Трубная резьба
Обособленная стандартная группа, регламентирующая соединение труб с использованием различного материала стенок. Трубная дюймовая резьба подразделяется на типы:
- цилиндрический тип;
- конический вид;
- резьба NPSM.
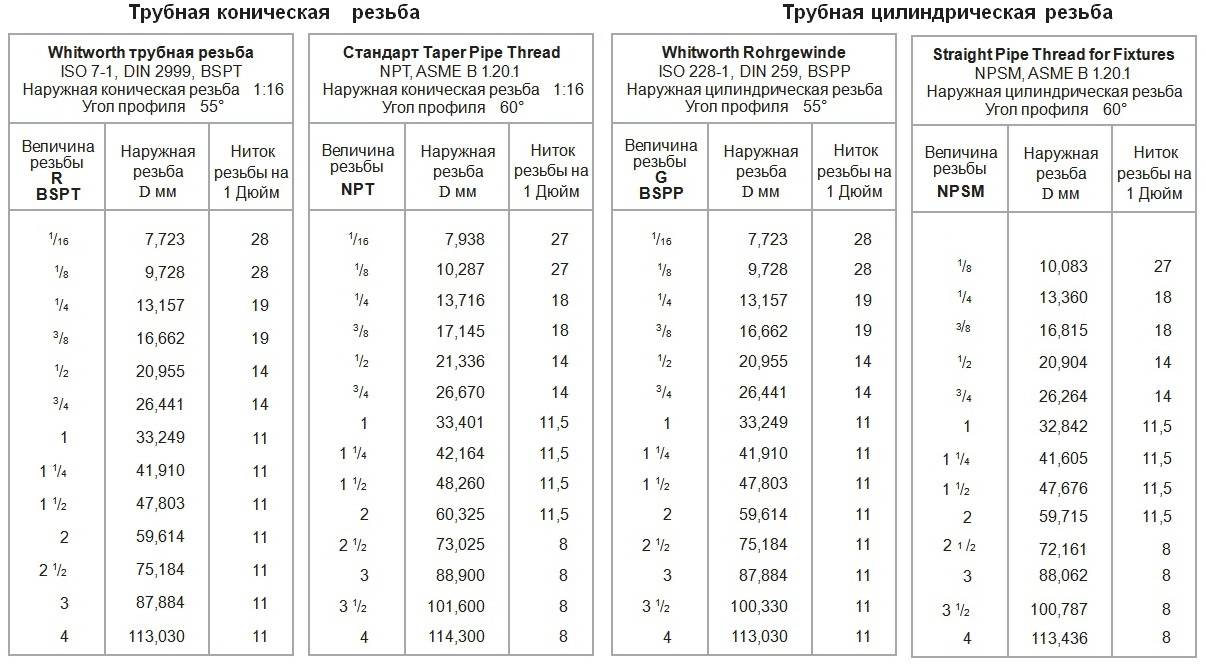
Цилиндрическая трубная резьба
Известна еще под наименованием резьбы Витворда. Применяется для цилиндрического соединения при помощи резьбы и для стыковки цилиндрической внутренней нарезки с наружной конической трубой.
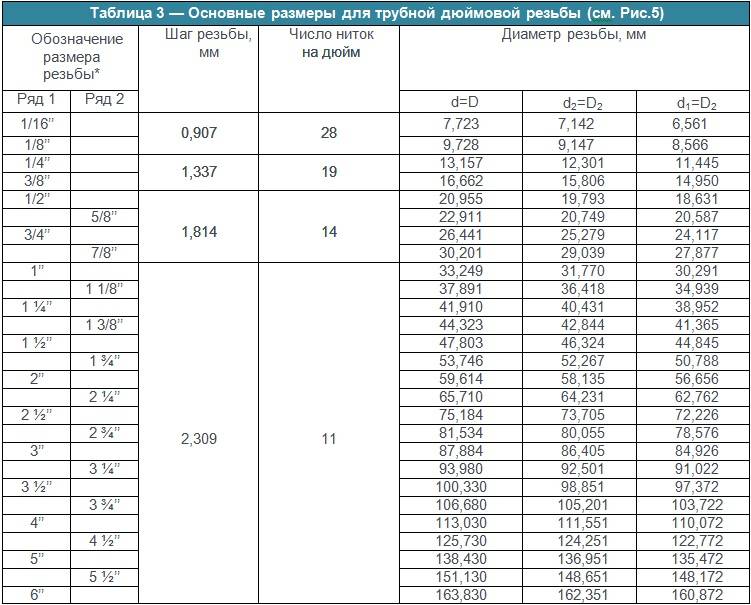
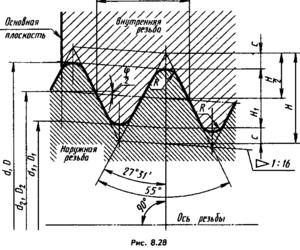
Обозначение профиля формы – дюймовая резьба с профилем в виде треугольника с равными бедрами и углом вверху в 55º. Разрешается соединять трубы с наибольшим диаметром в 6 дюймов, а для труб большего дюймового размера применяют соединение с помощью сварки.
