Паяльная паста
Пайку наиболее часто осуществляют с использованием припоя и флюса. В целях качественного выполнения работы необходимо выбирать правильную марку сплава для каждой конкретной задачи.
Паста отличается от обычного припоя тем, что в ней содержится сразу два компонента: припой и флюс, что значительно ускоряет процесс спаивания деталей, особенно когда речь идет о smd элементах.
Любая паста представляет собой густую плотную смесь различных веществ. Она получила широкое распространение в промышленности. Производители электроники активно используют ее на своем производстве.
 Разновидности паяльных паст.
Разновидности паяльных паст.
В зависимости от состава пасты различают следующие виды:
- отмывочные;
- водорастворимые;
- галогеносодержащие;
- безотмывочные;
- без галогенов.
Ее свойства определяются типом флюса, который в нее добавляют. Если речь идет о первом типе, тогда там используется канифоль. Чтобы очистить изделие от такой пасты применяют растворитель.
Важно выбирать правильную пасту в зависимости от выполняемой работы. Например, если предстоит паять множество мелких деталей на плате, тогда лучше отдать предпочтение более густой пасте
Для качественной пайки необходимо произвести подготовительные работы. Плату следует очистить и обезжирить. Все контакты следует залудить, используя легкоплавкий припой.
При работе с smd элементами необходимо наносить тонкий слой пасты. В противном случае можно замкнуть контакты микросхем.
При использовании платы большого размера целесообразно использовать нижний подогрев. Это лучше всего осуществить с помощью паяльной станции. Также в этих целях можно использовать термофен или другие средства, чтобы обеспечить нагрев до 150°С. Если об этом не позаботиться, тогда ее может «повести».
После окончания работы все излишки пасты удаляются, что можно легко осуществить с помощью паяльника с различными насадками.
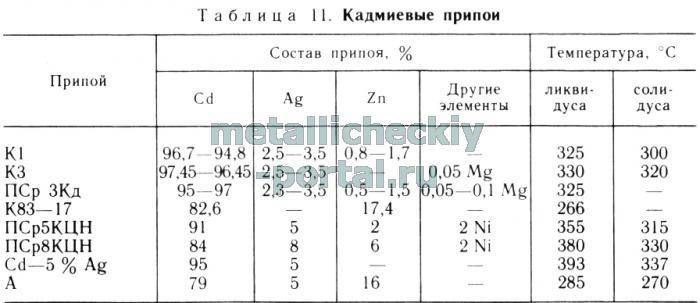
Характеристики отдельных марок
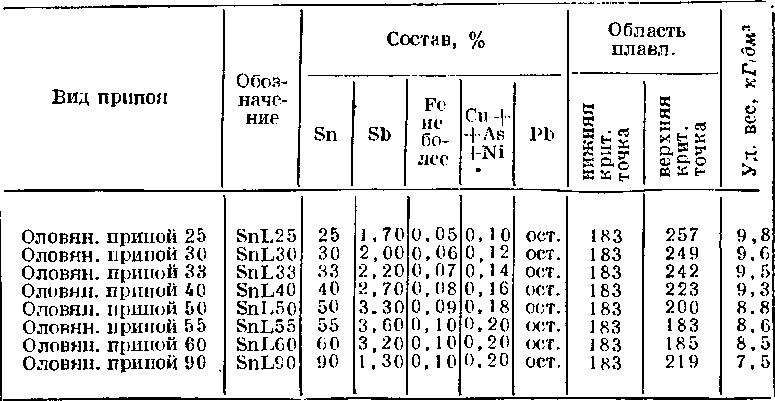
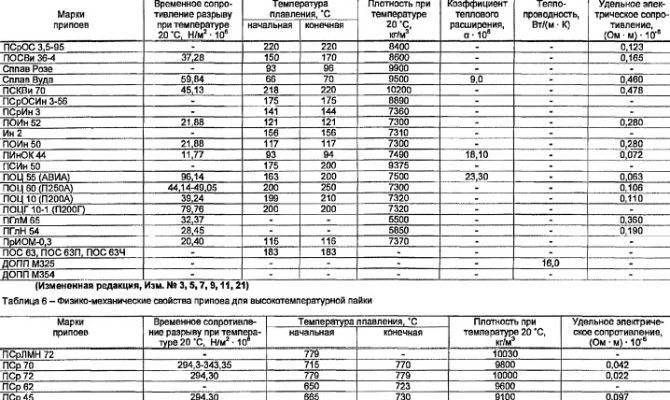
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. ПОС регламентированы ГОСТом.
Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.

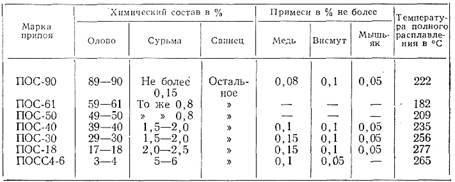
Больше половины олова
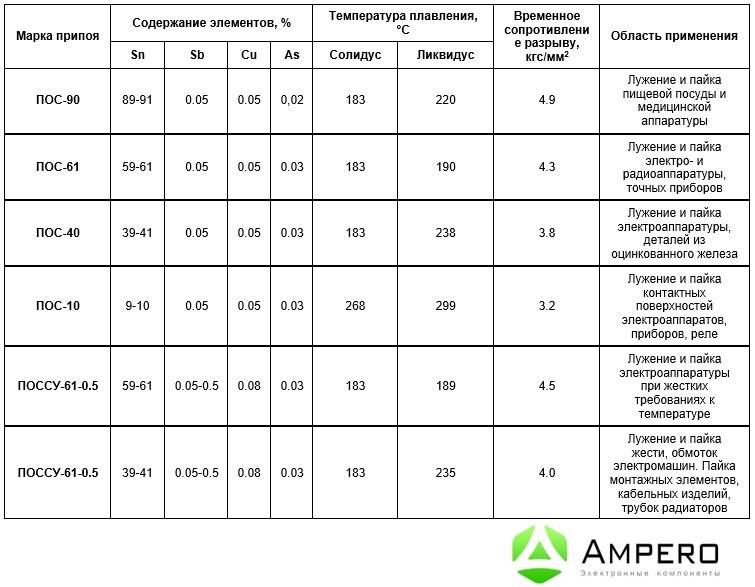
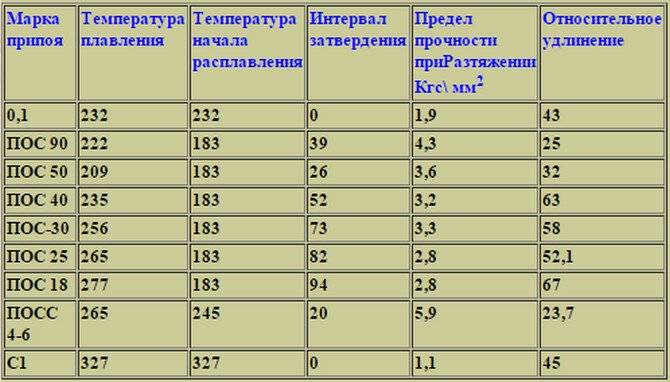
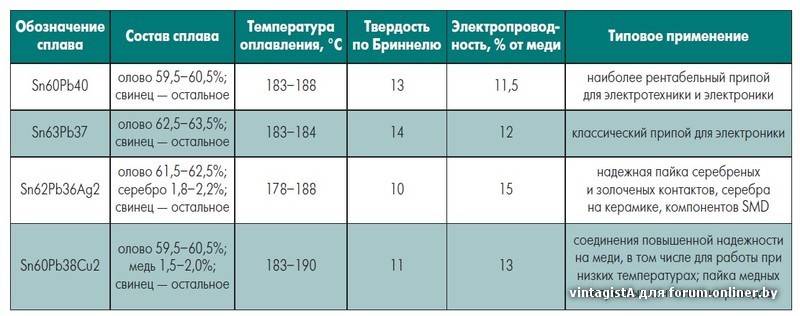
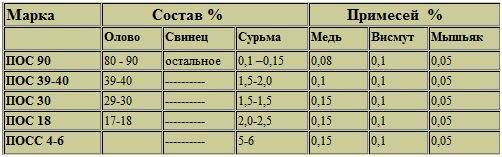
В сплаве, содержащем 90 % олова, остальную часть массы составляет свинец. Припой ПОС-90 имеет температуру плавления 220 ℃.
