Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.

Устройство трехвалковых вальцов ручного типа
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.

Схема работы валков
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.

Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.

Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Виды листогибов
Гибочные станки разделяют по разным факторам. Зависимо от типа привода, можно выделить такие виды оборудования:
- Ручные — модели, устанавливаемые в частных мастерских, на предприятиях. Состоят из прижимной пластины, рабочего стола, гибочного механизма, который работает после передачи усилия человека через специальные ручки. Для работы с оборудованием не нужно обладать дополнительными навыками.
- Механические — конструкции, которые состоят из маховика, подвижного вала, прижимных пластин. Чтобы согнуть заготовку, необходимо раскрутить маховик.
- Гидравлические — система, работающая с помощью жидкости. Под давлением она начинает воздействовать на гидроцилиндр, который сгибает лист.
- Электромеханические — состоит из электродвигателя, который с помощью ремней и набора шестерней передаёт усилие на прижимную планку, подвижный механизм. Позволяют сгибать заготовки большой толщины.
- Пневматические — механизмы, работающие с помощью пневмоцилиндров.
- Электромагнитные — современное оборудование, на котором устанавливаются электромагниты большой мощности. После включения станка они начинают передвигать сгибающую планку до заданного угла.
К отдельной группе стоит отнести компактные модели листогибов. Они могут использоваться на строительной площадке. Минус — недостаточная величина и мощность, что не позволяет сгибать листы больших размеров и толщины.
Ручной листогибочный станок
Виды вальцовочных машин
трехвальцовый станок с электроприводом и пультом управления
Вальцовочные механизмы используются в основном на средних и крупных производствах. В мелких мастерских их роль успешно выполняют ручные листогибы.
Вальцовочные машины бывают механическими и электромеханическими.
Механические станки это наиболее простая и дешевая конструкция. Она содержит три вальца, которые вращаются мускульной силой. Движение от рукоятки на исполнительный механизм передается шестеренками. Верхний вал прижимается механическими прижимами. Характеристики механических вальцов:
- длина заготовки — 34 см — 2 м;
- толщина материала 0,8 — 3 мм.
Устройство не позволяет выполнять конусные изгибы. Чаще всего механические вальцовки используются в малых цехах и мастерских для изготовления изделий из алюминиевого и стального тонкого листа.
Электромеханические станки более производительные, оснащены электроприводом, который вращает исполнительный механизм. За счет применения электрической установки можно увеличить толщину металла и скорость выполнения работы. Электропривод всегда оборудуется тормозом. Реверс и моментальная остановка требуются в начале изготовления детали и при формовке желобов. Дополнительно оборудование комплектуется насадками для изготовления профильных труб квадратного сечения, уголков.
Характеристики электромеханических вальцов:
- длина заготовки варьирует 34 см до 2 м;
- наибольшая толщина листового металла — 1 см.
Существуют модели с памятью настроек. Станок фиксирует диаметр трубы, поэтому не требуются выставлять его для каждой новой заготовки. Подобное возможно благодаря редуктору верхнего вала. Верхний вал освобождается с помощью защелки. Квалифицированный специалист за одну минуту может изготовить на таком станке 2 трубы.
| Тип привода | Наибольшая ширина листа, см | Наибольшая толщина листа, мм | Диаметр вальцов, мм | Габариты станка, см | Вес, кг | |
| ВРН-340 | ручной | 34 | 3 | 41 | 60 х 30 х 20 | 35 |
| СЭТ-1250 | электрический | 125 | 1 | 90 | — | — |
| ВРН-1300 | ручной | 130 | 1 | 76 | 145 х 25 х 30 | 120 |
| ВРМ-1500 | ручной | 150 | 1,5 | 70 | 175 х 60х100 | — |
| Корвет | электрический | 130 | 1,5 | 75 | 175 х 53 х 63 | 275 |
| Proma ZS-8 | электрический | 100 | 0,8 | 50 | 142 х 34 х 50 | 86 |
| АВР 1000 | ручной | 100 | 0,7 | 55 — 58 | 160 х 55 х 118 | 120 |
| ВЭН-1300 | электрический | 130 | 0,8 | 76 | 155 х 30 х 28 | 145 |
| ВЭЛ-2000 | электрический | 200 | 1 | 72 | 275 х 76 х 107 | 345 |
Таблица 1. Характеристики некоторых моделей вальцовочных станков
Четырехвалковые станки
четырехвалковый станок
Более производительные и мощные устройства на гидравлической тяге. Их используют не только при изготовлении строительных элементов, но и в авиастроении, кораблестроении, гидромашиностроении. Производительность их на 45 — 80% больше, чем у трехвалковых. Они обладают следующими преимуществами:
- процедура подгибки и гибки усовершенствована, благодаря чему плоский край получается короче;
- в один проход материала осуществляется гибка листа с обоих краев;
- не требуется предварительная подгибка листа, необходимая на трехвалковых устройствах;
- автоматический режим не подразумевает дополнительные заправки материала. Лист подается горизонтально, а не наклонно, как в трехвалковых;
- четырехвалковые механизмы работают с листами пятиметровой ширины.
Четырехвальцовые станки оснащены дополнительным роликом спереди. Когда металл размещен между нижними и верхним роликом, передвижением дополнительного ролика снизу-вверх подгибается передний край листа. Таким образом, получается наиболее удобная для будущей вальцовки форма. Дополнительный вал перемещается за счет пневматического механизма.





