

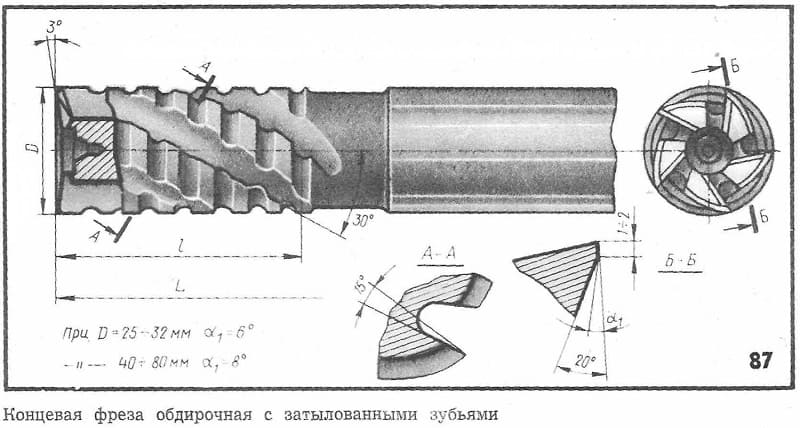
Фреза концевая твердосплавная – основные характеристики.
Фреза концевая твердосплавная (ГОСТ 18372-73) применяется для работы с материалами, очень тяжело поддающимися обработке (например, чугун, сталь). Существуют фрезы повышенной точности (необходимые для обработки закрытых контуров и пазов) и фрезы нормальной точности (применяют при обработке уступов и плоскостей). При маркировке фрез повышенной точности указывают букву «Т» перед маркой твёрдого сплава. Радиальное и торцевое биение фрез колеблется от 0,02 мм для повышенной точности до 0,03 мм для нормальной точности.
Процесс фрезерования с применением фрез концевых твердосплавных имеет ряд достоинств. Стружка, образующуюся в процессе фрезерования, имеет малую длину и толщину, что обеспечивает её лёгкую транспортабельность. Режущие элементы имеют малое тепловое напряжение благодаря прерывистости процесса резания. А также высокая жесткость и виброустойчивость.
Твердосплавные фрезы бывают цельными (монолитными), составными или сборными.
Монолитные фрезы изготавливают путём прессования заготовок из твёрдых сплавов. Далее алмазным шлифованием обрабатывают базы крепления, заточки, доводят зубья. Как правило, такие фрезы бывают маленьких размеров.
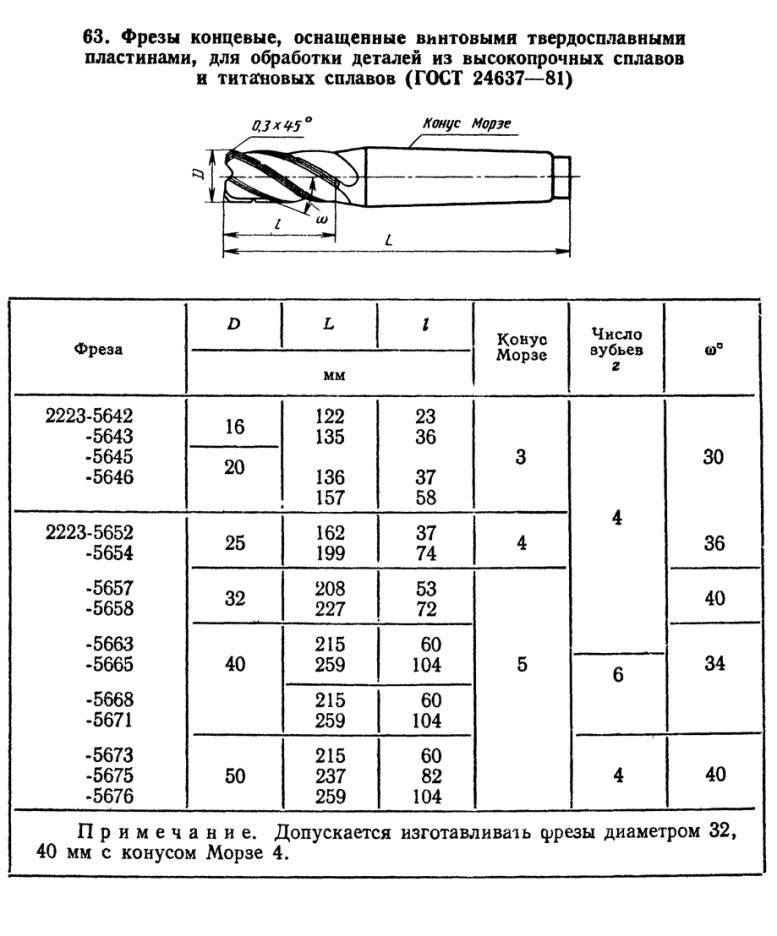
Часто используют сборные твердосплавные фрезы, также имеющие небольшой размер. Твердосплавные пластины имеют форму призмы или винтовую форму и припаиваются прямо к корпусу фрезы.
