Позиционные обозначения элементов
Всем изображенным на схеме элементам и устройствам присваиваются условные буквенно-цифровые позиционные обозначения.
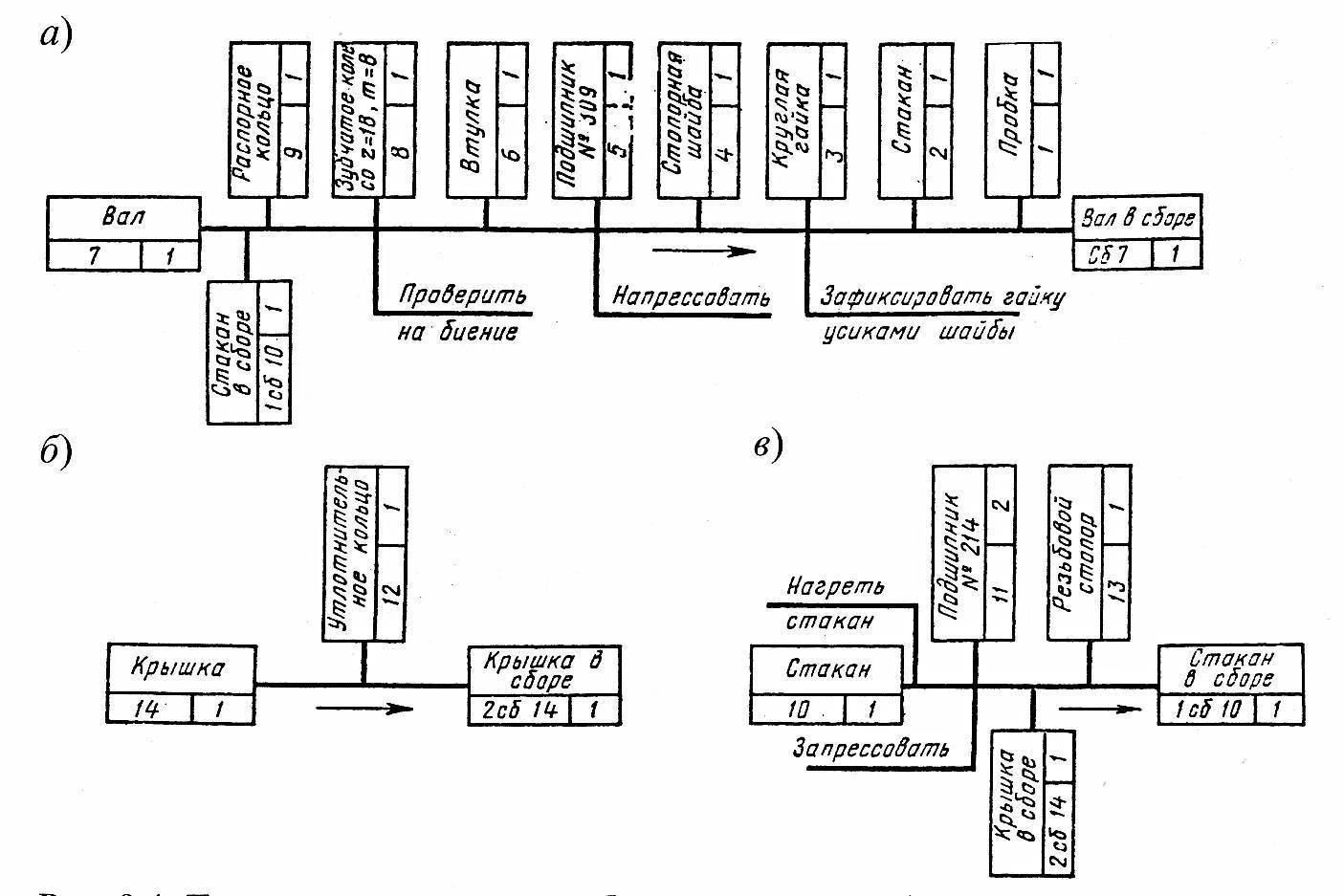
Позиционные обозначения проставляют на схеме рядом с условным графическим обозначением элементов и устройств с правой стороны или над ними.
Позиционные обозначения элементам (устройствам) присваивают в пределах изделия. Порядковые номера элементам (устройствам) начиная с единицы, присваивают в пределах группы элементов (устройств) с одинаковым буквенным позиционным обозначением одной группы или одного типа в соответствии с последовательностью их расположения на схеме сверху вниз и в направлении слева направо, например R1, R2, …, C1 C2.
