

Технологические процессы
Для создания качественного изделия, необходимо придерживаться определенных технологических процессов. Ими пользуются абсолютно все мастера кузнечного дела. Условно их разбивают на такие виды:
- Гнутье – одна из самых распространенных операций. Для создания дугообразного изгиба, заготовку предварительно нагревают. Затем, кладут на рог наковальни и производят загибание изделия.
- Вытяжка – производится на наковальне, путем ударения кувалды по нагретой заготовке. Эта операция позволяет уменьшить поперечное сечение и растянуть изделие.
- Насекание узоров – производится путем нанесения зубилом силуэтов, линий, штрихов и шрифтов на предварительно нагретой заготовке.
- Сборка – осуществляется с помощью кузнечной сварки или склепки. Это завершающий процесс. На этом этапе все отдельные элементы собираются в готовое изделие.
Для продолжения срока службы кованого изделия, важно его покрасить. Предварительно металл обрабатывают грунтовкой, это позволит сохранить антикоррозийные свойства краски
Наносить покрытие лучше в два слоя.
Как законно оформить деятельность художественной кузни?
После того как помещение арендовано и закуплено все необходимое оборудование, и инструменты необходимо посетить местную администрацию, пожарную охрану, СЭЗ.
Для того чтобы местная администрация одобрила и разрешила данную деятельность необходимо оформить документы для ведения бизнеса. Если в Вашей кузне первоначально будет работать небольшое количество человек (до 10), тогда целесообразно оформиться как индивидуальный предприниматель, если штатный состав сотрудников будет больше — юридическое лицо. При оформлении юридического лица необходим определенный перечень документов, включающий и бизнес-план, а также дополнительное посещение налоговой инспекции.
Однако необходимо помнить, что эффективность деятельности предприятия будет выше тогда, когда штатный состав сотрудников будет более 10 человек.
Рентабельность кузнечного бизнеса
Возьмем за основу ситуацию, что первое пробное изделие вы сделали у себя гараже и пока не регистрировались как предприниматель:
комплект самого необходимого оборудования для холодной ковки — 400 тысяч рублей.
Теперь рассчитаем затраты на производство 1 метра садовой решетки высотой 2 м:
- металл – 500 руб.;
- Антикоррозийное покрытие—15 руб.;
- электроды – 20 руб.;
- электричество –100 руб.;
- разные расходы – 400 руб.
Итого 1035 рублей.
Один метр кованого изделия в среднем стоит от 3000 и выше.
Несложно посчитать, когда окупятся затраты на оборудование.
Больше времени на это уйдет, если вы построили мастерскую. Но это и уже более серьезные вложения в бизнес.
Оборудование
Для изготовления фигурных изделий используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент (валки, упоры) и создавать несколько видов деталей разного размера.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Фонарик
Для создания объемной детали используется инструмент для ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
Инструменты
Для часто повторяющихся изделий применяют готовые штампы или штамповальные установки. Однако эксклюзивные поковки изготавливаются вручную по старинке — на наковальне молотом.
Многие элементы художественной ковки выполняются холодным способом, особенно различные детали оград, решеток или перил.
Холодная металлообработка включает в себя такие приемы, как гибка и прессование на ручном или механизированном оборудовании.
Включает в себя художественная ковка и литье. Многие отдельные элементы изготавливают не кузнечным способом, а заливкой расплавленного металла в форму с дальнейшей его доводкой. Сочетание кованых и литых деталей придает объем готовой поделке.









