Содержание:
Сверление против растачивания
Сверление и растачивание – это два метода обработки, которые используются в производстве. Оба метода используются для создания или увеличения круглого отверстия в материале.
Подробнее о бурении
Сверление – это процесс резки материала с использованием специально разработанного вращающегося режущего инструмента, называемого сверлом. Отверстия, полученные при сверлении, всегда имеют цилиндрическую форму и круглые в диаметре.
Процесс сверления прост. Сверло вращается с помощью сверла и прижимается к материалу, при этом наконечник сверла срезает слои материала. Постоянно прижимая материал, можно создать отверстие желаемой длины. Некоторые специализированные сверла могут создавать формы, отличные от цилиндрических, например конические. Отверстия имеют характерные острые края на входе и заусенцы на выходе.
В зависимости от качества материала, размера отверстия и качества поверхности используются различные методы сверления. Точечное сверление, центральное сверление, глубокое сверление, ружейное сверление, трепанирование, микробурение и вибрационное сверление – вот некоторые из них, которые имеют свои специфические области применения и характеристики.
Подробнее о Boring
Растачивание – это процесс увеличения отверстия в материале; это может быть отверстие, сделанное сверлением или в отливке. Растачивание касается внутреннего диаметра и поверхности отверстия, а не глубины отверстия. В этом смысле его можно рассматривать как двойной процесс точения, при котором внешний диаметр и поверхность имеют значение.
Растачивание выполняется с помощью расточной оправки, которая представляет собой стержень из тяжелого металла с закрепленными на конце инструментами. Способ поворота обрабатываемой детали или расточного инструмента зависит от области применения. Однако расточные станки бывают разных размеров, чтобы соответствовать требованиям промышленного производства. Процесс растачивания цилиндрической поверхности известен как расточка линии. Это может быть либо для достижения большего допуска и отделки, либо для увеличения самого отверстия. Другой тип растачивания – это растачивание с обратной стороны, процесс, при котором задняя часть отверстия внутри существующего глухого отверстия вырезается для окончательной обработки или расширения.
Растачивание также можно производить на фрезерных и токарных станках. Растачивание обычно выполняется на вертикальном фрезерном станке с неподвижной заготовкой и вращающейся насадкой, а также на токарном станке с вращающейся обрабатываемой деталью и неподвижной насадкой. Распространенными примерами процесса растачивания являются расточка цилиндров двигателей внутреннего сгорания и расточка стволов ружей, но существует множество применений.
В чем разница между сверлением и растачиванием?
• Сверление – это процесс перфорирования поверхности твердого материала с помощью сверла для создания полости. Поверхность сверления шероховатая, края входа могут быть неровными.
• Растачивание – это процесс вырезания внутренних поверхностей существующего отверстия, при котором цель может заключаться в увеличении отверстия или в достижении более высоких допусков и отделки изделия.
Растачивание глухих отверстий
При расточке глухих отверстий применяют проходные упорные резцы или оправки с наклонными режущими пластинами. В обоих случаях возникает проблема обработки дна (внутреннего торца) отверстия, т. к. на его середине остается небольшая коническая зона, не затронутая резцом. Поэтому такая расточка выполняется в следующей последовательности:
- сверление (или рассверливание отверстия) до максимально возможного диаметра;
- черновая расточка, после которой остается припуск в несколько миллиметров;
- обработка дна отверстия специальной торцевой подрезкой до необходимой чистоты;
- чистовая расточка до заданного размера.
При глухой расточке особое внимание уделяется обработке вблизи дна отверстия. Поэтому за 5 мм до достижения полной глубины подача должна снижаться, а последний участок желательно проходить в ручном режиме. Проходные резцы применяют только при небольших глубинах расточки (100÷150 мм)
Во всех остальных случаях используются расточные головки различных типов
Проходные резцы применяют только при небольших глубинах расточки (100÷150 мм). Во всех остальных случаях используются расточные головки различных типов.

2 Классификация и виды резцов для растачивания
Резцы для растачивания классифицируют по следующим основным параметрам. По направлению подачи делят на:
- левые;
- правые.
По конструкции:
- прямые – осевая линия головки резца продолжает ось державки или параллельна ей;
- отогнутые – ось головки отклонена влево или вправо от осевой державки;
- изогнутые – ось державки изогнута;
- оттянутые – головка инструмента уже державки;
- разработки конструкторов и токарей-новаторов, другие.
По сечению стержня:
- круглые;
- квадратные;
- прямоугольные.
По способу изготовления:
- Цельные – материал изготовления державки и головки идентичен.
- Составные – режущая часть выполнена в виде пластины, прикрепляемой определенным образом к державке из углеродистой конструкционной стали. Пластинки из рапида (быстрорежущей стали) и твердого сплава крепятся механически или припаиваются.

