Как сформировать ассортимент?
Для начала нужно определиться, что именно вы хотите производить. Если это формы для выпечки, тогда составьте список всех изделий из силикона, которые пригодятся на кухне. Что это может быть:
- Силиконовые формы, позволяющие жарить на сковородке яйца, оладьи или котлеты в виде кружков, звездочек и любых других фигур.
- Круглые силиконовые емкости с рифлеными краями пригодятся для выпечки капкейков, кексов, маффинов.
- С помощью специальных форм можно самостоятельно приготовить шоколад.
- Формы большого и среднего размеры подойдут для создания муссовых тортов и бисквитов.
- Высокие прямоугольные формы помогут хозяйкам готовить домашний хлеб.
Стоимость силикона
Отдельно остановимся на ценовом факторе сырья, немаловажном для процесса изготовления cиликоновой приманка своими руками. Ведь в большинстве случаев, как мы уже убедились, себестоимость продукта является основным катализатором к началу выполнения самостоятельных работ. Понятно, что старые приманки обойдутся рыболову в нулевую стоимость, но вот их отсутствие потребует определённых затрат на покупку нужного товара
Понятно, что старые приманки обойдутся рыболову в нулевую стоимость, но вот их отсутствие потребует определённых затрат на покупку нужного товара.
На данный момент стоимость такого материала как Эластолюкс, предлагающегося покупателю в мерной таре в 1 килограмм, обойдётся в 1220 рублей. Из чего можно легко подсчитать себестоимость получаемого по итогу одного экземпляра наживки исходя из его конечной массы. Благо для рыболова стоит отметить, что отходов при производстве практически не бывает, а получаемые обрезки или брак достаточно просто заново переплавить, получив достойный по свойствам продукт.