Применяется для пайки изделий, которые впоследствии будут подвергаться гальванической обработке золотом или серебром.
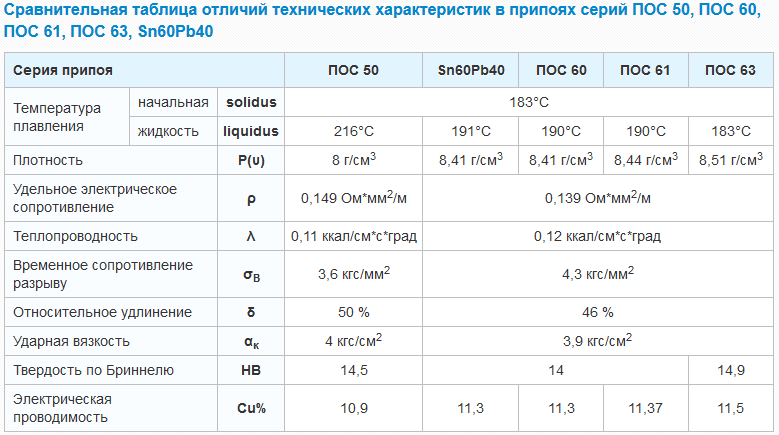
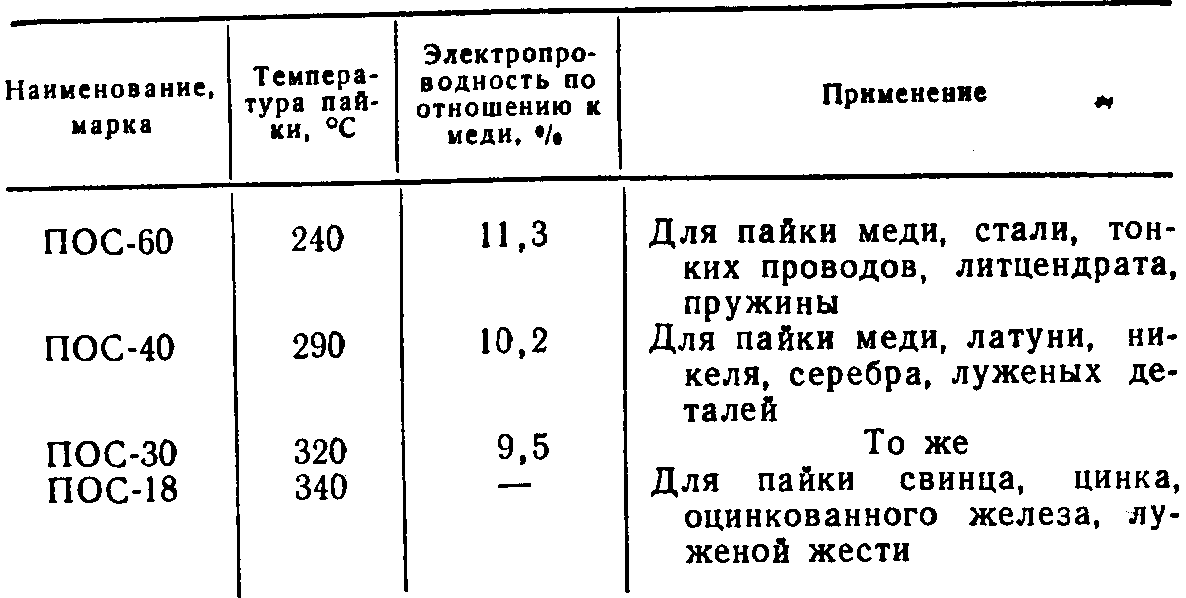
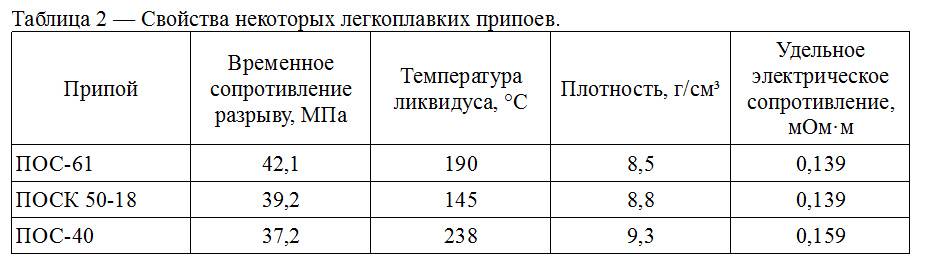
Оловянно-свинцовый припой с 61 % олова имеет более доступную температуру плавления, равную 191 °С. ПОС-61 используется для изготовления тонких контактов деталей из медных и стальных сплавов в различных измерительных приборах. Места нанесения сплава не должны подвергаться сильному нагреванию.