Особый эффект от использования фрез концевых твердосплавных проявляется в процессе работы с заготовками из закалённых или других сталей, трудно поддающихся обработке, вырезке в них пазов, шлифовке пазов, уступов. На точность полученных пазов по ширине при обработке мерными инструментами оказывают влияние точность используемой фрезы и фрезерного станка, жёсткость фрезерного станка, биение фрезы после закрепления.
Прочие маникюрные насадки
Щетки для очистки

При правильной обработке инструмента нужды в них нет. Только если инструмент чем-то забился, например, непросохшим гель-лаком, вам могут пригодиться такие щеточки. При покупке выбирайте нейлоновые. Не следует использовать металлические щетки для очистки, т.к. они могут повредить абразив алмазных фрез или исцарапать другие насадки.
Войлочные насадки для придания глянца

Можно использовать в процедуре маникюра без декоративного покрытия чтобы отполировать поверхность натуральных ногтей до глянца. Подлежат дезинфекции, но не стерилизации в сухожаре.
Не до конца понятно, что и как стерилизовать? У нас есть отдельная статья о том, как правильно обрабатывать маникюрный инструмент, включая фрезы, с подробным описанием каждого этапа.
Угловые — конструкция и применение
Для подготовки канавок с угловым профилем применяются угловые фрезы по металлу. С их помощью производится прорезка стружечных углублений, а также выполняется развертка и зенковка. Для изготовления насадок используется быстрорежущая сталь. Отличительная особенность угловой фрезы в том, что рабочая часть имеет коническую форму. Угловые насадки сочетают в себе конструкцию дисковых и концевых фрез. Типичный представитель угловой фрезы — насадка ласточкин хвост.
Рабочая часть состоит из зубьев, расположенных по окружности насадки. Торцевая часть оснастки имеет увеличенную форму зубьев, которые уменьшаются в сторону к хвостовой части. Угловые фрезы бывают цельными и разборными, и отличаются они еще по диаметрам.
Различаются они также по такому признаку, как расположение режущей кромки. На основании этого признака выделяют одноугловые и двухугловые фрезы. Отличаются они тем, что двухугловые модели имеют режущую кромку, расположенную на смежных конических поверхностях, в то время как на одноугловой они находятся на одной поверхности. Отличаются насадки по углу скоса зубьев. Угол скоса может быть разным 30, 45, 50, 55, 60 и более градусов. Все зависит от поставленных технологических задач.
Это интересно! Фреза, которая известна под названием «ласточкин хвост», относится не к дисковым и угловым режущим оснасткам.
https://youtube.com/watch?v=HO-XXKEhfGI%3F
1 Концевая фреза – виды, свойства и характеристики
Такой инструмент отличается от сверла своей геометрией и применением. Сверла, как известно, могут обрабатывать изделия исключительно в осевом направлении. А вот концевая фреза может вращаться во время работы с изделиями из металла в любую сторону. Лишь отдельные виды данного инструмента не способны совершать осевые вращения.
