

Последовательность действий
1. Прежде, чем закалить проволоку для пружины следует проверить материал основы и убедиться, что используемая проволока углеродистой стали.
2. Процедура отжига, как сказано ранее, способна добавить пластичности. Это облегчит процесс выравнивания и намотки на оправку. Для этого можно особую печь или любую подходящую. В быту закалять возможно в наиболее подходящей конструкции (металлической или кирпичной). Для этого разжигается обычный костер и после в уголь помещается будущая пружина. После нагрева заготовки докрасна проволоку нужно изъять и позволить остыть естественным путем. Остывшая проволока будет существенно мягче и с ней можно будет комфортно работать.
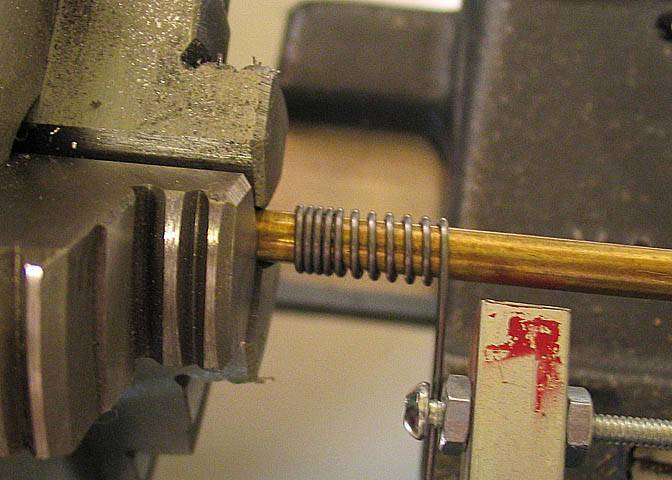
3. Размягченную проволоку следует полностью выровнять и приступить к намотке на оправку подходящего диаметра. Во время проведения процедуры нужно контролировать плотное расположение витков друг к другу. Для упрощения можно пользоваться шуруповертом.
4. Для придания требуемой упругости потребуется провести закаливание. Благодаря этой термической обработке деталь получается более твердая и прочная. Закалка пружин предполагает их прогрев до температуры от 830 до 870 градусов. Для этого допускается пользоваться газовой горелкой. Ранее уже мы говорили .
Дома вряд ли сыщется подходящий термометр, которым возможно точно определять температуру детали. Поэтому можно ориентироваться по цвету металла. Когда необходимая температура достигнута заготовка станет светло-красной. Рекомендуем посмотреть видео с подробным рассказом о температуре нагрева. После этого пружина помещается в охлаждающую среду (масло).
5. После закаленную пружинку требуется подержать в сжатом состоянии. Для этого необходимо от 20 до 40 часов.
6. В завершение провести обработку и подгонку до требуемых размеров.
Верное проведение подобного упрочнения позволит с успехом использовать пружину в домашних механизмах.
Пружины очень часто используются при создании различных механизмов и конструкций. Их изготовлением занимаются специальные производства, поскольку только соблюдение всех технологических процессов может обеспечить нормальное функционирование пружины.
Тем не менее, изготовление пружин возможно и в домашних условиях. Для этого понадобиться изготовить несложное приспособление и подобрать правильный материал.
Подготовительный этап
Чтобы пружин отвечала необходимым требованиям, необходимо правильно выбрать материал. На производстве обычно используют сплавы цветных металлов, а также специальную легированную проволоку. Можно сделать маленькую пружину из другой пружинки, имеющей большей диаметр и размер.
Кроме того, необходимо подготовить оборудование и инструменты:
- газовая горелка для разогрева проволоки перед намоткой и последующего нагрева перед закалкой. В домашних условиях можно воспользоваться обычной газовой плитой, если снять с нее конфорки;
- тиски для фиксации оправки и слесарный инструмент;
- печь, пригодная для термической обработки пружины.
Если вы хотите изготовить пружину из проволоки, толщина которой менее 2 мм, то можно обойтись и без термической обработки. Скрутить пружину из более толстой проволоки без нагрева будет достаточно сложно.