Пошаговый алгоритм холодной ковки
Оборудование для художественной ковки
Изделия формируются с применением двух основных процессов: прессования и гибки. Отдельно от них используется штамповка по готовым шаблонам.
На этом и построено большинство оборудования для холодной обработки металлов. Основные верстаки, имеющие широкое применение: гнутик, улитка, твистер, фонарик, глобус и волна.
Каждый из этих простых станков работает с прокатом металла (различные прутки, круги или квадраты). Причем ручное оборудование может задавать форму металлическим заготовкам с сечением 12-14 миллиметров.
Какие элементы производятся на этих верстаках?
Гнутик способен изгибать металл под углами или в дугу, одним или несколькими поворотами рычага. Основные элементы — это разного рода изгибы и волны.
Улитка, за счет формы своего кондуктора, закручивает заготовку по спирали. На ней производят волюту, завитки и другие элементы с витками спирали на концах.
Твистер, наоборот, закручивает длинную деталь вокруг своей оси. В итоге получаются элементы с завинченной поверхностью.
Волна предназначена для изготовления волнообразных повторяющихся деталей. Частично такие же операции можно успешно выполнять на гнутике.
Фонарик по принципу устройства похож на твистер, однако изготавливает элементы, называемые корзинкой. Эти объемные детали производятся закручиванием заготовки на кондуктор в виде вала. Станок может вполне быть заменен твистером.
Глобус или объемник выполняет различные операции по изгибу заготовки в разных плоскостях, производя трехмерные детали.
Каждый такой станок для художественной ковки своими руками можно сделать самостоятельно, поискав нужную информацию и чертежи.
Пример простейшего ручного станка для завитков и разного рода вензелей показан в видео
Кроме такого узкоспециализированного оборудования, понадобится инструмент для резки металла (отрезной круг или болгарка), шлифовки и сварка для сборки деталей в единую композицию.
Завитки, вензеля и волюты
Такие элементы часто можно увидеть на оградах, решетках и подобных изделиях.
Для их изготовления нужно иметь станок улитку, заготовки из прутка или квадрата сечением от 8 до 14 мм (зависимо от оборудования) и, конечно, вспомогательный инструмент для резки и шлифовки.
Пошагово процесс выглядит так.
- Конец заготовки нужно сформировать под крепление кондуктора на станке. Это делается с разогревом и предварительной проковкой или прессованием на оборудовании.
- Подготовленный край вставляют в отверстие кондуктора и поворотом рычажного привода закручивают металл на шаблон. На один виток спираль делается за подход. Несколько закруток придется сделать за два три оборота.
Как это сделать показано на видео, предоставленном выше. За неимением такого оборудования витки можно попробовать сделать вручную. Для этого нужно иметь кусок трубы, на котором, разогретую газовым резаком, деталь изгибают ударами молотка.
Кручение
- Пруток фиксируют в головке и ползунком регулируют нужную длину закрутки.
- Оборачивая ворот, металл закручивают вдоль оси на всем протяжении до ползуна.
Сам процесс нужно проводить аккуратно, без резких рывков ворота, чтобы не порвать заготовку, а спираль была закручена равномерно на всем протяжении.
Без станка твистера такую операцию можно сделать вручную. Деталь нагревают и, зажав один конец тисками, проворачивают вокруг оси подходящим инструментом. Однако качество может быть намного хуже.
Как выглядит и работает такое оборудование можно узнать из видео:
Корзинки
- В станок изначально вставляют две отдельные детали.
- Оборотами ворота их закручивают в объемную спираль.
Также такую деталь можно сделать без оборудования вручную. В качестве кондуктора применяют кусок трубы с приваренным на ней местом крепления конца прутка. Зафиксировав металл в тисках, его наматывают на шаблон. Способ более трудоемких и требует опыта работы. Как это делается показано на видео:
Волна
Такие же операции можно проделать и вручную на трубе в качестве кондуктора и молотка.
После изготовления отдельных элементов, их собирают в единую композицию при помощи электросварки, зачищают соединения и проводят окончательную отделку.
Декоративная окончательная отделка — это последний этап художественного производства.
Кованое изделие покрывают краской, золочением, патиной и прочими.
Для того, чтобы принять участие в обсуждении и поделится своим опытом в художественной ковке металлов, перейдите к комментариям, где вы можете дополнить информацию этой статьи собственными практическими знаниями.
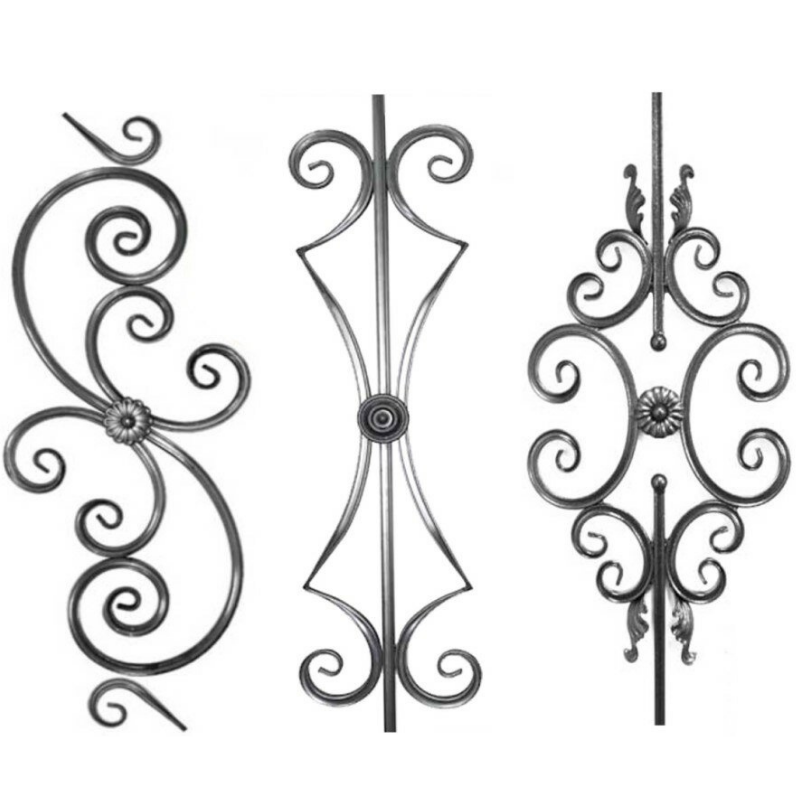
Элементы кованых узоров
Изделия холодной ковки можно отнести к одному из типовых элементов:  Завиток.Спиралевидный завиток может быть однонаправленный и двунаправленный- то есть с изменением направления закручивания спирали. На практике при использовании прутка 10-12 мм можно получить до 5 витков спирали
Завиток.Спиралевидный завиток может быть однонаправленный и двунаправленный- то есть с изменением направления закручивания спирали. На практике при использовании прутка 10-12 мм можно получить до 5 витков спирали
- Двойной завиток, или китайский фонарик. Это пространственная конструкция из двух или более элементов, каждый из которых является обычной двухрядной спиралью. Изготовляется на твистере
- Волюта.Завиток односторонний или двухсторонний, используется для отделки решеток, балюстрад, мебели.
- Крутень.Скрученный вдоль продольной оси пруток (или несколько прутков). Используется для балясин, элементов декора, рукояток каминных инструментов
- Навершие. Используется как конечный элемент на прутьях решеток, Это пика, к которой прикрепляется ряд завитков.
Последовательность окончательной сборки отдельных кованых элементов
Для соединения объемных деталей изделий художественной ковки в окончательную конструкцию, применяют несколько способов:
- Сварка. Горячая сварка требует нагрева места соединения, что не всегда возможно. Для соединения элементов, полученных способом холодной ковки, применяют электросварку или газосварку
- Клепка. Для этого в месте соединения в каждой детали необходимо проделать отверстие, в которое будет вставлена заклепка и расклепана.
- Кольцом. Два пересекающихся прутка, например, в решетке, часто соединяются разогретым кольцом, концы которого свариваются. Так же соединяются и куски кованых цепей.
Плоские детали соединяются своими способами:
- Фальцовка – смежные кромки скручиваются вместе.
- Чеканка – смежные кромки изделий счеканиваются, путем вытеснения части одной детали в объем другой.
- Сварка.
Волны – изгибаем пруток по синусоиде
В данном элементе нет ничего сложного. Всё, что потребуется, это два металлических шкива, с двумя отверстиями под болтовой крепёж и одним центральным для рычага. Также подготовим основание из толстого стального листа с перфорацией, сделанной через равные промежутки на одной линии. Расстояние между высверленными сквозными гнёздами должно быть чуть больше диаметра шкивов, так, чтобы уложенные и закреплённые рядом, они имели между собой зазор для свободного прохода прутка.