Упомянутые как перспективный для выпуска силиконок материал в виде компонентов Пенталаст 718 и Пенталаст 710, а также аналога компаундов в виде Виксинт К-18 обойдутся чуть дешевле. Килограмм этих материалов будет стоить порядка 800 рублей за вышеупомянутую килограммовую ёмкость, в комплекте с отвердителем или проще говоря отвердителем, способствующем застыванию отлитого в форму состава при комнатной температуре.
В продажах кроме килограммовой тары встречаются комплекты составов в более мелких упаковках, но как свойственно большинству расфасованного мелкими порциями продукта, цена на них, на порядок выше стандартных упаковок, что существенно повлияет в итоге на конечную стоимость изделия. Да и скорее всего для домашнего производства лучше иметь запас отлично сохраняющегося сырья с прицелом на выпуск более крупных партий перспективных и рабочих насадок.
Частые вопросы — ответы
Чем можно заменить силиконовые формочки?
Отличная альтернатива – стекло и керамика.
Какая у силикона электропроводность?
Обладает очень низкой электропроводностью.
Какой силикон лучше для изготовления форм?
Лучшие серии — E-Series, Mold Star Series, Equinox Series, Rebound Series.
Как склеить силиконовые изделия в домашних условиях?
Можно использовать специальный клей для эластичных изделий, силиконовый герметик, или огнем растопить порванные края и соединить.
Как сделать жидкую резину в домашних условиях?
Нужные ингредиенты – бура (1уп), клей ПВА (2 бутылки), вода (0.5 стакана), краситель, емкости и что-то для размешивания. В одной емкости соедините буру и воду, размешивайте до прозрачного состояния. В другой – клей и краситель. Перемешайте содержимое обеих посудин и подождите, пока жидкость застынет.
Сколько застывает силикон?
На период высыхания влияет много факторов – влажность и температура воздуха, толщина слоя. В среднем, за 15 минут образуется пленка, за 24 часа происходит отвердевание вещества. Кислотный герметик высыхает за 4-6 часов, нейтральный – за сутки. Так же примерное время «готовности» всегда указано на упаковке.
Окруженный заботой автомобиль выделяется из общего потока. Автолюбитель моет и полирует кузов, начищает пластиковые молдинги. Нередко объектом пристальной чистки оказываются покрышки. Как известно, эти детали теряют свой первозданный вид в течение первого года эксплуатации. Виной тому погодные условия и пылевая напасть. Результат – машина блещет, а резина отдает характерным серым оттенком, только отталкивающим взгляды.
Оборудование
Чтобы полностью реализовать процесс литья под давлением, необходимо наличие нескольких механических компонентов. Как правило, для формовочной машины требуется дозирующее насосное устройство в сочетании с узлом впрыска – присоединяется динамический или статический смеситель. Интегрированная система может повысить точность и эффективность процесса. Важнейшие компоненты машины для литья под давлением включают:
Форсунки. Устройство для впрыска отвечает за давление жидкого силикона, чтобы способствовать впрыскиванию материала в насосную секцию машины. Давление и скорость закачки можно регулировать по усмотрению оператора.
Узлы учета. Дозирующие устройства перекачивают два основных жидких материала, катализатор и силикон, образующий основу, обеспечивая постоянное соотношение этих двух материалов при одновременном высвобождении.
Барабаны снабжения. Барабаны подачи, также называемые поршнями, служат в качестве основных емкостей для смешивания материалов. Бочки подачи и контейнер с пигментом подключаются к основной насосной системе.
Смесители. Статический или динамический смеситель объединяет материалы после того, как они выходят из дозаторов. После объединения под давлением смесь помещается в специальную форму.
Сопло. Для облегчения нанесения смеси в форму используется насадка. Часто форсунка оснащена автоматическим запорным клапаном, чтобы предотвратить утечку и переполнение формы.
Зажим пресс-формы. Зажим пресс-формы удерживает форму во время процесса литья под давлением и открывает форму по завершении.
Полиуретаны
Бывают разной твердости, могут использоваться так же для литья бетона. Яркие цвета могут быть достигнуты добавлением пигментов.
Полиуретан – это пластичный материал, который существует в разных формах. Он может быть жестким или мягким и находит применение в самых разных областях, таких как: ролики и шины, детали для автомобилей, покрытиях и изоляции.
Также, полиуретан является эластомером, материалом, который после растяжения возвращается в свое исходное состояние. Полиуретан также устойчив к контакту с химическими жидкостями, маслами, ультрафиолетовыми лучами, бактериями и грибками.
Самый распространенный способ производства изделий из полиуретана – это литье. С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
В создании изделий из данного полимера методом литья применяются три технологии: ротационное литье, свободное литье в форму и литье под давлением.
Выбор формы для литья полиуретанов зависит от планируемого тирада изделий — в силиконовые формы мы выполняем периодическое, небольшое количество изделий, а в пресс-формы льем большие, ежемесячные тиражи.

Полиуретаны — это недорогой эластомер с выдающимися техническими характеристиками, которые сочетают в себе эксплуатационные преимущества высокотехнологичных пластиков, металлов и керамики, а также упругость и гибкость резины.
- Отливки из полиуретана стойкие к истиранию, упругие и устойчивы к маслам и жирам. Полиуретаны часто выбираются в тех случаях, когда речь идет о стойкости к механическому воздействию: растяжению, несущей нагрузки, ударам, разрывам, сжатию и долгопрочности.
- Литые полиуретаны — это прочные, эластичные материалы, которые долгое время могут сохранять первоначальную форму.
- Полиуретан не взаимодействует с другими материалами и поэтому его можно применять в связке со сталью, алюминием, стекловолокном и пластиком.
- Детали из полиуретана можно изготовить с различной твердостью по Шору.
- В отличие от пластика, полиуретан менее хрупкий, поэтому его предпочтительно выбирать при высоких нагрузках на производстве.
Разместить заказ на литье полиуретанов вы можете по электронной почтеВыбор силикона для формы
Силикон так же бывает разной твердости и подбирается в зависимости от технологии литья. Он может использоваться для формования абсолютно разных материалов от воска до бетона. Так же есть силикон для снятия форм с лица, рук и других частей тела человека.