По роду материала:
- из инструментальной стали:
- углеродистой – для малых скоростей обработки, обозначение начинается с буквы У;
- легированной – допустимо резать в 1,2–1,5 раза быстрее, чем инструментом из углеродистой, так как выше теплостойкость;
- высоколегированной (быстрорежущей) – повышенной производительности, обозначение с буквы Р (Рапид);
- из твердого сплава – скорости резания более высокие, чем у резцов из рапида, оснащены пластинами из твердых сплавов:
- металлокерамическими:
- вольфрамовыми – группы ВК из карбида вольфрама, который сцементирован кобальтом;
- титановольфрамовыми – группы ТК из карбидов титана и вольфрама, сцементированных кобальтом;
- титанотанталовольфрамовыми – группы ТТК из карбидов титана, тантала и вольфрама, сцементированных кобальтом;
- минералокерамическими – характеризуются высокой теплостойкостью и одновременно очень хрупкие, что ограничивает их массовое применение, состоят из материалов, в основе которых технический глинозем (Аl2O3);
- керметовыми – материалы на основе минералокерамики с металлами и их карбидами, вводимыми для снижения хрупкости;
- эльборовые – в основе материала режущих пластин кубический нитрид бора;
- алмазные – с алмазными пластинами.

По типу установки относительно заготовки:
- Радиальные – устанавливают перпендикулярно оси детали. Широко используются в промышленности, благодаря простоте крепления и удобному выбору геометрических характеристик режущей части.
- Тангенциальные – параллельно оси обрабатываемой детали. При работе усилие резца направлено вдоль его оси, благодаря этому он не подвергается изгибу. В основном применяются на токарных полуавтоматах и автоматах, где главным критерием обработки является чистота.
По виду обработки:
- черновые (обдирочные);
- получистовые – отличаются от обдирочных вершиной, радиус закругления которой увеличен, благодаря чему шероховатость поверхности после обработки уменьшается;
- чистовые;
- для тонкого точения.

Также выделяют резцы для растачивания глубоких отверстий и двусторонние. Основные типы инструмента стандартизованы. На каждый вид такого изделия, как расточной резец, ГОСТ регламентирует соответствующие конструкцию и размеры.
Виды станков и их особенности
На сегодняшний день существует 7 основных видов токарных станков
- Токарно-винторезные, которые еще называют универсальными. Это наиболее распространенная группа токарного оборудования, основной отличительной чертой которой является возможность совмещения скорости вращения и продольного движения инструмента. В роли объединителя этих движений выступает специальный червячный винт, благодаря которому эти станки и получили свое название.
- Токарно-карусельные станки. Их отличительная особенность – рабочий стол большого размера с вращающейся планшайбой.
- Лоботокарные станки. Их основное назначение – это обработка лобовых поверхностей. Этот тип токарного оборудования относится к узкоспециализированным.
- Токарно-револьверный станок. Отличительная черта этого оборудования – наличие револьверной головки, позволяющей выполнять быструю смену режущего инструмента, что в результате сокращает время производственного процесса.
- Токарный автомат продольного точения. Применяется в условиях массового и серийного производства для изготовления деталей небольшого размера.
- Многошпиндельный токарный автомат. Его основная особенность – это обработка деталей, имеющих сложную поверхность.
- Токарно-фрезерный обрабатывающий центр. Это универсальное оборудование, способное за одну или две установки полностью изготовить необходимую деталь. Применяется как для серийного, так и для штучного производства.
Кроме того, не следует выпускать из виду и тот момент, что практически все токарное оборудование может работать под зорким присмотром современного программного обеспечения.
Технические условия на изготовление фундамента.
Для станков нормальной точности: Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Статья по теме: Телескопическая опалубка перекрытий
Для станков повышенной точности: Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250). Глубина фундамента Н > 0,6 √F, где F — площадь фундамента. Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
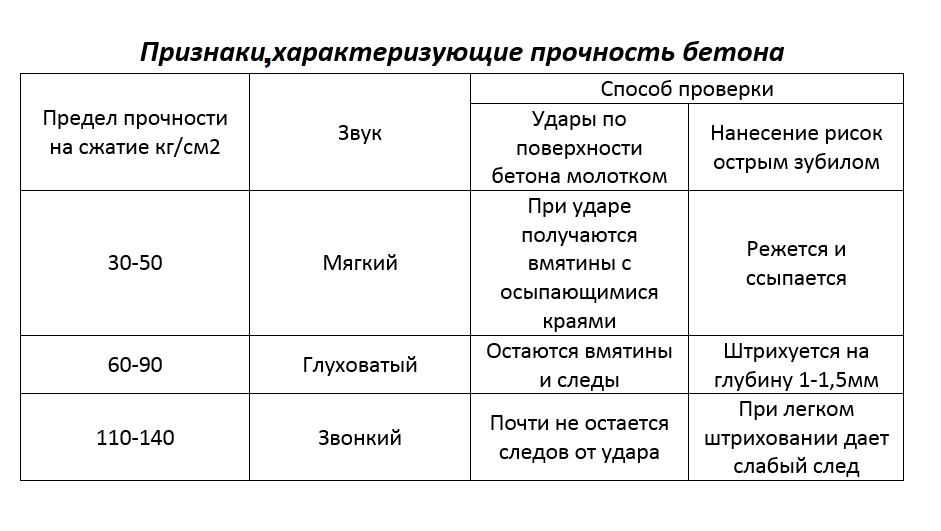
Прочность бетона фундамента. Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней. Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм. Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.

