Преимущества
У технологии ЭЭО есть как преимущества, так и недостатки. Рассмотрим сперва преимущества технологии ЭЭО:
- Универсальность (для металлов). Поток разогретой плазмы обладает очень высокой температурой, а с его помощью можно прожечь любой металлический сплав. С помощью разогретой плазмы можно создать отверстие, разрезать деталь, выполнить высокоточную шлифовку, создать углубление. Это делает ЭЭО-станки универсальными, удобными в использовании.
- Высокое качество резки. Толщина ионизированной плазмы составляет менее 1 миллиметра, поэтому с ее помощью можно делать точную обработку металлических деталей. Разогретая плазма быстро остывает, поэтому края заготовки остаются ровными, прочными, без расплавленных частей. Электрическая дуга не испаряет раствор-диэлектрик, поэтому защитную жидкость можно использовать долгое время (потери жидкости от испарения составляют менее 0,1%).
- Простота применения. ЭЭО-станки просты в использовании, не нуждаются в особом уходе. Почти все модели оборудованы электронной панелью, которая позволяет контролировать режим работы (мощность разряда, длительность импульса, глубина подачи плазмы и другие). Во время работы не образуются вредоносные испарения и газы, поэтому рабочему не нужно носить защитную одежду.
- Несколько режимов работы. Основные режимы — электроискровой и электроимпульсный. Первая методика применяется для разрезания детали, вторая используется для полировки, выравнивания поверхности. Также существуют вспомогательные методы обработки материалов — эрозионно-химическая технология, проволочная, анодно-механическая, электроконтактная и другие.

Преимущества данного вида обработки
Электроэрозионная обработка обеспечивает множество преимуществ. Она позволяет производить сложную обработку любых токопроводящих заготовок, включая твердые кристаллы, высокопрочные сплавы, чугуны и различные металлы, не нарушая при этом физико-химических свойств материалов и игнорируя их твердость, хрупкость и вязкость. Процесс исключает силовое воздействие на поверхность, что позволяет обрабатывать хрупкие и тонкостенные детали. Исключается использование инструментов и абразивов, превосходящих по твердости обрабатываемый материал.