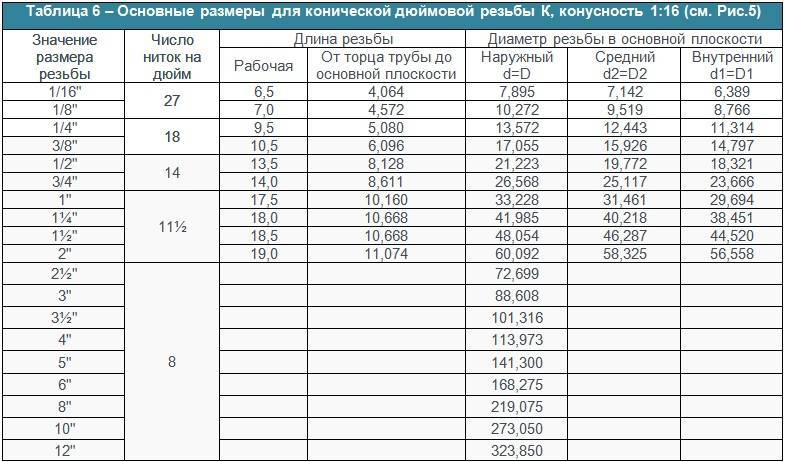
Коническая дюймовая трубная резьба
Профиль обозначается как дюймовый тип с конусностью, при буквенном выражении индекса указывается ее расположение. R свидетельствует о наружной нарезке, Rc обозначает внутреннюю нарезку, а буквы LH ставят для левой резьбы.
Тип резьбового профиля NPSM
Такая нарезка витков делается в соответствии с американскими стандартами трубной резьбы, относится по расположению и типу к цилиндрической дюймовой. Определяется формой профиля в виде треугольника с вершиной в 60º и производится в размерах от 1/16 до 24 дюймов.
Этот вид не стоит путать с американским подвидом NPT, являющимся стандартным коническим соединением дюймовой нарезки для труб с требованиями повышенной надежности при работе с повышенным давлением и в сложных условиях эксплуатации.
https://youtube.com/watch?v=TdIb0o2MDw0
Различия между трубной и метрической резьбой
Их не так много, наиболее заметным показателем, отличающим один вид от другого, служит форма профиля нарезки резьбового гребня. На вид он кажется острее, его угол при вершине составляет 55º.
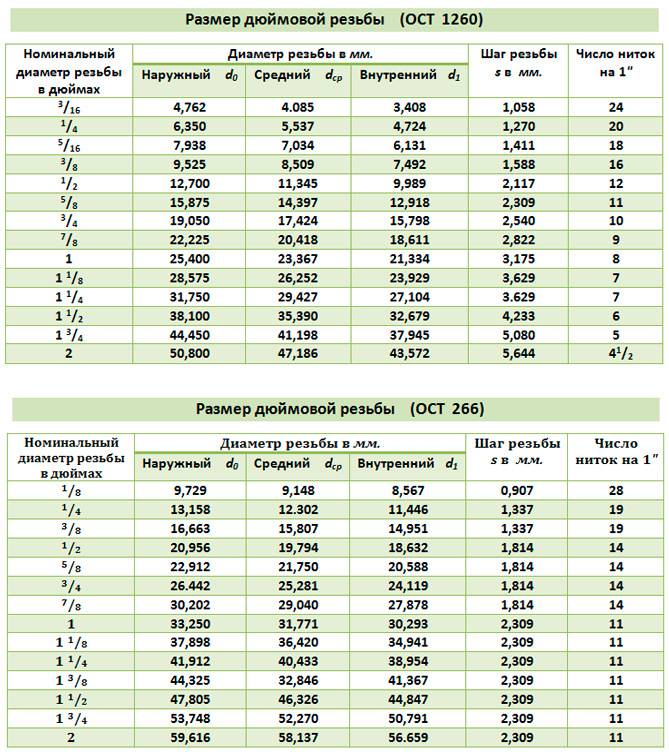
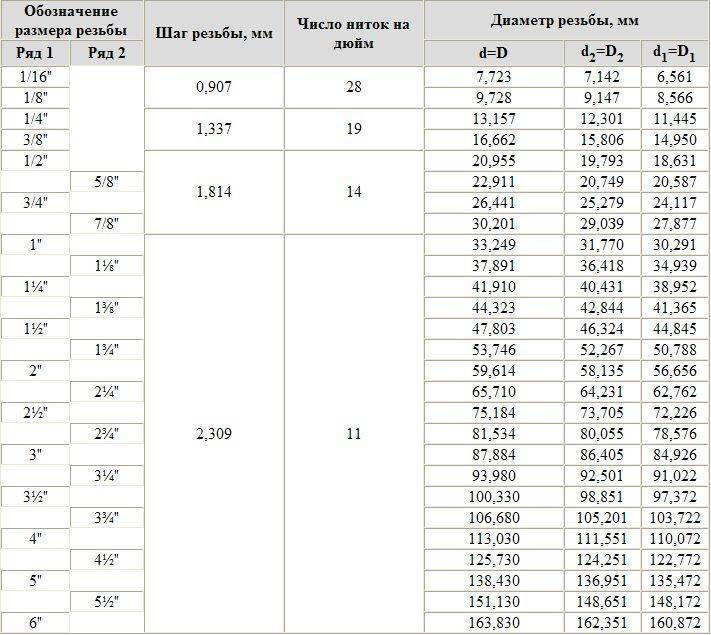
Детально исполненную таблицу с указанием соответствующих переводов из дюймов в миллиметры можно посмотреть в указанном ГОСТе. Кроме целых дюймовых показателей указаны и дробные значения. Кроме того, шаг считают не в миллиметрах, а в нитках, обозначающих нарезанные канавки на мерном дюймовом отрезке.
Определение шага происходит с применением рабочих инструментов:
- гребенков;
- калибров;
- механическими измерителями.
Измерения производятся по одинаковым правилам в метрической и дюймовой нарезке. Для начала используем муфту или штуцер с нарезанной наружной или внутренней резьбой, отталкиваясь от известных параметров. Вкручивают болт в резьбу и определяют плотность посадки. Если болт вошел плотно, то шаг и диаметр считают определенным. Если болт не соответствует, то пробуют применить болт другого калибра.