На схеме изделия, в состав которого входят устройства, позиционные обозначения элементам присваивают в пределах каждого устройства, а при наличии нескольких одинаковых устройств — в пределах этих устройств по правилам, изложенным выше.
Если взамен условных графических обозначений входных и выходных элементов изделия помещены таблицы, то каждой таблице присваивают позиционные обозначения замененного элемента.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Порядок разработки
При разработке принципиальной технологической схемы (превращении ли полной технологической схемы в принципиальную) необходимо придерживаться таких рекомендаций:
- показывать одну из нескольких однотипных технологических линий;
- показывать одну из нескольких однотипных операций или один из нескольких параллельных (или последовательных) однотипных аппаратов;
- изъять резервное оборудование;
- изъять или упростить системы регенерации (утилизации) тепла;
- изъять обвязку аппаратов дополнительными трубопроводами;
- изъять контрольно-измерительные приборы;
- изъять все защитные приборы и устройства.
Таким образом, используя технологический регламент, технологическую схему (полную или принципиальную) и технологическую часть проекта, можно оценить взрыво-пожароопасность аппарата, процесса, а также уровень их противопожарной защиты; указанные документы являются источником информации о технологических процессах, которая необходима для анализа пожарной опасности объекта в целом.
Методическая разработка по составлению технологичесеких схем
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ АМУРСКОЙ ОБЛАСТИ
ГОСУДАРСТВЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ АВТОНОМНОЕ УЧРЕЖДЕНИЕ АМУРСКОЙ ОБЛАСТИ
«АМУРСКИЙ ТЕХНИЧЕСКИЙ КОЛЛЕДЖ»
Методические рекомендации по выполнению
Составила: Селезнёва А.М.
г. Свободный, 2016 г.
Структура рекомендаций « Методические рекомендации по выполнению технологических схем » представляет собой правила по составлению технологических схем.
Выполнение технологических схем требует дополнительную работу со сборниками рецептур, литературой.
Правила составления технологической схемы
Технологическая схема – это графический технологический документ, который отдельно или совместно с другими технологическими документами определяет технологический процесс или составную часть процесса при изготовлении блюд, кулинарных или кондитерских изделий.
Технологическая схема содержит составные части технологического процесса приготовления блюд, кулинарных или кондитерских изделий, являющиеся элементами схемы.
Элементы технологической схемы включают: сырье, продукты и полуфабрикаты, используемые в процессе производства данного вида продукции, а также отдельные операции технологического процесса и линии связи между ними.
При составлении технологической схемы следует выполнять следующие требования:
Все продукты и полуфабрикаты, используемые в процессе производства данного блюда, кулинарного или кондитерского изделия должны быть расположены в верхней части схемы.
Основной продукт (полуфабрикат) располагают по центру, остальные продукты (полуфабрикаты) по мере соединения с основным.
Для каждого продукта (полуфабриката) должны быть указаны основные характеристики: кондиция, термическое состояние, степень обработанности и т.п.

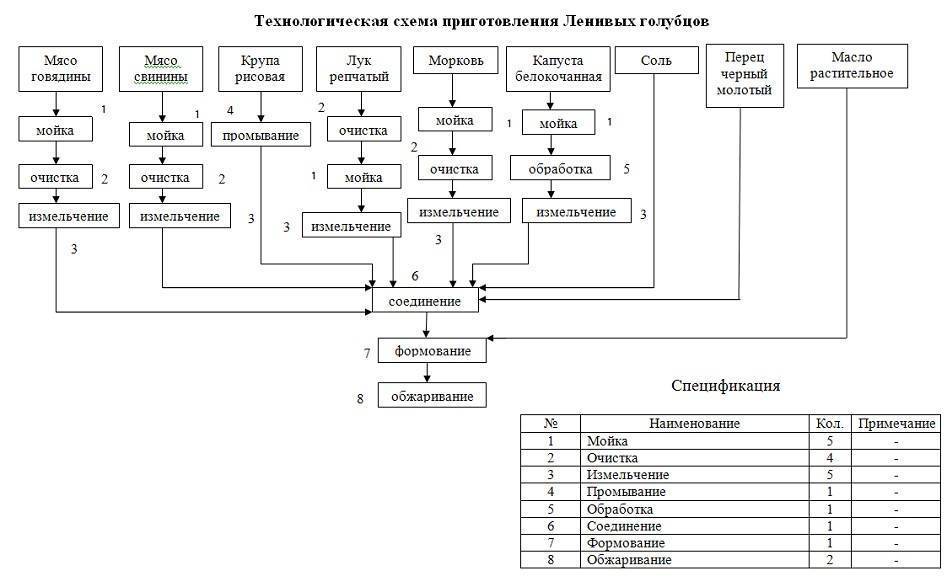







Отдельные операции технологического процесса указываются в технологической схеме глаголами неопределенной формы, в повелительном наклонении.
