Доработки своими руками
Если говорить о высокой стоимости покупного листогиба, то это уже каждому свое. Ведь здесь немаловажен вопрос эргономичности. Например, более дешевые версии станков наверняка не имеют широкое разнообразие, да еще и качественных комплектующих, при помощи которых вальцовка, резка, угловой контроль будут произведены намного эффективнее. В то же время, лишь из-за классного роликового ножика приобрести слишком дорогущий листогиб, также не имеет смысла.
- Винтовые и поршневые компрессоры — рекомендации мастеров по их выбору и использованию
- ЗD заборы под ключ
- Пожарно-технический минимум
Впрочем, для профессионала в этом вопросе станок является базой, принадлежащей доработке в обязательном порядке. Ту же балку, станину, шарниры воспроизводить самостоятельно довольно сложно. А ведь можно отлично облегчить работу! А станки, как правило, необходимы для проведения таких работ:
- Ускорения и автоматизации работы
- Усиления конструкции, поскольку мощность взрастает
- Повышения уровня безопасности, а также улучшения трудовых условий
Что же касается каких-то доработок, то они бывают ой, какими разными, начиная от того, чтобы расширить стол подачи и глубину захвата и, заканчивая тотальным изменение всей работы, а также переделывания принципа работы всего ручного привода.
Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.
При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.
В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
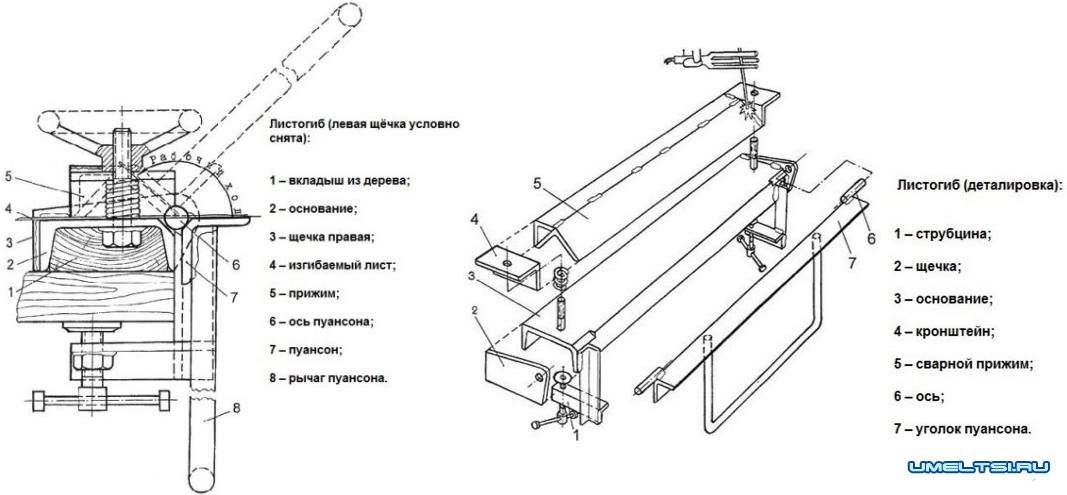
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.
С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Особенности
Листогиб гидравлический подходит для производства изделий с обширной степенью изгиба, а также для получения деталей полукруглой и конусной формы. Устройства подобного типа не имеют плавной регулировки и высокой мощности, поэтому они не всегда удобны при работе с цветными металлами и заготовками из тонколистного материала.

Среди разновидностей листогибов стоит выделить кривошипное оборудование, в основе которого находится электродвигатель с приводом, обеспечивающим движение матрицы в результате вращения вала. Управляется подобная аппаратура рычагом или педалями, настройка может быть как программной, так и ручной.
Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.
Пошаговая инструкция по изготовлению
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.







Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
Факторы, определяющие конструктивное решение листогибочного оборудования
Как уже отмечалось, устройства для гибки листового металла могут иметь ручной или электромеханический привод. Оптимальный выбор будет зависеть от следующих обстоятельств:
- от условий, в которых будет размещаться листогибочные агрегат (площадь, наличие/отсутствие энергоснабжения, возможность монтажа мобильного устройства, способного к переустановке на новое место эксплуатации);
- от финансовых, а также технических возможностей для заказа и приобретения рабочего инструмента (ножей, пуансонов, матриц, упоров). Например, сегментный листогиб потребует комплекта рабочего инструмента («пуансон-матрица», нож) в достаточном ассортименте. В противоположность ему роликовый листогиб способен деформировать различные заготовки одним и тем же комплектом рабочих роликов. Учитывая, что в техническом смысле листогибочная оснастка весьма сложна в изготовлении, и требует применения качественных инструментальных сталей (У12А, ХВГ, 9ХС), затраты на инструмент будут весьма заметными;
- от вида выпускаемой продукции. В частности, если технические возможности и устройство листогиба более всего соответствуют требованиям кровельного производства, то несомненное преимущество получают ручные станки, изготовление которых можно наладить на собственной ремонтной базе предприятия. То же самое относится к электромеханическим листогибам. В проходных агрегатах непрерывного действия, где необходимы также отрезные ножи, будут заинтересованы прежде всего производители профилированного настила.
Виды современных листогибочных прессов
Оборудование предназначено для работы с разными металлами, а также материалами. Это специализированные станки, применяемые на производстве. Благодаря данному оборудованию осуществляется качественное, точное сгибание листов. Все подобные станки имеют свои технические характеристики. В последние годы все чаще используется несколько видов современного оборудования:
- Пневматический листогиб для листового металла работает с помощью специальных пневматических цилиндров, которые используют в качестве источника энергии давление воздуха. Для таких станков нужен подвод для сжатого кислорода и это сильно сужает область применения оборудования. Подобные станки применяются на производствах, где не требуются большие усилия.
- Гидравлический листогиб работает при помощи специальных гидроцилиндров, которые используют давление масла в качестве источника энергии. У этого оборудования есть ряд преимуществ, поэтому оно доминирует на производстве. Станки более безопасны, надежны и точны, нежели многие другие варианты прессов.
- Электромеханический листогиб – производственное оборудование, имеющее редуктор, приводную систему и электродвигатель. Станки имеют гибочные, прижимные балки, обладают повышенной износостойкостью.
- Листогиб электромагнитный для листового металла используется для листов из меди, алюминия и стали, толщина которых от 0,4 до 1,2 мм. На таких станках можно получать детали с очень сложной формой (узкие желоба и т.д.). Оборудование отличает точность в работе, глубина подачи без ограничений, низкая цена станков.
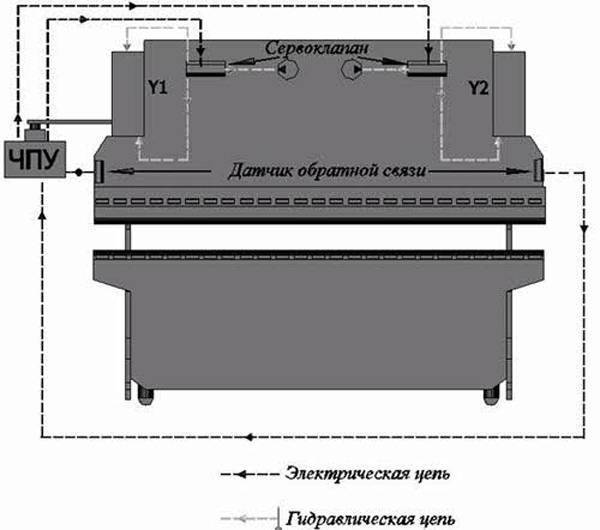
В последнее время наиболее востребованным стал гидравлический листогибочный пресс с ЧПУ (с числовым программным управлением). Он отличается эффективностью и высокой точностью выполнения работ.

Листогибы могут быть мобильными, а также стационарными. Они работают с помощью гидравлики. Стационарное оборудование устанавливается только на одном месте. Такие станки могут обрабатывать большое количество металла. Мобильные (или передвижные) варианты используются на различных объектах. Чаще всего гидравлический листогиб приобретается небольшими организациями. Мобильное и стационарное оборудование имеет автоматическую систему управления.