Удобнее использовать резьбомер, тогда работа происходит быстрее – достаточно приложить пластину к резьбе. На пластине инструмента указывается номер резьбы, которая считается определенной, если совпали профили. Штангенциркуль или микрометр применяется только для определения наружного и внутреннего диаметров.
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
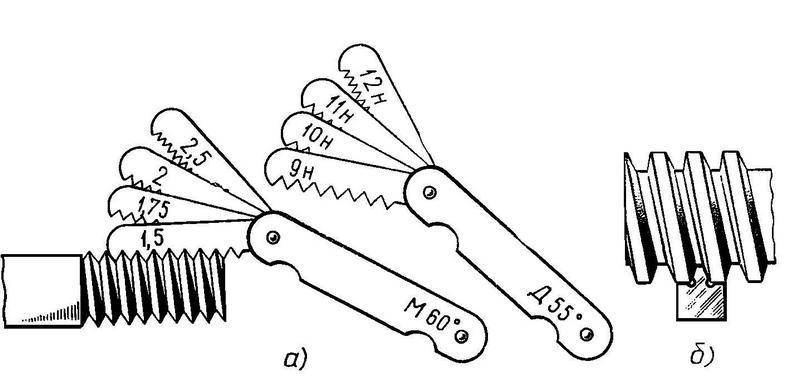
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:
Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.

Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
 Пример определения размера шага резьбы резьбомером
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
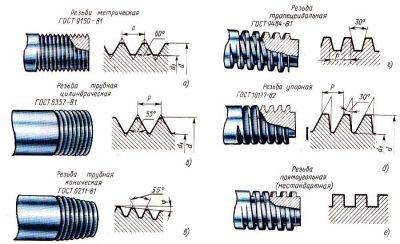
Виды
Бороздки для крепежа могут делать в разных местах. В связи с этим изменяется и расстояние между витками.
- Бороздки для крепежа наносят на внешнюю поверхность изделия.
Эти показатели указаны в действующих нормативных документах:
- ГОСТ6111-52;
- ОСТ НКТП 1260;
- ГОСТ6211-81;
- ГОСТ6357-81;
- ГОСТ9150-81.
По поверхности нанесения