 Концевая фреза
Концевая фреза
Фрезы концевого типа делят на несколько видов. Прежде всего, они могут иметь конический либо цилиндрический хвостовик. В обоих случаях показатели окружного шага зубьев у них будут неравномерными. Рассматриваемые фрезы бывают:
- для сегментных шпонок;
- с твердыми сплавами (шпоночные);
- с винтовыми твердосплавными пластинками и специальными коронками;
- для обработки пазов Т-образной формы;
- шпоночные с хвостовиками разных форм (конические, цилиндрические).
 Разные концевые фрезы
Разные концевые фрезы
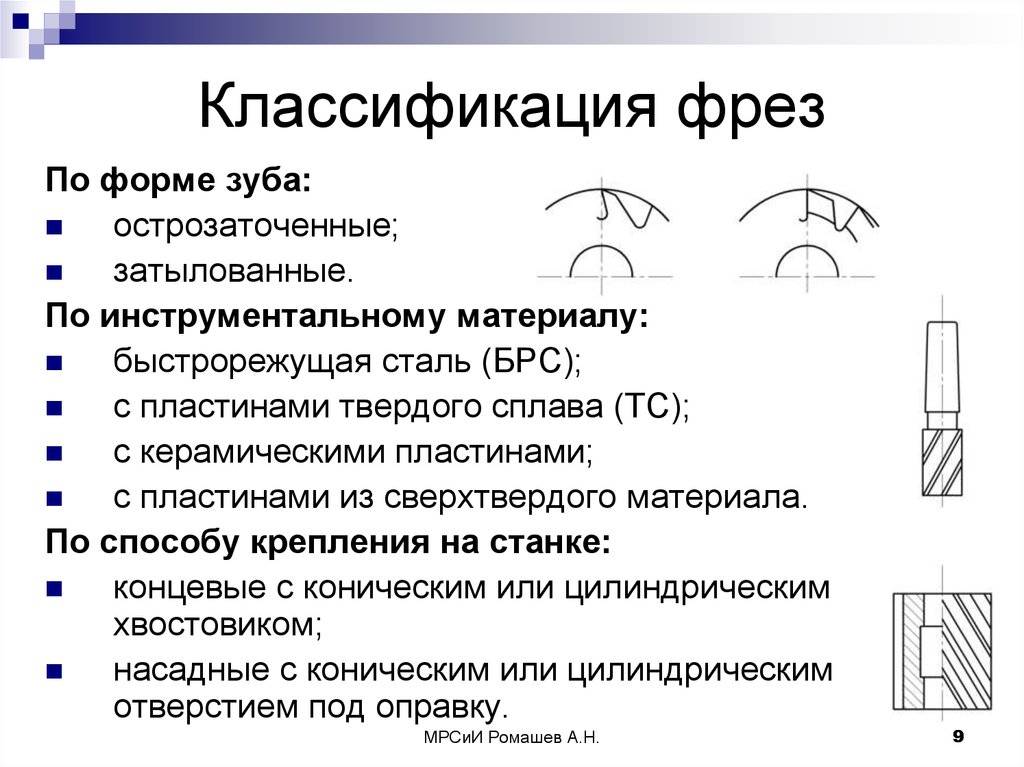
Крепится концевая фреза в шпинделе фрезерного станка при помощи хвостовика. Различные фрезы могут иметь собственные характеристики своих отдельных частей. Они делятся на:
- косозубые, прямозубые и с зубцами винтовой формы;
- составные, цельные и сборные;
- затылованные и остро заточенные.
В рамках данной статьи нас интересует фреза с цилиндрическим хвостовиком, о которой и пойдет речь.
Кольцевые или корончатое сверло
Для получения отверстий в металлических заготовках применяются кольцевые фрезы, которые еще также называют корончатыми сверлами или коронками. В сравнению со спиральным сверлом, корончатое сверло обеспечивает повышенную производительность (скорость сверления в 4 раза выше), но самое главное, они позволяют сверлить отверстия больших диаметров.
