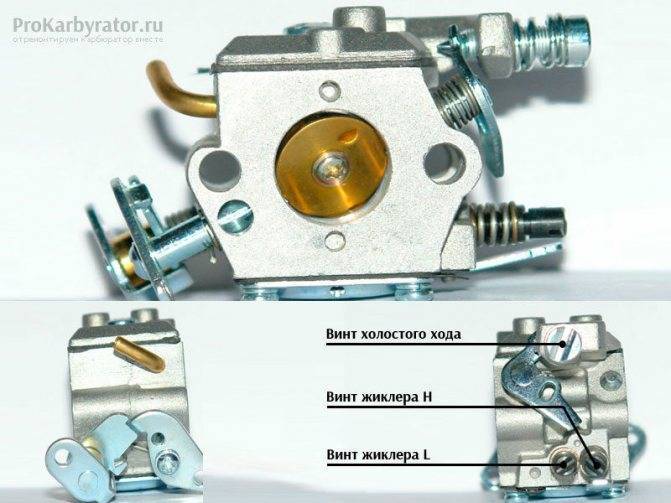
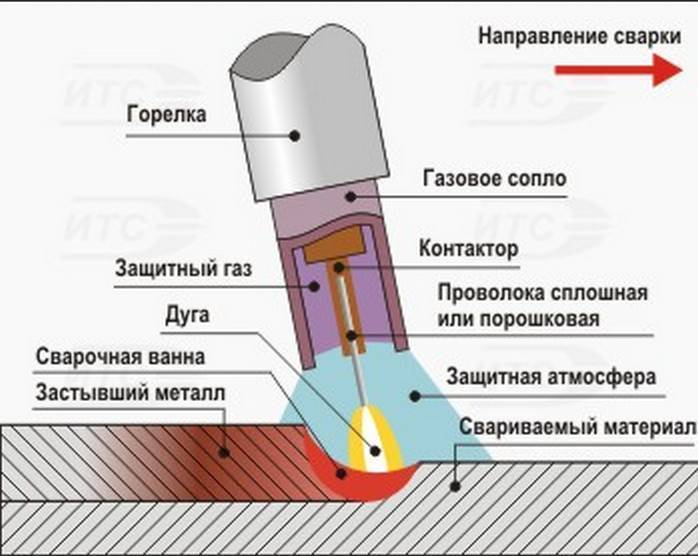
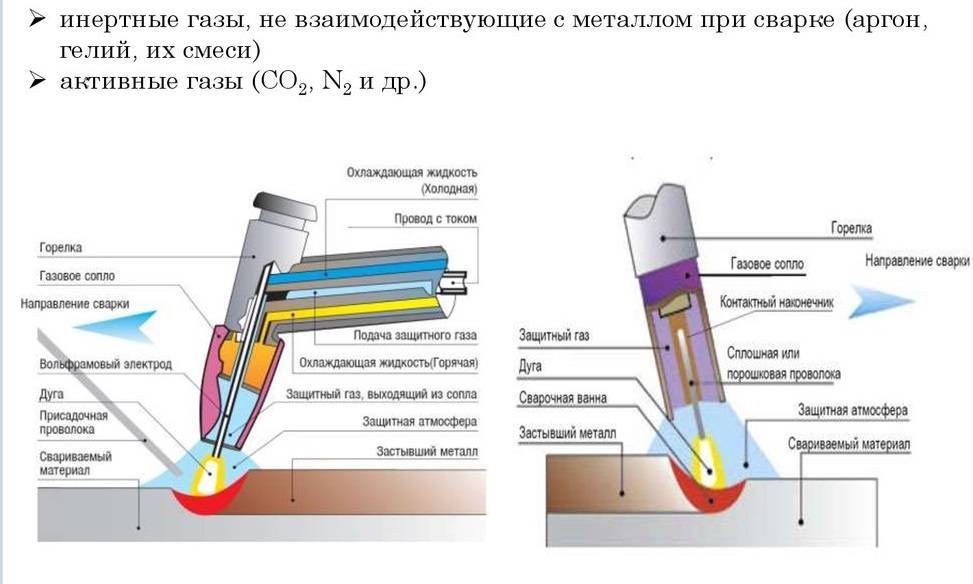
Режим сварки MIG и MAG
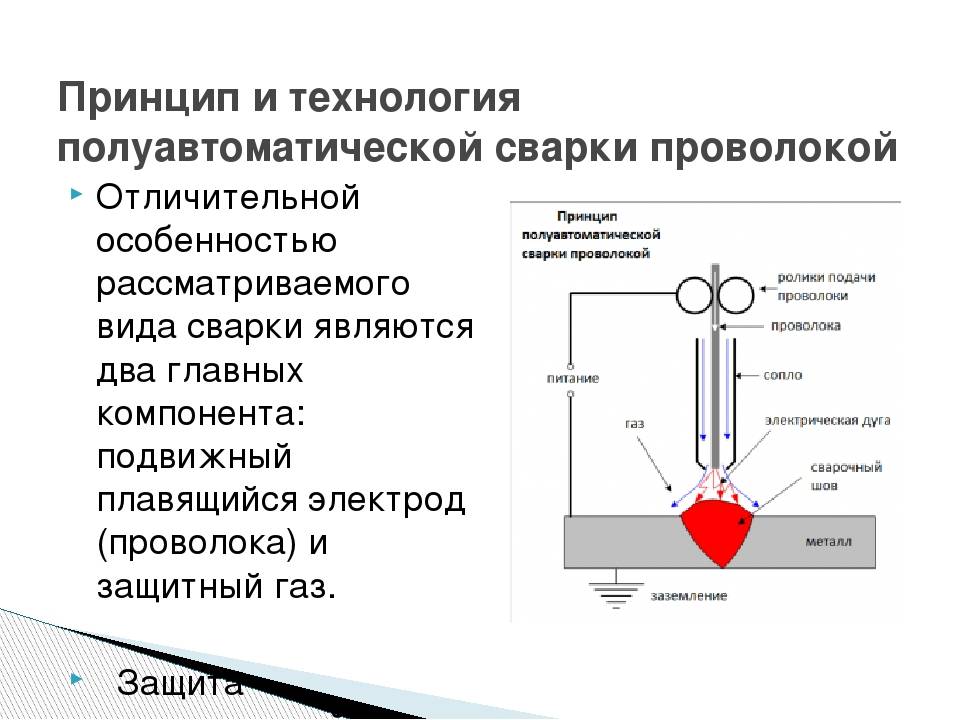
Иногда производители предусматривают возможность применения сварочных аппаратов для различных способов сварки. Для этого на панели управления предусматривают специальный переключатель режимов сварки MIG, MAG, TIG, MMA. Из текста выше мы уже понимаем, что включение режима сварки меняет вольт-амперную характеристику сварочного аппарата и иногда добавляет возможность корректировать какие-то дополнительные параметры. При этом, если у вас есть только источник питания, то для выполнения сварки в режиме MIG или MAG необходимо дополнительно приобретать подающий механизм, сварочную горелку, баллон с газом или сварочной смесью, редуктор или расходомер газа и не забудьте о сварной проволоке. Конечно, можно применять сварку порошковой проволокой без газа, но это очень вредно для здоровья.