Существует возможность проводить работы с большой деталью без помещения ее в специальный станок. Достаточно локализовать место работы на поверхности детали. Допускается использование одного и того же электрода-инструмента как для черновой, так и для чистовой обработки детали.
Данная технология дала возможность проводить электроэрозионную резку заготовки одновременно по двум координатам с большой точностью и высокой чистотой поверхности. Она позволяет обрабатывать внутренние технологические полости (при изготовлении резьбы) в тугоплавких материалах высокой прочности.
Электроискровой метод нанесения покрытий позволяет произвести упрочнение поверхности детали на существенную глубину. Метод электроэрозионной маркировки дает возможность нанести изображения на любые токопроводящие поверхности заготовки, в том числе имеющие малую толщину. Процесс выполняется без деформации детали, т. к. происходит пробой на фиксированную глубину материала.
Физические и химические основы электроэрозии
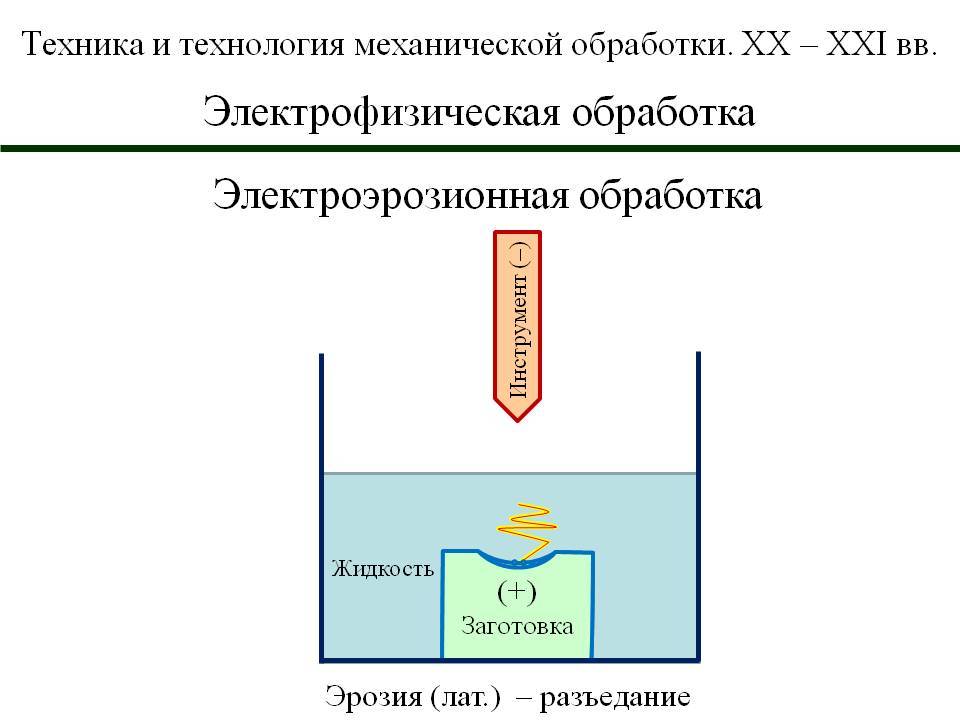
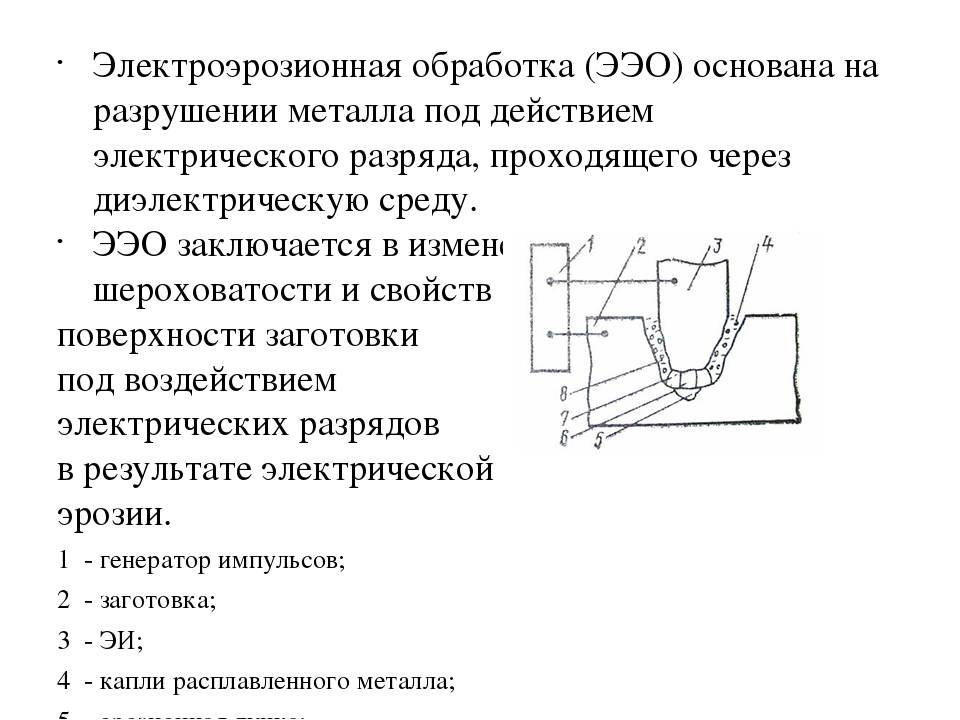
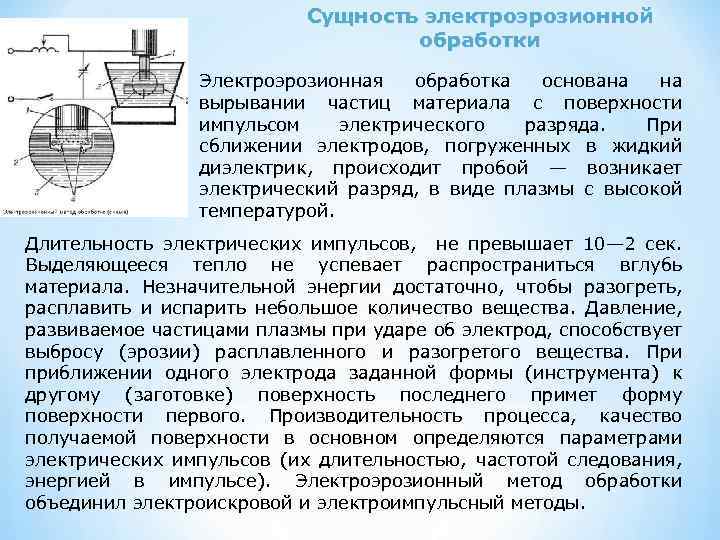
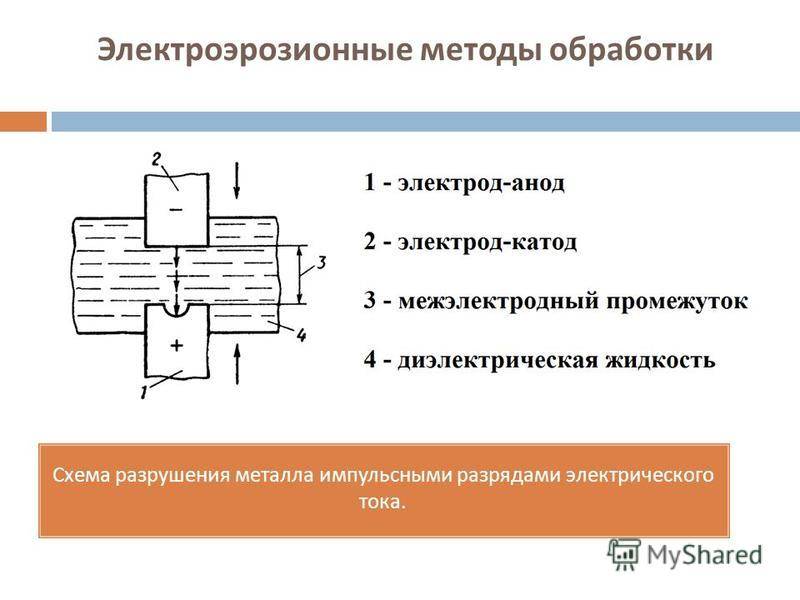
Электроэрозионная обработка (ЭЭО) — это технология, которая позволяет разрушать поверхность металлических изделий с помощью электрических разрядов. Явление электрической эрозии основано на разрушении электродов под действием электрического тока, пропускаемого через электроды. Технология была изобретена советскими инженерами и учеными Б. Лазаренко и Н. Лазаренко в 1943 году.
Технология электроэрозии позволяет изменить размеры, форму металлических деталей — ее можно использовать для создания отверстий, для шлифовки, для обработки фасонных полостей, для создания углублений и так далее. Технология является очень точной и надежной, что позволяет использовать для высокоточной обработки металлов.