Применяются кольцевые фрезы не только с ручным фрезером, но и магнитными дрелями. В быту кольцевые насадки можно применять на электродрелях, только при этом сверлить разрешается металл, толщина которого не должна превышать 4-5 мм.
В конструкции корончатых сверл имеются центрирующие сверла, которые играют роль керна. Рассматриваемые оснастки также выпускаются двух типов — с подшипниками и без. С подшипниками насадки применяются для работы на ручном фрезере с целью обрабатывания кромок детали. Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.
Это интересно! Кольцевые фрезы пользуются популярностью в хозяйстве для сверления отверстий в листовых материалах. Чтобы просверлить отверстие большого диаметра в толстом металле, понадобится не только качественная фреза из твердосплавных материалов, но еще и мощные электроинструменты.
Сфера применения
Пальчиковые фрезы широко применяются при обработке металлических деталей для нарезки пазов, уступов и плоскостей. Он удобен для вырезания выемок и контурных уступов, съёма металла и зачистки поверхностей, находящихся под углом 90° по отношению друг к другу. В зависимости от размера зуба они могут быть использованы для получистовой и чистовой обработки. В частности это:






- нарезка пазов для замков;
- зачистка пазов в деталях машин под канавки для закладки уплотнителя;
- подготовка дренажных отверстий;
- изготовление деталей в автомобильной промышленности, а также во многих других случаях.
Материал режущей части
Тело фрезы изготавливается из прочных сплавов на основе стали. Заготовки из легированной, инструментальной или быстрорежущей стали нарезаются с небольшим припуском на станках, при помощи мех пилы или иным способом. После придания нужного профиля, сверления посадочного места они проходят термическую обработку – закаляются, затем – отпускаются. Далее – шлифуются, затачиваются, полируются.
Для повышения износостойкости зубья режущей оснастки изготавливают из твёрдых сплавов, их тела – покрывают путём напыления:
- нитрида алюминия-титана;
- нитрида титана;
- PVD покрытия;
- цианида титана
и прочих материалов.
Режущие кромки фрез для обработки калёной стали и чугуна делают из искусственного алмаза, нитрида бора.
Классификация концевых фрез