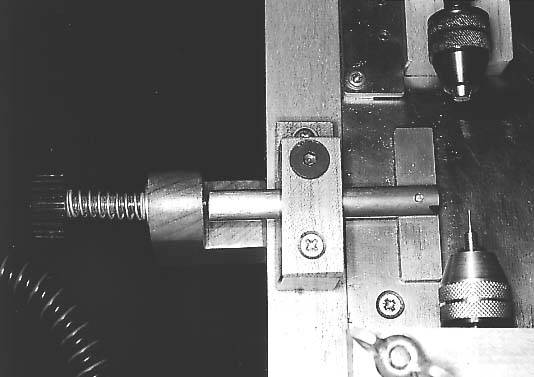
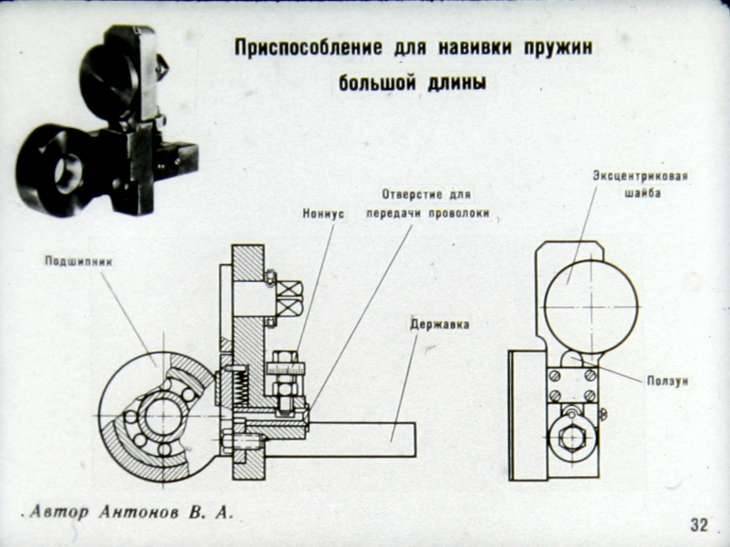
Приспособление для навивки пружин на токарном станке
Качество и технологии
Рабочий инструмент и приспособления для навивки пружин
Для горячей навивки необходимы кузнечные клещи, молотки, гладкие цилиндрические оправки, клинья, нап
равляющие устройства и другие приспособления.

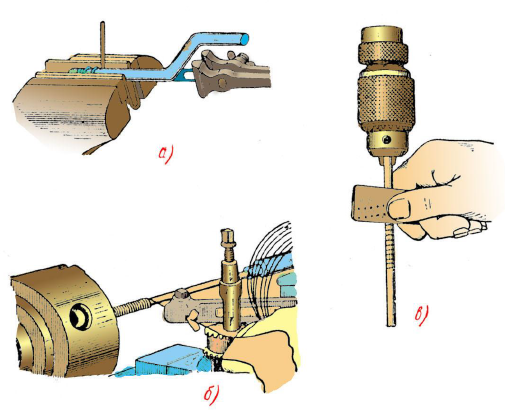
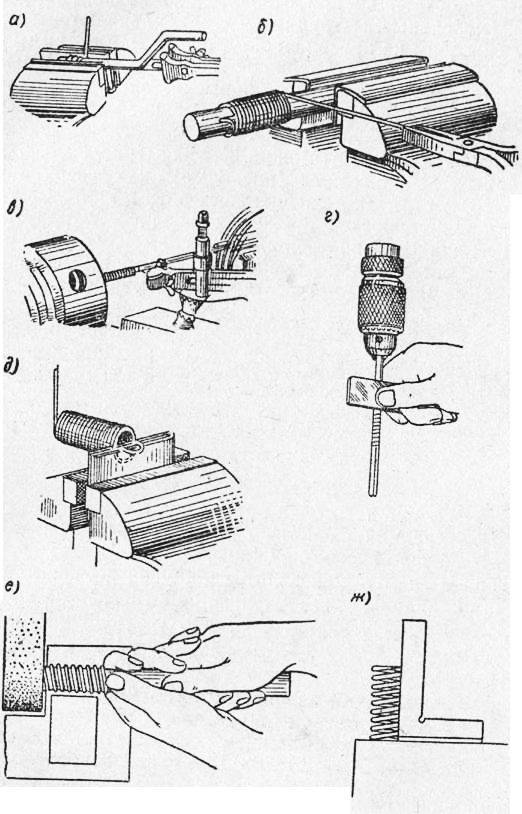
Клещи служат для удержания, поворота и установки нагретых заготовок пружин на гладкие оправки при навивке. На рис. 19, а показаны наиболее часто применяемые клещи. В зависимости от формы поперечного сечения заготовки клещи имеют соответствующую
форму губок, которыми они сжимают заготовку. Клещи должны соответствовать размерам сечения заготовки. Для удержания в губках клещей тяжелых заготовок применяют кольца или скобы, которые надевают на тот конец клещей, который держит рабочий.
Молотки (рис. 19, б) служат для установки и крепления заготовки клином на гладкой оправке. Молоток, имеющий массу 0,5—1,5 кг, насажен на ручку, изготовленную из прочного и вязкого дерева, например из березы или клена. Ручка молотка должна быть тщательно расклинена во избежание соскакивания с нее молотка при ударах.
Оправка необходима собственно для навивки пружины, а клин — для крепления заготовки на оправке.
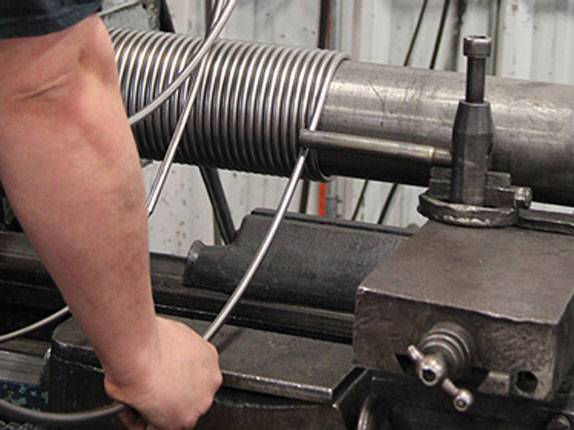
Мелкие и средние пружины навивают в холодном состоянии. Пружины можно навивать вручную с применением несложных приспособлений, а также на токарных станках, оснащенных специальной оснасткой, и на холоднонавивочных пружинах автоматах.