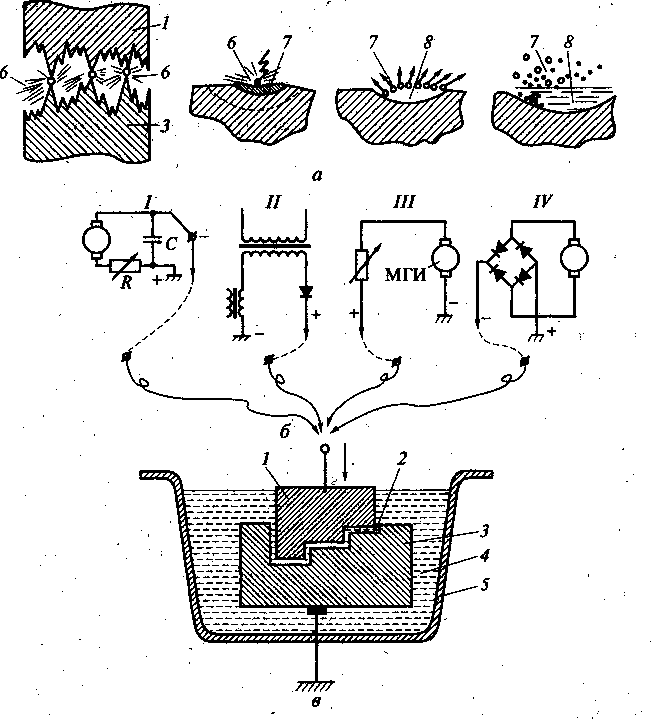
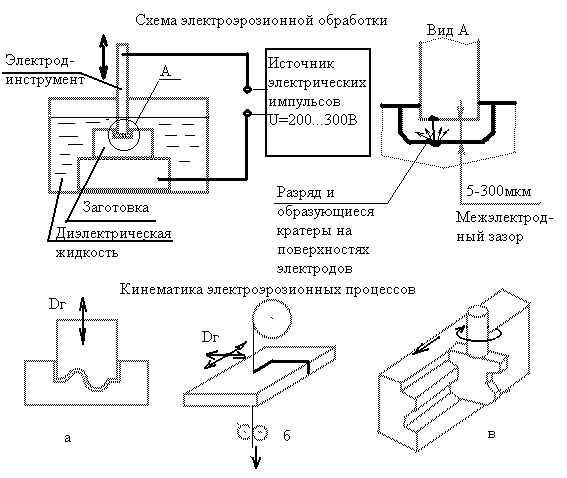
На физическом уровне ЭЭО выглядит так:
- Для электрической эрозии применяются станки, которые имеет приблизительно одинаковую конструкцию. Главным их элементом является обрабатывающий инструмент-электрод, который выступает в роли резака. Вторым важным элементом является сама обрабатываемая деталь. Третий элемент — источник постоянного тока, к которому подключаются электрод и обрабатываемая деталь.
- Чтобы избежать перегрева деталей, обработка выполняется в жидкой среде. В качестве жидкости выступают диэлектрики, которые плохо проводят ток (керосин, минеральное масло). Для удобства работы станок может оборудоваться дополнительными деталями (реостаты, конденсаторы и другие). Большинство современных станков также оборудованы электронной панелью управления.
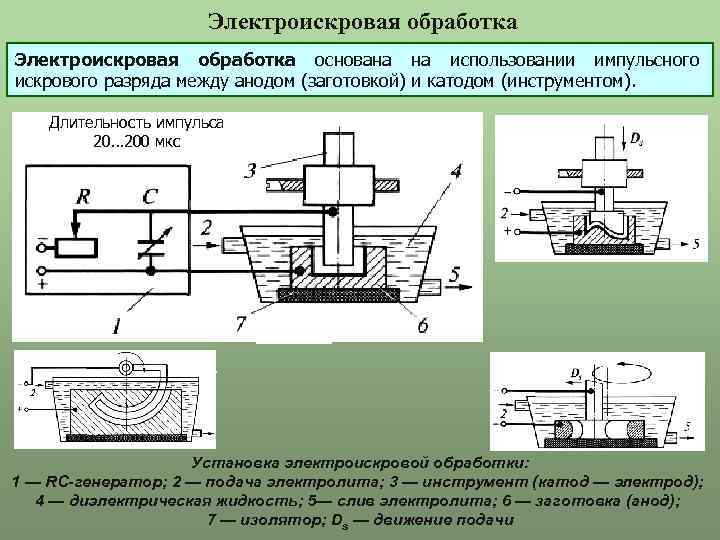
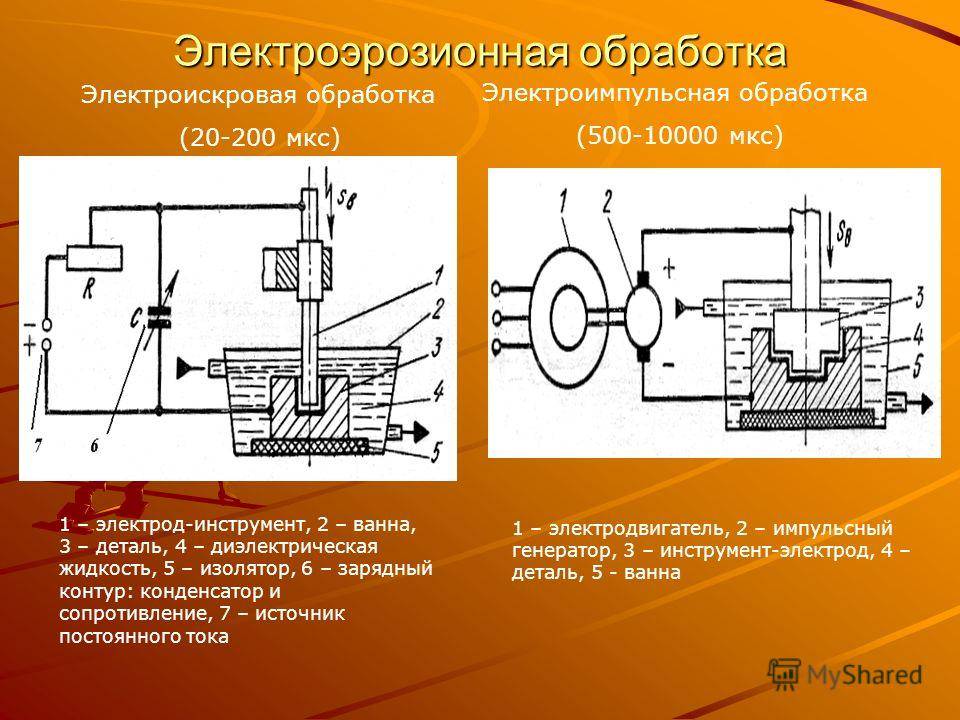
- Установка может работать в двух режимах — электроискровой и электроимпульсный. В случае электроискрового режима ток подается таким образом, что электрод выступает в роли минус-катода, а сама деталь — плюс-анода. Во время работы электрод генерирует электрическую дугу, которая ионизирует поверхность металлической заготовки. Ионы имеют очень высокую температуру, что приводит к расплавлению металла с образованием небольшой лунки. Чтобы не расплавить электрод-катод, электричество подается короткими импульсами. Длительность подачи электричества для генерации 1 импульса — 0,001 секунд. Во время электроискровой обработки срезается небольшое количество металла, поэтому эту технологию используют для финальной обработки заготовки.