Подготовка полов под установку станка для обработки металла
Промежуточным этапом процесса запуска любого станка в эксплуатацию является его правильный монтаж. Исходя из массы оборудования, его устанавливают непосредственно на пол либо на возведенное отдельно основание. Место расположения для него подбирается на предприятиях по плану, а в домашних условиях – произвольно, там, где удобно. Подготовка пола под станок – это важный момент, от которого будет зависеть устойчивость агрегата при работе. Основа должна быть достаточно прочной, чтобы выдерживать динамические и статические нагрузки от оборудования. При необходимости проводят ее укрепление.








Выбор режима резания
Играет наиболее важную роль угол при вершине 2φ. Сверла работают в худших условиях, чем резцы – затруднен отвод стружки и подвод СОЖ к режущим кромкам, возникают большие трения о поверхность канавок сверла и сверла о поверхность отверстия.
Сверла из инструментальной стали имеют различный угол при вершине 2φ, при обработке – стали (116-120°); чугуна (90-100°); алюминиевых сплавов (130-140°).С уменьшением угла при вершине 2φ увеличивается активная длина главных режущих лезвий, что способствует лучшему теплоотводу (важно учитывать при сверлении древесно-слоистых пластиков и пластмасс), но при этом теряется прочность.
Определяют максимальную подачу: для сквозных отверстий берут меньше, чем для глухих. При сверлении глубоких отверстий подачу уменьшают
Учитывается требование к чистоте обработки. При получении более чистой поверхности подачу уменьшают (выбирают из справочников).
Период стойкости сверла (продолжительность работы в мин без переточки).
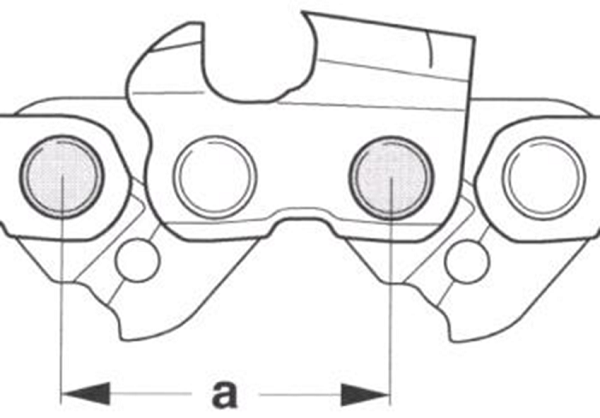
Элементы срезаемого слоя:
- в – ширина срезаемого слоя, расстояние между обработанной и необработанной поверхностями по режущей кромке;
- а – толщина срезаемого слоя, расстояние между двумя положениями соседних режущих кромок, измеренное перпендикулярно к главной режущей кромке.
При сверлении отверстий на сверлильных и токарных станках достигается наибольшая точность по 10 квалитету. Экономически достигаемая точность составляет 11-13 квалитетов. Шероховатость поверхности по параметру Rz от 90 до 20 мкм. Rz – высота неровностей профиля по 10 точкам.
Повысить точность можно сверлением отверстий в кондукторах. Таким образом обработка сверлами обеспечивает низкую точность и чистоту поверхности; в ряде случаев применение сверл для рассверловки, особенно в литых корпусных деталях не рационально из–за их поломок.
Сверление по кондуктору
Для направления режущего инструмента и фиксирования заготовки соответственно требованиям технологического процесса применяют различные кондукторы. Постоянные установочные базы приспособления и кондукторные втулки, обеспечивающие направление сверлу, повышают точность обработки. При сверлении по кондуктору сверловщик выполняет несколько простых приемов (устанавливает кондуктор, заготовку и снимает их, включает и выключает подачу шпинделя).
Сверление сквозных и глухих отверстий. В заготовках встречаются в основном два вида отверстий: сквозные, проходящие через всю толщину детали, и глухие, просверливаемые лишь на определенную глубину.
Процесс сверления сквозных отверстий отличается от процесса сверления глухих отверстий. Когда при сверлении сквозных отверстий сверло выходит из отверстия, сопротивление материала заготовки уменьшается скачкообразно. Если не уменьшить в это время скорость подачи сверла, то оно, заклиниваясь, может сломаться. Особенно часто это случается при сверлении отверстий в тонких заготовках, сквозных прерывистых отверстий и отверстий, расположенных под прямым углом одно к другому. Поэтому сверление сквозного отверстия производят с большой скоростью механической подачи шпинделя. В конце сверления нужно выключить скорость подачи и досверлить отверстие вручную со скоростью, меньшей, чем механическая.
При сверлении с ручной подачей инструмента скорость подачи перед выходом сверла из отверстия следует также несколько уменьшить, сверление необходимо производить плавно.
Известны три основных способа сверления глухих отверстий.
Если станок, на котором сверлят глухое отверстие, имеет какое-либо устройство для автоматического выключения скорости подачи шпинделя при достижении сверлом заданной глубины (отсчетные линейки, лимбы, жесткие упоры, автоматические остановы и пр.), то при настройке на выполнение данной операции необходимо его отрегулировать на заданную глубину сверления.
Если станок не имеет таких устройств, то для определения достигнутой глубины сверления можно использовать специальный патрон (рис. 6.22, а) с регулируемым упором. Упорную втулку 2 патрона можно перемещать и устанавливать относительно корпуса 1 со сверлом на заданную глубину обработки. Шпиндель станка перемещается вниз до упора торца втулки 2 в торец кондукторной втулки 3 (при сверлении по кондуктору) или в поверхность заготовки. Такой патрон обеспечивает точность глубины отверстия в пределах 0,1…0,5 мм.