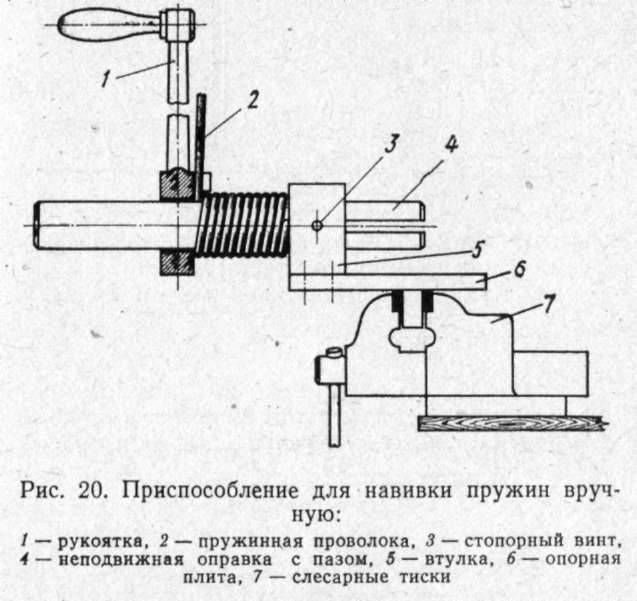
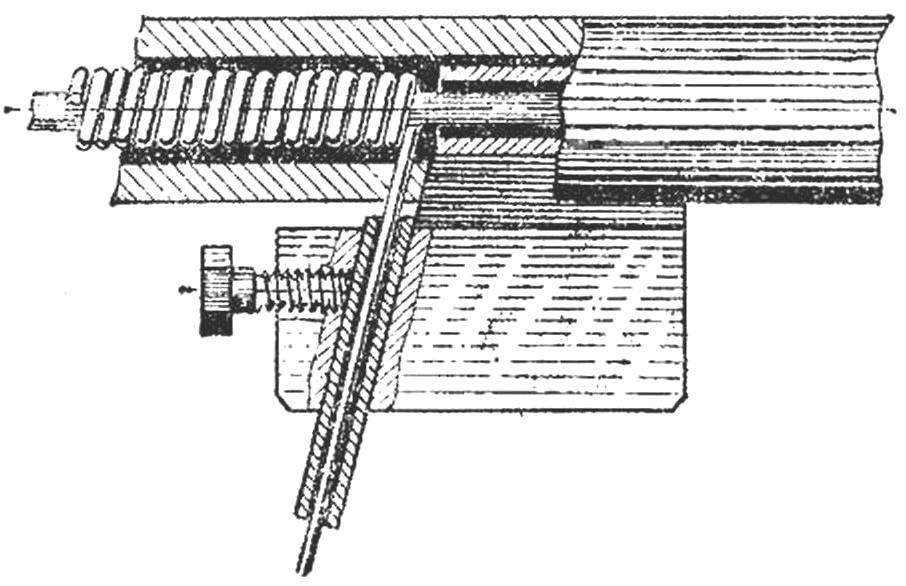
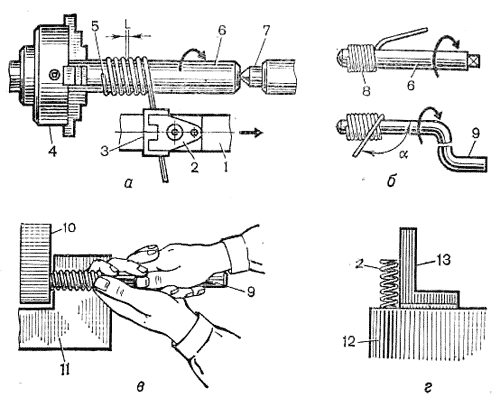
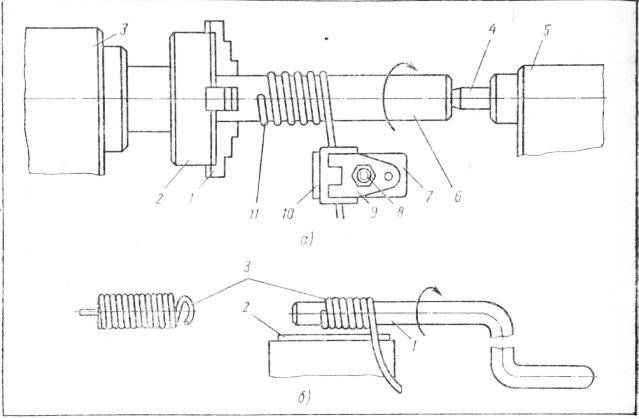
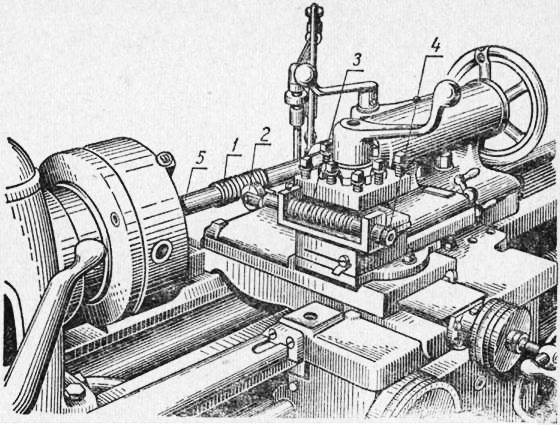
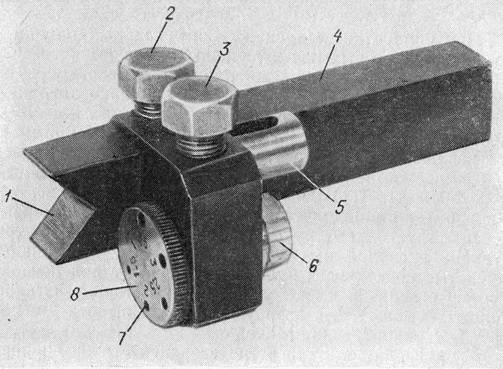
Для изготовления небольших партий пружин применяют простейшие приспособления. Приспособление для навивки пружин, работающих на сжатие и растяжение (рис. 20), состоит из цилиндрической неподвижной оправки 4, установленной во втулке 5 и закрепленной стопорным винтом 3. Оправка имеет паз для крепления конца проволоки. Рукоятка / с втулкой устанавливается на оправку 4. Втулка имеет выступ с направляющей канавкой. Проволока 2 заправляется в паз и вращением ручки вокруг оправки осуществляется навивка пружины. Натяг пружины производится выступом втулки.