Припой модно применять для пайки проводов, имеющих толщину до 0,08 мм, в обмотке. Он может подвергаться действию токов высокой частоты.
Припой используют во всех ситуациях, требующих большой прочности и надежности соединения радиоэлементов, компонентов микросхем. Им можно паять провода, защищенные оболочкой из поливинилхлорида.
Оловянно-свинцовый припой, содержащий равные доли двух металлов, обозначается как ПОС-50. Он плавится при температуре 222 ℃. Применим во всех ситуациях, где может использоваться ПОС-61.
Отличие сводится к тому, что данный припой имеет более высокую температуру плавления. Если контакт может нагреваться это качество будет полезным.






Меньше половины олова
Швы, для которых велика вероятность нагрева до еще более высоких температур, следует паять посредством припоя ПОС-40. Температура плавления оловянно-свинцового сплава, содержащего от 39 % до 41 % олова, составляет 238 °С.
Обращаем внимание на то, что представленные показатели характерны для окончательного плавления сплава. Начинается процесс при несколько более низких температурах
Сплав предназначен для работы с проводами, деталями из разных металлов
Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке
Сплав предназначен для работы с проводами, деталями из разных металлов. Образующийся шов имеет меньший запас прочности, чем соединения, полученные сплавами с большей массовой долей олова. Припой используют для получения соединений, не подвергающихся большой механической нагрузке.
Еще большую температуру окончательного расплавления имеет сплав ПОС-30. Она равна 256 ℃.
Этот оловянно-свинцовый припой используется для пайки швов, не подлежащих нагрузке, из медных и стальных материалов.
Припой ПОС-18 окончательно расплавляется при 277 ℃. Образующийся шов имеет небольшую механическую устойчивость.
Представленный оловянно-свинцовый сплав можно применять для лужения, пайки ненагружаемых медных деталей, изделий из оцинкованного железа.
Оловянно-свинцовый сплав, содержащий всего 10 % олова, имеет максимальную в этом ряду температуру плавления, равную 299 ℃, и минимальную прочность.
ПОС-10 может использоваться для пайки, лужения контактов на поверхности приборов реле. ГОСТ позволяет применять состав для обработки контрольных точек в топках паровозов. В настоящее время паровозы остались уже только в музеях, иногда их приходится ремонтировать, реставрировать.
Описание

Припои оловянно-свинцовые бессурьмянистые марки ПОС 40 относят к категории легкоплавких материалов
Уникальное сочетание основных компонентов позволяет применять припой не только в промышленности, но и в быту. С его помощью можно паять материалы кабельно-проводниковой продукции, различные электронные схемы и даже оцинкованную сталь.
Припой обладает массой достоинств, среди которых:
- низкая температура плавления;
- высокая текучесть расплавленного материала;
- отличная смачиваемость, что обеспечивает прочность соединения;
- отсутствие опасных для здоровья соединений в составе;
- после кристаллизации соединение обладает хорошей устойчивостью к коррозии;
- простые правила применение;
- возможность использования маломощных бытовых паяльников;
- широкий выбор форм выпуска.