В перечне металлообрабатывающих станков сегментные листогибы представлены довольно широко. Этому способствует востребованность деталей разных размеров, сделанных путем сгибания или на универсальных станках.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
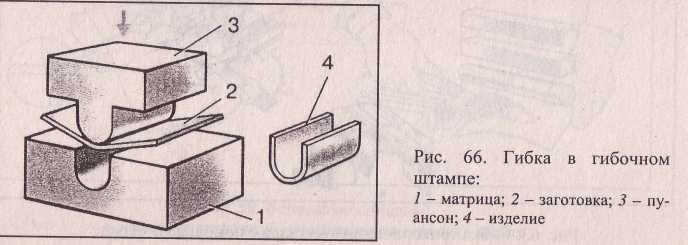
Гибка металла в гибочном штампе
После ее получения необходимо выполнить контрольно-измерительные операции. Эту работу выполняет или сменный мастер или сотрудник отдела технического контроля. Для выполнения этой операции необходимо использовать поверенный мерительный инструмент — линейку, рулетку, угломер и пр.
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
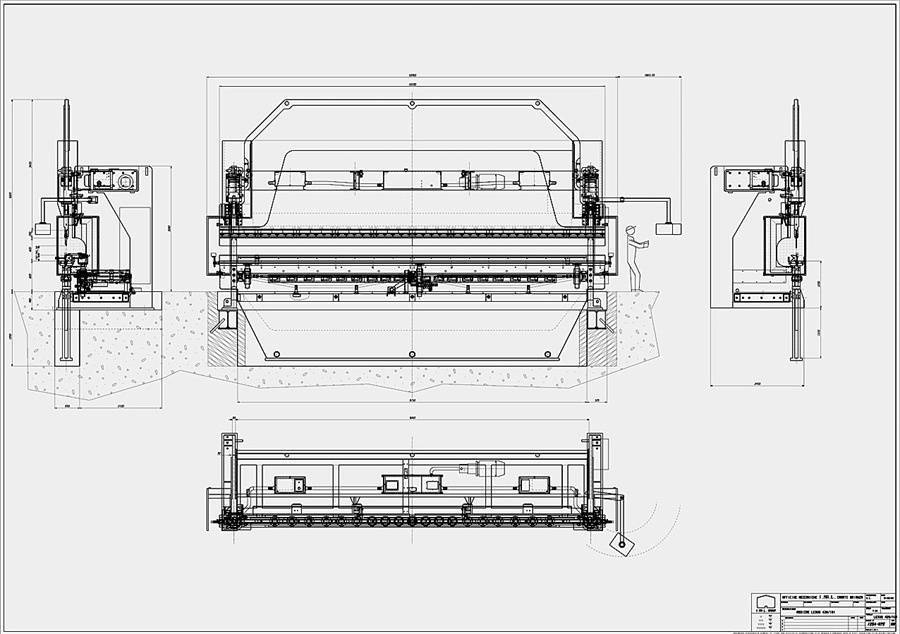
5 Обзор листогибочных прессов с числовым программным управлением
Гидравлические агрегаты для гибки металлов в наши дни оснащаются системами ЧПУ. Такое оборудование отличается особой точностью и эффективностью выполнения работ. На отечественном рынке представлены листогибочные станки многих известных производителей из Европы. О некоторых компаниях и их продукции мы расскажем немного подробнее.

Популярными считаются листогибы португальской марки Adira
, выпускаемые в городе Порту. Российские предприятия закупают оборудование серии РН
(модели 16060, 30060, 40070, 50070, 60060, 110080, 135070 и др.), которое снабжается двигателями разной мощности (от 15 до 110 кВт), скоростью гибки (от 6,5 до 10 мм/сек) и усилием прессования (от 160 до 2000 тонн). Все оно характеризуется далее приведенными эксплуатационными преимуществами:
- компактные размеры гидравлических станций;
- стабилизированная моноблочная прочная траверса;
- наличие двух сервоклапанов с автоматическим управлением;
- гидравлическая и электрическая защита от перегрузок;
- простая настройка показателя опускания траверсы и программирование всех без исключения величин технологического процесса;
- высокопроизводительные числовые цветные контроллеры с русификацией;
- мощный упор (задний) с четырьмя управляемыми осями.

Также хорошо известны агрегаты под брендом MetalMaster
(модели 2563К, HPJ-к 1340, 2580, 32200), имеющие много функциональных возможностей, надежную гидравлику, современную аппаратуру и конструкцию из термически обработанных сварных составляющих. Данные листогибы управляются числовым комплексом ESTUN
, позволяющим выполнять пошаговое программирование любого числа рабочих операций в дюймовой и метрической системе координат.