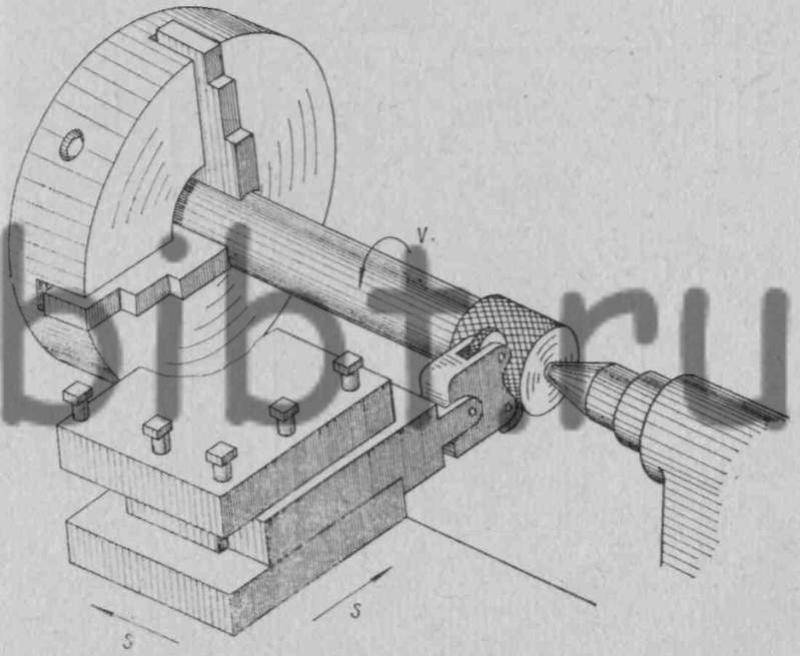
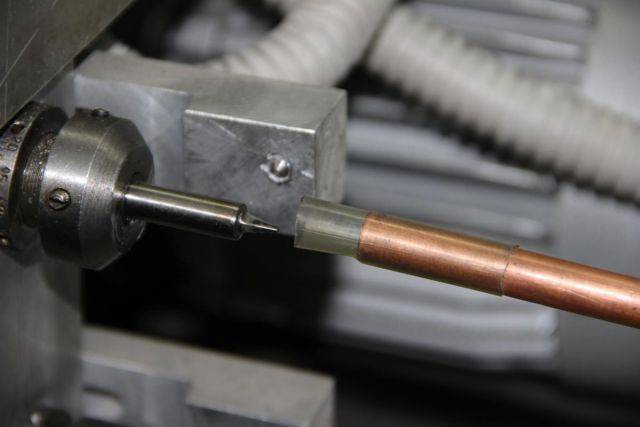
Оснастка, применяемая при навивке пружин на токарных станках, состоит из гладких оправок, приспособлений для направления и натяга проволоки на гладкие .оправки, вращающейся катушки. Гладкие оправки могут иметь цилиндрическую, коническую и бочкообразную форму. Материалом для оправок служит конструкционная углеродистая сталь. Форма гладких оправок зависит от формы пружин. Один из торцов гладких оправок имеет глухое центровое отверстие, которое служит для установки центра задней бабки. Конец проволоки крепится кулачком патрона передней бабки токарного станка. Для безопасной навивки пружины гладкая оправка поджимается центром задней бабки токарного станка.