Технические характеристики
Припой для пайки ПОС 61 достаточно хорошо распространен в нашем государстве. Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Благодаря вышеописанным свойствам присадочный материал этой модели обладает повышенной текучестью. В некоторых случаях это свойства относится к минусам, но не в данном. Из-за низкой температуры плавления и высокой текучести припоя с ним можно работать практически с любым оборудованием, начиная от обычного бытового паяльника, заканчивая профессиональными специализированными агрегатами. В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
Также присадочный материал хорошо взаимодействует с водой. Благодаря хорошему смачиванию, пайка с использованием припоя этой модели не вызывает никаких трудностей в процессе работы. Все химические, физические и механические свойства расходного материала определяются его химическим составов, а точнее определенным соотношением элементов в нем. Даже если изменить это значения всего лишь на одни процент, все характеристики материала могут кардинально измениться. Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.

Этот присадочный материал можно использовать при работе с микросхемами, так как низкая температура плавления не вызовет технических проблем, а главное минимизирует риск повреждение тонкой поверхности. В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
Низкое значение температурной отметки, при которой материал начинает подвергаться плавлению, помогает добиться еще одного важного свойства материала. Оно заключается в том, что помимо основного применения в качестве расходного материала для пайки, его можно использовать в качестве вещества для лужения паяльника и рабочей поверхности. Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов
Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом
Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов. Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.





Припой ПОС 61 гост 21931 76 очень часто используются в процессе ремонта трубопроводов и других изделий, чья рабочая деятельность производится в постоянном контакте с водой и другими разнообразными жидкостями. Высокий уровень популярности обусловлен простотой применения данной модели материала.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Читать также: Как найти мощность при параллельном соединении
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