Бороздки для крепления наносят как на внутреннюю поверхность изделия, так и на внешнюю. Часто при монтаже труб используют фитинги с обоими видами резьб: отводы, муфты, переходы и т. п.
По направлению
Резьба может быть цилиндрической или конусообразной. В первом случае ее диаметр (как внутренний, так и наружный) не изменяется по всей длине детали. У конических фитингов размер резьбы уменьшается к торцу соединителя. Она считается более прочной, медленнее истирается, но сложнее для выполнения.
- Цилиндрическая резьба не изменяется по всей длине детали.
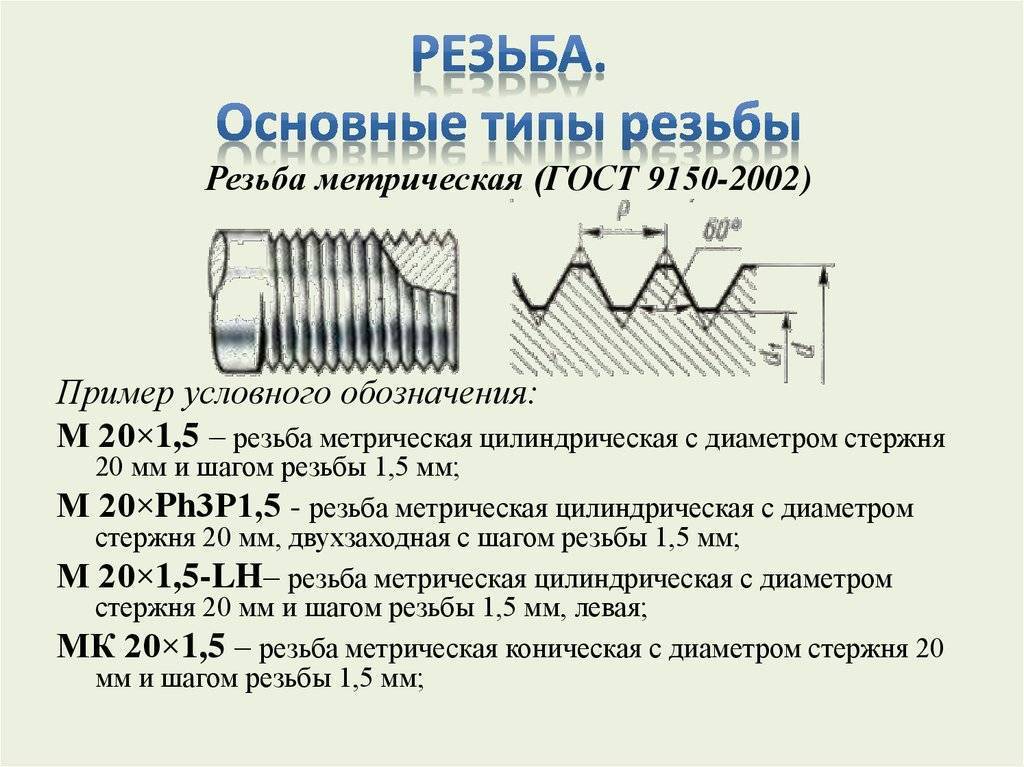
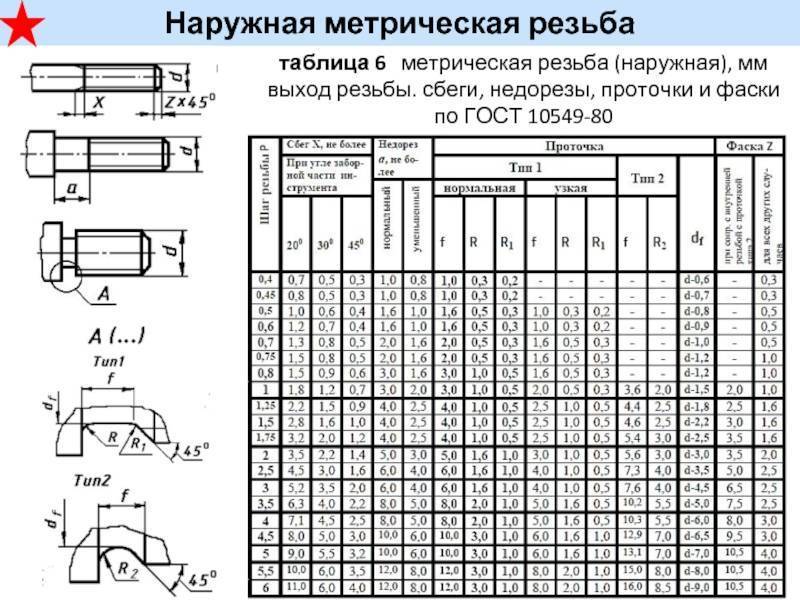
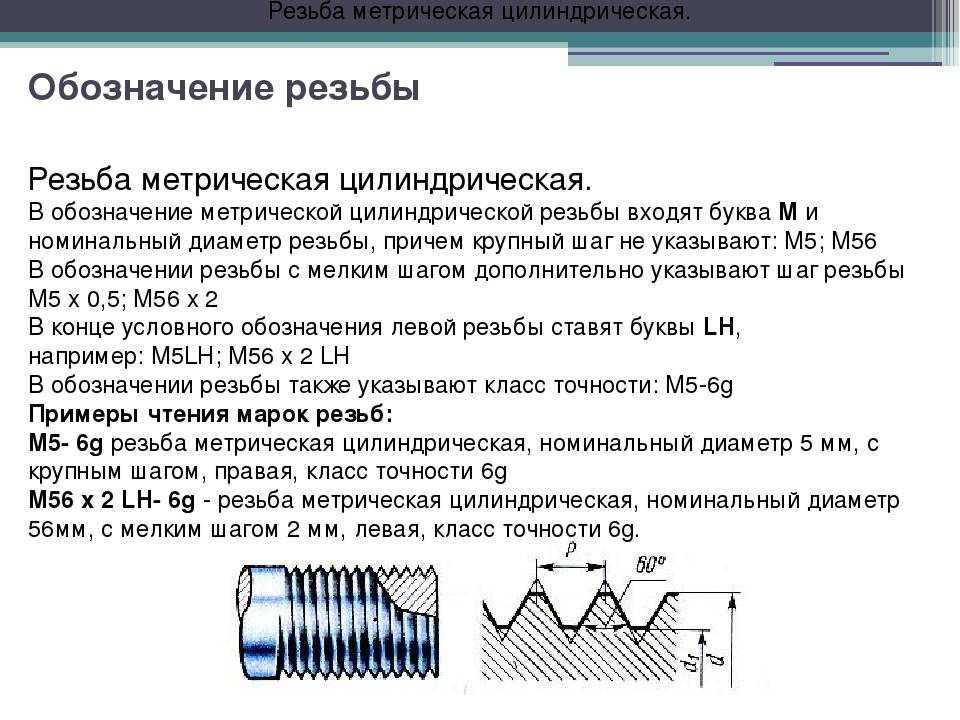
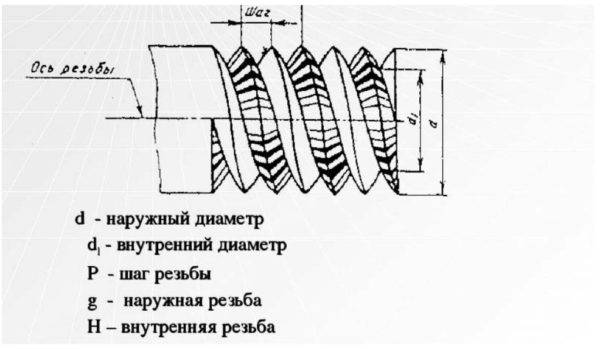
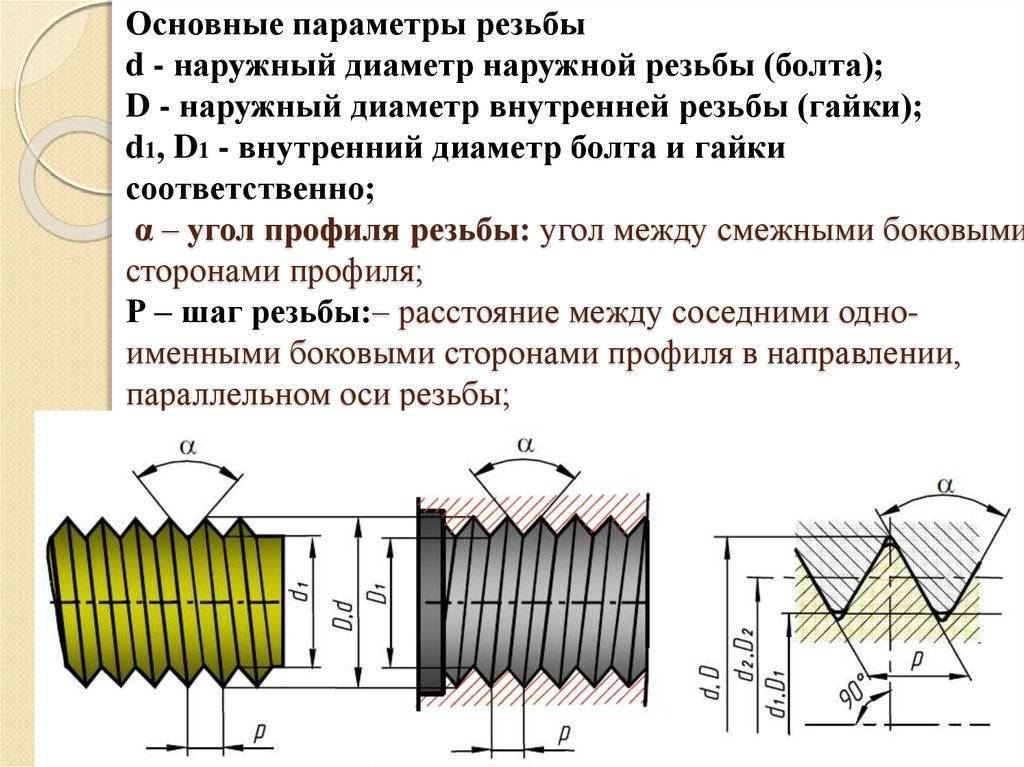
Геометрические параметры
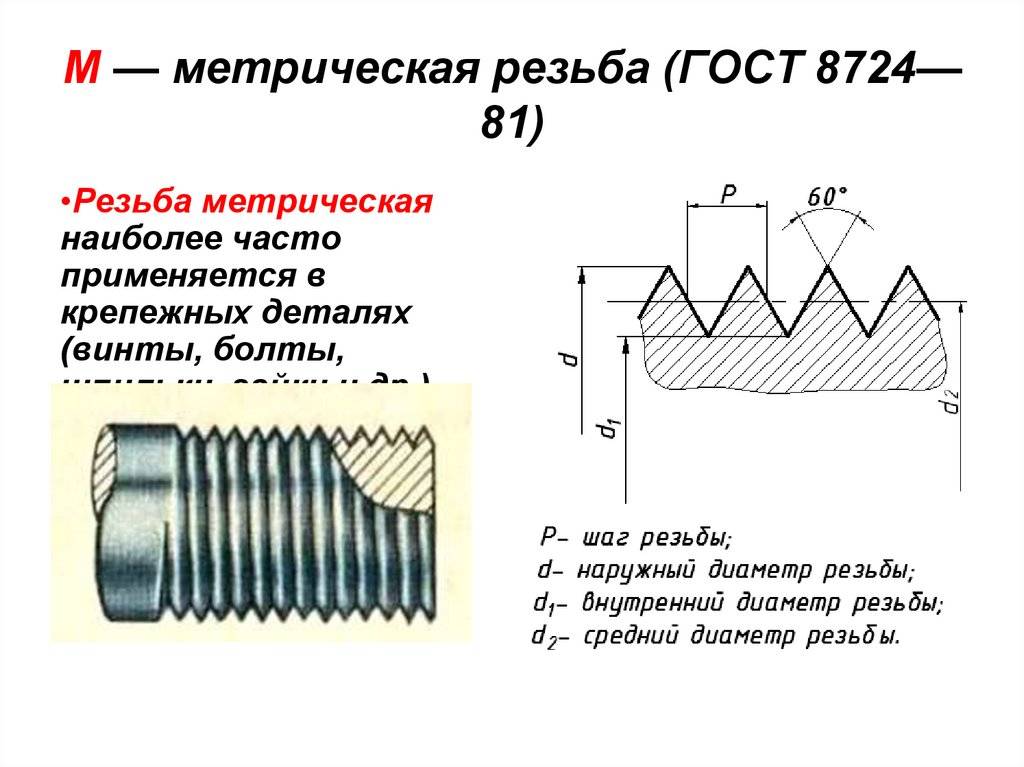
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами
Для обозначения этой важной характеристики используют букву P.
Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
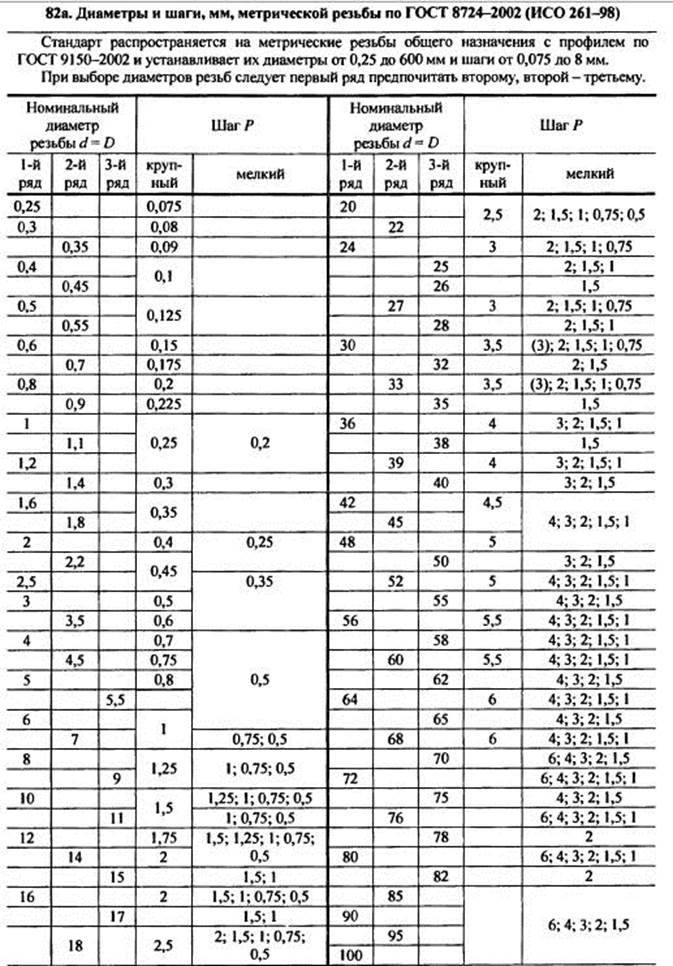
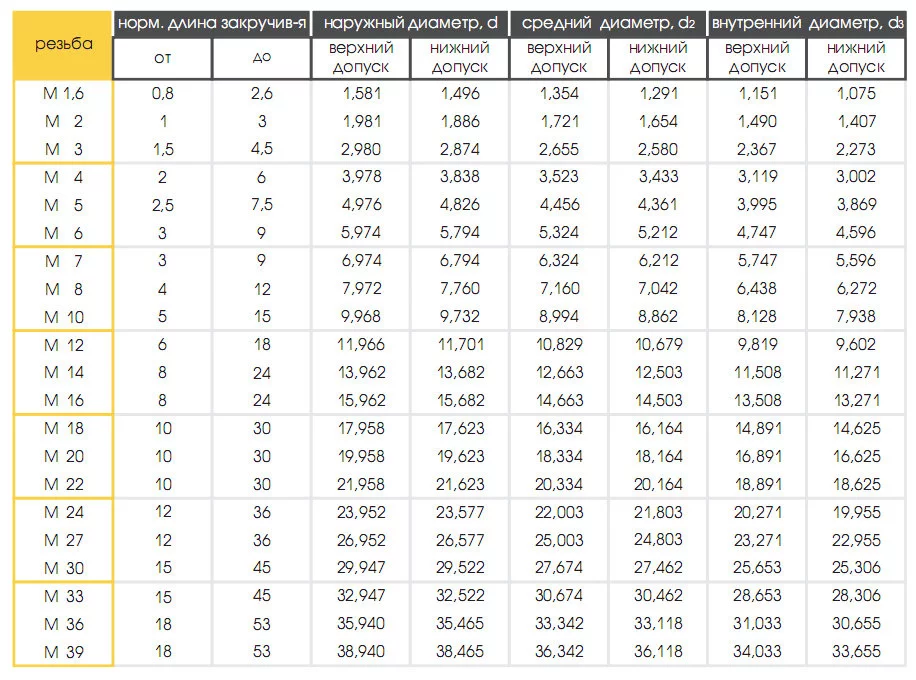
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
ГОСТ 8724 Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