- В случае электроимпульсного режима работы меняется электрическая полярность. На электрод подается положительный ток, а на деталь — отрицательный. Это также приводит к образованию ионизированной плазмы, которая прожигает металл с образованием лунки-углубления. Однако из-за особенностей кристаллической решетки металлов генерируется более мощный поток ионов, поэтому электроимпульсный режим мощнее электроискрового в 10-11 раз. Чтобы защитить электрод от расплавления, ток подается небольшими порциями, где длительность подачи 1 импульса составляет 0,001 секунд. Электроимпульсный режим из-за повышенной мощности используется для черновой обработки, а также для резки сверхпрочных металлических сплавов.

Частички металла, которые срезаются ионным потоком, попадают в жидкость-диэлектрик. Они не растворяются, а находятся в диэлектрике в виде мелкой взвеси. Сперва частички обладают очень высокой температурой, однако при контакте с жидкостью они быстро остывают, достигая температуры окружающей среды. После проведения работ не рекомендуется использовать «раствор» по прямому назначению, поскольку металлическая взвесь может ухудшать технические свойства эксплуатируемого прибора.
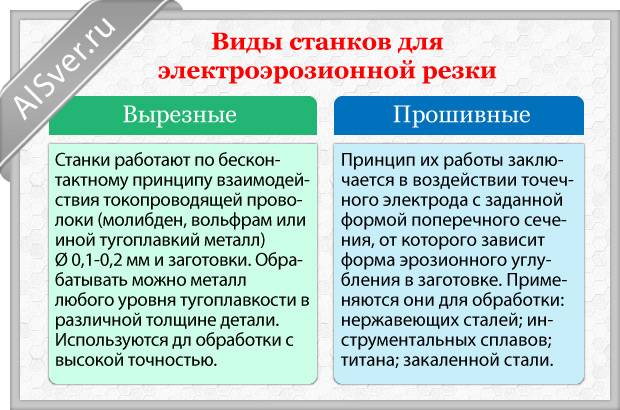
Электроэрозионные прошивные станки
Электроконтактная прошивочная обработка металлов заключается в воздействии точечного электрода с заданной формой поперечного сечения, от которого зависит форма эрозионного углубления в заготовке. Применяются они для обработки:
- нержавеющих сталей;
- инструментальных сплавов;
- титана;
- закаленной стали.
Но работать могут со всеми видами токопроводящих материалов, когда требуется изготовление отверстий или углублений большой глубины с минимальным диаметром и точной геометрией сечения.
Одной из самых сложных операций прошивочного станка является изготовление резьбовых отверстий в тугоплавких материалах высокой прочности. В этом случае используются только станки с ЧПУ. Электрод из тонкой проволоки заводится внутрь отверстия и перемещается в продольном и поперечном направлении (по осям X,Y, с одновременным перемещением по оси Z). Получается отверстие со сложной конфигурацией стенки, резьбовой или иного профиля.
Электроконтактная обработка позволяет получать высокоточные оттиски штампов, пресс-форм или иных малогабаритных деталей. В этом случае электрод является миниатюрной копией требуемого изделия, изготовленной из меди или графита. В зависимости от полярности соединения на заготовке получаются четкие углубления или не менее четкие выступы. Такие электроэрозионные станки производятся как в стационарном, так и в настольном исполнении (например, G11 ARAMIS (Чехия)).
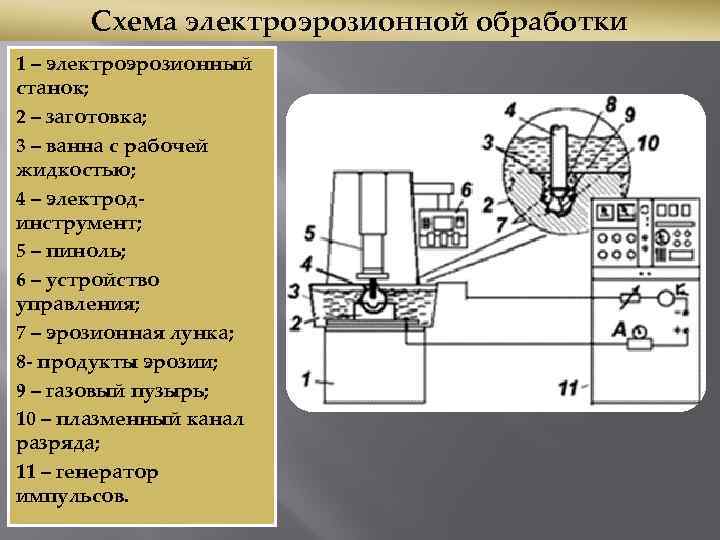
Принцип работы станков электроэрозионного типа
Несмотря на разницу в конструктивном исполнении оборудования и реализуемых способах электроэрозионной обработки, принцип функционирования остается одинаковым.
Условно процесс можно разделить на два технологических этапа.
Первый. Под воздействием импульсных разрядов, поступающих «по плазменному каналу» (10), разрушается структура образца (2) на данном участке. Они появляются в определенный момент при сближении электрода (4), являющимся рабочим инструментом станка, с деталью. Электрическая энергия преобразуется в тепловую, и как результат – расплавление металла (сплава) на требуемом по ТУ участке.
Второй. Так как и деталь, и электрод погружены в емкость со спец/составом (чаще всего это масло), металл частично испаряется от высокой температуры, а остатки расплава удаляются из рабочей зоны.
В зависимости от реализуемого способа обработки и инженерного решения в конструкции станка, параметры импульсов, технология их генерирования и ряд других факторов в различных моделях электроэрозионных установок могут отличаться. Но принцип работы оборудования остается прежним.
Приложенное напряжение «пробивает» зазор между электродом и «болванкой», в результате чего возникает так называемый «плазменный канал», характеризующийся высокой температурой. У основания этого «столба» появляется расплав металла, который удаляется из рабочей зоны.