Вальцы с ЧПУ
Стандартный вальцовочный механизм с электроприводом дополнительно оснащается числовым программным управлением. Цифровое позиционирование осуществляется для прижимного вальца. Как правило, такие станки могут работать в ручном или автоматическом режимах.
Программы предусматривают гибку трубы с сечением:
- прямоугольник;
- овал;
- круг;
- треугольник;
- неправильный овал.
На таком станке легко изготавливать корпусы для бойлеров, печей, трубы, баки. Заготовка подается плавно, автоматически регулируется толщина материала и угол загиба. В память числового программатора можно ввести более 250 программ, оборудование оснащается системой защиты от сбоев и самодиагностикой неполадок. При выполнении изделия вводятся индивидуальные настройки. Только на станках с ЧПУ возможно изготавливать такие формы, как полицентрик или эллипс. В качестве дополнения к вальцовочному аппарату предлагается устройство для автоматического сброса изделий и накопительная площадка для труб.
Область применения
Процесс вальцевания листового металла представляет собой способ деформации, который производят непрофилированным вращающимся инструментом. Это операция холодной штамповки, при которой металл обретает форму конуса. После обработки таким способом структура заготовки становится плотнее, улучшаются ее основные свойства.
Деформацию металла применяют во многих случаях и для разных материалов. Например, вальцевание является подготовительным этапом для штамповки готового изделия. Эта же технология используется для первичной переработки заготовок.
Такой процедуре может подвергаться не только листовой металл, но и трубы, прутки и другие профили, изделия из резиновых смесей и пластмасс
Важно, чтобы материал был в необходимой мере пластичным
Вальцовку металла часто применяют для уплотнения, сдавливания и плющения заготовок, для придания им равномерного лоска и толщины. Процесс может протекать и в холодном состоянии, и в нагретом. Возможно нагревание валков и изменение скорости прохождения заготовки.