Обязательно указываются временные, температурные и другие параметры операций.
Линии связи, соединяющие элементы технологической схемы должны иметь наименьшее количество изломов, причем расстояние между параллельными линиями связи должно быть не менее 3 мм. Пересечение линий связи не допускается.
Каждой операции технологического процесса, изображенной в схеме присваивается цифровое позиционное обозначение, которое проставляется рядом с операцией.
Операции технологического процесса, с присвоенными им позиционными обозначениями заносятся в таблицу операционного действия, прилагаемую к технологической схеме.
Таблица операционного действия содержит следующие элементы: позиционное обозначение; наименование операций; количество операций; примечания (содержат перечень оборудования, используемого в процессе производства данного блюда, кулинарного или кондитерского изделия и указание цеха или участка производства, в котором производится его приготовление).
Технологическая схема должна содержать требования, предъявляемые к оформлению и подаче блюда (температуру подачи, посуду и приборы, используемые для подачи блюда).
Обязательным является указание названия блюда, кулинарного или кондитерского изделия, для которого составляется технологическая схема.
Источник
Наша группа «ВКонтакте»
Естественно, что она значительно полнее, чем структурная схема, отображает свойства ЭУ. Метки: САЭП , тематические статьи , технический словарь , электрические схемы , электропривод Электрическая схема — это графическое изображение связей между электрическими элементами установки, позволяющее понять принцип действия электротехнического устройства.
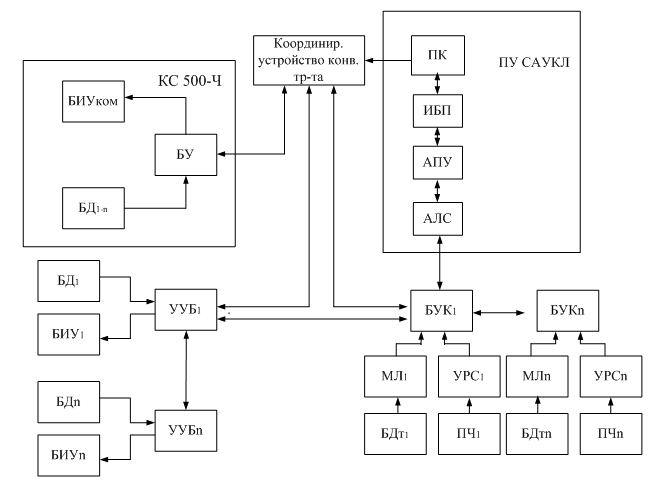


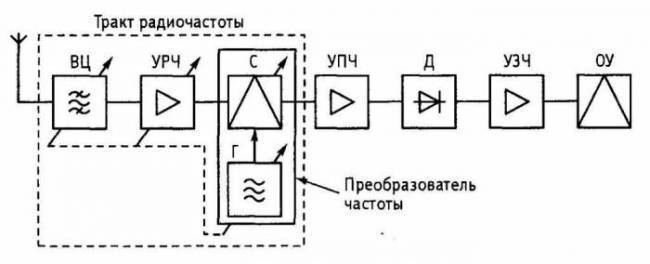
4.1. Схема электрическая структурная (Э1)
Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Масштабы компании исчисляются в объеме производства, численности персонала, денежном доходе. Графические обозначения элементов следует выполнять линиями той же толщины, что и линии связи. Таблица соединений может быть выполнена в виде самостоятельного документа на формате А4 с основной надписью но ГОСТ 2. Затем следует ознакомиться со схемой силовой цепи, начиная с источника тока.
В береговых установках, где мощность питающей сети во много раз превышает мощность включаемого электродвигателя, можно непосредственно включать электродвигатели больших мощностей, нежели в судовых условиях, где мощности электростанций ограничены. Для упрощения графики схемы допускается сливать отдельные провода, идущие на схеме в одном направлении, в общую линию. Запись элементов, входящих в каждое устройство функциональную группу , начинают с соответствующего заголовка. Мефодьева Л. Как читать схему . Часть 7. Power sequence for Desktop.
 Как читать схему . Часть 7. Power sequence for Desktop.
Как читать схему . Часть 7. Power sequence for Desktop.
Земляные работы
При производстве работ по разработке выемок (котлованов и траншей) и устройству естественных оснований состав контролируемых показателей, допустимые отклонения, объем и методы контроля должны соответствовать тб.4 СНиП 3.02.01-87.