Приспособление для направления и натяга проволоки при навивке пружин на токарных станках состоит из двух пар вращающихся роликов. Верхние ролики вращением винта могут перемещаться в вертикальном
направлении. Винт обеспечивает необходимое давление роликов на проволоку, увеличивая силы трения между ними. Приспособление обеспечивает постоянный натяг проволоки при навивке пружины.




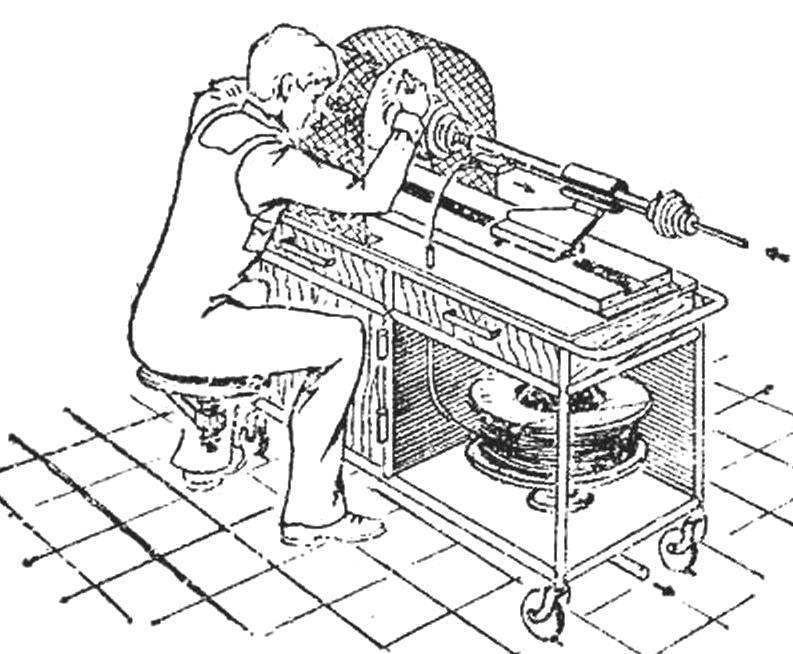
Вращающаяся катушка представляет собой карусель (рис. 21). Катушка состоит из массивного основания с подшипником, в котором установлена вертикально стойка, свободно вращающаяся вокруг своей оси. На стойку надета катушка с мотком пружинной проволоки. Конец проволоки пропускают через установленную перед токарным станком стойку, которая при резке проволоки не позволяет ей спутаться на катушке.
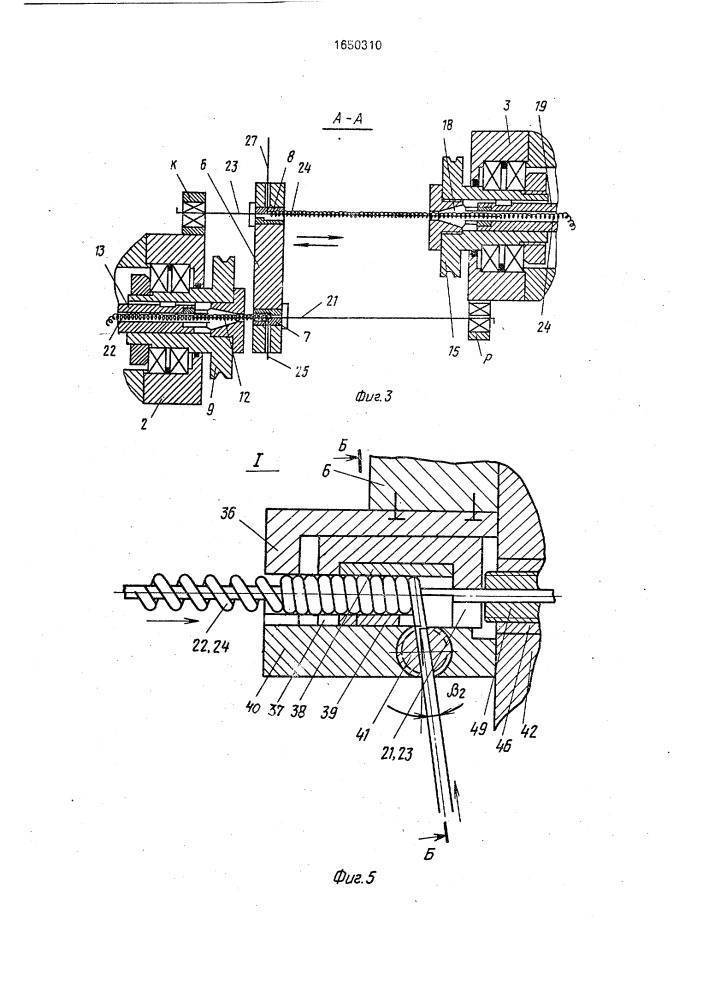
Основным инструментом и оснасткой пружинонавивочных автоматов моделей ПН-1, А520, А521, А-522А, А524, А524А и другие являются: вращающиеся ролики правильного механизма для правки пружинной проволоки


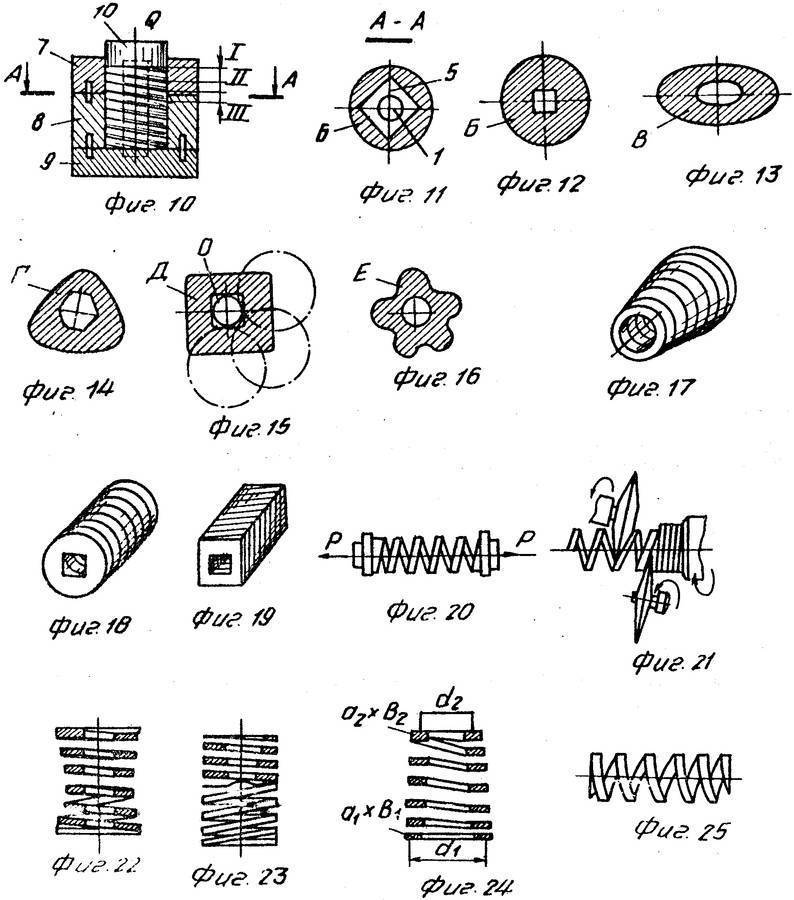
входные, средние и выходные направляющие планки механизма подачи (см. рис. 39), навивочный палец (рис. 22), неподвижная оправка навивочного механизма (рис. 23), шаговая лапка с пальцем шагового механизма (см. рис. 45) и отрезной резец отрезного механизма (рис. 24).
Направляющие планки, неподвижная оправка, навивочный палец и отрезной резец обеспечивают надежную работу пружинонавивочного автомата, испытывают большие нагрузки при подаче и отрубке проволоки.
По вопросам размещения заказов на изготовление пружин обращаться:
голоса
Рейтинг статьи
Диаметр
Если диаметр проволоки не более 2 мм, то пружину можно сделать, не применяя термическую обработку. Для этого необходимо таким образом разогнуть проволоку, чтобы она стала абсолютно ровной, а затем с усилием намотать ее на оправку.
Что касается диаметра оправки, то он должен быть немного меньше, чем внутренний диаметр пружины, который вы хотите получить. Это необходимо для компенсации упругой деформации. Скорее всего, придется несколько раз разгибать и свивать пружину, попробовать оправки нескольких размеров, чтобы подобрать нужный диаметр. Между витками пружины сжатия расстояние должно быть немного большим, чем уже у готовой пружины. Два крайних витка должны хорошо и плотно прилегать друг к другу.