При наличии всего необходимого оборудования после включения режима MIG или MAG необходимо учитывать следующие параметры:
- сварочный ток (или скорость подачи проволоки)
- напряжение дуги (или длина дуги)
- полярность тока сварки
- скорость сварки
- длина вылета проволоки
- наклон горелки
- положение при сварке
- диаметр проволоки
- вида защитного газа или сварочной смеси
- расход защитного газа или смеси
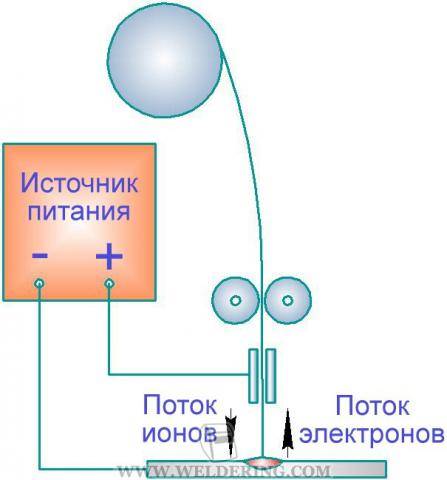
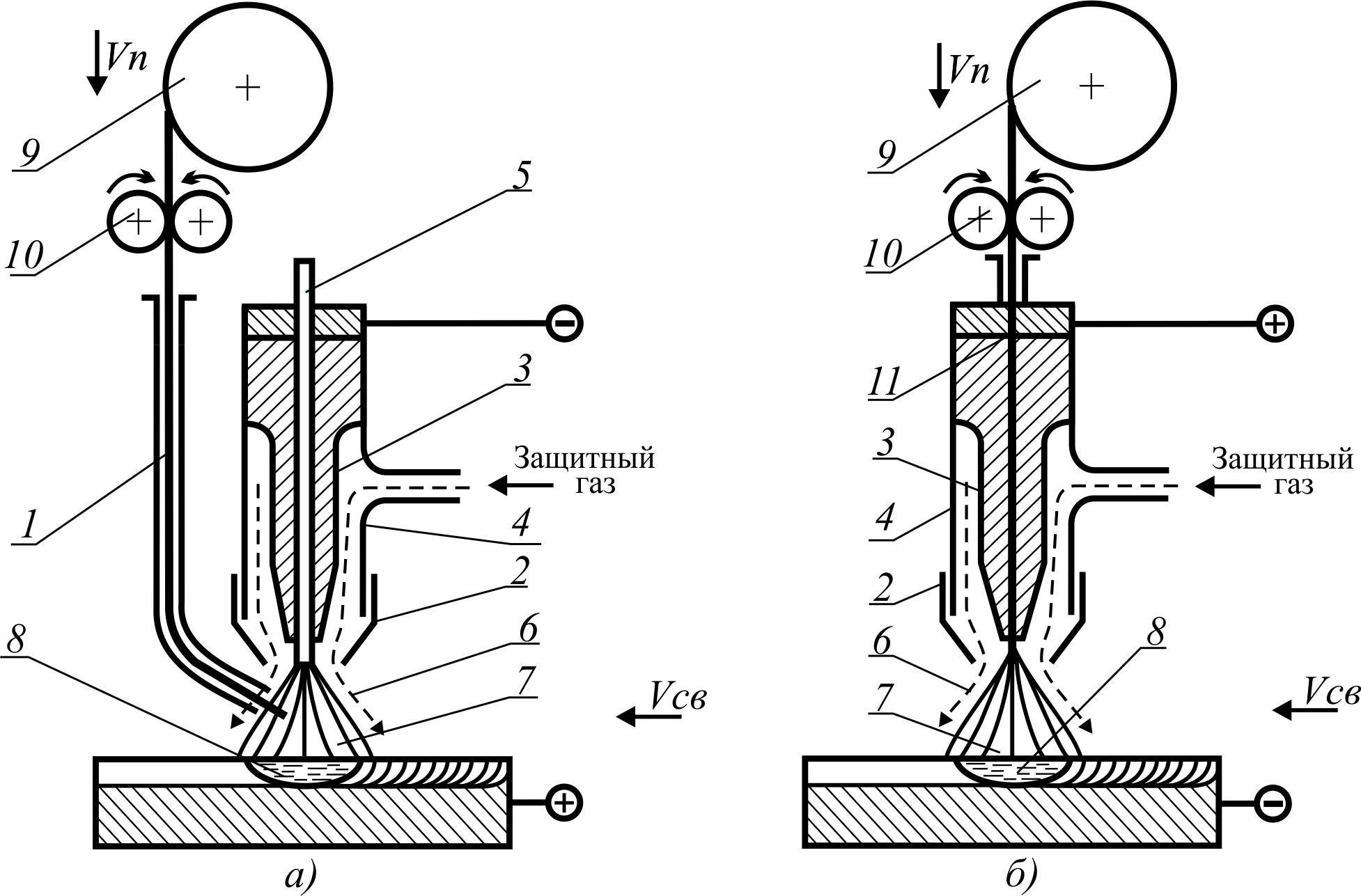
Полярность при сварке MIG и MAG
Полярность при сварке MIG и MAG существенным образом сказывается на характере протекания процесса, поэтому остановимся на этом пункте немного подробнее.