В принципе, такую «чудо-машину», как электроэрозионный станок, можно изготовить самостоятельно. Но кажущаяся простота сборки обманчива. Прежде чем приниматься за работу, следует оценить свои силы. Главная сложность, с которой столкнется «домашний умелец» – монтаж (а перед этим точный расчет параметров) искрового генератора
Кроме того, эксплуатация данного станка требует особой осторожности, так как емкость с маслом в любой момент может воспламениться
Автор не ставит целью отговорить читателя от самостоятельного изготовления бытового электроэрозионного станка, но обратить внимание на ряд моментов просто обязан
Возможности электроэрозионного оборудования
Спектр использования электроэрозионных станков действительно огромен. Из основных технологических операций можно выделить:
- получение отверстий (глухих проемов, углублений) самой сложной конфигурации, при необходимости, с резьбой;
- выборка материала на любую глубину с внутренних поверхностей образцов;
- выполнение операций, которые невозможно или экономически нецелесообразно проводить на других типах станков (фрезерных, токарных);
- изготовление деталей из материалов, трудно поддающихся обработке традиционными инструментами (например, титан и сплавы на его основе).
Способы обработки
Перечислим основные способы электроэрозионной обработки:
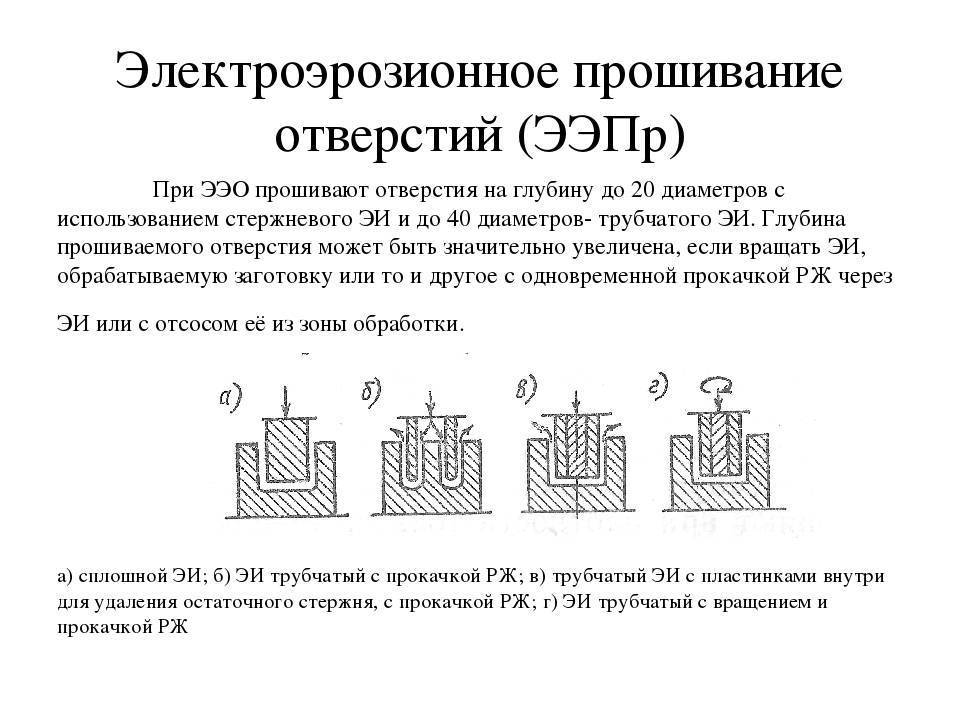
- Создание отверстий. Пучок плазмы позволяет создать очень глубокие отверстия в металлической поверхности (от 20 до 40 диаметров в зависимости от типа электрода). Увеличить глубину отверстия можно за счет кручения детали, перемещения электрода, использования нестандартного вспомогательного оборудования. Средняя скорость сверления составляет 0,1-1 миллиметр в секунду.
- Резка металлические объектов. С помощью плазменного пучка можно разрезать заготовку на любое количество частей. Глубина резки практически не имеет ограничений по глубине — стандартная глубина составляет 20-40 диаметров, однако ее можно увеличить за счет применения нестандартных электродов и вращения заготовки. Средняя скорость резки — 0,1-0,5 миллиметров в секунду.
- Вырезание деталей. С помощью технологии ЭЭО можно вырезать объекты любой формы. Эта технология широко применяется для резки драгоценных камней для создания необычных украшений. Также ее применяют для производства фасонных резцов, матриц, пуансонов и других объектов.
- Шлифование, легирование. Технологию ЭЭО можно выполнять для выравнивания шероховатых поверхностей, а также для устранения внешних дефектов. Шлифовка выполняется точечным методом с помощью электрода, поэтому ЭЭО-легирование не рекомендуется использовать для работы с большими поверхностями. Однако эта технология может применяться для работы с деталями сложной формы, для устранения дефектов на поверхности магнитных сплавов. Средняя скорость шлифовки — 4-5 квадратных миллиметров в секунду.

ЭЭО-технику можно также применять для маркирования металлов и создание надписей на их поверхности. Для маркировки могут использоваться любые символы — буквы, цифры, специальные обозначения. Де-факто маркировка представляет собой создание несквозных отверстий, а нанести код можно на любой участок металлической детали. Средняя производительность ЭЭО-оборудования составляет 4-10 миллиметров в секунду, что является хорошим показателем для техники такого класса.





Принцип работы
предварительно подготовить детали
Нужно отметить, что важнейшим элементом в схеме, необходимой для выполнения электроэрозионной обработки, является электрод, который должен иметь достаточную эрозионную стойкость. В этом случае в качестве электрода можно использовать такие металлы, как:
- графит;
- медь;
- вольфрам;
- алюминий;
- латунь.

Довольно часто, чтобы обработать металл, применяют электроискровой и электроимпульсный методы. Также встречаются электроконтактный и анодно-механический способы.
Если для деталей из металла потребуется черновая обработка, то обычно применяют электроимпульсную схему. При этом во время работ температура вырабатываемых импульсов может достигать 5 000 градусов. Это увеличивает такой параметр, как производительность.
Если требуется обработать заготовки с небольшими размерами и габаритами, то в основном используется электроискровой способ.
Электроконтактная обработка применяется при работе со сплавами, осуществляемой в жидкой среде. Необходимо отметить, что приобретенные свойства металла после такого воздействия могут по-разному отразиться на эксплуатационных характеристиках деталей.