При этом отклонения от проектных отметок дна котлованов и траншей, продольного уклона траншей, отметок спланированных поверхностей выемок и насыпей – производится нивелиром; геометрические размеры выемок и насыпей проверяются измерительной лентой или рулеткой, а крутизна откосов выемок и насыпей – теодолитом.
Плотность грунта в основании сооружений, а также плотность грунта обратной засыпки и насыпи проверяется плотномером после взятия проб строительной лабораторией.
Основные технологические операции
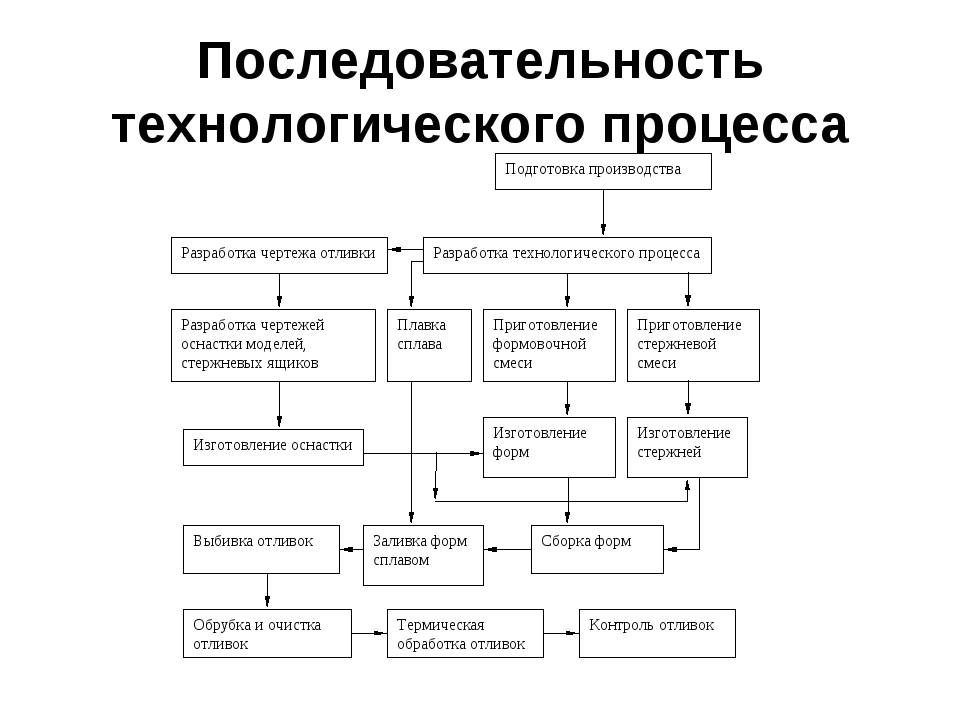
В целом, при производстве комбикормов придерживаются следующей последовательности операций (схема 1).
Схема 1. Порядок операций при производстве комбикормов
Комбикормовому производству присуща высокая гибкость процесса. При необходимости некоторые операции могут быть исключены.
В отдельных случаях некоторые операции осуществляются повторно. Обычно, на комбикормовых предприятиях присутствует большое количество маршрутов. Маршруты, которые обходят отдельные машины, называют байпасными.
Большое количество технологических операций обуславливает расположение их в высоту, когда транспортировка продукта по маршрутам осуществляется гравитационно. Большинство (фото 3) комбикормовых заводов расположены в многоэтажных зданиях.