При использовании обратной полярности процесс характеризуется следующими особенностями:
- повышенный ввод тепла в изделие
- более глубокое проплавление
- меньшая эффективность плавления сварочной проволоки
- большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный и т.д.)
В то время как на прямой полярности наблюдается:
- сниженный ввод тепла в изделие
- менее глубокое проплавление
- большая эффективность плавления сварочной проволоки
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью)
|
|

Качественный сравнительный анализ особенностей сварки MIG и MAG на обратной и на прямой полярности
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при полуавтоматической сварке. Тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к MIG и MAG (как произведение падения напряжения в соответствующей области дуги на сварочный ток):
- в катодной области: 14 В ? 100 А = 1,4 кВт на длине ? 0,0001 мм
- в столбе дуги: 5 В ? 100 А = 0,5 кВт на длине ? 5 мм
- в анодной области: 2,5 В ? 100 А = 0,25 кВт на длине ? 0,001 мм
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления проволоки на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла, исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца сварочной проволоки, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и сварочного тока для швов различных типов и разных пространственных положений.

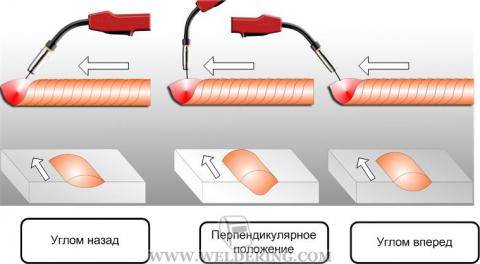
Влияние положение сварочной горелки и техники выполнения на формирование сварного шва.
Краткая характеристика защитных газов
Аргон – наиболее часто применяемый инертный газ. Он тяжелее воздуха и не образует с ним взрывчатых смесей. Благодаря низкому потенциалу ионизации этот газ обеспечивает высокую стабильность горения дуги. Однако, в тоже время, низкий потенциал ионизации является причиной и низкого напряжения на дуге, что снижает тепловую мощность дуги. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны (но только в нижнем положении сварки). Однако он может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается содержание кислорода в воздухе, что может вызвать кислородную недостаточность и удушье у электросварщика. В местах возможного накопления аргона необходимо контролировать содержание кислорода в воздухе приборами автоматического или ручного действия с устройством для дистанционного отбора проб воздуха. Объемная доля кислорода в воздухе должна быть не менее 19%.
Аргон выпускается согласно ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт рекомендуется использовать при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия.
Гелий – бесцветный, неядовитый, негорючий и невзрывоопасный газ. Значительно легче воздуха и аргона, что понижает эффективность защиту сварочной ванны при сварке в нижнем положении, но способствует лучшей защите при сварке в потолочном положении. Гелий используется реже, чем аргон, из-за дефицитности и высокой стоимости. Однако, из-за высокого потенциала ионизации, при одном и том же значении тока дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Для сварки используется гелий трех сортов: марок А, Б и В (по ТУ 51-689-75). Применяют его в основном при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния.
Часто используются смеси аргона и гелия, причем оптимальным составом считается смесь, содержащая 35-40% аргона и 60-65% гелия. В смеси в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность горения дуги, гелий – высокую степень проплавления.



При сварке меди используется азот, так как он к ней химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется.
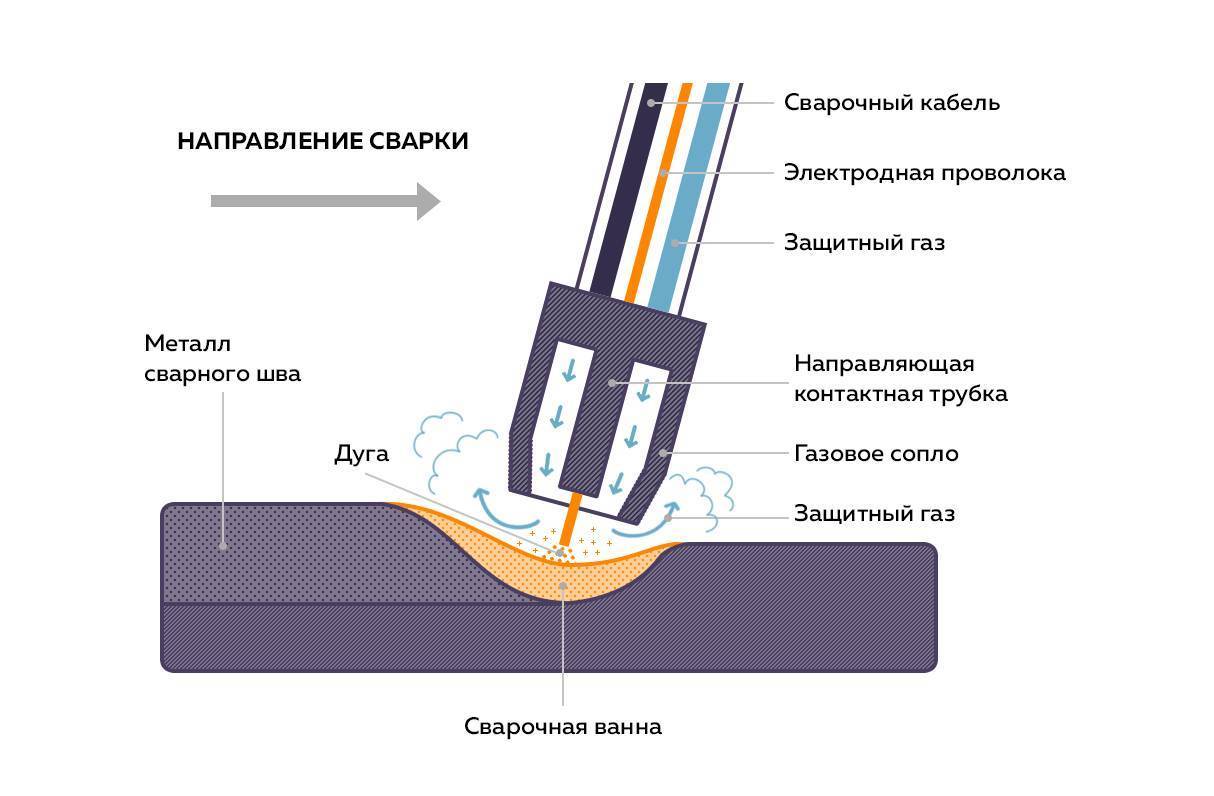
Преимущества и недостатки MIG и MAG сварки
Главными преимуществами процессов MIG и MAG сварки являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий сварочный ток.