Практически всегда из-за воздействия токов и высоких температур у обрабатываемых деталей очень сильно повышается прочность, а в самой структуре сохраняется мягкость.
Виды используемого оборудования
применяемый для проведения механической обработки инструмент
Промышленные предприятия для электроэрозионной обработки металла применяют специальное оборудование, такое как:
- проволочно- электроэрозионное;
- копировально-прошивочное.
Если возникает необходимость изготовить детали со сложной формой и пресс-формы, а также для производства некоторых материалов с высокой точностью обработки, применяют проволочно- электроэрозионные агрегаты. Чаще всего такое оборудование используется для изготовления различных деталей для электроники, самолетов, и даже космической сферы.
Копировально-прошивочные агрегаты в основном применяются для серийного и массового производства деталей. Благодаря таким станкам получаются довольно точные сквозные контуры и мелкие отверстия, что с успехом используется при изготовлении сеток и штампов в инструментальной промышленной сфере. Такое оборудование подбирают, ориентируясь на поставленные цели и финансовую окупаемость. Электроэрозионная обработка металла считается сложным и довольно трудоемким рабочим процессом.
Выполняя электроэрозионную обработку, не стоит забывать о технике безопасности и использовании спецодежды.
Преимущества электроэрозионной обработки
Такие работы должны осуществляться только на специальном оборудовании под обязательным присмотром квалифицированного специалиста, имеющего соответствующий допуск. Хотя такой способ делает заготовку более точной и качественной, промышленные предприятия предпочитают применять механическую обработку металла.
Поэтому необходимо отметить основные достоинства электроэрозионного воздействия на разнообразные виды заготовок.
Используя такой метод, практически всегда удается добиться самого высокого качества поверхности металла, в результате чего она становится максимально точной и однородной. При этом полностью исключается необходимость проведения финишной обработки. Также этот метод гарантирует получение на выходе поверхности разнообразной структуры.
Также к достоинствам электроэрозионной обработки металла относят возможность осуществлять работу с поверхностью любой твердости.

при таком методе не возникает никакой механической нагрузки
Также к преимуществам такого процесса относят полное отсутствие шума при работе на специальном оборудовании.
Конечно, есть и недостатки при электроэрозионном воздействии на деталь из металла, но на ее эксплуатационных свойствах сказываются они несущественно.
Технология обработки
Чтобы до конца выяснить все преимущества электроэрозионной обработки и понять принцип воздействия на металлическую заготовку, следует более подробно рассмотреть следующий пример.
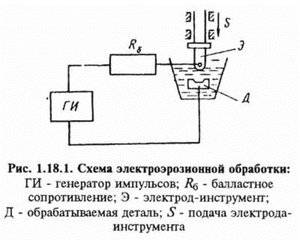
Итак, простая электроэрозионная схема должна обязательно состоять из следующих элементов:
- электрод;
- конденсатор;
- емкость для рабочей среды;
- реостат;
- источник, обеспечивающий электропитание.
Питание этой схемы обеспечивается напряжением импульсного типа, которое должно иметь разную полярность. Благодаря этому можно получить электроискровый и электроимпульсный режимы, которые требуются для работы.

начинает очень быстро нагреваться до температуры кипения
Самодельные электроэрозионные станки
Мы уже упоминали, что в Сети можно обнаружить множество мануалов, как изготовить станки проволочной резки самостоятельно. На самом деле даже собранный своими руками станок — сложное устройство, состоящее из станины, генератора, рабочего стола, ванны для диэлектрика и блока прокачки.
Кроме того, в станке должны размещаться и успешно функционировать системы подачи проволоки, управления, запуска, установки и, конечно же, управления электродом. На самодельном устройстве качественная обработка металла абсолютно не гарантирована. Не лучше ли сэкономить время, нервные клетки и заказать электроэрозионную обработку, цена на которую так невысока.
На каком оборудовании и какие заказы делаются
Существует два вида станков для обработки металла электроэрозией:
- Проволочно-электроэрозионный
- Прошивной
Компания «ПрофТехСтандарт» располагает 4 электроэрозионными проволочно–вырезными станками серии DK77, электроэрозионным копировально-прошивным станком серии DK71 и электроэрозионной супер-дрелью серии DK703 , благодаря данному технопарку мы можем гарантировать и обеспечить оперативное изготовление деталей в кратчайшие сроки.
Электроэрозионная супер-дрель серии DK703
Электроэрозионная супер-дрель серии DK77
Электроэрозионный проволочно-вырезной станок серии DK77
Преимущества резки металла проволокой
- Высокая точность обработки;
- Возможность прожига отверстий диаметром всего несколько десяток;
- Можно работать с любыми материалами, пропускающими электроток;
- Ровный срез, не нуждающийся в дополнительной работе;
- Глубина разреза до 500 мм;
- Качество кромок превосходит фрезерную обработку
Электрическая эрозия уменьшает потери металла, который при других способах раскроя выжигается. Благодаря меньшей ширине реза можно увеличить плотность компоновки деталей в заготовке. Это увеличивает их выход, снижает количество отходов.





![Электроэрозионная обработка металлов [описание, технология]](https://stankotk.ru/wp-content/uploads/3/d/5/3d548cc73627440fabe9fffe36b52c72.webp)
В процессе разрезания металла образуется меньше вредных газов, чем при лазерном, газовом или плазменном варианте. Это позволяет обойтись менее производительной системой вентиляции.
Недостатком электроэрозионного метода считается меньшая производительность, чем у других способов.
Проволочно-вырезной станок
Это станочное оборудование используется в целях контурной обработки изделий с высокими точностными показателями и низкой шероховатостью поверхности. Воздействие на обрабатываемую деталь происходит электродом в виде проволоки из молибдена диаметром 0,18 мм. Затраты на работу этого оборудования довольно низкие, так как сама проволока используется много раз. Традиционный электроэрозионный проволочно-вырезной станок, который не может использовать проволоку многократно, существенно проигрывает в себестоимости аналогичных рабочих операций.
Роль электролита в рабочей зоне станка играет охлаждающая жидкость, потоком которой вымываются эрозионные продукты и которая защищает обработанную поверхность детали от окисления воздухом. В качестве СОЖ используется водорастворимый концентрат специального состава.