ГОСТ 9150
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
ГОСТ 16093
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией.
Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
| диаметр, в дюймах | момент затяжки, в нм |
| 1/4 | 12± 3 |
| 3/8 | 47± 9 |
| 7/16 | 70± 15 |
| 1/2 | 105± 20 |
| 5/8 | 215± 40 |
| 3/4 | 370 ± 50 |
| 7/8 | 620± 80 |
| 1 | 900 ± 100 |
| 3100 ± 350 |
Расчет объема воды в трубе и радиаторах
В таблице сведены данные мощности, тока и сечения кабельно-проводниковых материалов, для расчетов и выбора защитных средств, кабельно-проводниковых материалов и электрооборудования.
Медные жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Медные жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Алюминиевые жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Алюминиевые жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 2,5 | 20 | 4,4 | 19 | 12,5 |
| 4 | 28 | 6,1 | 23 | 15,1 |
| 6 | 36 | 7,9 | 30 | 19,8 |
| 10 | 50 | 11,0 | 39 | 25,7 |
| 16 | 60 | 13,2 | 55 | 36,3 |
| 25 | 85 | 18,7 | 70 | 46,2 |
| 35 | 100 | 22,0 | 85 | 56,1 |
| 50 | 135 | 29,7 | 110 | 72,6 |