Еще одним достоинством этого способа является низкое тепловложение, особенно при сварке короткой дугой (с короткими замыканиями), что делает этот способ наиболее подходящим для соединения тонколистового металла во всех пространственных положениях.
Благодаря этим достоинствам способ MIG и MAG особенно хорошо подходит для роботизированной сварки.
К недостаткам этого процесса по сравнению со сваркой покрытыми электродами (MMA) можно отнести следующее:
Смеси защитных газов
Иногда является целесообразным употребление газовых смесей. За счет добавок активных газов к инертным удается повысить устойчивость дуги, увеличить глубину проплавления, улучшить формирование шва, уменьшить разбрызгивание, повысить плотность металла шва, улучшить перенос металла в дуге, повысить производительность сварки. Существенное значение при выборе состава защитного газа имеют экономические соображения.
Смесь аргона и гелия. Газовые смеси гелий-аргон применяются в основном для сварки цветных металлов: алюминий, медь, никелевых и магниевых сплавов, а также химически активных металлов. Оптимальным является соотношение 35 – 40% аргона и 60 – 65% гелия. Так в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий – высокую глубину проплавления.
Смеси аргона с кислородом или углекислым газом. Благодаря добавке окислительных газов обеспечивается существенное снижение поверхностного натяжения жидкого металла расплавляемой электродной проволоки, уменьшение размеров образующихся и отрывающихся от электрода капель. Расширяется диапазон токов при сохранении стабильного ведения процесса сварки. Обеспечивается лучшее формирование металла шва и меньшее разбрызгивание, лучшая форма провара и меньшее излучение дуги, по сравнению со сваркой в чистом аргоне, а также в чистом углекислом газе. При добавлении кислорода наблюдается снижение критического тока, при котором крупнокапельный перенос металла переходит в мелкокапельный.