Цены и сроки
Стоимость выполнения работ зависит от:
- способа получения мастер-модели (3D печать, фрезеровка, снятие формы с образца);
- необходимого материала для заливки формы (количества, характеристик);
- материала отливаемого изделия.
Стоимость одной отливки начинается от 200 руб., стоимость формы от 1 000 руб.
Онлайн-калькулятор стоимости литья пластика
Стоимость литья рассчитана без учета изготовления мастер-модели. Мастер-модели предоставляются заказчиком, либо изготавливаются на 3D принтере или ЧПУ фрезерованием. Рассчитать их стоимость вы можете на соответствующих страницах. Рассчитать объем детали вы можете в онлайн-калькуляторе 3D печати.
Как расплавить резину до жидкого состояния
 Сам процесс достаточно прост, из дополнительных материалов понадобится только растворитель, например, бензин. Залейте им резину и подождите, пока она набухнет. Затем добавьте еще бензина, чтобы получить нужную консистенцию. Чтобы ускорить растворение, можете подогреть раствор на водяной бане. Но учтите, что делать это можно только на улице или в хорошо проветриваемом помещении. В результате химической реакции выделяется очень неприятный и опасный для здоровья запах.
Сам процесс достаточно прост, из дополнительных материалов понадобится только растворитель, например, бензин. Залейте им резину и подождите, пока она набухнет. Затем добавьте еще бензина, чтобы получить нужную консистенцию. Чтобы ускорить растворение, можете подогреть раствор на водяной бане. Но учтите, что делать это можно только на улице или в хорошо проветриваемом помещении. В результате химической реакции выделяется очень неприятный и опасный для здоровья запах.
Следует понимать, что расплавить удастся не любую, а только сырую резину. Полученный раствор будет напоминать клей. А вот старые покрышки для этого не подойдут, поскольку они сделаны из сшитой серой резины. Такой материал в углеводородных растворителях не растворяется.
Если вам не удалось достать сырую резину, можно воспользоваться и подошвами из старых ботинок. Единственное требование – они должны быть изготовлены из тероэластопласта (сополимер бутадиена и стирол) без вулканизации.
Использование силиконового герметика
Тоже ничего сложного. Даже проще чем все, что было до этого.
- Любой силиконовый герметик выдавливаем на тарелку.
- Добавляем картофельный крахмал.
- Вымешиваем каучуковое тесто.
- Такая масса идеальна для изготовления молдов.
- Заготовку, а это может быть что угодно, смазываем маслом или кремом для рук.
- Облепливаем силиконом.
- Забываем про это дело до завтра.
- Силикон застыл, разрезаем вдоль канцелярским ножом, вынимаем заготовку — готово! Все гениальное просто.
Второй вариант. Катаем из этого же теста шарик, вдавливаем в него заготовку будущего молда. Ну, допустим, монету. Ровняем края. Через те же считанные часы проверяем степень затвердения силикона. Вынимаем денежку, молд готов!

Область применения силикона для заливки
Формы для литья получили много функций. Их используют:
- в работе с глиной, мастикой или гипсом;
- пищевой промышленности;
- в качестве инвентаря для производства мыла.
Такие молды делают из силикона, характеризующегося термостойкостью. Материал совершенно безопасен для здоровья. Поэтому формы можно использовать для приготовления выпечки в духовом шкафу.