| 70 | 165 | 36,3 | 140 | 92,4 |
| 95 | 200 | 44,0 | 170 | 112,2 |
| 120 | 230 | 50,6 | 200 | 132,0 |
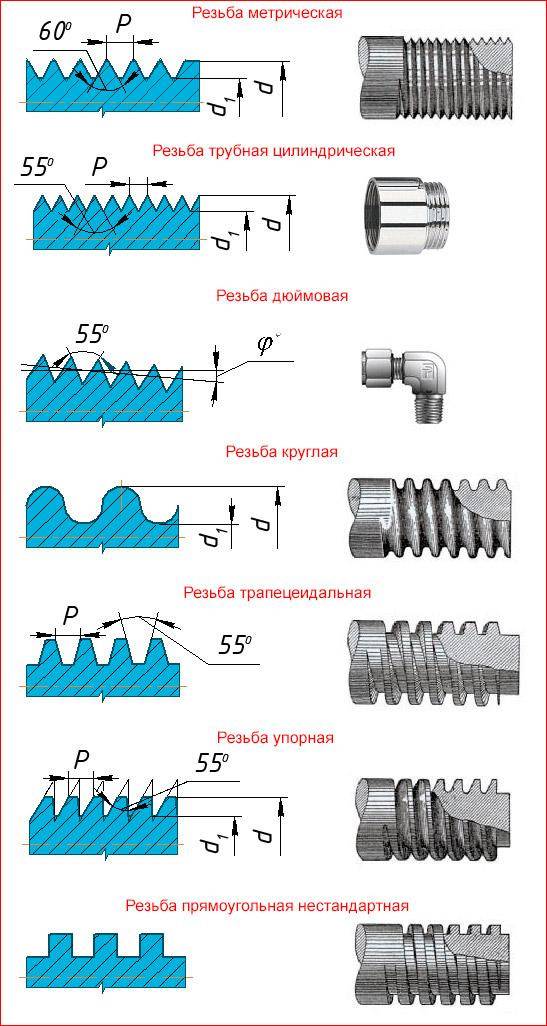
Существующие виды резьбы и их особенности
Метрическая
На территории России ее чаще всего применяют при выпуске оборудования и машин, а также разнообразной бытовой техники. Диапазон диаметров у метрической резьбы весьма велик и может составлять от одного до шестисот миллиметров. Шаг для метрики промеряемся в миллиметрах, а разброс числовых показателей варьируется в пределах от 0,25 до 6 миллиметров. Если говорить о профиле металлической нарезки, то он должен выглядеть как треугольник равносторонний, у которого показатель угла в вершине равняется 60 градусам. Если для изделия должна использоваться метрическая система, в ее технической документации к ней все данные размеры отмечаются литерой «М». Эта система крайне распространена в машиностроительной области, поэтому данную отрасль без ее применения представить сложно, что обусловлено простотой использования. Действительно, метрические резьбы отличаются легкостью производства, характеризуются универсальностью и повышенной надежностью.