Современное заводское оборудование в большинстве случаев обязательно включает листогибочный пресс с ЧПУ: такие станки позволяют выполнять гибку металлических заготовок быстро, точно и с минимальными затратами, и временными, и финансовыми
Среди продукции, выпускаемой компаний DURMA (Турция), специалисты рекомендуют обратить внимание на прессы AD-R, отличающиеся универсальностью эксплуатации и высокой точностью выполнения операций
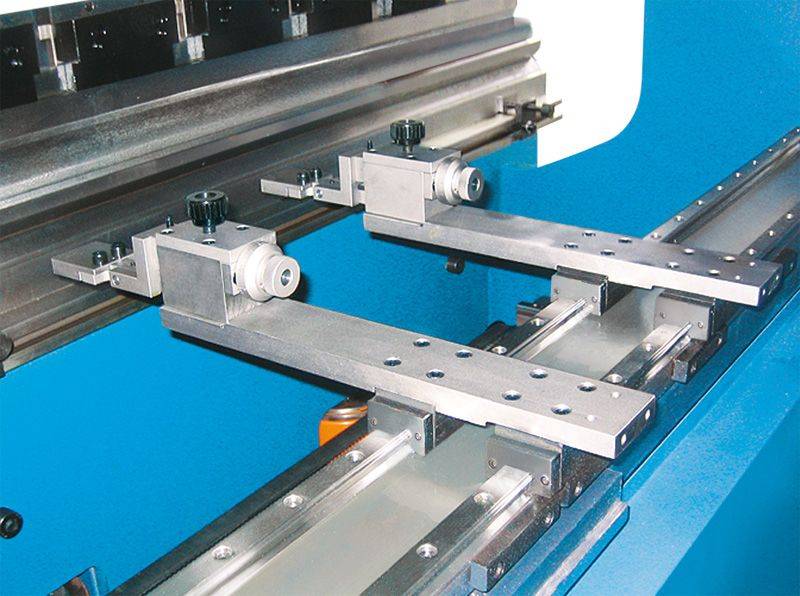
Конструкция и принцип работы
Механическая часть пресса состоит из следующих компонентов:
- станины, которая обеспечивает устойчивость станка, удерживает его от раскачивания;
- инструмента для гибки заготовок;
- сервомоторов, приводящих оборудование в движение;
- гидравлических приводов;
- направляющих для перемещения рабочего инструмента.
Также в конструкции предусмотрена защита оператора от травм:
- электронные датчики, которые в реальном времени определяют параметры работы станка;
- стальной щиток для исключения контакта заготовки с оператором при работе пресса;
- электронное регулирование положения детали на рабочем столе;
- индикатор, позволяющий контролировать процесс гибки.
В компьютерную программу станков с ЧПУ вносятся изменения на основе размеров рабочего инструмента, производится переналадка. Достаточно один раз выполнить настройку, а в дальнейшем достаточно только загружать нужные программы. Количество записанных программ зависит от объёма памяти.
Станины в оборудовании бывают следующих видов:
- С-образная. Используется для размещения различного оборудования, обслуживания пресса. Имеет широкую рабочую зону, за которой расположен карман. Конструкция не выдерживает перегрузок (деформируется).
- О-образная. Отличается высокой прочностью, стойкостью к перегрузкам. Готовые детали сложно доставать. Установка вспомогательного оборудования на неё невозможна.
Принцип работы следующий:
- В верхней части пресса крепят траверсу.
- При выполнении программы траверса перемещается вдоль вертикальных осей с заданной скоростью для гибки конкретного металла определённой толщины.
- При сближении с заготовкой скорость перемещения траверсы увеличивается до рабочей при помощи гидравлики. ЧПУ контролирует параметры датчиков и отвечает за весь процесс гибки.
- По достижению нижней точки траверса останавливается, остаётся некоторое время в такой позиции. Длительность сжатия позволяет придать окончательную форму заготовке.
- Начинается стадия декомпрессии: траверса перемещается вверх после прессовки. Скорость определяется технологическим процессом.
- После декомпрессии скорость передвижения пресса увеличивается до момента достижения верхней точки.
- Для снятия заготовки оборудование отключается. На автоматизированных линиях деталь снимается автоматически, а затем загружается новая заготовка.