Один маленький набор молдов стоит от трехсот рублей и выше. Многим кажется, что создать их нелегко. Но это не так, если знать точный алгоритм работы. Поэтому мастера, которые изготавливают статуэтки и украшения, делают заливочные формы сами. Часто это перерастает из простого хобби в прибыльный бизнес.
Изготовление резины
Выделяют три основных неизменных этапа, если готовится сырая резина. Инструкция и технология простые, требующие несложного оборудования. Последовательно выполняются:
- подогрев каучука;
- смешивание с добавками;
- формовка.
Натуральный каучук, постояв некоторое время и перебродив, превращается в густую вязкую массу. Искусственный сразу производится в таком виде. Перед применением его разминают подобно тесту и подогревают до 50 градусов. В таком состоянии он теряет свою упругость, становится податливым и мягким и способным смешиваться с другими веществами.
Компоненты будущей резины засыпают в шнековую машину для перемешивания. Пропорции и добавки берутся в зависимости от запланированных качеств. Все марки производимой сырой резины стандартизированы, и количество каждого материала указано в процентах. Остается только пересчитать в соотношении к имеющейся массе каучука.
Что нужно для восстановления эластичности резины
Резина считается одним из самых эластичных материалов. Именно по этой причине ее применяют при изготовлении различных уплотнителей. После того как на уплотнитель прекращает воздействовать нагрузка он способен вернуть свои размеры. Этот момент определяет распространение вопроса, как восстановить эластичность резины. Со временем подобное свойство также теряется. При слишком большом износе поверхности появляются трещины, за счет которых изоляционные качества существенно снижаются
Размягчить резину в домашних условиях можно при использовании распространенных веществ. Чаще всего используются следующие вещества:
- Керосин может с легкостью восстановить показатель эластичности. Это вещество идеально подходит для обработки небольших изделий, размягчить можно путем их замачивания.
- Может использоваться нашатырный спирт, чтобы размягчить структуру. Для этого достаточно создать небольшую ванночку, в которую изделие опускается на несколько часов.
При размачивании резины в жидкости для восстановления стоит учитывать, что материал может существенно увеличиваться в размерах. Для удаления вещества с поверхности изделие тщательно промывается водой с мылом.
В некоторых случаях можно использовать горячую воду для размягчения резины. Этот метод применяется для того восстановления изоляции дверного проема холодильника. Усилить достигнутый эффект можно путем смачивания поверхности силиконом.

Уплотнители из рассматриваемого материала применяются и при производстве окон. Для повышения изоляционных качеств резинки время от времени протираются силиконом и глицерином. Подобные вещества можно приобрести без особых проблем.
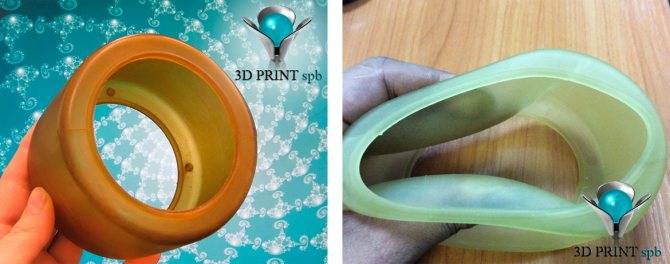
Изготовление форм из силикона
Формы для отливки изготавливаются путем заливки жидкого силикона в специально подготовленную форму.
- В основание укладывается мастер-модель будущего изделия, и обрабатывается специальным раствором, благодаря которому силикон не будет к ней прилипать и деталь будет проще извлечь на последней стадии.
- Чтобы сама форма была без пузырей воздуха и точно повторяла геометрию будущего изделия, жидкий силикон помещается в вакуумную камеру, где под действием сильно разреженной среды из материала удаляется находящийся в нем воздух.
- Формы чаще всего делают в две заливки из двух частей, чтобы отлитые детали было легко доставать.
Наша компания предлагает изготовление не только прототипов изделий, но изготовление силиконовых форм на заказ.
Формы из силикона могут быть применены для отливки мыла, свечей, а также для изготовления кондитерских изделий (при использовании пищевого силикона). Резиновые пресс-формы используют в ювелирной отрасли.
Домашнее изготовление сырой резины
Каучук, особенно искусственный, для вымешивания требует больших усилий. Мять его руками, как тесто, у человека недостаточно сил. Для этого делается специальное приспособление. Перемешивание с добавками — трудоемкий и длительный процесс. Вещества с различной дисперсностью, удельным весом и физическим состоянием надо превратить в однородную массу.
Готовится сырая резина своими руками в машине со шнековыми валами. Винтовые выступы перетирают все, что заложено в емкость, и перемешивают. Скорость изготовления зависит от количества валов. Дома обычно он один, и надо много времени на доведение смеси до нужного состояния.
Для формовки в листы и полосы достаточно двух валов, один из которых перемещается, изменяя размер зазора, следовательно, и толщину готовой сырой резины. Масса закладывается в накопитель и поступает на формовку. При деформации она остывает и теряет способность течь, становится прочной на разрыв.
Оборудование для домашней мастерской можно приобрести в магазине или сделать самостоятельно. За образцы взять технику, имеющуюся на кухне. Двигатель подойдет от поломанной стиралки или любой другой машины. Ремни и шкивы автомобильные.
Особенности производственного процесса
Литье алюминия под давление на производстве используется для изготовления деталей различных размеров и форм, а также других отливок. Во время производственного процесса нагретый до температуры 600˚Цельсия расплавленный алюминий под большим давлением подается в изготовленную из стали пресс-форму.