Если не требуется большая точность глубины сверления и нет указанного патрона, то можно использовать упор в виде втулки, закрепленный на сверле (рис. 6.22, б), или на сверле отметить мелом глубину отверстия. В последнем случае шпиндель подают до тех пор, пока сверло не углубится в заготовку до отметки.
Глубину сверления глухого отверстия периодически проверяют глубиномером, но этот способ требует дополнительных затрат времени, так как приходится выводить сверло из отверстия, удалять стружку и после измерения вновь вводить его в отверстие.
Как выбрать сверла для станков?
При выборе атрибута для станка нужно обязательно учитывать несколько основных критериев, руководствуясь которыми выбор будет сделан правильно.
- Технические параметры изделия: размер, вес, цвет, точность работы, угол заточки.
- Вид станка. Для каждого станка есть специальное изделие.
- С каким материалом будет связана работа.
- Для каких целей нужно изделие. Конечно, если это производственная деятельность больших масштабов, нужно покупать профессиональный атрибут. А вот для хозяйственных нужд прекрасно подойдут бытовые заточные сверла.
- Производитель и стоимость. На сегодняшний день самыми популярными и надежными производителями буравчиков для станков являются компании Bosch, Ruko, Haisser и «Зубр».
При покупке внимательно осмотрите изделие. На нем должна быть маркировка – это предусмотрено законодательством и нормативными документами, по которым изготавливаются сверла. Все требования к ее нанесению четко прописаны в ГОСТ 2034 – 80. Маркировка состоит из набора букв и цифр. Данный набор символов указывает на диаметр изделия, наличие в сплаве для его изготовления различных примесей, коэффициент твердости, место изготовления и технологию производства.
Механическая обработка алюминиевых профилей
Дюралевые профили владеют многими преимуществами уже так как они сделаны из дюралевых сплавов. Не считая того, дюралевые профили просто поддаются разным видам механической обработки. Обычно инструменты для обработки дюралевых сплавов более дешевенькие, чем, к примеру, для стали, а скорость обработки алюминия выше, чем стали и многих других материалов.
Принципиальным свойством дюралевых профилей будет то, что они могут иметь сложные поперечные сечения для выполнения самых разных функций. Потому они требуют только малой обработки и тем дают экономию на механической обработке по сопоставлению с другими материалами.
Механическую обработку дюралевых профилей делают как до, так и после нанесения на их защитно-декоративных покрытий. Это находится в зависимости от технических требований, которые предъявляются к готовым изделиям либо деталям.
Защитное анодирование с шириной анодного покрытия 3-5 микрометров является неплохим методом для предотвращения повреждения профилей во время их механической обработки.
Процесс сверления и рассверливания отверстий на токарных станках
Для образования новых отверстий в заготовке или изменения размеров старых, на токарном станке необходимо выполнить следующие виды операций:
- Выставить заднюю бабку, чтобы ось пиноли совпадала с осью шпинделя.
- Закрепить заготовку в патроне передней бабки таким образом, чтобы она выступала за уровень кулачков как можно меньше.
- Установить в пиноле задней бабки режущий инструмент. Если предстоит его частая смена, то лучше пользоваться быстросменным патроном и набором специальных втулок. Это поможет значительно сократить время на смену инструмента. При использовании быстросменного патрона, все свёрла, зенкеры, развёртки и т.д. должны иметь хвостовики с одинаковым номером конуса Морзе. Пиноль в начале сверления должна быть выдвинута из задней бабки на как можно меньшее расстояние.
- Первая рабочая операция – это подготовка торца заготовки. Он должен быть ровным. Это осуществляется подрезанием торца резцом.
- Сделать небольшое углубление в торце детали. Эта операция поможет выполнить сверление точно в точке вращения заготовки. Выполняется данное углубление упорным резцом или коротким сверлом.
- Произвести сверление с помощью маховика задней бабки. Инструмент подавать плавно. Периодически выдвигать его из зоны резания, чтобы освободить от стружки. Охлаждение зоны резания осуществлять специальной эмульсией.
- При сквозной обработке нужно уменьшить скорость подачи на выходе из заготовки, чтобы не повредить его, когда резко возрастёт нагрузка на режущие кромки.
- Чтобы увеличить диаметр отверстий, нужно: установить сверло большего диаметра и совершить рассверливание; применить зенкер – провести зенкерование; воспользоваться расточным резцом – сделать растачивание.
- Для уменьшения шероховатости – применяют развёртку (процесс – развёртывание).
- Для работы с кромками – используют зенковку (процесс – зенкование).