В таблице ниже приводятся основные характеристики газовых смесей для сварки МИГ/МАГ.
| Толщина металла | Вид переноса | Рекомендуемый защитный газ | Достоинства |
|---|---|---|---|
| Углеродистые стали | |||
| До 2 мм. | С короткими замыканиями | Ar + СО2 Ar + СО2 + О2 | Легкое управление ванной при сварке во всех пространственных положениях. Хорошее проплавление. |
| 2 – 3 мм | Ar + (8…25)% СО2 Ar + He + СО2 | ||
| Более 3 мм | СО2 Ar + (15…25)% СО2 | ||
| Ar + 25% СО2 | Подходит для больших токов и высоких скоростей сварки | ||
| Ar + 50% СО2 | Применяется при сварке во всех пространственных положениях. Обеспечивает глубокое проплавление. Допускает высокие скорости сварки. | ||
| СО2 | Глубокое проплавление и высокая скорость сварки (однако, возможны прожоги). | ||
| Струйный | Ar + (1…8)% СО2 | Высокая стабильность дуги. Хорошее сплавление, внешний вид и форма шва. Легкое управление ванной. | |
| Более 2 мм | Импульсный | Ar + (2…8)% О2 Ar + (5…20)% СО2 | Стабильный управляемый мелкокапельный перенос. |
| Низко- и высоколегированные стали | |||
| До 2,5 мм | С короткими замыканиями | Ar + (8…20)% СО2 | Высокая стабильность дуги. Хорошее сплавление, внешний вид и форма шва. Легкое управление ванной. |
| Более 2,5 мм | Струйный | Ar + 2% О2 Ar + (5…10)% СО2 | Снижение вероятности подрезов. Глубокое проплавление и хорошие механические свойства шва. |
| Импульсный | Ar + 2% О2 Ar + 5% СО2 | Стабильный управляемый мелкокапельный перенос. | |
| Нержавеющая сталь, никель, никелевые сплавы | |||
| До 2 мм | С короткими замыканиями | Ar + (2…5)% СО2 | Легкое управление ванной. Предупреждает возникновения прожогов. |
| Более 2 мм | Ar + (2…5)% СО2 | Низкое содержание СО2 в смеси уменьшает науглероживание, которое может способствовать возникновению межкристаллитной коррозии в некоторых сплавах. Применяется для всех положений сварки. | |
| Струйный | Ar + (1…2)% О2 Ar + (2…5)% СО2 | Хорошая стабильность дуги. Низкая вероятность подрезов. | |