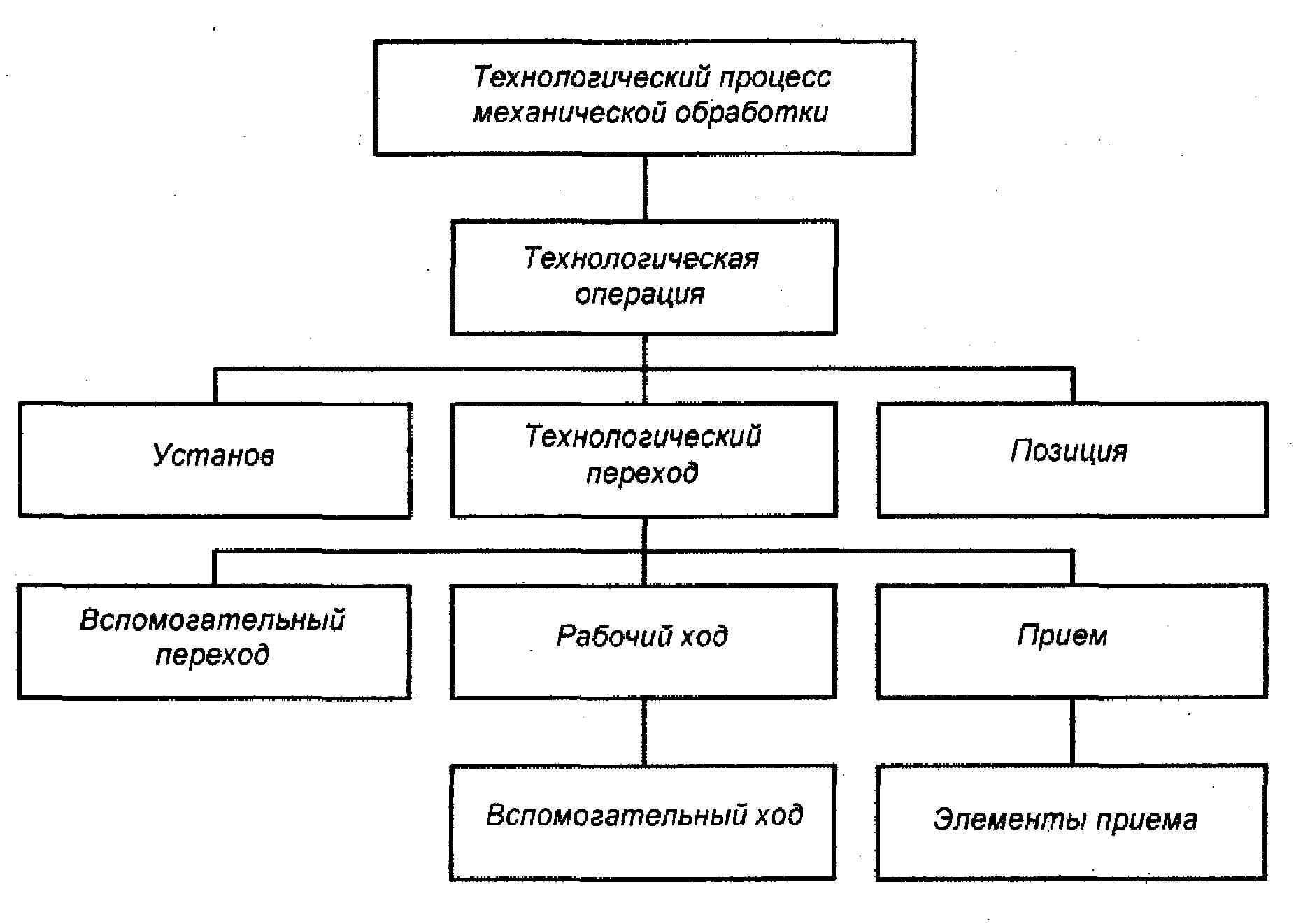






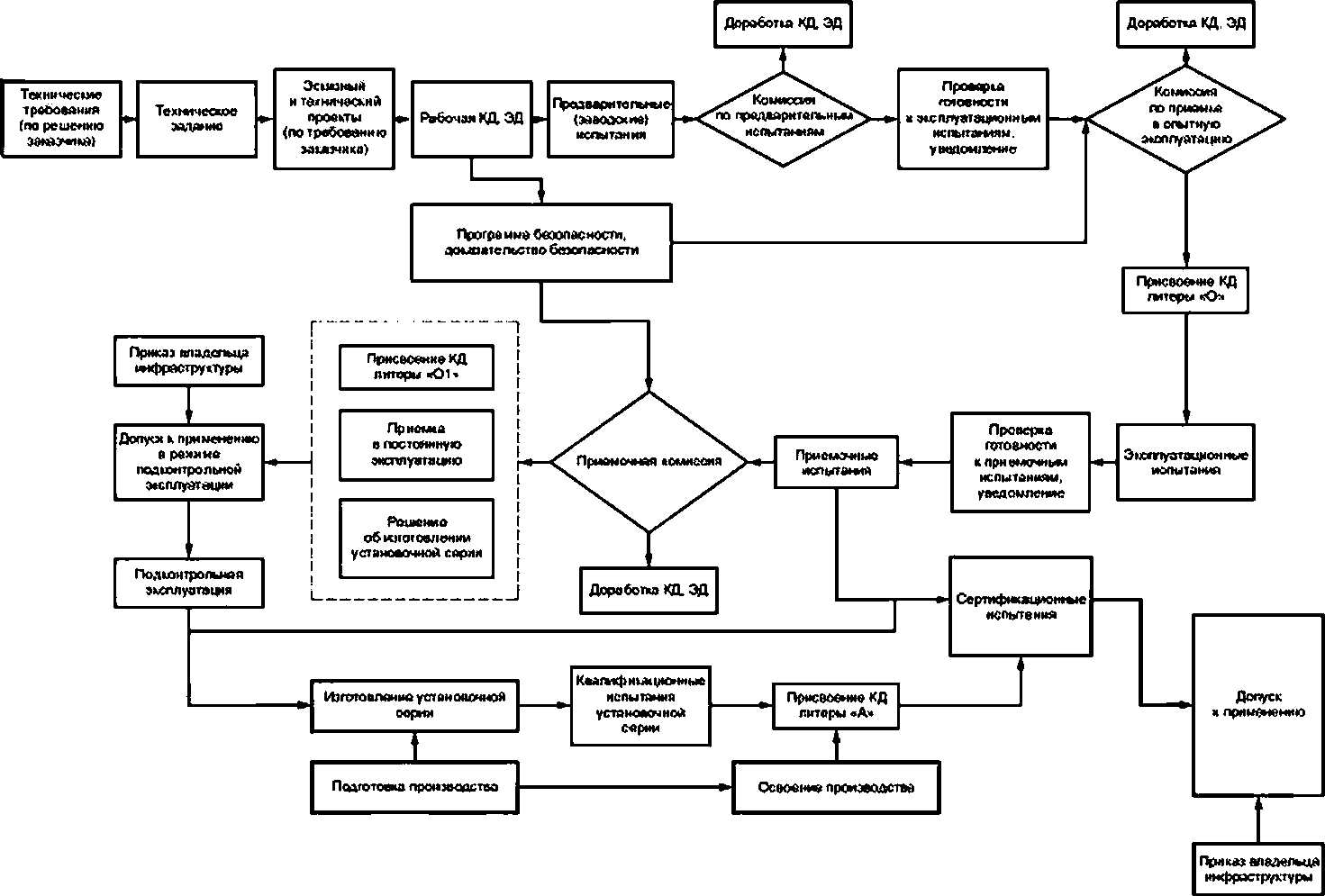
Фото 3. Вертикальный комбикормовый завод
Сердце производства комбикормовых смесей – это три фундаментальные операции: измельчение ингредиентов, их дозировка и смешивание. Интересно, что и здесь возможны вариации. Условно я эти схемы называю Американской, Европейской и Советской. Попробуем их проанализировать.
ЕСТПП
В структуре стандартов технологической подготовки производства стоит отметить межгосударственные стандарты ТПП, такие как:
- СРПП – система разработки и постановки продукции на производство.
- ЕСКД – единая система конструкторской документации.
- ЕСТД – единая система технологической документации.
- САПР – система автоматизированного проектирования.
Особое место среди этих стандартов ТПП отведено стандартизации технической документации.
Управление технологической подготовкой производства происходит как раз путем следования разработанным, обобщенным единым стандартам и правилам, а также другим нормативным документам.
Эффективной стандартизации добиваются следующими методами:
- Сокращения и отказа от затрат по переоформлению документов в процессе их передачи на другие организации и предприятия.
- Приведение текстовых и графических документов к более простым формам, соответствующее этой процедуре сокращение издержек на их подготовку и применение.
- Введение унифицированных документов и документооборота, расширение их использования в процессе конструирования, разработки новых технологических решений, подготовки и внедрения оборудования, инструментов, технической оснащения.
- Современных методов учета вычислительной техники, которая применяется при изготовлении и обработке всего потока документов организации.
- Работой над повышением качества разработок по технической документации.
Единая система технологической подготовки производства (ЕСТПП) – это система организации и управления процессом ТПП, определенная государственными стандартами, которая предусматривает использование современных технологий, технологического оснащения необходимым оборудованием, средствами механизации и автоматизации процессов производства, управленческих и инженерно-технических процессов.
ЕСТПП – это общепринятый системообразующий подход для предприятий к определению методов и средств ТПП, их применению, а также к освоению технологий выпуска готовой продукции за минимальные сроки, при небольших материальных и трудовых издержках на каждой стадии, включая тестовые образцы. Это приводит к созданию гибкого производства, которое позволит непрерывно совершенствовать технические процессы или быстро переналадить их под выпуск новых видов изделий.
Комплекс единой системы технологической подготовки производства подразделяется на 5 составляющих:
- Группа 1 (подготовительная): общие стандарты, термины, основные требования, порядок оценки ТПП.
- Группа 2: стандарты предприятия – включают в себя правила предприятия и правила по управлению ТПП, стадии разработки документации, формирования организационных структур по предприятию, автоматизации, правила организации хозяйственной и организационной деятельности предприятия.