Если же диаметр пружины, которую вы хотите использовать как исходный материал больше 2 мм, то, прежде чем начинать с ней работу, ее нужно подвергнуть отжигу. Потому что без этой процедуры такую толстую проволоку невозможно выпрямить и навить.
В первую очередь нужно правильно подобрать материал для будущей пружины – это половина успеха. В производстве используются сплавы цветных металлов (65Г, 60ХФА, 60С2А, 70СЗА, Бр. Б2 и т.д.) или специальные стали (углеродистые или легированные)
Если же вы решили сделать пружину самостоятельно, самым подходящим материалом для этого станет другая пружина нужного размера (обращать внимание нужно на диаметр проволоки, из которой она изготовлена). Отжиг лучше всего проводить в специальной термической печи. Если же вам не удалось найти такую, то используйте кирпичную или металлическую
Если же вам не удалось найти такую, то используйте кирпичную или металлическую
Разведите огонь на березовых дровах и в угли положите пружину. Подождите, пока она не раскалится докрасна, и пусть она продолжает лежать в печи до полного ее охлаждения. После такой процедуры отжига проволока станет пригодной для навивания. Выпрямите ее и намотайте на оправку. Делайте это так, как описано выше. При процедуре изготовления пружины витки навивайте вплотную друг к другу. Теперь закалите пружину, чтобы она не потеряла форму. Для этого ее необходимо нагреть до температуры 830-870 градусов и опустить в трансформаторное масло (можно использовать и веретенное). Естественно, что вы не сможете по приборам отслеживать нужную температуру, поэтому определяйте ее визуально по цвету нагретого металла. При температуре 830-900°С металл имеет светло-красный цвет. Если такой оттенок появился – пружина дошла до нужного состояния. После закалки нужно сжать пружину до сжимания витков и оставить ее, не разжимая, на 20-40 часов. Затем сточите на точильном агрегате концы пружины и изделие готово. Смотреть статью о заневоливании пружин.