| Более 2 мм | Импульсный | Ar + (1…2)% О2 | Стабильный управляемый перенос в широком диапазоне режимов сварки. |
| Медь, медно-никелевые сплавы | |||
| До 3 мм | С короткими замыканиями | He + 10% Ar He + 25% Ar Ar + He | Хорошая стабильность дуги и легко управляемая сварочная ванна. |
| Более 3 мм | Струйный | He + Ar He или Ar | Высокое тепловложение. Сварка в чистом гелии применяется для больших толщин. |
| Импульсный | He или Ar | Стабильный управляемый мелкокапельный перенос. | |
| Алюминий | |||
| До 12 мм | Струйный, Импульсный | Ar | Стабильная дуга и перенос металла. Разбрызгивание незначительное или отсутствует. |
| Более 12 мм | He + (20…50)% Ar Ar + He | Высокое тепловложение. Хорошее проплавление. Минимальная пористость. | |
| Магний, титан и другие, химически активные металлы | |||
| Весь диапазон толщин | Струйный | Ar | Обеспечивается более стабильная дуга, чем в смесях, где преобладает гелий |
| Ar + (20…70)% He | Более высокое тепловложение и сниженная вероятность возникновения пористости. |
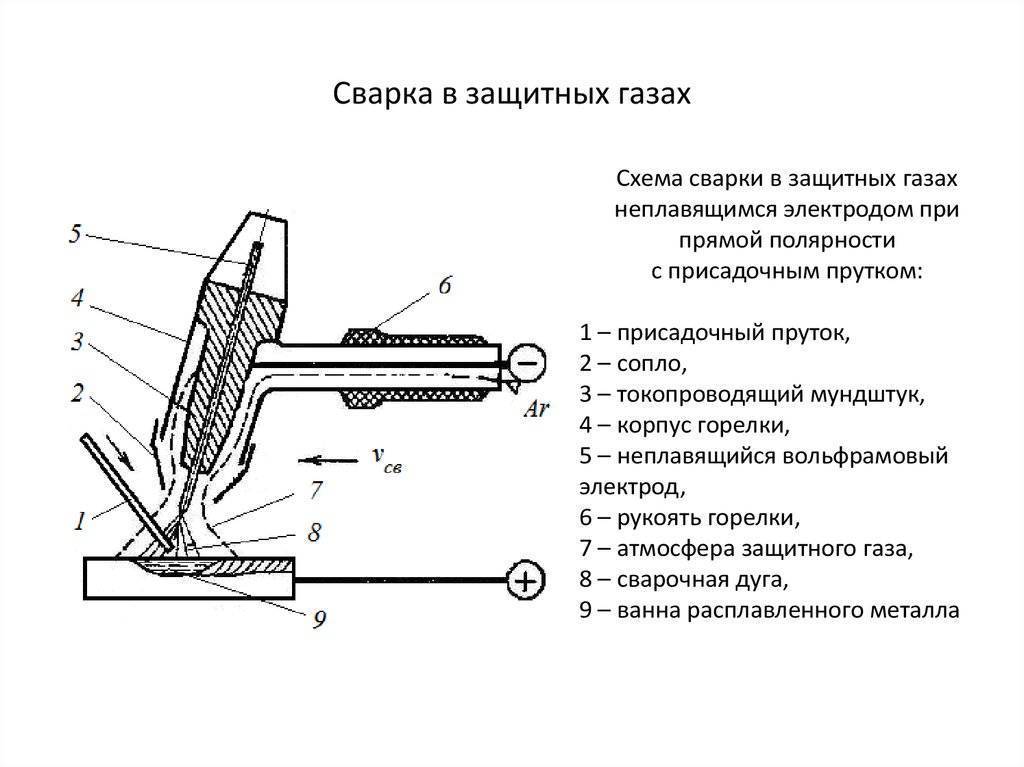
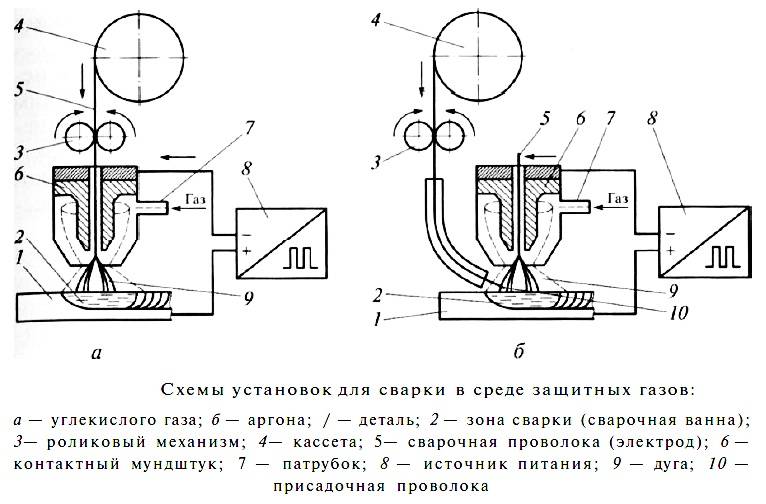
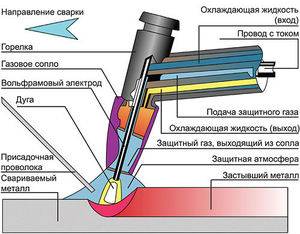
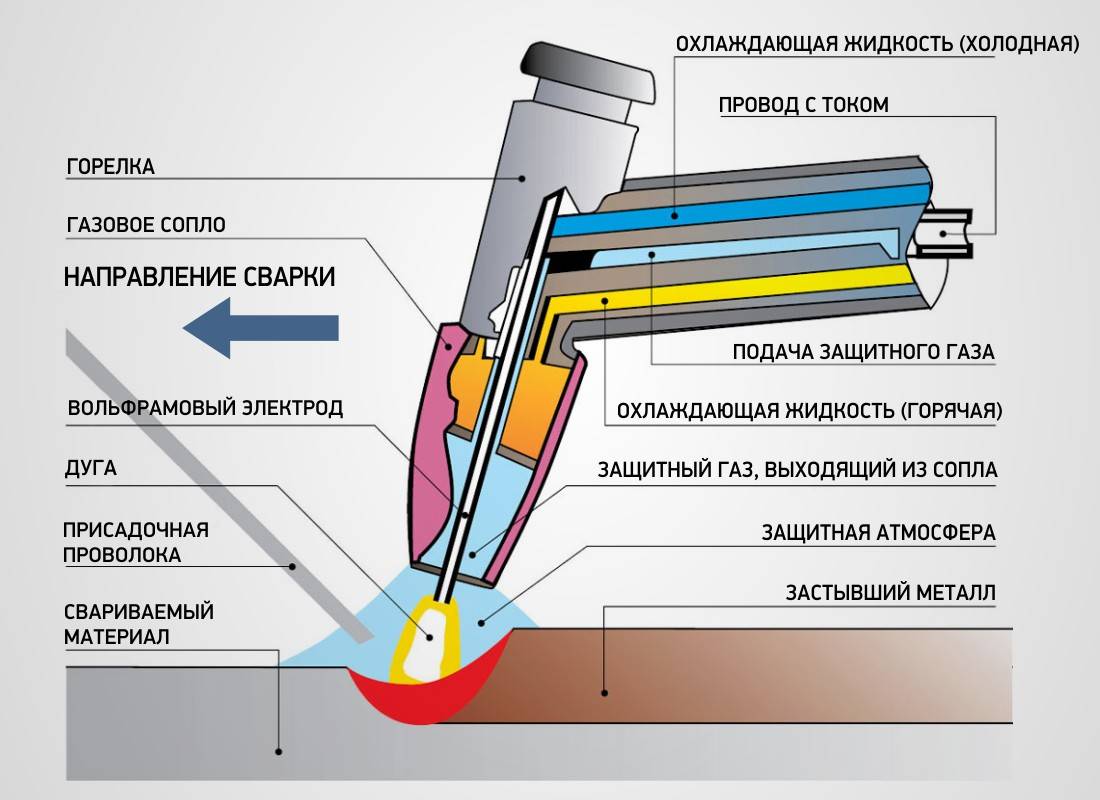
Описание процесса
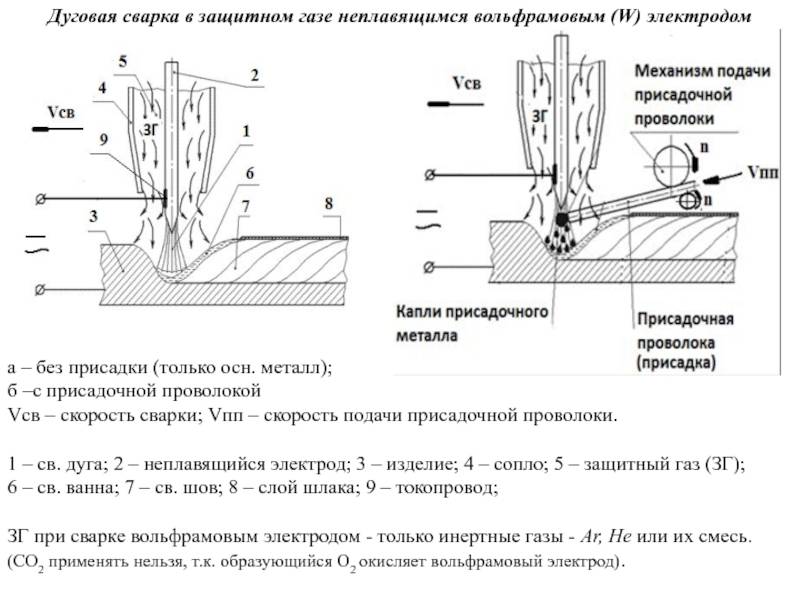
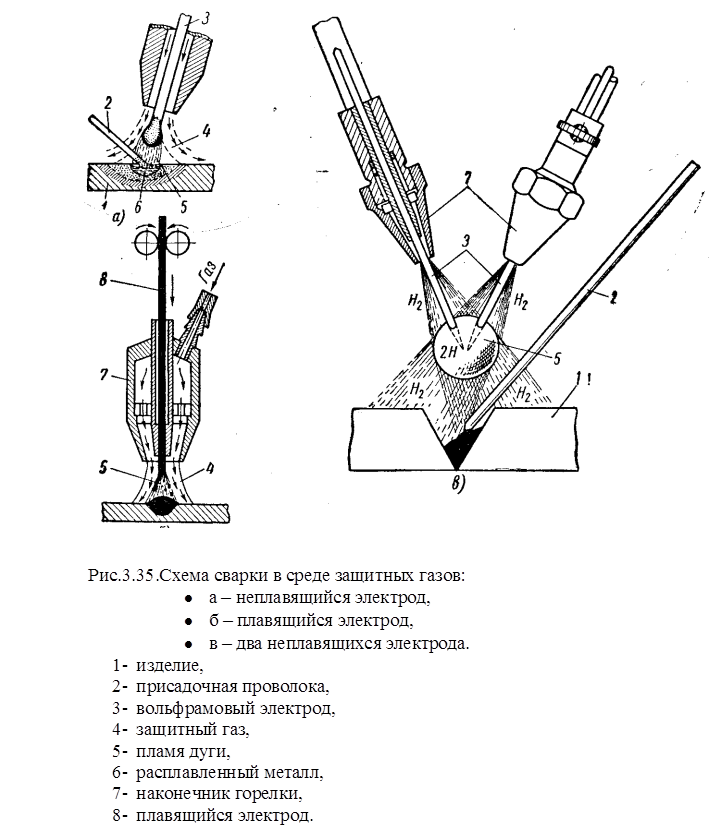
Неплавящиеся электроды
 Как уже упоминалось, используют неплавящиеся электроды двух видов: угольные (или графитовые) и вольфрамовые. Первые используются теперь редко и для неответственных конструкций. Вольфрамовые используются намного шире и чаще. Их толщина от 0,5 мм до 10 мм. Сам стержень может быть как из чистого вольфрама, так и иметь в составе различные примеси: лантан, торий, иттрий. Сплавы по сравнению с чистым материалом имеют лучшие показатели эрозивной стойкости, а также лучше держат токовую нагрузку. Диаметр стержня подбирают в зависимости от силы используемого тока и толщины заготовок, которые сваривают.