Цена электроэрозионного копировального станка не очень высока по сравнению с аналогичными аппаратами традиционного типа, зато обслуживание его очень удобно за счёт использования блока ЧПУ. Чтобы обучить оператора основным приёмам работы на нём, потребуется не более двух дней.
С помощью этого станка можно изготавливать:
- различные пресс-формы;
- штампы;
- зубчатые колёса;
- шлицевые отверстия;
- шпоночные пазы;
- выемки сложного профиля с глубиной до 20 см.
На рисунке выше показан высокоскоростной электроэрозионный вырезной станок с ЧПУ, который относится к струйному типу и применяется для контурной обработки деталей. Станки такого вида могут использоваться и в мастерских небольшого предприятия со штучным изготовлением изделий, и на крупных предприятиях в серийном производстве. Электроэрозионный проволочный станок DK 7720 в настоящее время можно купить за 850 тыс. рублей.
Электроэрозионная обработка – металл
Электроэрозионная обработка металлов основана главным образом на тепловом действии импульсов электрического тока, подводимого непосредственно к инструменту и заготовке. Разновидностью электроэрозионной обработки является упрочнение и нанесение специальных покрытий, при которых изменяется структура металла и качество поверхностного слоя.
Электроэрозионная обработка металлов заключается в многократном воздействии на обрабатываемое ( изготавливаемое) изделие электродуговыми разрядами.
Электроэрозионная обработка металлов свободна от целого ряда органических недостатков, присущих механическому резанию. В случае электроискровой обработки полностью отпадает незыблемое условие механической обработки металлов – более высокая твердость инструмента по сравнению с обрабатываемым материалом.
Применяют электроэрозионную обработку металлов при изготовлении штампов сложных профилей. Кроме того, электроэрозионная обработка широко применяется для извлечения из деталей сломанных сверл, метчиков, разверток и других режущих инструментов и каленых деталей.
В основе электроэрозионной обработки металлов лежит принцип теплового действия электрического тока. Электрическая анергия, подводимая к электродам, одним из которых является обрабатываемая деталь, а другим – инструмент, преобразуется в основном в тепловую энергию, расходуемую на плавление и испарение элементарных объемов материалов.
На процесс электроэрозионной обработки металлов оказывает существенное влияние среда, в которой протекает процесс прошивки. В качестве рабочей среды применяют минеральное масло, керосин или смесь керосина с минеральным маслом.
Для осуществления размерной электроэрозионной обработки металлов необходимо выполнение следующих трех рсновных условий.
В настоящее время электроэрозионная обработка металлов проводится в основном следующими способами: электроискровым, электроимпульсным, электроконтактным и анодно-механическнм. Одной из последних моделей станков, использующих, в частности, анодно-механическин метод, является модель полуавтомата для изготовления фасонных резцов, армированных твердыми сплавами. В данной конструкции в качестве катода использован профилированный чугунный диск. Анод подключен к заготовке резца. Питание осуществляется от источника постоянного тока напряжением 24 в. В зону контакта между заготовкой резца и диском через специальное сопло подается электролит. Ввиду эрозионного разрушения очередных гребешков происходит обработка заготовки; производительность станка от 50 до 800 мм / мин, в зависимости от физических свойств обрабатываемого материала и электрических параметров схемы станка.
| Схема дуговой печи.| Схема дуговой печи. |
К прогрессивным методам электротехнологии относится электроэрозионная обработка металлов, в которой используется эффект эрозии ( разрушения) материалов электродов при возникновении разрядов в газообразных и жидких средах. При искровых разрядах между электродами в небольшом локальном объеме выделяется энергия и происходит расплавление и частичное испарение металла. Расплавленные частички металла под действием электрического поля выбрасываются в межэлсктродиый промежуток.
| Пример неволь эовання формы из легкоплавкого сплава для изготовления коронки зубе с пластмассовой облицовкой. A lj I – форма. 1 – элеитро – осажденная копия ( коронка из никеля. 3 – пластмасса.| Сотовое изделие, полученное с использованием выплавляемой формы. |
Медные электроды – инструмент для электроэрозионной обработки металлов – изготовляют с использованием форм из оловянного сплава. После наращивания меди сплав выплавляют в ванне с силиконовым маслом н используют для отливки форм.
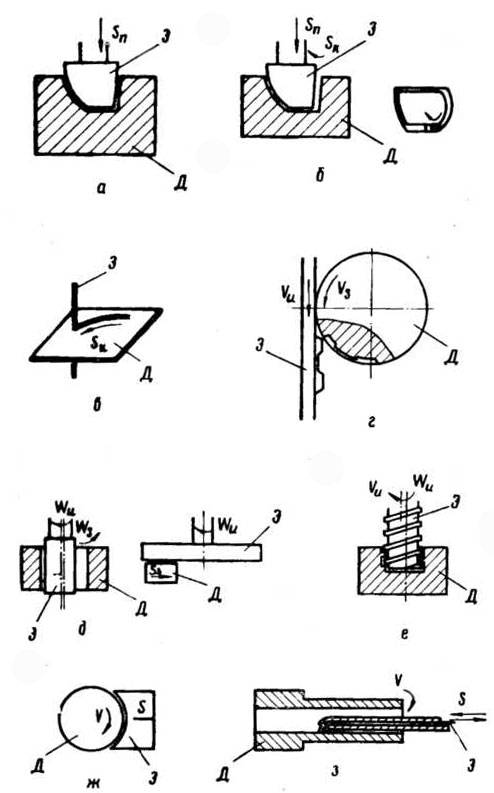
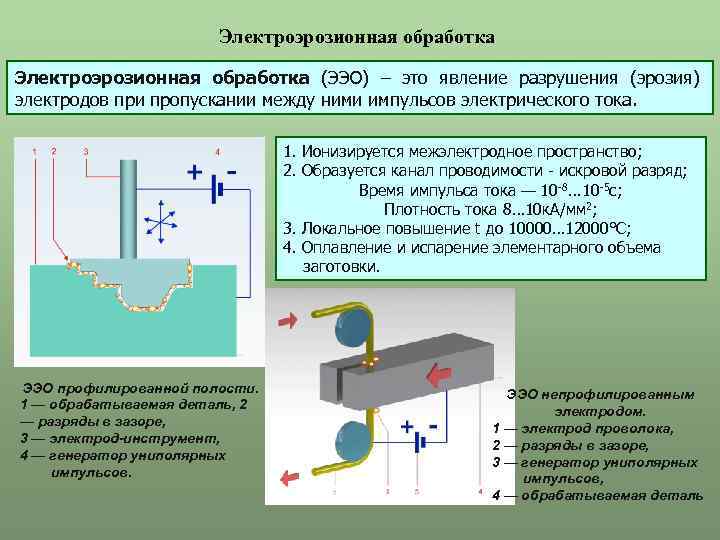
Существует два технологических способа осуществления электроэрозионной обработки металлов: профилированным и непрофилированным электродами-инструментами. В первом случае обработка происходит при поступательном – движении профилированного электрода-инструмента, внедряющегося в заготовку по мере удаления, металла под воздействием импульсов электрической энергии.