Пресс-форма
Главные отличительные черты и особенности литья, осуществляемого в условиях производственных цехов:
- быстрое нагревание металла до температуры плавления;
- точная подача определенного количества сырья, предназначенного для отливки;
- полная автоматизация производственного процесса;
- создание достаточно высокого давления для качественного выполнения работ.
Все это позволяет получать качественные детали и составляющие машин и приборов, изготовленные с высокой точностью и в самые короткие сроки. Еще одна отличительная черта, которая может быть признана преимущество изготовления деталей из алюминия при помощи литья под давлением – высокая производительность при минимальной трудоемкости процесса.








Производители пользуются этими положительными качествами для создания большого количества качественных деталей различной конфигурации, предназначенных для использования в самых различных областях промышленности.
Неотъемлемое достоинство литья алюминия под давление заключается еще и в том, что изготовленные таким способом составляющие приборов и другие элементы практически не нуждаются в дополнительной обработке, проводимой механическим путем.
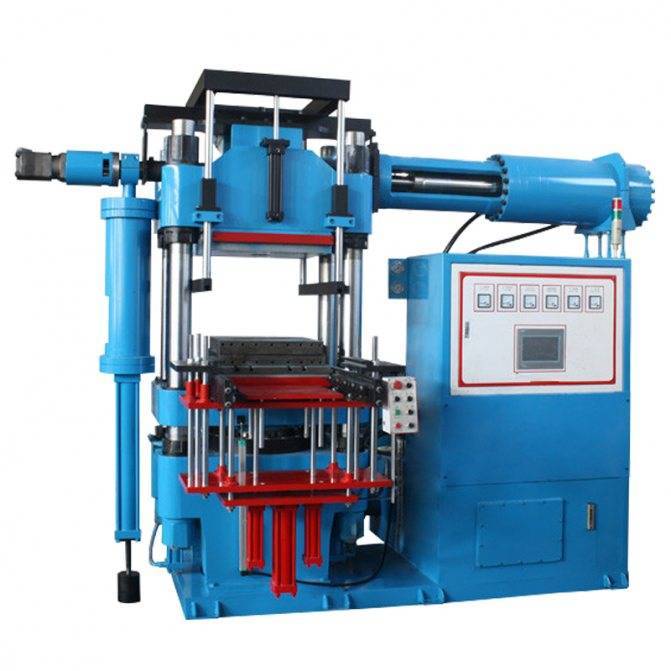
Для осуществления всех необходимых операций особой популярностью у производителей пользуется применение машин для литья алюминия под давлением, используемых в условиях производственных цехов.