Как уже упоминалось, используют неплавящиеся электроды двух видов: угольные (или графитовые) и вольфрамовые. Первые используются теперь редко и для неответственных конструкций. Вольфрамовые используются намного шире и чаще. Их толщина от 0,5 мм до 10 мм. Сам стержень может быть как из чистого вольфрама, так и иметь в составе различные примеси: лантан, торий, иттрий. Сплавы по сравнению с чистым материалом имеют лучшие показатели эрозивной стойкости, а также лучше держат токовую нагрузку. Диаметр стержня подбирают в зависимости от силы используемого тока и толщины заготовок, которые сваривают.






Параметры технологичного процесса
Наиболее часто при сварке неплавящимся электродом используют постоянный ток прямой полярности, так как в этом режиме происходит максимальная проплавка металла деталей, которые подлежат соединению. Это достигается за счет эффективного использование энергии: до 85% тепловой энергии идет на проплавку деталей, до 7% – на нагрев электрода, остальное — лучевые потери.
При работе с алюминиевыми заготовками пользуются постоянным током обратной полярности. В этом случае потери тепла могут составить до 50% и при сварке стали такой режим нецелесообразен.
При использовании переменного тока оборудование дополнительно укомплектовывается стабилизатором (необходим для стабилизации электрической дуги) и компенсатором тока.
Сварочное оборудование
Для ручного вида сварочное оборудование включает в себя такие компоненты:
- Генератор постоянного/переменного тока;
- Набор горелок для разных токов;
- Прибор первичного возбуждения дуги (и ее стабилизации);
- Газовое оборудование;
- Средства управления сваркой и газовой блокадой.
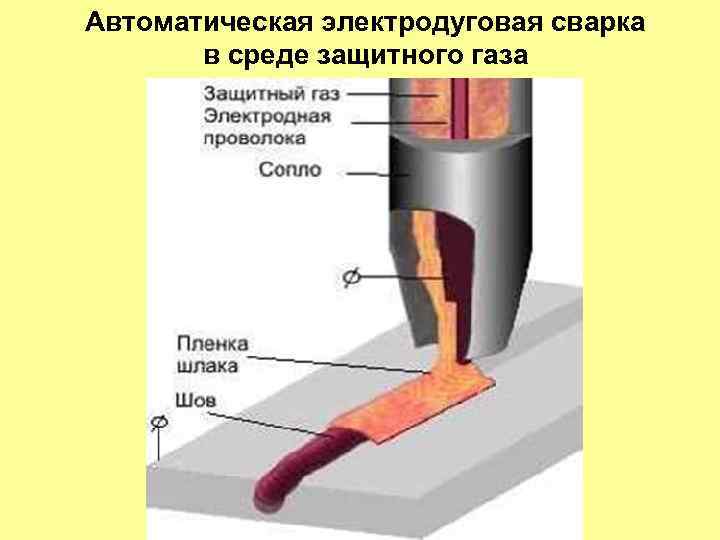
Автоматическое оборудование также включает в свой состав генератор тока и сварочный агрегат, который характеризуется такими параметрами: значения сварного тока, напряжение, скорость сварки, диаметр неплавящегося электродного прута, диаметр присадочной проволоки, скорость подачи присадки, расход тяжелого газа.
https://youtube.com/watch?v=66lLCHL_rHY
Активные газы
Углекислый газ (двуокись углерода) – бесцветен, не ядовит, тяжелее воздуха. При нормальных условиях (760 мм рт. ст. и 0°С) плотность углекислого газа в 1,5 раза выше плотности воздуха. Углекислый газ хорошо растворяется в воде. Жидкая углекислота – бесцветная жидкость, плотность которой сильно изменяется с изменением температуры. Вследствие этого она поставляется по массе, а не по объему. При испарении 1 кг жидкой углекислоты в нормальных условиях образуется 509 л углекислого газа.
Двуокись углерода нетоксична и невзрывоопасна. Однако при концентрациях более 5% (92 г/м3) двуокись углерода оказывает вредное влияние на здоровье человека. Так как двуокись углерода в 1,5 раз тяжелее воздуха она может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается объемная доля кислорода в воздухе, что может вызвать удушье. Помещения, где производится сварка с использованием двуокиси углерода, должны быть оборудованы общеобменной приточно-вытяжной вентиляцией.
Основными примесями углекислого газа, отрицательно влияющими на процесс сварки и свойства швов, являются воздух (азот воздуха) и вода. Воздух скапливается над жидкой углекислотой в верхней части баллона, а вода – под углекислотой в нижней части баллона. Повышенное содержание воздуха и водяных паров в углекислоте может при сварке привести к образованию пор в швах, которые чаще всего появляются в начале и конце отбора газа из баллона. Чтобы снизить содержание влаги в поступающем на сварку углекислом газе до безопасного уровня, на его пути устанавливают осушитель. Для улавливания влаги осушитель заполнен хлористым кальцием, силикагелем или другими поглотителями влаги.