Видео сверления шестигранного отверстия на токарно-винторезном станке
Все выше перечисленные процессы можно совершать не только трудоёмким ручным способом, но и воспользовавшись возможностью подключения механической подачи к задней бабке или использования ЧПУ. Если процессы резания будут производиться с помощью токарных станков с ЧПУ, то весь инструмент крепится в самом начале подготовительного процесса в специальных устройствах, которые меняются автоматически в определённой последовательности.
В каких случаях применяется
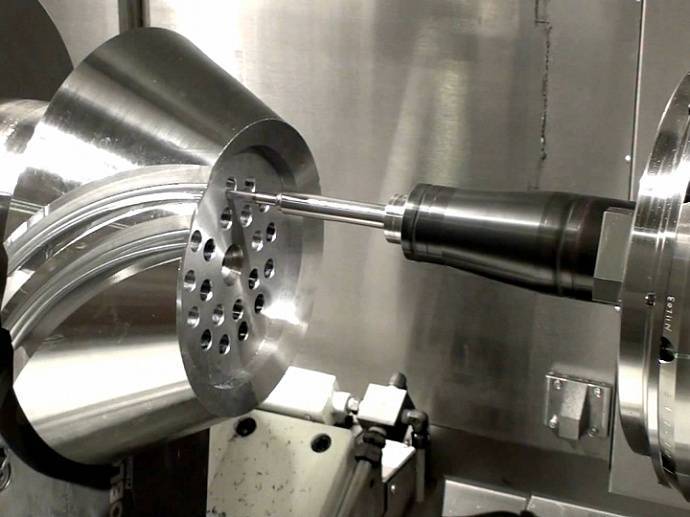
Применение расточно-наплавочных комплексов необходимо для приведения в рабочее состояние дорожной и строительной техники, погрузчиков и подъемных кранов, прокатных станов, конвейеров, электродвигателей, металлообрабатывающих станков и другого оборудования. Современный инструмент для реставрации узлов с радиальными проемами позволяет выполнять:
- наплавление металлического слоя;
- радиальную расточку отверстий в металле с точностью обработки 0,01 мм;
- снятие фасок и торцевание;
- проточку канавок для установки стопорных колец;
- сверление;
- нарезание резьбы.
Отремонтированные таким образом детали и компоненты приобретают не только первоначальные геометрические размеры в соединениях и сочленениях, но и механические свойства обновленных поверхностей: твердость, прочность, износостойкость и т.п.
Мобильная расточка и наплавка отверстий очень удобна для выполнения реставрационных работ в полевых условиях. Владельцу машин и механизмов не нужно решать вопрос демонтажа изношенного узла и транспортировки его в ремонтную мастерскую или на завод. Ремонтно-восстановительные мероприятия организуют и проводят на месте.