Это машины, оснащенные камерой прессования:
- горячей;
- холодной.
На многих предприятиях широко используют горизонтально установленные холодные камеры прессования, в которые под давлением подается расплавленный алюминий.
Литье цветных металлов под давлением
Как сделать силикон в домашних условиях
Первый способ
Для приготовления силиконового каучука (полидиэтилсилоксана) понадобятся жидкое стекло и этиловый спирт. Берется пластиковая емкость, в которую наливаются компоненты в равных пропорциях и аккуратно перемешиваются любым инструментом. Когда смесь загустеет, нужно доводить до состояния пластилина разминая руками.
Далее, из силиконовой массы можно лепить необходимые формы, которые оставить затвердевать на некоторое время, пока изделие не станет твердым.
Второй способ
- 150 г уайт-спирита;
- 1 капля акриловой краски;
- 3 капли жидкого глицерина;
- 30 г силиконового герметика.
Для изготовления силикона нужно погрузите герметик в емкость, добавить туда краску, глицерин и уайт-спирит. Раствор нужно перемешивать до получения однородной массы. С этим раствором можно работать не более пяти часов, так как после этого времени он затвердевает.
Третий способ
Нужно взять равное количество силиконового герметика и картофельного крахмала. Перемешивать массу около 10 минут, пока силикон не начнет легко отставать от рук, тогда можно приступать к изготовлению необходимой формы.
Четвертый способ
Берется желатин и глицерин в равных пропорциях, тщательно перемешиваются. Затем раствор нужно греть на водяной бане примерно 10 минут, постоянно перемешивая
Важно не допустить закипания желатина, иначе может появиться резкий неприятный запах
Пятый способ
Он используется для изготовления силикона для форм своими руками. Для этого нужно взять форму немного большего размера, чем копируемый объект. На дно формы наливается немного силикона и оставляется до застывания — это основание предмета.
Толщина основания должна быть один сантиметр и более, чтобы «домашняя резина» надежно обертывала предмет со всех сторон. Если форма выйдет тонкой, тогда быстро порвется при извлечении прототипа или совсем не будет держаться.
Затем прототип окунается в емкость с желатином для избавления от воздушных пузырей, а затем быстро переносится на дно формы, чтобы приклеился. Затем форму нужно полностью заполнить силиконом. Хорошо подойдет самодельная смола из четвертого способа, которая твердеет очень быстро. Сразу после остывания форму необходимо разобрать, сделать надрез и аккуратно извлечь прототип.
На последнем этапе, потребуется замешать и залить в форму эпоксидную смолу. Застывший отливок извлечь будет сложно, поэтому нужно будет полностью разорвать силикон.
Какое купить средство для восстановления лоска
При выборе раствора, для обработки шин, в первую очередь, нужно обратить внимание на его состав. От него будет зависеть результат. Для лета можно и на водной основе, а вот для зимы лучше если средство на силиконовой
Автомобильные магазины предлагают большой ассортимент чернителей и все они делятся на два вида:
Для лета можно и на водной основе, а вот для зимы лучше если средство на силиконовой. Автомобильные магазины предлагают большой ассортимент чернителей и все они делятся на два вида:
- Блестящие – это смазки, которые состоят с большого количества силикона. После их нанесения, покрышки станут блестящими, а внешний вид более привлекательными. Недостаток: они действуют на протяжении короткого промежутка времени, после попадания пыли или грязи они могут потерять свой первоначальный вид.
- Матовые. Их используют не только при обработке шин, но и для всего автомобиля. После покрытия резины таким видом жидкости, она приобретет глубокий черный цвет. Недостаток такого вида чернения — короткий срок действия после контакта с водой, в результате их внешний вид становиться еще хуже, чем до окрашивания.
Использовать различные средства для чернения шин можно хоть и ежедневно, если для вашего кошелька это не накладно. Но будет значительно эффективнее, применять для достижения конкретно заданного результата разобравшись из свойствами, предназначением и последствиями обработки. На различных форумах можно нередко встретить обсуждение темы чернения, её надобности и смысла. Изучив несколько таких дискуссий, ознакомившись с отзывами и личным опытом использования, мы пришли к выводу, что к лучшим средствам для чернения резины можно будет отнести 5 ниже представленных жидкостей.