- Группа 3: стандарты по продукции – определяют технологичность произведенного изделия в целом, по видам выпускаемой продукции, этапам разработки, показатели технологичности производства и порядок выбора этих показателей, порядок внедрения контроля конструкторской документации.
- Группа 4: стандарты производственных процессов – порядок выработки и имплементации технологий производства, средств оснащения производства технологиями, выбор и внедрение оборудования, средств контроля, процессов механизации и автоматизации производства.
- Группа 5: стандарты по механизации и автоматизации – правила использования технических средств и механизации/ автоматизации проводимых работ, решению вновь возникающих задач, по информационному, математическому и техническому оснащению, определению объектов и очереди внедрения автоматизации и решения поставленных задач.
Технологическая операция
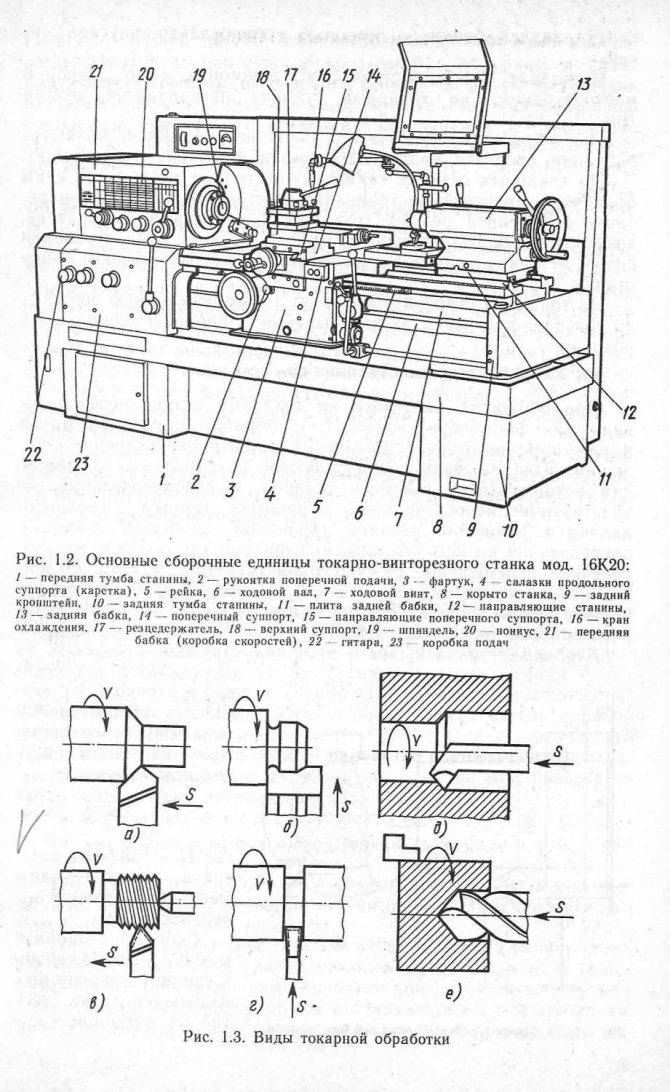
| Схема обработки резанием.| Элементы движения в процессе резания при обтачивании. |
Технологическая операция в механической обработке связана с удалением слоя материала. Слой материала, удаляемый с поверхности заготовки для достижения заданных свойств обрабатываемой поверхности, называется припуском, а разность между наибольшим и наименьшим значениями размеров припуска – допуском припуска.
Технологическая операция – законченная часть технологического процесса, выполняемая на одном рабочем месте.
Технологические операции по подготовке поверхности, собственно консервации и внутренней ( барьерной) упаковке следует выполнять последовательно, без перерыва с момента начала операций. Допускаются, как исключение, двухчасовые перерывы между операциями.
Технологические операции, которые можно выполнить методом электромагнитного формообразования, определяются взаимным расположением в пространстве индуктора и обрабатываемой заготовки. Условно можно указать на три основных вида технологических операций: обжим, опрессовка, раздача, плоская штамповка.
| Схема движения абразивных инструментов и материалов по технологическому потоку. |
Технологические операции выполняют на металлообрабатывающих станках и идентичных, изготовляемых специально для обработки только абразивов, а также на специальных профилировальных отрезных и дробеоб-дирочных станках с применением металлической дроби.