Такое оборудование широко используют:
- в судостроении и ремонте судов;
- при восстановлении энергетического и горнодобывающего оборудования;
- для ремонта дорожно-строительной техники;
- в тяжелой индустрии и сельском хозяйстве;
- для наплавки и расточки отверстий экскаватора;
- при обслуживании подвижного железнодорожного состава;
- для реставрации коммунального и лифтового оборудования;
- для ремонта подъемно-транспортных механизмов, землеройной и дорожной техники;
- на конвейерах и прокатных станах и на предприятиях тяжелой промышленности.
Специфика реставрируемых элементов такова, что они требуют предельно точно соблюдать все размеры и соотношения, учитывать особенности соединения, а также характер механического воздействия в работе детали, узла и всей системы в целом.
Станки для восстановления отверстий деталей с наплавкой и расточкой применяют для различных видов работ в труднодоступных местах. С их помощью:
- обеспечивают работоспособность оборудования и трубчатых деталей длиной до 4 метра;
- нарезают резьбу;
- приводят в норму диаметральные размеры;
- обрабатывают снаружи параллельные поверхности;
- производят шлифование и сверление.
Наплавка с последующей фрезерной обработкой признана на сегодняшний день лучшей технологией для возвращения работоспособности дорогостоящим узлам и механизмам. Поэтому приобретение специализированного станка при наличии нескольких единиц рабочей техники всегда экономически оправдано. В том случае, если количество механизмов невелико, можно обратиться за оказанием подобной услуги.

Технические условия на изготовление фундамента.
Для станков нормальной точности: Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Статья по теме: Телескопическая опалубка перекрытий
Для станков повышенной точности: Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250). Глубина фундамента Н > 0,6 √F, где F — площадь фундамента. Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.









Прочность бетона фундамента. Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней. Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм. Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.
Пильная резка
Под резкой обычно понимают резку пилой, другими словами пильную резку (набросок 1). Резка дюралевых сплавов может выполняться с более высочайшими скоростями, чем резка стали. Большая часть дюралевых сплавов позволяют существенно более высочайшие скорости реза. Потому почти всегда конкретно пильная резка алюминия является экономной и хорошей.
Набросок 1 – Пильная резка дюралевого профиля
Внешний облик реза и наличие заусенцев находится в зависимости от используемого дюралевого сплава, его состояния, размеров и формы зубьев пилы, количества оборотов пильного диска за минуту, количества зубьев, поперечника пильного диска и скорости подачи пилы. Количество зубьев пилы должно быть довольно огромным, чтоб обеспечивать незапятнанный рез. При пильной резке дюралевых профилей обычно всегда используют особые смазочные эмульсии.
- Поперечник пильного диска: 300-650 мм;
- Толщина пильного диска: 2,0-4,2 мм;
- Скорость вращения: 1500-2800 об/мин;
- Скорость подачи.
Особенности сверления глубоких отверстий – Токарное дело
Особенности сверления глубоких отверстий
Категория:
Глубокими называются отверстия, длина которых превышает диаметр в пять и более раз. Глубокими отверстиями являются, например, сквозное осевое отверстие в шпинделе токарного станка, отверстие пиноли задней бабки, осевые отверстия в прогреваемых прокатных валках и др.
Часто к глубоким отверстиям предъявляются высокие требования по прямолинейности оси, но точности формы и размеров. При глубоком сверлении сверлом обычной конструкции неизбежен «увод» сверла в сторону из-за разности радиальных усилий на режущих кромках и это может привести к «разбивке» отверстия (увеличению диаметра), хотя ось отверстия остается прямой.
Поэтому для сверления глубоких отверстий применяют специальные — «пушечные» сверла с прямой стружечной канавкой. Сверло хорошо направляется в отверстии благодаря большой поверхности соприкосновения спинки сверла с обработанной поверхностью отверстия. Охлаждающая жидкость от насоса поступает к режущей кромке через сквозной канал в сверле, охлаждает режущую кромку сверла и принудительно удаляет стружку.

1. ДЕРЖАТЕЛЬ ДЛЯ СТЕРЖНЕВЫХ ИН СТРУМЕНТОВ (СТАНОК 16К20): 1 — держатель. 2 — стопорный винт втулки. 3 — втулка с инструментальным конусным отверстием. 4 хвостовик инструмента. 5 — резцедержатель. 6 — винт резцедержателя

2. СВЕРЛА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ: а —однокромочное («пушечное»). б — шисконое. в четырех ленточное