Специализированной расширенной спецификации для концевых фрезеров нет, по этому они классифицируются по общим для фрезерного инструмента спискам с добавкой отличительных для них признаков. Ниже приведены главные разделы спецификации, используемой для разных видов концевых фрез по металлу:
По производственному назначению
В этом разделе выжным признаком считается вид и форма поверхности которая обрабатывается. На основании этого выделяют такие варианты данного инструмента:
- общего использования;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
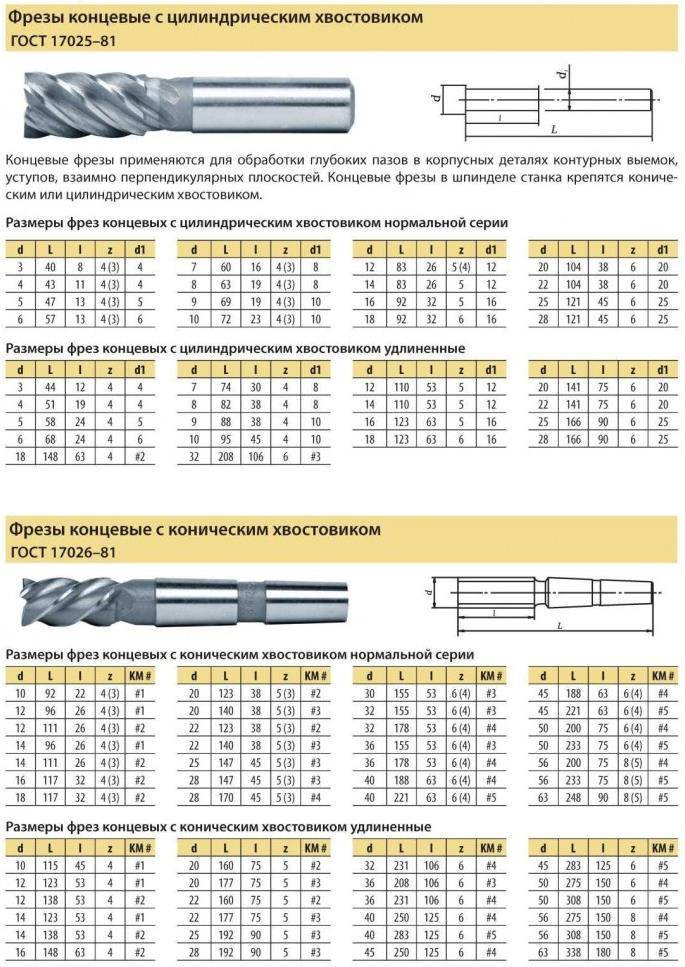
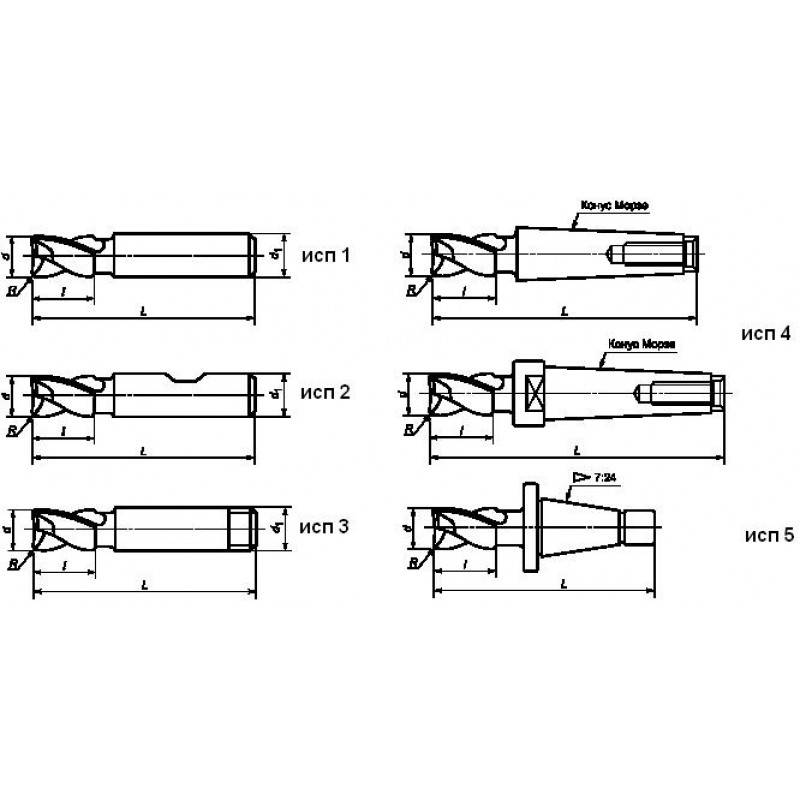
ГОСТ заставляет изготовителей отпускать концевые фрезы 2-ух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и части которая режет. Но кроме этого на рынке можно найти фрезы концевые как продолговатые, так и очень короткого размера (этническое наименование — «пальчиковые»). Помимо типов и соотношений длин ГОСТом определяются виды хвостовиков (разные типы конусообразных и цилиндрических), а еще размерные ряды диаметров. Очень часто в товарном производстве применяется фреза концевая с конусообразным хвостовиком.
Государственные нормы формируют лишь общие требования к фрезерному инструменту. Вместе тем изготовители мирового маштаба рекомендуют разные новаторские конструкции. Их примером послужат концевые модульные фрезы, в которых режущая часть фиксируется к хвостовику при помощи точного винтового соединения. Иная занимательная разработка — концевая шестизубая обгонная фреза с нижними и верхними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования нестандартных профилей поверхностей обрабатываемых изделий к этому всему к инструменту общего назначения была сделана большая группа фасонных концевых фрез. Среди них ключевыми являются радиусные и фигурные пазовые фрезерные инструменты, а еще фрезеры для 2D и 3D обработки. Главные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конусообразные и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл кромки резки и снятия ею одного слоя припуска именуется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью считается однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

По мимо этого есть просторная классификация концевых фрезеров, которая основана на геометрии и формах режущих поверхностей, зубов и кромок.