Листогиб с ЧПУ
Импорт чертежей в станок
Для импорта чертежа в станок, на экране ЧПУ кликните на заголовок настройки, далее на закладку библиотека инструмента. В открывшемся окне кликните иконку «Переместить». Далее кликните иконку «Импорт». В появившемся проводнике укажите путь к нужному файлу, выделите его и подтвердите выбор.
Выбранный инструмент будет скопирован в пользовательский каталог. Параметры инструмента такие как высота, угол, радиус, сегмент пуансона с пяткой взяты непосредственно из чертежа. Усилие, группа, наименование, размеры сегментов сформированы из атрибутов, написанных в виде текста под чертежом.





Подготовка материалов и инструментов
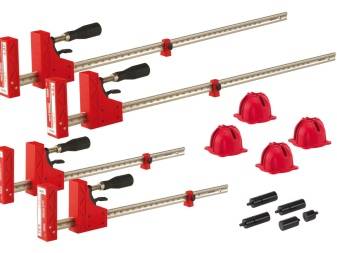
Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).



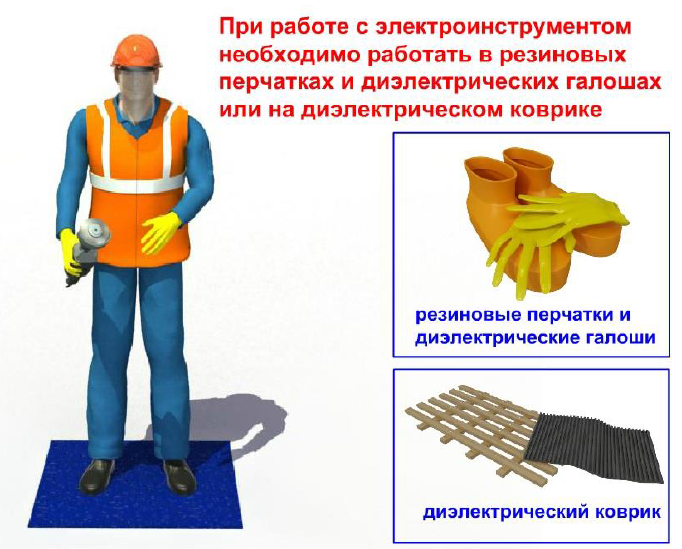
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
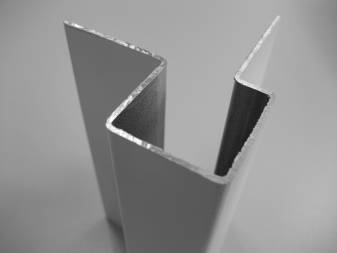
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).



Разновидности
Существует несколько вариантов исполнения, которые можно условно разделить на стационарные и передвижные, а также те, которые сделаны своими руками. По способу работы рассматриваемое оборудование можно разделить на следующие категории:
- поворотный вариант с гибочной балкой;
- четырехвалковый ротационный листогиб гидравлический;
- с пуансоном и матрицей.
Также можно провести классификацию по следующим признакам:
- страна, где собирается станок. Листогибы гидравлические российского поставщика или зарубежного, к примеру, когда страна импортер Китай;
- по типу подачи заготовки: ручной или автоматический. Своими руками можно создать оборудование с ручной подачей.
- по принципу введения информации: ручной или через ЧПУ. Система ЧПУ позволяет значительно улучшить качество гибки.
Ручные варианты исполнения чаще всего представлены в виде поворотной системы с гибочной балкой. Можно изготовить своими руками, используются для производства изделий на месте, где оно будет использовано. Гидравлические модели российского производства или варианты исполнения, которые поставляют Китай, зачастую имеют гидропривод. Представлены в виде поворотной системы с гибочной балкой. В конструкции может присутствовать электропривод для осуществления различных вспомогательных операций. Российского завода станки подобного типа чаще всего встречаются, нежели варианты, которые поставляет Китай. В продаже можно встретить листогибы гидравлические российского производства, или те, которые поставляет Китай или другой импортер. Китай, как правило, выпускает листогибы гидравлического или пневматического типа, зачастую, с ЧПУ.
Главные характеристики гибочных прессов
С тем, как выглядит гибочный гидравлический пресс, можно ознакомиться на https://www.abamet.ru/catalog/listoobrabatyvajushhie/listogibochnye-pressy-chpu/gidravlicheskie/. Независимо от вида оборудования и его комплектации любой листогиб характеризуется следующими основными эксплуатационными параметрами:
- величина усилия (влияет на толщину обрабатываемой листовой стали),
- рабочая длина,
- амплитуда траверсов (влияет на максимальный угол сгиба),
- скорость движения гибочных балок.