Навивка – пружина
Навивка пружин из этой стали производится в холодном состоянии в отожженном виде, после чего производится термообработка.
Навивка пружин по спирали Архимеда обеспечивается соответствующим профилированием намоточного пальца. Для получения пружин различных диаметров и шагов изготовляют набор сменных намоточных пальо. В серийном и массовом производстве пружины навивают на специальных полуавтоматах.
Навивка пружины производится в холодном состоянии на оправке, диаметр которой подбирается с учетом увеличения наружного диаметра шага пружины после снятия ее с оправки. Клапанные пружины после подгибки крайних витков и зачистки торцов подвергают отпуску при температуре около 300, а затем-5 – 10-кратному обжатию до соприкосновения витков.
Навивка пружины производится в холодном состоянии на оправке, диаметр которой подбирается с учетом увеличения наружного диаметра пружины после снятия ее с оправки. Клапанные пружины после подгибки крайних витков и зачистки торцов подвергают отпуску при температуре около 300 С, а затем 5 – 10-кратному обжатию до соприкосновения витков.
Навивка пружин, работающих на растяжение ( с плотно соприкасающимися витками), производится точно так же, но суппорт станка перемещается вручную от передней бабки к задней.
| Принципиальная схема установки для правки проволоки. |
Навивка пружин может быть произведена: а) на пружинонавивочных автоматах; б) на токарных станках с использованием оправок и специальных приспособлений.
| Принципиальная схема установки для правки проволоки. |
Навивка пружин на токарных станках применяется в единичном и мелкосерийном производстве для материалов, поставляемых в любом состоянии.
| Схема навивки пружин сжатия на автоматах. |
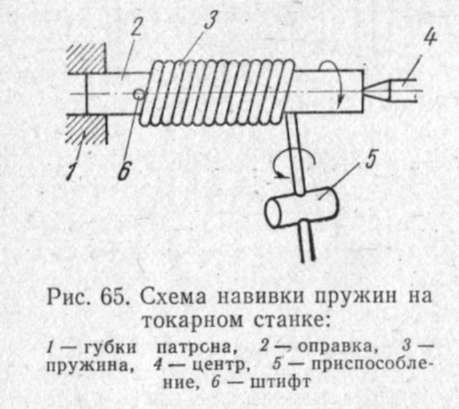
Навивка пружины на шаг осуществляется шаговым механизмом автомата с помощью шагового штифта 6, имеющего поступательное движение относительно оси навиваемой пружины.
Навивка пружин без оправки не требует ручных работ, отличается высокой производительностью и точностью.
Навивка пружин – формообразование винтовых, цилиндрических, конусных и других пружин – достигается навивкой проволоки на гладкие металлические оправки. Напряженно-дефор-мирозанное состояние металла заготовки при навивке пружин сходно с процессами гибки листовых и профильных материалов, поэтому навивку можно рассматривать как непрерывный процесс гибки, в течение которого в очаге пластического деформирования исходному материалу придается требуемая кривизна. Формообразование пружин выполняют двумя способами: навивкой на оправку и навивкой без оправки.



| Цилиндрические пружины.| Навивка пружины на тохар-ном станке. |
Навивка пружин производится на универсальных токарных станках ( рис. 87), а в условиях серийного и массового производства – на специальных пружинонави-вальных автоматах.
С чего нужно начать?
Специалисты рекомендуют использовать проволоку от какой-либо старой пружины, диаметр которой не устраивает владельца. Мастеру останется только ее выровнять и намотать на оправку с сечением нужного размера. Для этого проволока должна быть абсолютно ровной. Она будет намного пластичнее, если ее обработать в специальной печи. При отсутствии таковой подойдет любое другое устройство, которое можно растопить с помощью дров. Как утверждают опытные мастера, достаточное количество тепла для обжига дает береза. После растопки печи нужно дождаться, чтобы в ней прогорели дрова. Оставаться должны одни угли. В них следует положить старую пружину. Если изделие достаточно раскалилось, оно приобретет красный цвет. Теперь пружину можно отодвигать в сторону, чтобы она остывала на воздухе. После этой процедуры метал станет пластичным и с ним легко будет работать.
Какие типы пружин мы производим
Пружинами называют упругие элементы, накапливающие и отдающие или поглощающие энергию за счет деформации при нагрузке. Рабочим элементом, создающим «пружинистость», может быть металл, жидкость или газ. Мы специализируемся на производстве металлических изделий. По типу принимаемой нагрузки они делятся на пружины сжатия, растяжения, изгиба и кручения, производство каждого из этих подвидов возможно на заказ по выгодным ценам.
По конструкции металлические пружины делятся на следующие типы:
- На сжатие:
- винтовые (витые цилиндрические);
- амортизаторы (витые конические);
- На кручение:
- торсионные;
- Тарельчатые;
- Из ленты и листа:
- пластинчатые;
- спиральные;
- плоские.