Особенности и применение
Конструктивно концевые фрезы по металлу делятся на два вида: цельнометаллические (из твердых сплавов) и со вставными режущими элементами. Самыми распространенными являются монолитные твердосплавные концевые фрезеры. Они характеризуется высокой жесткостью, стабильностью параметров и оптимальным соотношением цены и технологических возможностей. Фрезеры с вставными режущими элементами из специальных сплавов с напылением используют при специальных режимах резания, например, фрезеровке по нержавейке, сплавам титана и другим сложным материалам.
Основная область применения концевого фрезерования – это продольная обработка плоскостей параллельных оси вращения инструмента. Типичным примером такой технологической операции является фрезеровка линейных и контурных пазов и канавок, формирование ступенчатых плоскостей, а также выборка прямолинейных и фигурных выемок различной глубины. При этом для глубоких поверхностей применяют фрезы концевые с цилиндрическим или коническим хвостовиком, удлиненные до нужного размера. Основные виды изделий, обрабатываемых концевым фрезерованием – это:
- плиты с линейными и Т-образными пазами;
- штампы и прессформы;
- плоские поверхности и зубчатые шестерни с канавками и выемками;
- шаблоны, матрицы, пуансоны;
- вала со шпоночными пазами;
- корпусные детали со сквозными окнами.
Размерные ряды концевых фрезеров определены государственными стандартами. Изделия из быстрорежущей стали с цилиндрическим хвостовиком имею размерный ряд 3-32 мм и устанавливаются на оборудование с помощью зажимных патронов и цанг. Инструмент среднего и большого диаметра выпускаются в диапазоне размеров 14-63 мм с хвостовиком в виде конуса и используются на промышленном оборудовании. Фрезы для станков с ЧПУ имеют свой размерный ряд – 14-50 мм.
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Дополнительные критерии, по которым классифицируют концевые фрезы
Самые важные — это:
тип хвостовика;
конструкция;
размер зубьев;
количество режущих кромок;
направление отведения стружки.
Тип хвостовика
Для металлообработки используют концевые фрезы с цилиндрическими и коническими хвостовиками. Приспособления первого типа предназначены для установки в ручные электроинструменты.









Концевые фрезы с коническими хвостовиками закрепляют в патронах специальных станков.
Фотография №9: концевая фреза с коническим хвостовиком
Конструкция
По конструкции инструменты делят на 2 основных типа.
Цельные концевые фрезы.
Приспособления со специальными твердосплавными напайками/пластинами.
Фрезы первого типа изготавливают в зависимости от назначения из инструментальных и быстрорежущих сталей, а также твердых сплавов. Цельные инструменты имеют стабильные параметры и высокую жесткость. Применяются для большинства операций.
Концевые фрезы с твердосплавными напайками используют при специальных режимах резания, а также при обработке изделий и заготовок из сплавов титана, нержавеющей стали и иных труднообрабатываемых материалов.
Фотография №10: концевая фреза с твердосплавными пластинами
Размер зубьев
Существуют крупнозубые и мелкозубые концевые фрезы. Первые применяют для черновых работ по металлу, вторые — для чистового фрезерования.
Количество режущих кромок
Этот параметр определяет, сколько слоев металла снимается за один оборот фрезы. Чем больше количество режущих кромок, тем чище обработка. По этому критерию концевые фрезы делятся на одно-, двух-, трех- (и т. д.) заходные.
Направление отведения стружки
Этот критерий также имеет важное значение. Стружка может отводиться вверх и вниз.
Первый способ является традиционным, но имеет следующие недостатки.
Первый способ является традиционным, но имеет следующие недостатки.
Часть стружки под действием силы тяжести падает вниз и вновь попадает в зону резания. В результате обработка затрудняется.
Стружка накапливается. Появляется лишняя операция — удаление отходов.