Технологические операции, связанные с установкой, выверкой и временным закреплением конструкций, требуют около 70 % всех затрат труда при монтаже. И хотя они выполняются при помощи разнообразных устройств ( грузозахватных устройств, кондукторов, струбцин, различных приспособлений для работы на высоте), процент ручного труда в монтажных работах еще высок. Из всех монтажных операций: строповка и расстроповка, подъем и транспортирование элемента к месту монтажа, ориентирование и установка элементов в проектное положение, временное закрепление выверенных конструкций до момента создания стыка необходимой прочности – полностью механизированы только две: подъем и транспортирование конструкций. Высокий процент ручного труда и наличие специфических производственных опасностей являются источниками травмирования монтажников.
| Технологическая схема производства поливилхлоридного линолеума ва-льцово-каландровым способом. |
Технологические операции при производстве линолеума экст-рузионным способом слагаются в следующей последовательности: подготовка сырья; приготовление смеси для верхнего и для нижнего слоя; экструдирование смесей с получением двухслойного полотна. После внесения других компонентов ( стабилизатора – чаще стеарата свинца; пигмента необходимого колера и интенсивности) при температуре 120 С общую смесь перемешивают в течение 4 – 5 мин ( лицевой слой) и 6 – 7 мин ( нижний слой), а затем полученную массу перемещают во вторую ступень смесителя и охлаждают.
Технологические операции производят в соответствующих отделениях завода, а форма с изделием перемещается от одного агрегата к другому кранами. Технологический ритм перемещения форм заранее не установлен и не является принудительным.
Технологическая операция – законченная часть технологического процесса, выполняемая на одном рабочем месте и охватывающая все последовательные действия рабочего ( или группы рабочих) и оборудования по изменению состояния предмета производства.
Технологические операции, проводимые при испытании распределителей, изложены в заводских инструкциях. Показатели давления срабатывания автомата и предохранительного клапана должны соответствовать техническим условиям.
Технологические операции, например по запрессовке, расклепыванию, развальцовыванию, обжатию, сверлению и нарезанию, скреплению деталей болтами, шпильками и винтами, выполняются при сборке изделия. Обычно в технических требованиях к сборочному чертежу эти операции оговариваются.
Технологические операции имеют различную длительность, т.е. могут быть кратковременными или долговременными. Те ТО, которые обеспечивают производительность ГТК, как правило, бывают долговременными, т.е. выполняются непрерывно в течение длительных промежутков времени между двумя ремонтами того или иного вида. Для оперативного управления виды ремонта нужно учитывать, поэтому важна их классификация. К числу длительных ТО следует отнести подъем флюидов с забоя скважины на дневную поверхность, закачку воды для поддержания пластового давления и отмыва нефти и газа от породы, а также такие операции как простаивание скважины в ожидании ремонта или подвоза каких-либо материалов, оборудования.
Технологическая схема
Технологическая схема производства – это последовательное описание или графическое изображение последовательности технологических операций (процессов) и соответствующих им аппаратов из превращения сырья на готовую продукцию.
Технологическая схема производства – это последовательный перечень всех операций и процессов обработки сырья, начиная с момента его приема и кончая выпуском готовой продукции, с указанием применяемых режимов обработки (длительности операции или процесса, температуры, степени измельчения и т.д.).








Полная
Полная технологическая схема – детальное графическое изображение и описание технологического процесса, включая все операции, аппараты, резервное оборудование, контрольно-измерительные приборы и автоматику, защитные устройства, системы регенерации тепла и веществ, резервную обвязку трубопроводами и тому подобное.
Полная технологическая схема необходима при детальном изучении технологии, но она не очень удобная при первичном изучении технологического процесса.
При первичном изучении производства лучше работать с принципиальной технологической схемой.
Принципиальная
Принципиальная технологическая схема содержит такую информацию:
- Последовательность технологических операций (нагревание, охлаждение, окрашивание, сушение, химические реакции, и тому подобное);
- Основное технологическое оборудование (теплообменные аппараты, ректификационной колонны, насосы, компрессоры, и тому подобное) без указывания количества однотипных аппаратов;
- Нормы технологического режима (давление, температура, концентрация, и тому подобное);
- Места ввода в процесс сырья и вспомогательных веществ и выхода из процесса готовой продукции, побочных продуктов и отходов производства.
Принципиальная технологическая схема дает информацию о физико-химической сути процессов, которые протекают в производстве, и, следовательно, часть начальных данных для анализа пожарной опасности данного производства.
Если при проведении пожарно-технического обследования или экспертизы проектных материалов у специалиста по пожарной безопасности нет принципиальной технологической схемы, но полна, рекомендуется упростить ее, превратив в принципиальную.
Эту работу могут выполнить как проектная организация или предприятие, так и специалисты, по пожарной безопасности.