Мы расскажем об особенностях производства каждого из этих видов пружин на нашем предприятии.
Что общего у всех технологий изготовления пружин
В подавляющем большинстве случаев способ изготовления пружины напрямую зависит от назначения, габаритов и особенностей материала изделия, какая требуется потенциальная энергия пружины. Например, мелкие и средних размеров пружины с круглым сечением прутка делают с помощью холодной навивки, а для производства более габаритных аналогов прибегают уже к методу горячей навивки. В некоторых случаях изделия одного и того же типа можно изготовить разными способами – количество вариантов зависит от условий заказа, предполагаемого функционала и требований к конечному продукту.
Также на выбор технологии влияет используемый материал – от его характеристик зависит мощность, продолжительность и/или необходимость термической обработки.
Одна из самых распространенных технологий – навивка. Она проводится вручную (оператор навивает проволоку или пруток на станке) или автоматически (с помощью навивочного автомата), горячим или холодным методом, с отпуском или без. Холодный способ навивки самый распространенный, так как имеет самую низкую себестоимость, но для изготовления крупногабаритных пружин подходит только горячий метод.
Общие этапы всех технологий изготовления пружин:
- Предварительная подготовка прутков нужного диаметра (как правило, выполняется на прокатных станках).
- Правка заготовок (выправление геометрии, шлифовка).
- Расчет пружин при изготовлении на заказ и в штатном режиме выполняется на программах расчета.
- Возможно покрытие готовых деталей антикоррозийными составами.
Какие варианты антикоррозийного покрытия возможны: фосфатирование + промасливание, оцинковка, кадмирование, хромирование, полимерное порошковое покрытие, электрополировка и т.д. Также возможно нанесение эмалей, лаков с алюминиевой пудрой и краски. При изготовлении пружин на заказ вариант антикоррозийного покрытия согласуется с заказчиком.
Какое оборудование используется при производстве пружин:
- пружинонавивочные автоматы;
- гибочные станции;
- переоборудованные токарные станки;
- шлифовальные станки;
- отпускные и закалочные печи (для термообработки);
- стенды для контроля качества.
Делая заказ на изготовление пружин у нас, будьте уверены: мы выполняем все этапы производства на качественном современном оборудовании, регулярно проходящем тех. осмотр, в соответствии с ГОСТами и высшими европейскими стандартами качества. Мы реализуем продукцию собственного производства, поэтому готовы поручиться за каждую пружинку, сделанную для вас, независимо от ее размеров и материала.
Требования к материалу
Прочностные параметры и отказоустойчивость изделия во многом определяются материалом, из которого его решили сделать. Металлурги выделяют в классификации сталей специальные рессорно-пружинные стали. Они обладают специфической кристаллической структурой, определяемой как химическим составом, так и проводимой термической обработкой изделий. Высоколегированные сплавы повышенной чистоты и высокого металлургического качества обеспечивают высокую упругость и пластичность, способны сохранять свои физико-механические свойства после многократных деформаций.

Сталь 60С2А
Популярность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавейка 12Х18Н10Т
Технология холодной навивки с закалкой и отпуском
Первые этапы технологии совпадают с предыдущим процессом. На стадии термообработки начинаются изменения. Она проводится в несколько этапов:
- Закалка. Заготовку нагревают до заданной температуры, выдерживают от 2 до 3 часов. Далее подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или солевым раствором. В ходе стадии закалки заготовки должны находиться в горизонтальном положении. Это позволит избежать из деформации
- Отпуск. Заготовку нагревают до 200-300° и выдерживают несколько часов для снятия внутренних напряжений и улучшения упругих свойств.
Далее также проводятся измерительные и контрольные операции. Прошедшие контроль заготовки направляют на пескоструйную обработку для снятия окалины. При необходимости следует сделать также и дробеструйную обработку для повышения прочности поверхностного слоя металла.
Завершает процесс нанесение защитного покрытия.
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
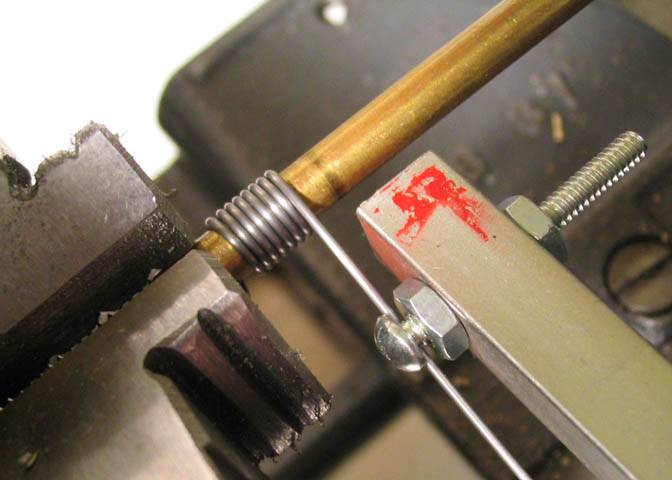
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.




Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.





