остается в составе гипса. Это вредит качеству алюминиевой отливки, т. к. может спровоцировать образование мелких раковин и пузырьков. Поэтому сушить гипсовые формы нужно несколько суток.
- Металл перед заливкой должен быть достаточно горячим, чтобы успеть заполнить всю форму, прежде чем начать отвердевать. Поэтому после достижения температуры расплавления с учетом быстрого остывания алюминия не надо затягивать с его разливкой в форму.
- Не рекомендуется окунать полученную отливку в холодную воду для ускорения процесса отвердевания. Это может нарушить внутреннюю структуру металла и приведет к трещинам.
Видео:
P.S. Всё, можете начинать литье в домашних условиях!
Литье в домашних условиях
Опытные мастера металлургии практикуют литье из бронзы в домашних условиях. Для проведения этого процесса требуется приобрести:
- горн;
- щипцы;
- древесный или каменный уголь;
- тигель в котором будет плавиться металл.
Литье в домашних условиях
Создание литейной формы
Литье бронзы в домашних условиях требует правильного изготовления форм для литья. Формовочная смесь должна состоять из смеси, песчаника, каменноугольной пыли, глины. Этапы изготовления формы:










- Формовочная смесь засыпается в деревянный ящик, который называется опока. Сверху её утрамбовывают слабыми ударами.
- Далее в формовочную смесь погружается модель будущей заготовки.
- Сверху располагается ещё один ящик (опока). В него засыпается формовочная смесь. Трамбуется.
- Далее мастер разделяет форму на нижнюю и верхнюю половины.
Как правильно залить расплавленную бронзу в литейную форму
Литье из бронзы в домашних условиях требует особой подготовки литейных форм. Из них требуется удалить воздух чтобы получились долговечные отливки без дефектов. Формы необходимо раскрутить в центрифуге с электроприводом. После этого можно заливать расплавленный металл.
Как получить более качественное литье
Качество литья можно повысить. Нужно использовать другой изменённую технологию. При этом используется воск. Из него изготавливают формы, в которые будут заливаться отливки. Можно использовать парафин. Чтобы сделать такую модель, требуется использовать готовую форму, которая нагревается в кипящей воде.
Литье бронзы в стальную форму в домашних условиях
Литье бронзы известно многие сотни лет. С помощью этого технологического процесса изготавливаются декоративные элементы, ограждения, светильники и скульптуры. В состав бронзы входят разные компоненты, которые влияют на характеристики сплава. Существует различные виды изготовления отливок из бронзы, которые подразумевают разные технологические процессы.
Это интересно: Виды литья — специальные, пластмасс, литье под давлением
Где продавать изделия из бронзы
Не менее привлекательным для мастера способом получения прибыли от такого вида деятельности является художественное литьё из бронзы на заказ. Этот вариант взаимодействия покупателя с продавцом удобен тем, что прежде чем приступить к изготовлению бронзового изделия мастер уверен в том, что его изделие будет реализовано срезу после окончания процесса плавки. Цена литья бронзы на заказ всегда будет выше, по причине разработки индивидуального эскиза для изделия. Заказы для мастера работающего с бронзой, могут поступать и на изготовление объёмных изделий, например, памятники и мемориальные таблички наиболее часто изготавливаются из медных сплавов.
Для домашнего мастера возможны и другие направления работы с металлом. Нередко из бронзы изготавливаются скульптуры различных персонажей мифов или реальных людей, живших в прошлые века. Несмотря на то, что при изготовлении объёмных фигур будет тратиться значительно больше времени, оплата за выполнение такого вида работ всегда высока.
Из этого вида медного сплава можно также изготавливать иконы, реализацию которых можно осуществлять через церковные лавки. Если мастером освоено тонкое ювелирное литьё бронзы, то можно заняться самостоятельным изготовлением украшений как на заказ, так и для реализации через розничные точки продаж.
Для крупных предприятий наиболее удобной формой реализации продукции является оптовая продажа посредникам. Также возможно осуществление крупных заказов на бронзовые изделия для других видов производств.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.
Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Литейная мастерская дома
Как-то мне довелось наблюдать за работой мастера литейщика. Простота, с которой из металла получались детали самой замысловатой формы, произвела на меня впечатление. А в дальнейшем я пришел к убеждению, что освоить хотя бы простейшие приемы литья необходимо каждому для исполнения фантазий, неизбежно возникающих, например, при оборудовании катера.
 Это — мой катер «Аленка». Многие детали для него сделаны из алюминия с помощью литья в домашних условиях:1 — якорь (все-таки легковат) и вертлюг цепи; 2 — палубный клюз; 3 — кнехт; 4 — рамки иллюминаторов; 5 — головка и детали грибовидного вентилятора; 6 — кницы и брештуки внутри корпуса и снаружи (для присоединения стенок рубки). Это — мой катер «Аленка». Многие детали для него сделаны из алюминия с помощью литья в домашних условиях:1 — якорь (все-таки легковат) и вертлюг цепи; 2 — палубный клюз; 3 — кнехт; 4 — рамки иллюминаторов; 5 — головка и детали грибовидного вентилятора; 6 — кницы и брештуки внутри корпуса и снаружи (для присоединения стенок рубки). |
Теперь я уже могу делиться опытом. Конечно, речь идет лишь о том, чтобы в домашних условиях более или менее свободно распоряжаться самым доступным, удобным и легким материалом — алюминием, а говоря правильнее, его сплавами, в первую очередь литейными (типа силуминов). Как бы то ни было, теперь я не выбрасываю ни одной пробки от пивных бутылок, на улице не могу пройти мимо обрывков алюминиевой проволоки или обрезков листа. Из всего этого можно, в конце концов, получить великолепные утки, кнехты, уключины, киповые планки, различные петли и оковки, кронштейны, брештуки и т. д. и т. п. вплоть до гребных винтов. А литье мормышек будет и вовсе ерундовым делом!
Основные ошибки при литье алюминия
Многие новички при изготовлении алюминиевых отливок совершают банальные ошибки, поэтому перед выполнением работ рекомендуется с ними ознакомиться. Следует выделить такие базовые ошибки:
Следует тщательно изготавливать гипсовую форму
Очень важно, чтобы из нее полностью испарилась вся влага. Если этого не произойдет, то во время заливки металла влага испарится, оставив поры и пустоты
Это значительно влияет на качество готового изделия.
Недостаточный нагрев металла может привести к плохой заполняемости формы, из-за чего могут остаться незаполненные пустоты.
Не нужно дополнительно остужать металл, процесс охлаждения должен происходить естественным путем.
Предупредив появление вышеуказанных ошибок, можно получить качественный результат.
Немного истории

Важнейшую особенность железа принимать, застывая, «предложенную» ему форму, человек заметил еще в древнейшие времена. Сегодня практически все ученые предполагают, что первоначальное знакомство человека с металлом состоялось благодаря метеоритам. Метеоритное железо было плавким, его было легко обрабатывать, так что основы литья некоторые зарождающиеся цивилизации изучали еще очень давно.
В нашей стране литье металла испокон веков было делом уважаемым и почетным, к этому ремеслу люди всегда относились с большим уважением. Широко известны «Царь-пушка» и «Царь-колокол», являющиеся шедеврами литейного мастерства русских мастеров, пусть даже один из них никогда не звонил, а второй – не стрелял. Уральские же литейщики в царствование Петра Первого приобрели особую известность в качестве поставщиков надежного оружия для армии. Впрочем, этот титул они вполне по праву носят и сейчас. Прежде чем мы рассмотрим основные виды литья металлов, необходимо сказать несколько слов о требуемых характеристиках сырья.
2.1. Сущность литейного производства
Производство литых изделий известно с глубокой древности. В Китае, Индии, Вавилоне, Египте, Греции, Риме отливали предметы вооружения, религиозного культа, искусства, домашнего обихода. В XIII–XV веках Византия, Венеция, Генуя, Флоренция славились литыми изделиями.