Дюймовая
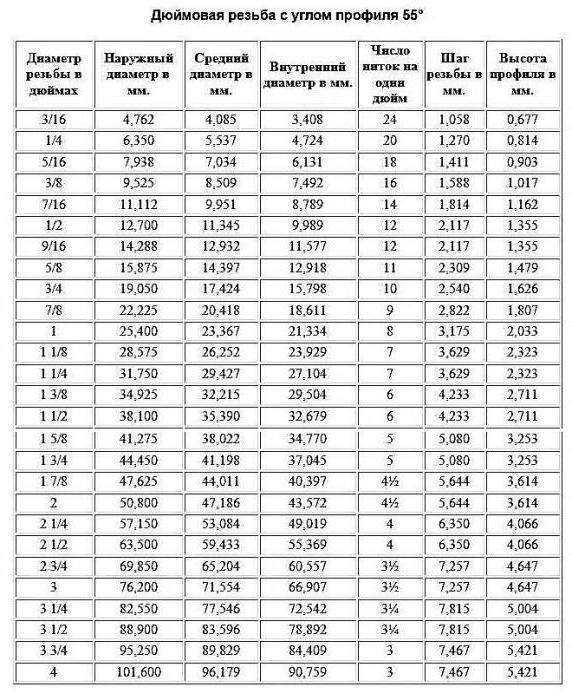
Она отличается тем, что ее градус углового профиля имеет количественный показатель в 55 единиц, а шаг нарезки измеряется не в миллиметрах, а в количестве витков на дюймовое расстояние. Подобную нарезку проще всего встретить в старом зарубежном оборудовании или в сочленениях различных отрезков трубопроводных магистралей.
Цилиндрическая (она же трубная)
Равно как и вышеописанная резьба, эта имеет профиль в 55 градусов и ее шаг также меряется числом витков на дюймовое расстояние. Вот только применяется она в силу своей специфики исключительно для трубопроводов и маркируется литерой «G».
Дополнительные отличия
При сравнительном анализе гребней резьбы возможно отметить, что у дюймовых нарезок гребень является более острым, нежели у метрических. Что неудивительно при уставленном стандарте в 55 градусов против 60. Таким образом, отличия возможно заметить даже невооруженным, но опытным глазом. Естественно, что сами системы измерения у них различны, при чем особо стоит помнить, что при использовании данных стандартов применяется не общепринятая длина дюйма, установленная для метрической системы в 2,54 сантиметра, а равняется она 3,324 сантиметра, т.к. является специальной. Как пример можно привести следующий расчет: если в метрической системе диаметр резьбы составляет 25 миллиметров, то в дюймовой он будет равен ¾ дюйма. В любом случае, для выбора точного значения всегда следует сверяться с соответствующей таблицей в государственном стандарте.
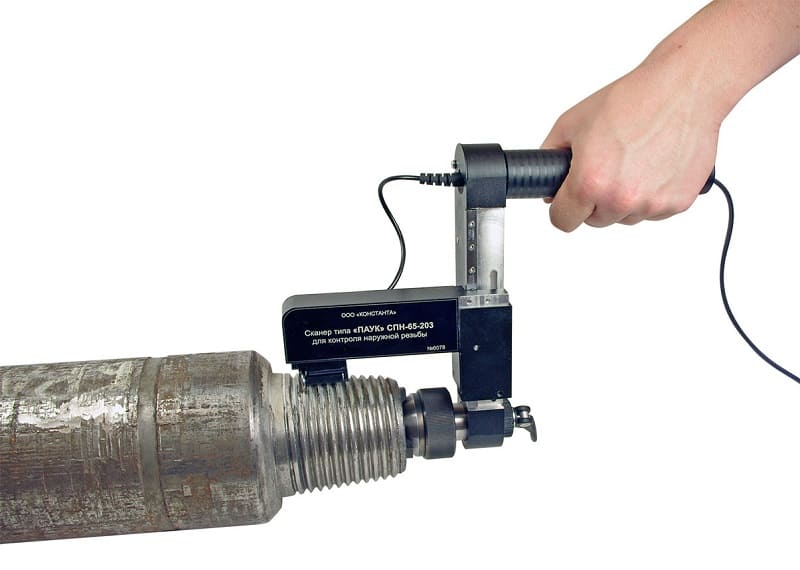
Приборы контроля резьбы
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
- призматическая: устанавливается на место пятки микрометра;
- конусная: ставится в отверстие винта микрометра.
Работники ОТК для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.