На стальном листе можно сделать много отверстий с шагом, которому будет кратно расстояние между крепежами. Также потребуется рычаг с двумя боковыми перекладинами круглого сечения, крайняя из которых будет вставляться в центральное гнездо. Вторая должна прижимать к шкиву изгибаемый пруток, поэтому должна быть удалена от крайней на соответствующее расстояние.
Устанавливаем шкивы на основание, жёстко закрепив болтами. Просовываем между ними пруток, теперь один из них будет служить упором, а второй – шаблоном для загибания. Именно в него и вставляем рычаг, которым проводим дугу, формируя нужный диаметр первой волны. Разворачиваем пруток так, чтобы полученная волна охватила упорный шкив. Обводим второй изгиб, снова разворачиваем заготовку. И так, пока стержень не будет полностью превращён в синусоиду или не будет сделан отрезок нужной длины, который отпиливаем, и используем в узоре.
Таким же образом можно делать и кольца, если взять шкивы потолще, в виде невысоких цилиндров, а также завитки, называемые червонками, S-образные. Чтобы перекладина рычага лучше скользила вокруг шкива, лучше дополнить её подшипником или роликом, учитывая необходимый промежуток для прутка.
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.

Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.

Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.

Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.

Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Инструменты и приспособления для ковки
Для изготовления кованых изделий из профильной трубы необходимо применять специальные инструменты и приспособления. Их можно сделать из подручных материалов самостоятельно, заказать у опытного мастера или приобрести заводские модели. Также следует обустроить место работы – функциональный стол, обеспечить пространство для ковки длинных труб.