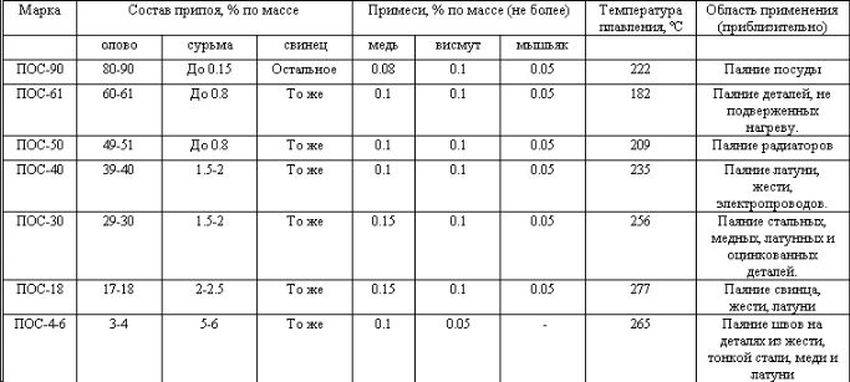
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово – 12,5 Свинец – 25 Висмут – 50 Кадмий – 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово – 6,9 Свинец – 45,1 Висмут – 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово – 25 Свинец – 25 Висмут – 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово – 33,4 Свинец – 33,3 Висмут – 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
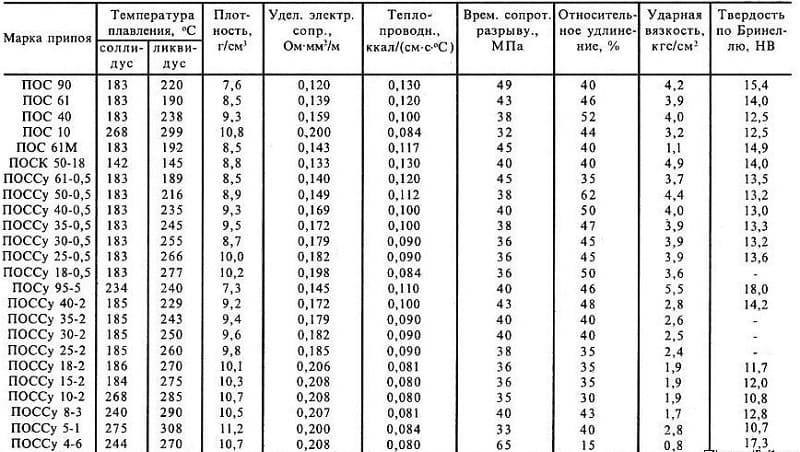
| ПОС-61 (третник) | Олово – 61 Свинец – 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово – 61 Свинец – 37 Медь – 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово – 90 Свинец – 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово – 40 Свинец – 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово – 30 Свинец – 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово – 10 Свинец – 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа – 1 | Олово – 55 Цинк – 25 Кадмий – 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа – 2 | Олово – 40 Цинк – 25 Кадмий – 20 Алюминий – 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
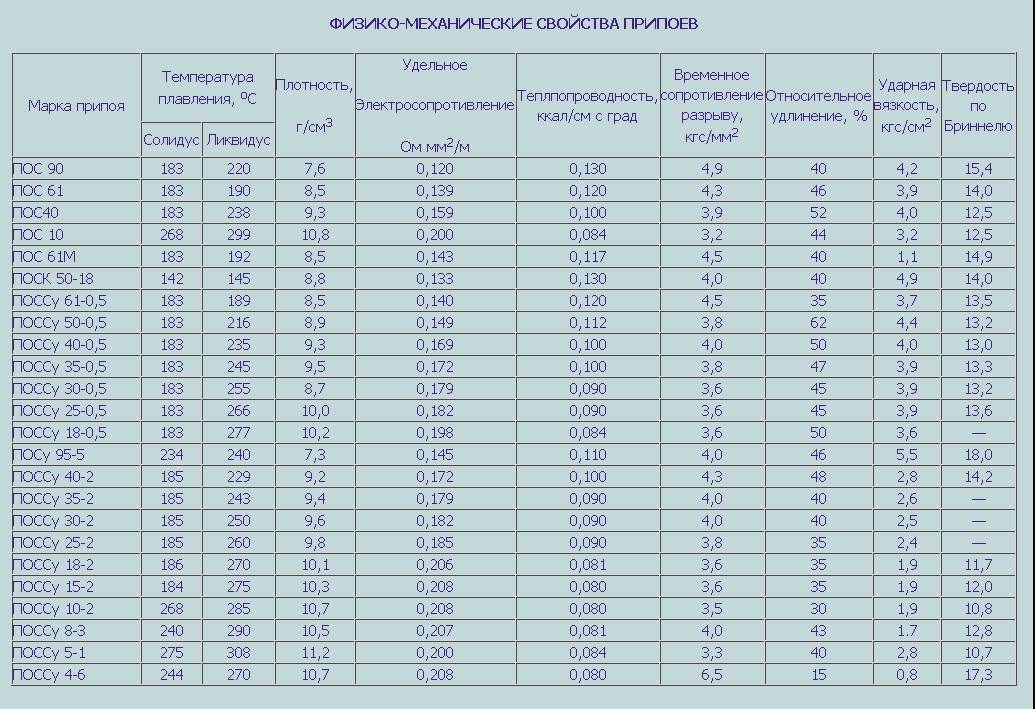
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Какие бывают припои, и какие у них свойства?
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.
Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Разновидности
Независимо от формы выпуска, состав материала и соотношение основных компонентов остается неизменным. Наиболее распространенными разновидностями являются:
- Проволока. Ее диаметр находится в пределах от 1 до 7 мм, в зависимости от области применения. Величина шага составляет 0,5 мм. Поставка осуществляется в компактных бухтах или катушках, которые разматывают в процессе эксплуатации. Данная форма выпуска является самой востребованной.
- Припой с канифолью ПОС 61 выпускают в виде тонких трубок с наполнителем, закрученных спиралью. Сосновая канифоль играет роль флюса при паяльных работах. Ее преимущество – нейтральный состав, который не требует удаления после завершения рабочего цикла, в отличие от флюсов на кислотной основе. Прочие виды припоев ПОС 61 выпускают без канифоли.
- Лента. Отличительная особенность – возможность быстрого ремонта кабельно-проводниковых материалов. Ленточный припой характеризуется низким содержанием сурьмы.