Чернение колес. Лайфхак против специальных средств.
Резина считается одним из самых распространенных материалов на сегодняшний день. Со временем основные характеристики могут существенно снизиться. Довольно распространенным вопросом можно назвать то, как провести размягчение резины
Подобную процедуру можно выполнить самостоятельно в домашних условиях, важно соблюдать все рекомендации

Изготовление мастер модели для литья в силикон
Мастер-модель для литья — это изделие в натуральную величину, при помощи которого изготавливается силиконовая форма. Мастер можно сделать вручную, что подходит для художественного литья и тиражирования эксклюзивного продукта, может быть изготовлен с помощью фрезеровки или напечатан на 3D-принтере.

Выбор технологии зачастую зависит от геометрии конечного изделия и желаемого качества поверхности. Например, глянцевая поверхность требует дополнительных временных затрат.

В области 3D-печати есть много вариантов выбора материала в разной ценовой категории. Например, наиболее точный мастер с хорошей поверхностью получится из фотополимера. Так же максимальной детальности можно добиться печатью воском — ее часто используют в ювелирной промышленности.











При методе фрезерной обработки можно так же использовать воск, модельный пластик, капролон или МДФ — выбор зависит от ваших конечных целей. Но если у вашего изделия сложная конструкция, то его не всегда можно исполнить на фрезерном станке, поэтому в таких случаях мы предлагаем 3D-печать.

Мы так же делаем силиконовые формы на основе ваших мастер-моделей и образцов. Помимо изготовления форм мы занимаемся литьем пластмасс и резиноподобных материалов, поэтому сможем помочь вам сделать первый тираж вашего продукта.