Для обработки небольших заготовок можно использовать столешницу с габаритами 2000*1500 мм. На ней размещаются основные инструменты и приспособления для производства изделий из профильной трубы.
Гнутик
Предназначен для изготовления дуг различных диаметров. Станок состоит из т-образной основы, на которой попарно располагаются опорные ролики. На вертикальной стойке находится опорный ролик, высота которого регулируется с помощью резьбового механизма.

- Возможность замены роликов для гнутья труб различного сечения;
- Изменение расстояния между опорными элементами для варьирования радиуса;
- При самостоятельном изготовлении рекомендуется использовать п-образный металлический профиль толщиной не менее 2 мм.
Конструкция гнутика для профильных труб отличается от традиционной. Невозможно сделать качественный изгиб без равномерного распределения нагрузки по всей поверхности. Средняя стоимость самодельной модели – 9600 рублей.
Твистер
Используется для скручивания профильных труб с художественной целью. Для обработки рекомендуется применять модели с лемехом, который облегчает процесс изготовления, снижает время контролируемой деформации, повышает ее качество.

Станок состоит из основания, на котором крепится передвижной блок для фиксации заготовки и механизм с лемехом для скручивания. Основные параметры оборудования:
- Максимальная и минимальная длина обрабатываемых изделий.
- Сечение заготовки, ее размеры. Они зависят от формы механизма крепления;
- Тип привода – ручной или механический. Для производства кованых изделий из профильной трубы в домашних условиях чаще всего используются бюджетные модели с ручным приводом.
Цена полного комплекта — от 16 800 рублей.
Улитка
С ее помощью делают спиралевидные компоненты. Устройство состоит из платформы квадратной или прямоугольной формы. На ней располагаются отверстия для установки опорных дуговых элементов. С помощью концевика выполняется фиксация трубы. Изгиб формируется при воздействии рычажного механизма с опорным роликом.

Характеристики улитки:
- максимальный и минимальный радиус изгиба;
- размер заготовки;
- допустимая степень механического воздействия.
Средняя стоимость бытовой улитки для гибки профильных труб составляет 12 000 рублей.
Дополнительные виды
Узлы бывают еще и такого вида:
- Двойная спираль – это пространственная фигура из обычной двухрядной спирали. При этом самый широкий диаметр этого изделия – средняя часть. Из-за этого этот узор ковки также называют китайский фонарик. Для его изготовления необходимо два прутка или проволока с большим поперечным сечением.
- Кернение – такой художественный узор получается путем вдавливания части металлического листа или полосы в штампованную форму. Для этого используется специальный инструмент. На плоских заготовках так получают объемные надписи, изображения и вензеля.
Благодаря использованию различных кузнечных узоров и элементов, получают сложные изделия художественной ковки. Комбинируя их, мастера могут создать индивидуальную композицию для декорирования дома, территории или фасада здания.