- Прутки. Их длина не превышает 40 см. Максимальный диаметр – 8 мм. Данная форма выпуска идеально подходит для лужения температурного стержня паяльника. Некоторые мастера предпочитают изготавливать прутки самостоятельно, отливая их в специальные формы.
Для крупных производственных предприятий ПОС 61 поставляют в виде массивных слитков, массой до 25 кг. Это снижает себестоимость расходных материалов и паяльных работ.
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.

Припой пищевой
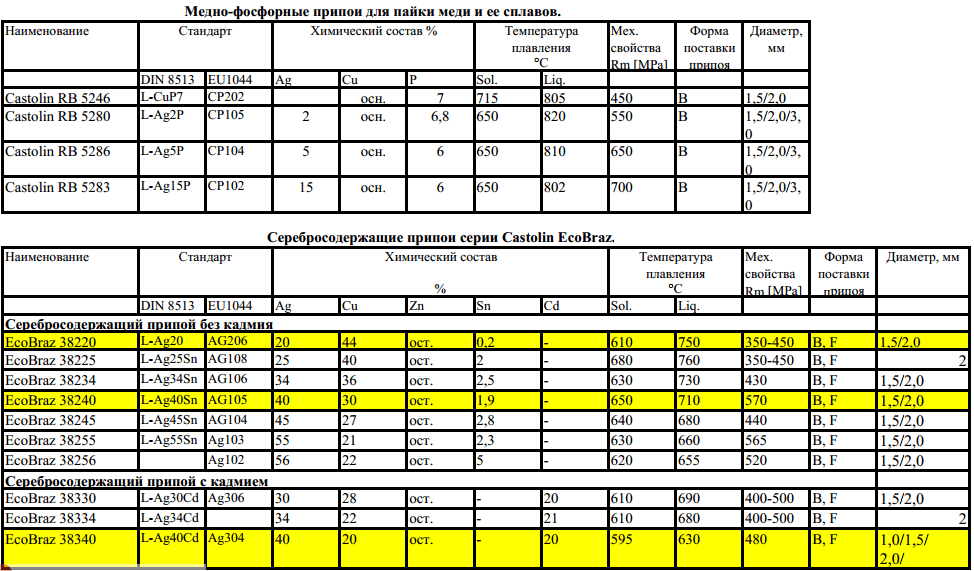
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
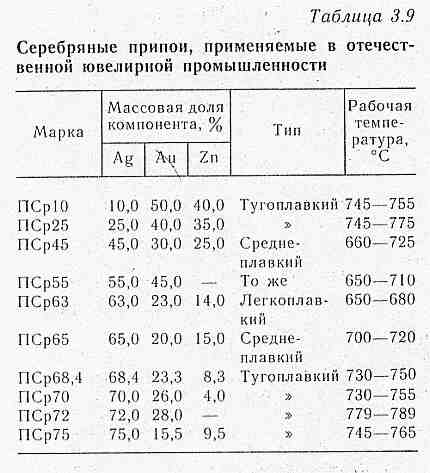
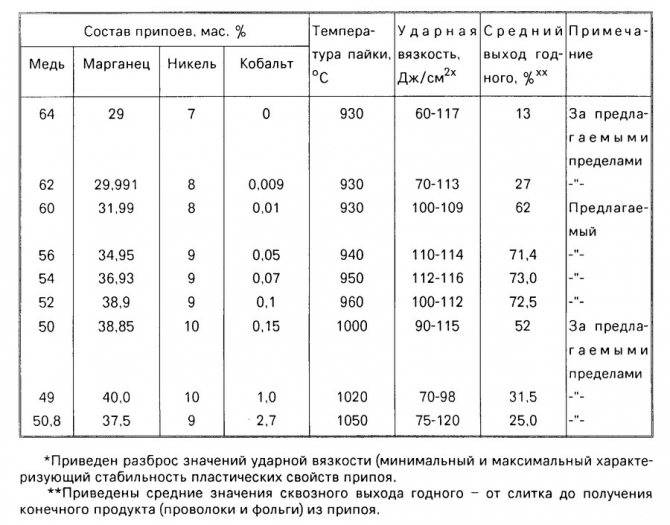
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.


Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.

Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.