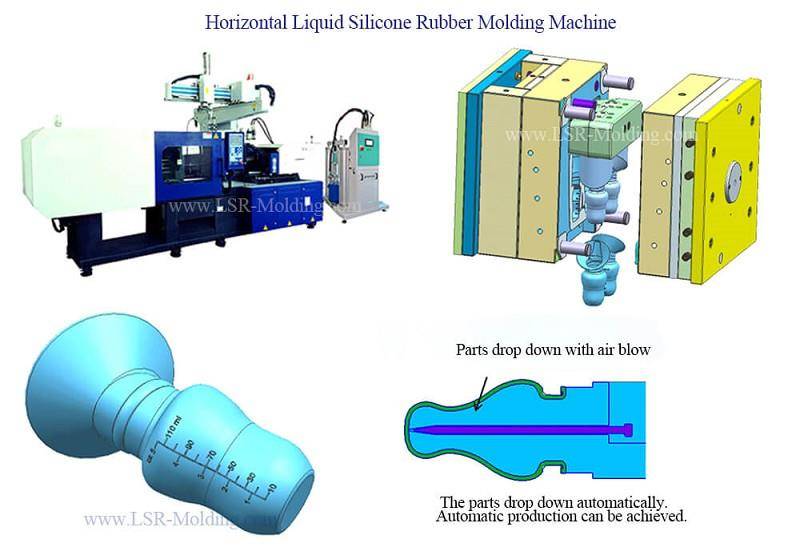
Процесс литья под давлением [ править ]
Жидкие силиконовые каучуки поставляются в бочках. Из-за их низкой вязкости эти каучуки могут перекачиваться по трубопроводам и трубам к вулканизационному оборудованию. Два компонента прокачиваются через статический смеситель дозирующим насосом . Один из компонентов содержит катализатор , обычно платину.на основе. Красящая паста, а также другие добавки также могут быть добавлены до того, как материал попадет в секцию статического смесителя. В статическом смесителе компоненты хорошо перемешиваются и передаются в охлаждаемую дозирующую секцию литьевой машины. Статический смеситель обрабатывает очень однородный материал, что позволяет получать продукты, которые не только очень однородны по всей детали, но и от детали к детали. Это контрастирует с твердыми силиконовыми каучуковыми материалами, которые покупаются предварительно смешанными и частично вулканизированными. Напротив, твердые силиконовые каучуки обрабатываются методом трансферного формования, что приводит к меньшей однородности материала и меньшему контролю, что приводит к более высокой вариабельности деталей. Кроме того, твердые силиконовые каучуковые материалы обрабатываются при более высоких температурах и требуют более длительного времени вулканизации.
Жидкий силикон имеет очень низкий индекс вязкости и требует идеального уплотнения полости формы, чтобы гарантировать готовый продукт без заусенцев. Поскольку нагнетание осуществляется при высокой температуре, расширение стали и естественная усадка материалов необходимо учитывать на этапе проектирования оснастки для впрыска LSR.
Из секции дозирующей литьевой машины, соединение выталкивается через охлажденное спру и бегун систему в нагретую полость , где вулканизация происходит. Холодный канал и общее охлаждение не приводят к потере материала в линиях подачи. Охлаждение позволяет производить детали из LSR практически без отходов материала, исключая операции обрезки и обеспечивая значительную экономию затрат на материалы.
Жидкие силиконовые каучуки поставляются в различных емкостях, от тюбиков до бочек на 55 галлонов. Из-за их вязкой природы эти жидкости перекачиваются при высоком давлении (500-5000 фунтов на кв. Дюйм) на основе твердомера материала. Сырье поставляется в двух отдельных контейнерах (известных в промышленности как комплект), обозначенных как соединения «А» и «В», причем сторона «В» обычно содержит катализатор, но может варьироваться в зависимости от марки используемого силикона. Два соединения (A и B) должны быть смешаны в соотношении 1: 1, обычно с помощью статического смесителя, добавляя пигмент в процессе смешивания до начала процесса отверждения. Как только два компонента соединятся, немедленно начинается процесс отверждения. Охладитель, подающий холодную воду к фитингам с рубашкой, обычно используется для замедления процесса отверждения перед загрузкой материалов в форму. Цветной пигмент может быть добавлен с помощью инжектора цвета, используемого вместе с насосом для материала (система дозирования с замкнутым контуром), до того, как материал попадет в секцию статического смесителя.
В сценарии холодной палубы, 1 до 1 смешанного соединение нагнетается через охлажденное спру и бегун систему в нагретые полости , где происходит вулканизация. Холодный бегун и общее охлаждение приводят к минимальным потерям материала, так как впрыск происходит непосредственно в деталь или полость, что позволяет сэкономить на общих затратах на материалы и использовать резину высокой консистенции. Охлаждение позволяет изготавливать детали LSR с почти нулевым отходом материала затвора клапана, однако это не гарантирует готовую деталь без заусенцев. Формы и инструменты различаются по конструкции, исполнению и стоимости. Хороший холодный бегунок стоит дорого по сравнению с обычным горячеканальным инструментом и может обеспечить высокий уровень производительности.
Итого
Чернитель шин можно купить, а можно и изобрести своими руками. В магазине придется отдать как минимум 200 рублей. Стоимость же самодельного средства оценивается куда меньшими цифрами.
Так, простой состав на основе глицерина и воды, разведенный 1:7, по деньгам выйдет примерно в 15-20 рублей – стоимость одного бутылька спиртового состава, которого с лихвой хватит на одну обработку. Рецепт с гуталином, глицерином и колой куда подороже, но и результат более стойкий. Альтернатива – обработать покрышки гуталином или черным кремом для обуви. Вид хорош и стоек к воде.
С начала 2000-ых автомобильная косметология переживает настоящий «ренессанс», если к этому течению можно отнести процессы в нем происходящие. Особая популярность к этому движению пришла во время прихода производителей и расширения ассортимента товаров по доступным ценам. Почти на каждую систему пришлось несколько десятков видов улучшений, о которых ранее можно было мечтать. Повальная заинтересованность коснулась как иномарок, так и отечественный автопром. Очень популярным в обоих случаях стала методика чернения шин. Но платить желающих немного, особенно если схожего эффекта можно добиться, используя сделанный чернитель резины своими руками.
Самостоятельно сделанный чернитель резины своими руками показывает хороший результат