3. ШТЫКОВАЯ ОПРАВКА ДЛЯ ГЛУБОКО ГО СВЕРЛЕНИЯ:
Применяют также шнековые и че-тырехленточные сверла, работающие с минимальным «уводом», благодаря большой поверхности соприкосновения ленточек со стенками отверстия.
При сверлении глубоких отверстий обычными сверлами периодически извлекают сверло из отверстия для очистки от стружки и охлаждения. С целью сокращения времени на ввод и вывод сверла применяют оправку со штыковым затвором.
Растачивание сквозных отверстий
В зависимости от размеров отверстия (глубины и диаметра) при сквозной расточке применяют проходные резцы, оправки или борштанги, на которых устанавливают расточные головки или блоки резцов. Проходные резцы для расточки сквозных отверстий имеют ряд отличий от токарного инструмента для наружного точения: задний угол у них затачивается так, чтобы режущая часть соответствовала габариту обработки, а передняя часть державки сужена и имеет вытянутую форму. На токарных станках резец крепится или в оправке с коническим хвостовиком на заднюю бабку, или на резцедержатель суппорта в продольном направлении. На расточных станках используются резцы, которые устанавливаются в специальные оправки.
Борштанги (расточные штанги) применяют для расточки с большой глубиной, повышенной точностью или нескольких соосных отверстий. Этот вид инструмента выполнен в виде длинных цилиндрических стержней повышенной точности диаметром от 30 до 200 мм и длиной от метра до трех. По всей длине борштанги на определенном расстоянии располагаются сквозные выемки (окна) для крепления режущего или измерительного инструмента. Один конец борштанги крепится в коническую оправку и устанавливается в шпиндель, а другой поддерживается люнетом или специальной опорой. Перед началом расточки оси отверстия и борштанги должны выставляться на соответствие с заданной точностью.
Зенкерование, развертывание и растачивание оверстий.
Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ
⇐ ПредыдущаяСтр 6 из 6
Зенкерование
производится для обработки: отверстий в заготовках, полученных отливкой, штамповкой или предварительно просверленных; цилиндрических и конических углублений (под головки винтов, заклепок и т. п.); фасок. В связи с более благоприятными условиями резания, большей жесткостью и стойкостью режущего инструмента зенкерованием получают отверстия с точностью до 10-го квалитета и шероховатостью Rz2,5.
Зенкеры
отличаются от спиральных сверл тем, что имеют не две, а три или четыре режущие кромки, расположенные на заборном конусе, и не имеют перемычки (рис. 29). Зенкер, подобно сверлу, закрепляют в коническом отверстии пиноли задней бабки и подают к заготовке вручную, вращая маховичок задней бабки. Припуск под зенкерование составляет 0,5—2 мм на сторону в зависимости от диаметра отверстия.
Подача при работе зенкерами из быстрорежущей стали составляет 0,3—1,2 мм/об, твердосплавными зенкерами — 0,4—1,5 мм/об; скорость резания соответственно 20—30 и 60—180 м/мин.
Рис. 29. Зенкеры: а
— устройство;б — четырехперый цельный быстрорежущий;в — твердосплавный;г — насадной быстрорежущий;д — насадной твердосплавный;е — насадной со вставными ножами.
Развертывание
— это точная чистовая обработка отверстий. Развертывание обеспечивает получение отверстий с точностью до 7-го квалитета и шероховатостью Ra0,25, а обработка по- следовательно двумя развертками позволяет получить шероховатость поверхностиRa0,08. Развертыванием нельзя устранить биение или перекос отверстия, если они остались после предыдущей обработки.
Операция развертывания выполняется многолезвийным инструментом — разверткой. Различают развертки: ручные и машинные (рис.30), хвостовые и насадные, цельные и сборные(со вставными ножами). Применяют также регулируемые (установочные) развертки, размер которых можно изменять в небольших пределах.
Развертка состоит из рабочей части, шейки и хвостовика. Хвостовик машинных разверток -конический (конус Морзе), ручных — цилиндрический с квадратом под вороток.
Перед развертыванием отверстие и инструмент очищают от грязи, стружки и протирают. Если хвостовик развертки закреплен непосредственно в пиноли задней бабки, то даже незначительная несоосность хвостовика и рабочей части развертки, перекос пиноли или загрязнение посадочного конуса вызовут неравномерное срезание припуска: отверстие будет иметь больший диаметр у торцов и меньший — в середине детали.
Припуск на развертывание зависит от диаметра отверстия и от обрабатываемого мате- риала (0,08—0,20 мм на сторону).
Подача при развертывании принимается в 2—3 раза большей, чем при сверлении отверстия того же диаметра, а скорость резания в 2— 3 раза меньше. Значение подачи не влияет на шероховатость обработанного отверстия, так как она за- висит только от состояния кромки на калибрующей части инструмента. Низкая скорость резания при развертывании объясняется тем, что на режущей кромке не образуется нарост (налипание металла).
Развертывание производится с применением СОЖ (минеральное масло при обработке стали, керосин при обработке чугуна).
Рис.30. Машинные развертки: а —


![§ 14. обработка отверстий. сверлильные станки [1968 орнис н.м. - основы механической обработки металлов]](https://stankotk.ru/wp-content/uploads/9/1/4/9143a381547e1ae9c57edb25ae8690f3.jpeg)