На верхних гранях реза образуется «ворс». В некоторых случаях это недопустимо.
Концевые фрезы с удалением стружки вниз называют компрессионными. Эти инструменты лишены вышеуказанных недостатков.
Государственные стандарты
Большое количество видов и назначения фрезерной оснастки, потребовало разработки значительного числа нормативных документов. Они определяют требования к фрезам различных исполнений, а также подразделяют отдельные виды инструментов, нацеленных на работу с различными металлами и сплавами. Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
ГОСТ 9304-69 «Фрезы торцовые насадные» описывает монолитные фрезы с твердосплавными напайками и диаметром рабочей части от 40 до 100 мм. Документ предусматривает два исполнения, отличающихся крупным или мелким зубом.
ГОСТ 24359-80 «Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава» нормирует конструкцию и размерные параметры насадных инструментов со вставными ножами. Документ предусматривает варианты корпусов, имеющие диаметр от 100 до 630 мм. Дальнейшее развитие стандарт получил в ГОСТ 24360-2016. Опираясь на конструкцию из предыдущего документа, он устанавливает основные требования к используемым в конструкции материалам и качеству изготовления оснастки. Еще один ГОСТ 9473-80 описывает модели с диаметром корпуса от 100 до 612 мм. Главное отличие от предыдущих стандартов – уменьшенный габарит ножей и их увеличенное количество.
Присоединительные размеры насадного инструмента, всех диаметров установлены ГОСТ 27066-86 «Фрезы торцевые насадные. Типы и присоединительные размеры».
ГОСТ 26595-85 «Фрезы торцевые с механическим креплением многогранных пластин» рассматривает инструмент со всеми вариантами насадных креплений к шпинделю станка. Документ предусматривает использование всех вариантов пластин, в том числе и круглых. Размер корпуса инструмента варьируется по диаметру от 100 до 500 мм.
ГОСТ 22087-76 «Фрезы торцовые концевые с механическим креплением пятигранных твердосплавных пластин» ориентирован на инструмент, использующий пятигранные режущие элементы. Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Зарубежные фирмы, предлагающие станочную оснастку, не придерживаются каких-либо строго определенных стандартов. Каждый производитель формирует собственные требования к инструменту и применяет уникальную систему маркировки. Стандарты иной государственной принадлежности нормируют в основном, присоединительные элементы и вспомогательные части оснастки.
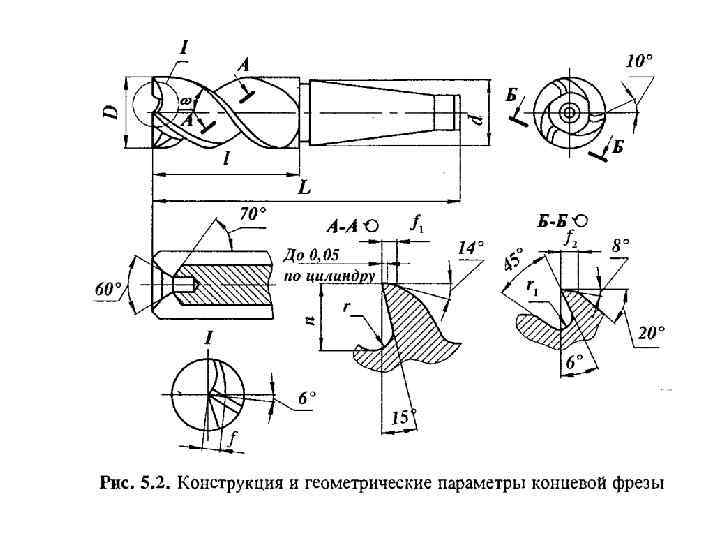
Особенности конструкции
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка шлицев на валах, прорезка пазов.
Сами зубья могут быть цельными, нарезанными по краю диска, и вставными. Заточка производится:
- прямая, по режущей кромке;
- по 3 рабочим сторонам – торцевой и боковым;
- с затыловкой – режущая кромка и тыльная сторона зуба.
Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.









Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.
При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.
Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.