Существуют дополнительные приборы с индикаторами для контроля конусности детали. Они создаются по международному стандарту API и определяют размер резьбовых соединений в диапазоне от 1,5 до 24 дюймов. Устройство этих приспособлений представлено съёмными, измерительными наконечниками. Они передают результаты измерений отдельному индикатору, который выводит полученные данные на экран. Мастеру, применяющему индикаторные приборы для определения конусности детали, не понадобятся приблизительные шаблоны для контроля. Эта особенность обусловлена тем, что наконечники приборов всегда стараются предоставить наивысшие показатели для индикатора на минимальном расстоянии в 1 дюйм.
Сотрудники фабрик и заводов во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.
Чем отличается метрическая резьба от дюймовой?

Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.


При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| 1 или 2 | 6.8 |
| 5 | 8.8 |
| 6 | 10.9 |
Дюймовая резьба: таблица размеров, маркировка, ГОСТ
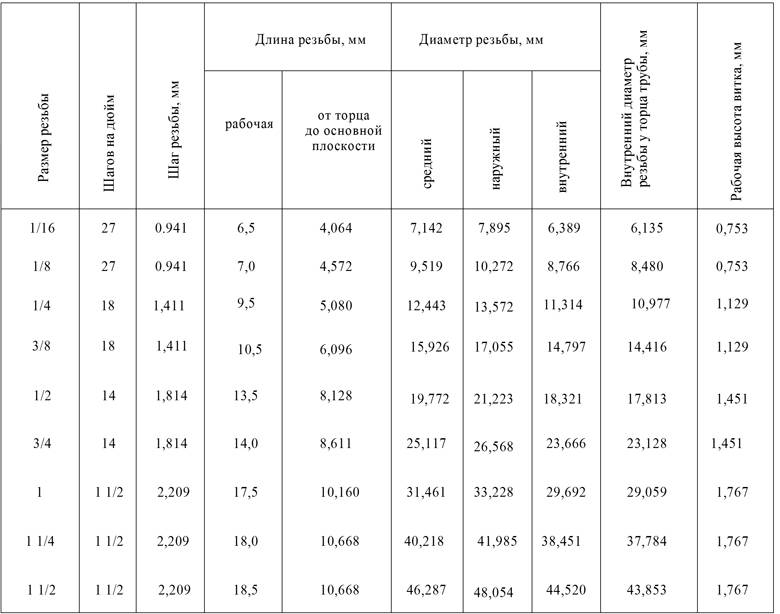
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
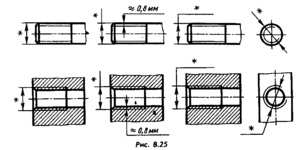
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Нарезка американской резьбы
Технология нарезки американской дюймовой резьбы не отличается от изготовления других ее типов. Применяется ручной и автоматический способ. Ручная нарезка дюймовой резьбы выполняется таким образом:
- Заготовка нужного диаметра прочно закрепляется в тисках, чтобы при работе она не провернулась, что может привести к нарушению целостности резьбы.
- Для наружной резьбы подбирается плашка нужного диаметра, внутренняя резьба нарезается метчиком.
- Заготовка обрабатывается напильником, с нее удаляются шероховатости и неровности, снимается фаска, чтобы заготовка имела правильную форму.
- Резьба нарезается путем вращения метчика или плашки в нужную сторону. Это нужно делать без рывков, которые могут нарушить целостность нарезки. Для получения нужного эффекта можно сделать несколько проходов.
Автоматическая нарезка производится на токарном станке при помощи специального резца. Для этого заготовка зажимается в патроне, а скорость его вращения подбирается из справочника и зависит от нескольких параметров. При нарезании станочным способом можно получить качественную резьбу высокого класса точности.
Правильно подобрать диаметр заготовки или высверливаемого под резьбу отверстия можно при помощи справочной таблицы:
Обозначение размера | UNC (мм) | UNF (мм) | UNEF (мм) |
#0 | – | 1,25 | – |
#1 | 1,5 | 1,55 | – |
#2 | 1,8 | 1,9 | – |
#3 | 2,1 | 2,15 | – |
#4 | 2,35 | 2,4 | – |
#5 | 2,65 | 2,7 | – |
#6 | 2,85 | 2,95 | – |
#8 | 3,5 | 3,5 | – |
#10 | 4 | 4,1 | – |
#12 | 4,65 | 4,7 | 4,78 |
1/4″ | 5,35 | 5,5 | 5,56 |
5/16″ | 6,8 | 6,9 | 7,14 |
3/8″ | 8,25 | 8,5 | 8,77 |
7/16″ | 9,65 | 9,9 | 10,3 |
1/2″ | 11,15 | 11,5 | 11,9 |
9/16″ | 12,6 | 12,9 | 13,1 |
5/8″ | 14,05 | 14,5 | 14,7 |
3/4″ | 17,0 | 17,5 | 17,9 |
7/8″ | 20,0 | 20,4 | 21,0 |
1″ | 22,85 | 23,25 | 24,2 |
1 1/8″ | 25,65 | 26,5 | – |
1 1/4″ | 28,85 | 29,5 | – |
1 3/8″ | 31,55 | 32,75 | – |
1 1/2″ | 34,7 | 36,0 | – |
1 3/4″ | 40,40 | – | – |
2″ | 46,30 | – | – |
2 1/4″ | 52,65 | – | – |
2 1/2″ | 58,5 | – | – |
2 3/4″ | 64,75 | – | – |
3″ | 71,10 | – | – |
3 1/4″ | 77,45 | – | – |
3 1/2″ | 83,8 | – | – |
3 3/4″ | 90,15 | – | – |
4″ | 96,5 | – | – |