хвостовая регулируемая со вставными ножами;б — хвостовая твердосплавная;в — насадная твердосплавная.
Растачивание
производится в целях увеличения диаметра, а также для обеспечения высокой точности и качества поверхности отверстий, полученных сверлением либо образованных в литых или штампованных заготовках. Растачивание обеспечивает получение отверстий с точностью до 7-го квалитета шероховатостью Rz2,5. Растачиванием можно исправить положение оси отверстия.
Рис.31 Технологический процесс обработки отверстия диаметром 50H8
При повышенных требованиях к точности отверстие после предварительного сверления рассверливают, а затем растачивают (рис.31). Растачивание является наиболее универсальным способом обработки отверстий большого диаметра.
Глубину растачиваемого отверстия измеряют линейкой, штангенглубомером, проверяют шаблоном или с помощью лимба продольной подачи. Диаметр контролируют штангенциркулем, с помощью лимба поперечной подачи и другими способами. Внутренние торцы и уступы подрезают расточным упорным резцом при поперечной подаче к оси заготовки. Рассмотрим изученные операции обработки металлов на токарном станке на примере технологического процесса изготовления втулки (см. рис.32).
Рис.32 Схема технологического процесса изготовления втулки из прутка в единичном производстве.
⇐ Предыдущая6
Зенкерование
Как отметили, зенкерование – это процесс обработки отверстий, предварительно полученных литьем, ковкой, штамповкой и т.п.
Это многолезвийный инструмент число зубьев у зенкера (3-9). Уменьшается размер каждого зуба, увеличивается толщина сердцевины, увеличивается прочность. Соответственно – увеличение числа зубьев и жест кости обеспечивает более устойчивое положение зенкера при обработке отверстий, полученных литьем, ковкой. За счет уменьшения толщины срезаемого слоя достигается точность 10 квалитета 20-15 мкм по Rz.
Режимы резания выбираются аналогично сверлению.

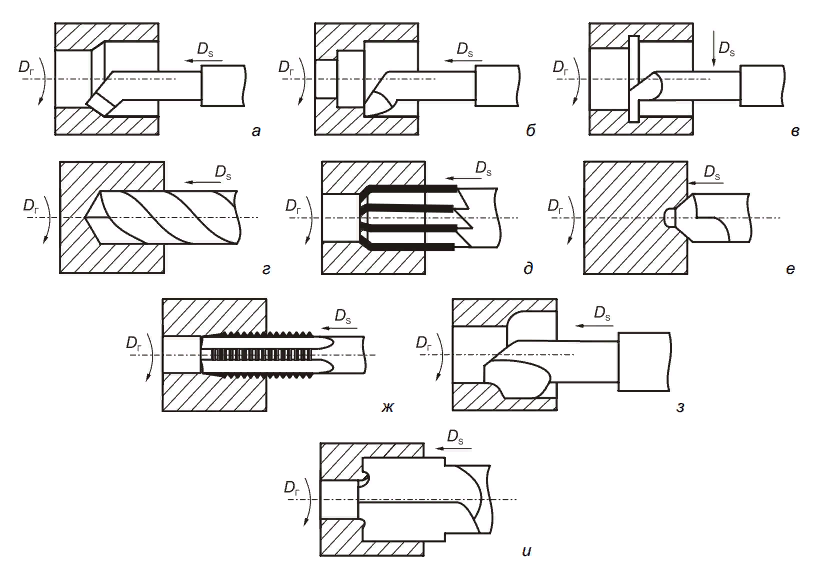
Рисунок 4.5 – Инструменты для обработки отверстий на сверлильных станках:
а – сверло; б, в – зенкеры; г, д, е – развертки; ж – метчик; з – комбинированный зенкер с пластинками из твердого сплава
Зенкерование
Как отметили, зенкерование – это процесс обработки отверстий, предварительно полученных литьем, ковкой, штамповкой и т.п.
Это многолезвийный инструмент число зубьев у зенкера (3-9). Уменьшается размер каждого зуба, увеличивается толщина сердцевины, увеличивается прочность. Соответственно – увеличение числа зубьев и жест кости обеспечивает более устойчивое положение зенкера при обработке отверстий, полученных литьем, ковкой. За счет уменьшения толщины срезаемого слоя достигается точность 10 квалитета 20-15 мкм по Rz.
Режимы резания выбираются аналогично сверлению.

Рисунок 4.5 – Инструменты для обработки отверстий на сверлильных станках:
а – сверло; б, в – зенкеры; г, д, е – развертки; ж – метчик;
з – комбинированный зенкер с пластинками из твердого сплава