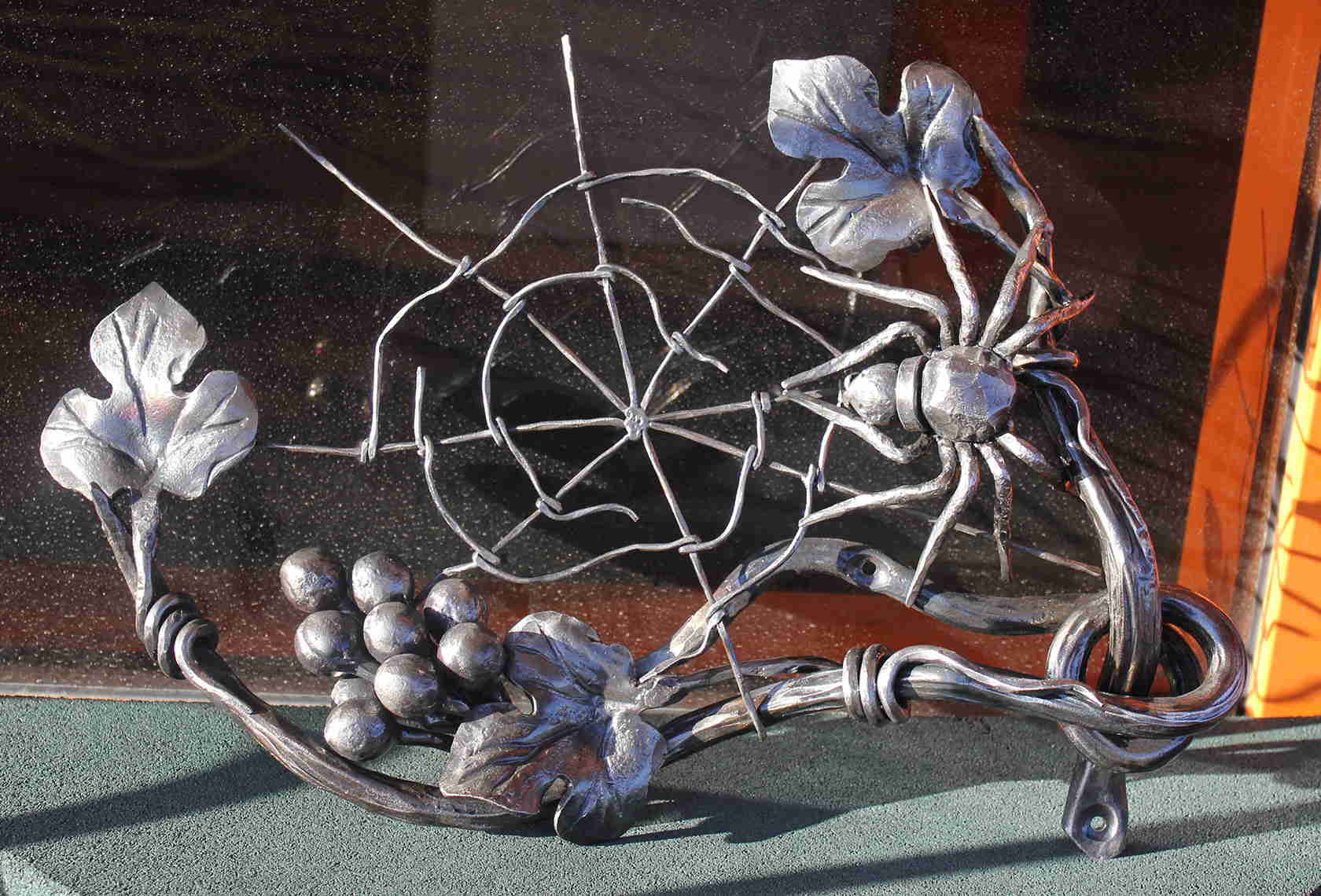
Виноградный лист
Декор
Финишный этап, которым завершается декоративная ковка изделия.
Декорирование включает в себя следующие приемы и операции:
- Доводка и подгонка.
- Шлифовка и полировка.
- Грунтование и покраска.
После сборки изделие проверяется на прочность и точность (особенно важно соблюдение размеров, например, на оконных решетках)
Важным пунктом является устранение деформаций, полученных при сварочной сборке (рихтовка). Если требуется, то некоторые детали могут быть доведены режущими и шлифовальными инструментами. Также готовятся посадочные точки для креплений (если это предусмотрено конструкцией).
Обязательно все поверхности шлифуются до идеально ровного состояния
Важно выровнять неровности и обязательно зачистить места соединений (особенно сварочные швы)
Полировку проводят, если это необходимо.
Окончательная покраска — это самый простой способ финишной отделки изделия. Часто в художественной ковке применяют такие способы, как золочение или воронение (зависит от изделия).
Только по окончанию всех этих процессов изделие будет завершенным.
Технологии и приемы
Изготовление таких изделий начинается с разогрева заготовки в горне до ковочной температуры с дальнейшей обработкой молотом.
Производя элементы художественной ковки, мастер выполняет те же кузнечные операции: высадку, протяжку, раскатку, осадку, гибку, прошивку и прочие. Для изготовления некоторых деталей может применяться холодный способ металлообработки: изгибание и прессование, создание отдельных комплектующих (волюты, завитков, спиралей).
Как и в любом слесарном деле, кузнец использует и такие приемы, как сверление, шлифовка или сглаживание.
Но есть и своя отдельная черта — это создание изображений с орнаментами путем чеканки, травления.
Все вышеперечисленные операции можно объединить в три отдельные группы:
- Термообработки материалов.
- Ковки.
- Сборки.
- Декорирования.
Термообработка
Нагревание осуществляется в горне (тип зависит от конкретной мастерской) или индукционной печи. Время нагрева может быть разным, смотря какое топливо используется для очага.
Важным фактором термообработки является дополнительные процесс отпуска или закалки металла, которые позволяют получить более мягкое или прочное изделие.
Ковка
Это, собственно, сам процесс создания отдельных элементов изделия. При горячей ручной обработке используют основные кузнечные операции, формируя при этом изделие.