Новая отрасль электротехники и металлообработки – электроэрозионная обработка металлов, предложенная и Н. И. Лазаренко в начале 1943 г., основана на использовании явления электрической эрозии в импульсном разряде.
| Униполярный генератор. |
Преимущества и недостатки
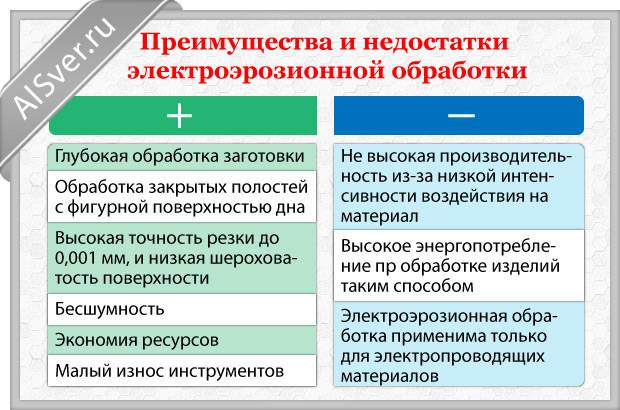
Любой метод имеет свои сильные и слабые стороны. Основные достоинства технологии:
- Произвольная форма инструмента, возможность исполнения закрытых каналов и полостей.
- Позволяет работать с любым материалом-проводником.
- Высокая степень автоматизации, малая вероятность брака из-за человеческого фактора.
- Точность обработки и повышенное качество получаемой поверхности в сравнении с механическим способом.
При всех своих достоинствах метод имеет и весьма серьезные недостатки. Два основных минуса таковы:
- Низкая скорость электроэрозионной обработки. В современных станках скорость движения инструмента не превышает 10 мм в секунду.
- Очень большое потребление электроэнергии.
По совокупности параметров электроэрозия превосходит многие традиционные методы металлообработки, а в некоторых случаях не имеет альтернативы. На сегодня сфера использования электроэрозии весьма обширна.
Возможности оборудования
Применение электроэрозионного оборудования является более эффективным, чем механические традиционные виды обработки материалов. Широкие возможности прецизионной обработки сверхтвердых сплавов и высокая вариативность инструментов позволяют изготавливать детали на уровне качества и сложности, недоступном для традиционных механических станков.
Электроэрозионные станки позволяют производить обработку деталей с минимальными внутренними радиусами, изготавливать высокоточные штампы без дальнейшей чистовой подгонки. Исчезла необходимость проводить промежуточные операции по термообработке заготовки, оборудование позволяет осуществлять подгонку и притирку сопряженных деталей.
Электроэрозионная резка проволокой позволяет производить разделение металлов высокой прочности и сложных контуров эффективнее, чем механические станки. Скорость обработки, параллельность линий реза по всей глубине обрабатываемой заготовки и высокая точность линии кромок делают электроэрозионные установки незаменимыми в работе со сверхтвердыми материалами.
Станки с ЧПУ обеспечивают высокую точность, скорость и производительность. Электроискровое упрочнение дает возможность увеличить твердость обрабатываемой поверхности детали, тем самым позволяет существенно повысить ее износостойкость уже после формирования и обработки.
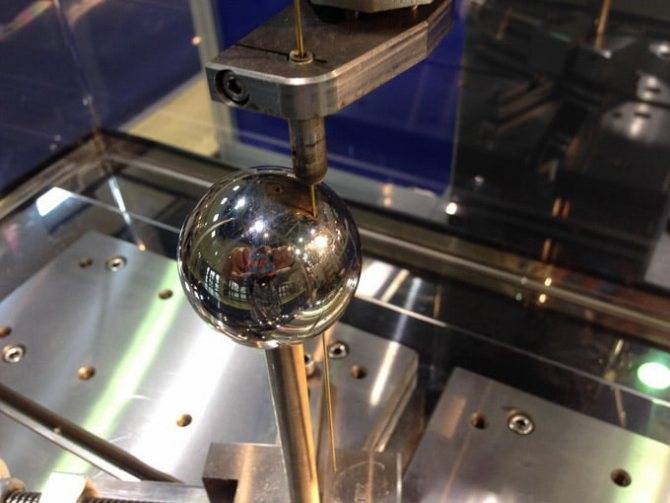
Принцип работы электроэрозионного станка
При ознакомлении с принципом работы подобного оборудования у многих возникает ассоциация с электродуговой сваркой. И это вполне логично. Ведь для протекания эрозионных процессов необходимо получить электрический разряд. С этой целью между электродами создается разница потенциалов. Одним из электродов при этом служит обрабатываемое изделие, а вторым – электрод станка.
Когда электрод приближается к заготовке на критическое расстояние, то происходит так называемый пробой. Иными словами, электроны совершают работу выхода и устремляются по воздуху к катоду (обрабатываемой заготовке).
Электроны, соударяясь с поверхностью обрабатываемого изделия, в считаные доли секунды разогревают его до невероятно больших температур (10 000 и более градусов по Цельсию). Температура плавления даже самых тугоплавких материалов в разы меньше. Таким образом, слой металла моментально испаряется, образуются углубления по форме рабочего инструмента электроэрозионного станка.