В русском государстве в XIV…XV веках отливались бронзовые и чугунные пушки, ядра и колокола. В 1586 г. А. Чохов отлил «Царь-пушку» (рис. 1.9). «Царьпушка» — чугунная отливка массой около 39 т (диаметр ствола — 890 мм, длина — 4 м, калибр — 887 мм). Для выстрела каменным ядром для пушки необходим был заряд пороха массой 84 кг. Расчетная скорость вылета ядра из ствола составляла 230 м/с, а скорость ядра на расстоянии 1 000 м от пушки — 180 м/с. Позднее в России были созданы и другие замечательные образцы литейного искусства. Так, в 1735 г. был отлит «Царь-колокол» (рис. 1.10) массой свыше 200 т отцом и сыном Моториными, в 1782 г. — памятник Петру I « Медный всадник» (массой 22 т) Э. Фальконе, в 1816 г . — памятник Минину и Пожарскому В. П. Екимовым, в 1850 г. — скульптурные группы Аничкова моста (рис. 1.11) в Петербурге П. К. Клодтом и др. В 1894 г. на заводе в Перми была изготовлена чугунная отливка шабота для кузнечного молота массой 620 т.
Рис. 1.9. Царь-пушка Рис. 1.10. Царь-колокол Рис. 1.11. Скульптуры Аничкова моста
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки или детали. При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию литейного производства (заготовку или деталь) называют отливкой.
Общий мировой выпуск отливок в 2011 г . составил 75 млн т. При этом 70 % отливок приходится на машиностроение, где масса литых деталей от их общей массы составляет 50 %. Из литых заготовок в станкостроении изготавливают 80 % всех деталей, в сельскохозяйственном машиностроении и в тракторостроении — до 60 %.
Методом литья изготавливают блоки двигателей, головки цилиндров, поршни и поршневые кольца, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков и прокатных станов, турбинные лопатки, гусеничные траки, ковши экскаваторов и другие детали, которые затруднительно или невозможно получить другими методами обработки металлов (в частности, давлением и резанием).
Технология литья позволяет:
1) получать изделия сложной формы и различных размеров (блоки цилиндров ДВС, станины металлорежущих станков, фасонное художественное литье);
2) изготавливать изделия с минимальными припусками на обработку (детали фотоаппаратов, поршни ДВС). При этом коэффициент использования металла (КИМ) составляет не менее 70 %, а при литье под давлением — 95 %;
3) изготавливать изделия из сплавов с низкой пластичностью и низкой обрабатываемостью резанием (ковши экскаваторов, траки и т. д.).









Для изготовления отливок применяют литье в песчаноглинистые формы и специальные способы (литье по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением, центробежное литье и др.).
При выборе способа литья учитывают объем производства, требования к геометрической форме изделия и чистоте поверхности, химический состав заливаемого металла, форму отливки, экономические соображения и другие факторы.
Независимо от способа литья во всех случаях для получения отливки нужна литейная форма. Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую
полость, заполнение которой расплавом обеспечивает получение отливки заданных размеров и конфигурации.
При изготовлении отливок литейная форма является основным инструментом. Форма обеспечивает, во-первых, необходимую конфигурацию и размеры отливки, во-вторых, заданную точность и качество ее поверхности, в-третьих, определенную скорость охлаждения залитого металла, способствующую формированию требуемой структуры и соответствующих свойств отливки.
Литейные формы подразделяют по количеству заливок на разовые и многократные, по материалу — па песчаные, песчаноцементные, гипсовые, металлические, из высокоогнеупорных материалов и др.
Основными операциями технологического процесса изготовления отливок являются: изготовление литейной формы, плавка металла и заливка в форму, извлечение отливок из формы.
Газовые муфельные печи
Муфельная печь для плавки металла может быть электрической или газовой. Обработка металла происходит в муфеле — специальном пространстве, препятствующем соприкосновению металла с топливом. Газовые муфельные печи различаются по уровню температуры в рабочем пространстве. Муфели могут быть керамическими, волокнистыми и из керамического волокна. Печи с муфелем используются для термообработки и плавки цветных металлов, они имеют ограничения по температуре плавления, и подходят как для бытового, так и для промышленного использования.
Газовая муфельная печь характеризуется особенностями внутренней конструкции и содержит внутри сверхпрочную камеру из муфеля, который дополнительно защищает металл во время переплавки от попадания сторонних примесей.