В качестве дополнительной оснастки в листогибочном оборудовании может применяться компенсационное устройство (предотвращает прогиб рабочей поверхности), устройства закрепления заготовки, датчики замера угла изгиба и пр.
Листогибы гидравлические
Гидравлический пресс SPEED-BEND PRO оснащен специальной гидравлической системой, позволяющей увеличить производительность. Отличное качество гибки и точная повторяемость последовательных гибов на прессе достигается за счет электронно-регулируемых гидроклапанов. После пуска пресса происходит его калибровка за счет автоматической индексации осей.
Главные особенности:
– Автоматическая настройка усилия гибки.
– Графический раскрой изготовляемой детали.
– Автоматический контроль позиций заднего упора согласно программе гибки.
– Установка последовательности гибки.
– Автоматический расчет рабочего хода в зависимости от заданного угла гибки.
– Контроль совместимости пуансона и матрицы с обрабатываемой деталью.
– Контроль наличия возможных столкновений механизмов пресса и обрабатываемого листа.
– Настройка рабочих скоростей.
– Полуавтоматический или автоматический режим работы.
– Коническая гибка.
Стандартная комплектация
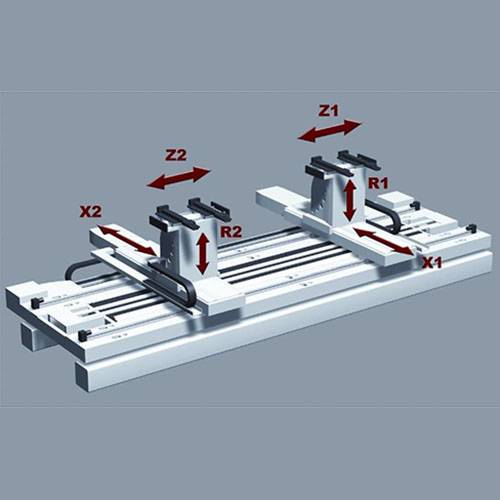
Оси У1+У2+X+R.
CYBELEC MODEVA 10, Цветное, с программным обеспечением CYCAD, PC1200 и LUCIA.
Delem DA66W 2D, цветное; Esa Kvara 200, цветное.
Задний упор с осями X+R, оснащенный винтовой шариковой парой, линейными направляющими и серводвигателем типа ACindramat.
Подлинная серво-гидравлическая система марки Bosh-Rexroth или Hoerbiger.
Ручная система бомбирования стола типа Wila Электрическая система с охлаждением марки Siemens, в соответствии с нормами безопасности CE.
Закаленная, отшлифованная, стандартная составная (835 мм) система пуансона и матрицы. 4-х ручьевая V-образная матрица с размерами 60*60.
Быстродействующая механическая система зажима пуансона типа Amada Promecam.
Эргономичная и подвижная панель управления, со всеми смонтированными кнопками.
Задний защитный световой экран (категория 4).
Линейные датчики для контроля синхронизированного движения осей Y1+Y2 с точностью 0,01 мм · педальное управление.
Передний суппорт с Т-образным пазом и мм-вой линейкой · глубина зева – 400 мм.
Дополнительная комплектация
CYBELEC MODEVA 15 3d, MODEVA 12 3d, DELEM 69 w 3d.
Оси Z1+Z2,oси X1+X2,oси R1+R2.
Mоторизованная система бомбирования матрицы типа Wila, управляемая устройством DNC в зависимости от усилия гибки.
Передняя световая система защиты.
Передняя лазерная система защиты.
Лазерная система изменения угла гибки.
Пневматическая система зажима пуансона.
Гидравличесстема зажима пуансона и матрицы.
Передний суппорт, управляемый от устройства с ЧПУ (оси АР3+АР4).
Передний суппорт на подшипниковых опорах (Slidingarms) · маслоохладитель.
Автоматическая система смазки направляющих.
Глубина зева 500-600 мм или 750 мм.
Специальные пуансоны и матрицы.
Разновидность программного обеспечения: Delem VBend VDXF modul, VDraw modul.