При выпуске газа из баллона вследствие эффекта дросселирования и поглощения теплоты при испарении жидкой углекислоты газ значительно охлаждается. При интенсивном отборе газа возможна закупорка редуктора замерзшей влагой, содержащейся в углекислоте, а также сухим льдом. Во избежание этого рекомендуется подогревать выходящий из баллона углекислый газ. Для этого используют электрические подогреватели газа, которые устанавливаются перед редуктором.
Углекислый газ оказывает на металл сварочной ванны окисляющее, а также науглероживающее действие. Из легирующих элементов ванны наиболее сильно окисляются алюминий, титан и цирконий, менее интенсивно – кремний, марганец, хром, ванадий и др.
Кислород – это бесцветный нетоксичный газ без запаха. Является сильным окислителем. Накопление кислорода в воздухе помещений создает опасность возникновения пожаров. Поэтому объемная доля кислорода в рабочих помещениях не должна превышать 23 %. В зависимости от содержания кислорода и примесей технический газообразный кислород изготовляют трех сортов. Содержание кислорода в первом сорте должно быть не менее 99,7 об. %, во втором – не менее 99,5 об. % и в третьем – не менее 99,2 об. %.
В сварочном производстве кислород широко применяют для газовой сварки и резки, а также при дуговой сварке как составную часть защитной газовой смеси. Кислород уменьшает поверхностное натяжение металла, и поэтому с увеличением его содержания в смеси на основе аргона критический ток (перехода крупнокапельного переноса в мелкокапельный, см. Сварка плавящимся металлическим электродом в защитных газах (МIG/МАG)) уменьшается. Обычно содержание кислорода в смеси с аргоном не превышает 2-5%. В такой среде дуга горит стабильно. Перенос металла мелкокапельный с минимальным разбрызгиванием.
Азот – бесцветный газ, без запаха, не горит и не поддерживает горение. В сварочном производстве азот находит ограниченное применение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, и поэтому может быть использован при сварке меди в качестве защитного газа. По отношению к большинству других металлов азот является активным газом, часто вредным, и его концентрацию в зоне плавления стремятся ограничить. Азот также применяется при плазменной резке и как компонент газовой смеси при сварке аустенитной нержавеющей стали.
Водород – не имеет цвета, запаха и является горючим газом. Водород редко используют в в качестве защитного газа. Так как смеси водорода с воздухом или кислородом взрывоопасны, при работе с ним необходимо соблюдать правила пожарной безопасности и специальные правила техники безопасности. При работе с водородом необходимо следить за герметичностью всех соединений, т.к. он образовывает с воздухом взрывчатые смеси в широких пределах.
Преимущества и недостатки
Данный технологический процесс получил наибольшее распространение при работе с цветными металлами и легированными сталями. Он обладает рядом как преимуществ, так и недостатков. К основным преимуществам следует отнести:
- Возможности минимального деформирования в свариваемых металлах из-за маленькой зоны прогрева;
- Высокое качество соединения за счет использования защитных газов, которые вытесняют кислород;
- Относительно большая скорость выполнения работ;
- Минимальные трудозатраты на последующую обработку шва;
- Относительно широкий спектр свариваемых материалов.
Основные недостатки таковы:
- При работе на улице создается возможность выдува защитного газа из зоны сварки. Для борьбы с этим явлением используют заграждения или увеличивают подачу газа, что приводит к увеличению его расхода;
- Относительно качественная подготовка металлов перед сваркой;
- Неудобство при работе под острым углом из-за особенностей конструкции горелки;
- Необходимость зачистки места розжига вне зоны сварки.








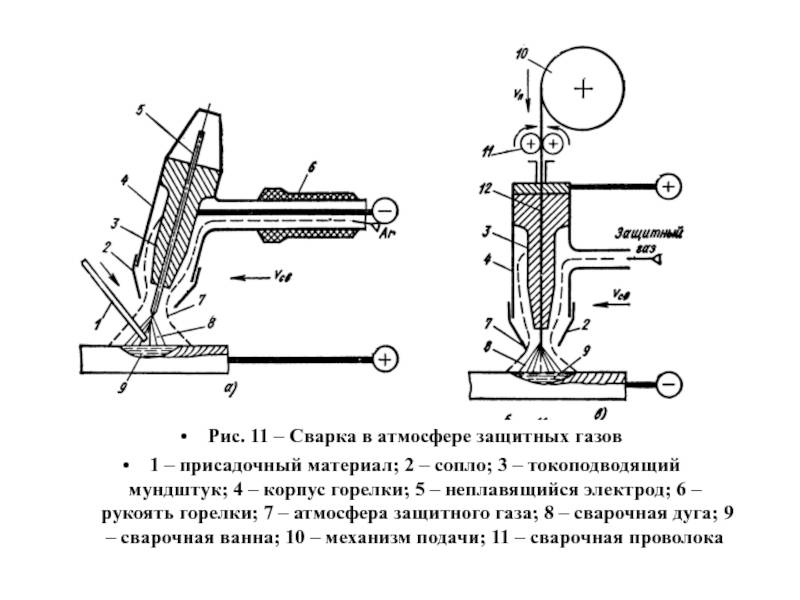
Разновидности сварки
Выделяют 4 виды сварки неплавящимся электродом. Разделение происходит в зависимости от сложности работы и уровня механизации сварочного процесса.
- Ручная;
- Механизированная;
- Автоматизированная;
- Роботизированная.
 Во время ручного вида рабочий ход горелки и смещение заготовки происходит ручным способом. При механизированном виде перемещение горелки происходит вручную, а подача присадочного материала — механически.
Во время ручного вида рабочий ход горелки и смещение заготовки происходит ручным способом. При механизированном виде перемещение горелки происходит вручную, а подача присадочного материала — механически.
При автоматизированном варианте и перемещении сварочной горелки, и подача присадочного материала (проволока) полностью механизированы. Технологический процесс контролирует оператор.
В процессе роботизированного вида все технологические процессы автономны. Рабочие процессы происходят без вмешательства оператора, самостоятельно.