Сегодня вальцовкой металла занимаются не только на производстве, но и в домашних условиях, для чего используют специальный одноименный инструмент. На предприятиях это большие станки с электро- и гидроприводами. Для ремонтных мастерских более подходят простые конструкции, часто изготовленные своими руками.
Технологический процесс деформации металла данным способом состоит из нескольких этапов:
- Подготовка оборудования — вальцов.
- Прокатка бруска или листа.
- Промежуточный отжиг.
- Обработка заусениц и трещин.
- Завершающий отжиг и прокатка.
Отсутствие заусениц и трещин — одно из главных условий качественного вальцевания. Такие дефекты могут появиться в случае чрезмерно сильного обжима валками бруска либо от неравномерного напряжения и отжига. Выявляют дефекты и устраняют их на четвертом этапе работы после промежуточного отжига. Если этого не сделать и продолжить прокатку, то трещины будут увеличиваться.
Устраняют брак затиранием трещин надфилем и отпиливанием, откусыванием заусениц. Затем, чтобы снять с металла напряжение, заготовку отжигают и продолжают прокатку металла. Образовавшиеся углубления выравниваются.
Это интересно: Сверло по металлу: виды, маркировка, правила выбора, производители
Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
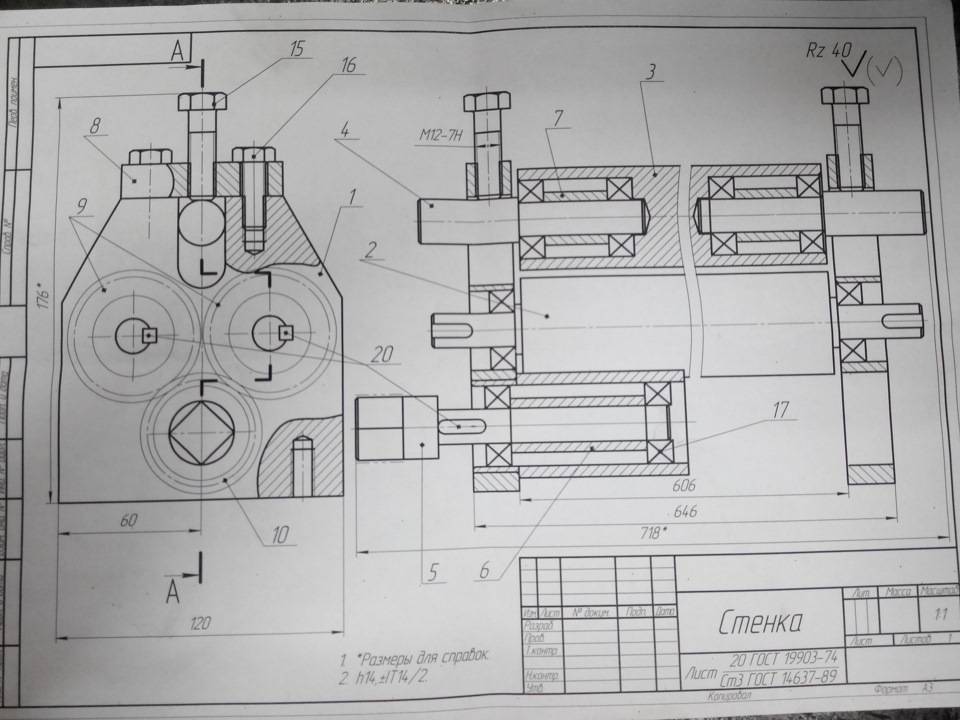
Изготовление листогибочных вальцов своими руками
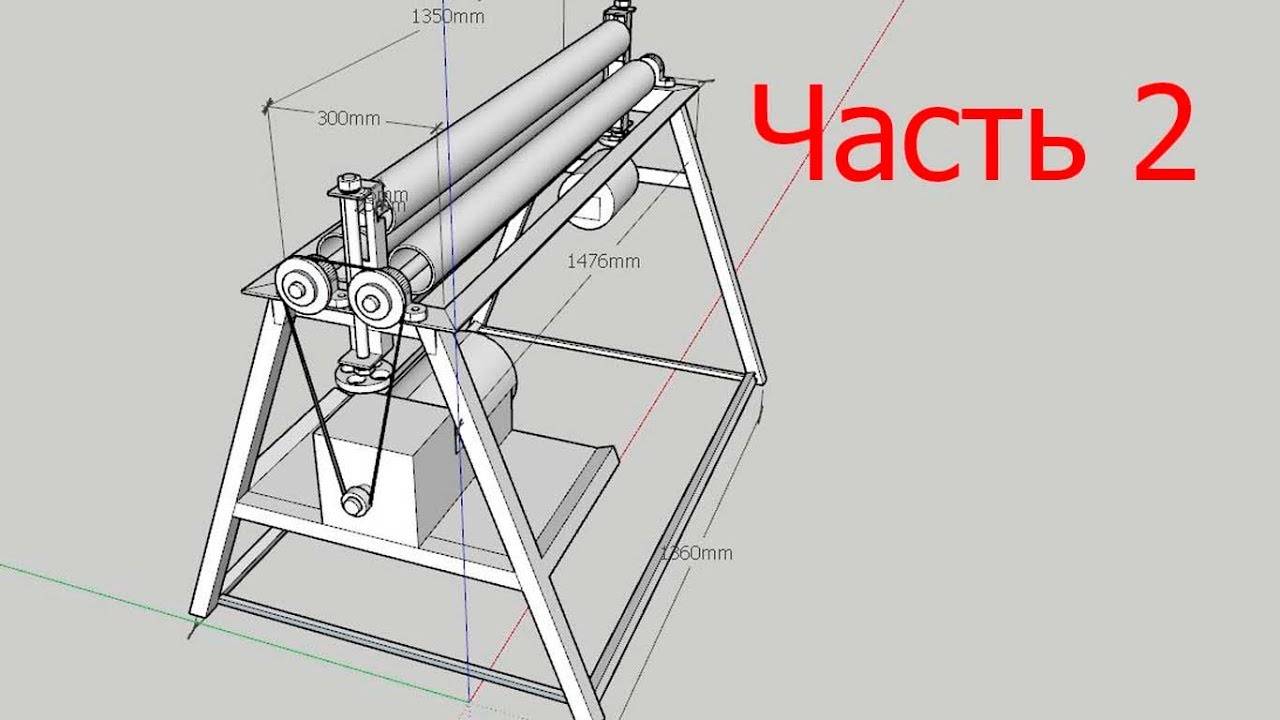
Благодаря простоте конструкции ручных вальцов изготовить их своими руками несложно. Естественно, чтобы собрать работоспособный самодельный станок, на котором будет выполняться обработка листового металла, надо обладать определенными навыками и иметь в своем распоряжении все необходимые инструменты и расходные материалы. Кроме знакомства с рекомендациями по выполнению такой процедуры, желательно посмотреть и видео на данную тему.
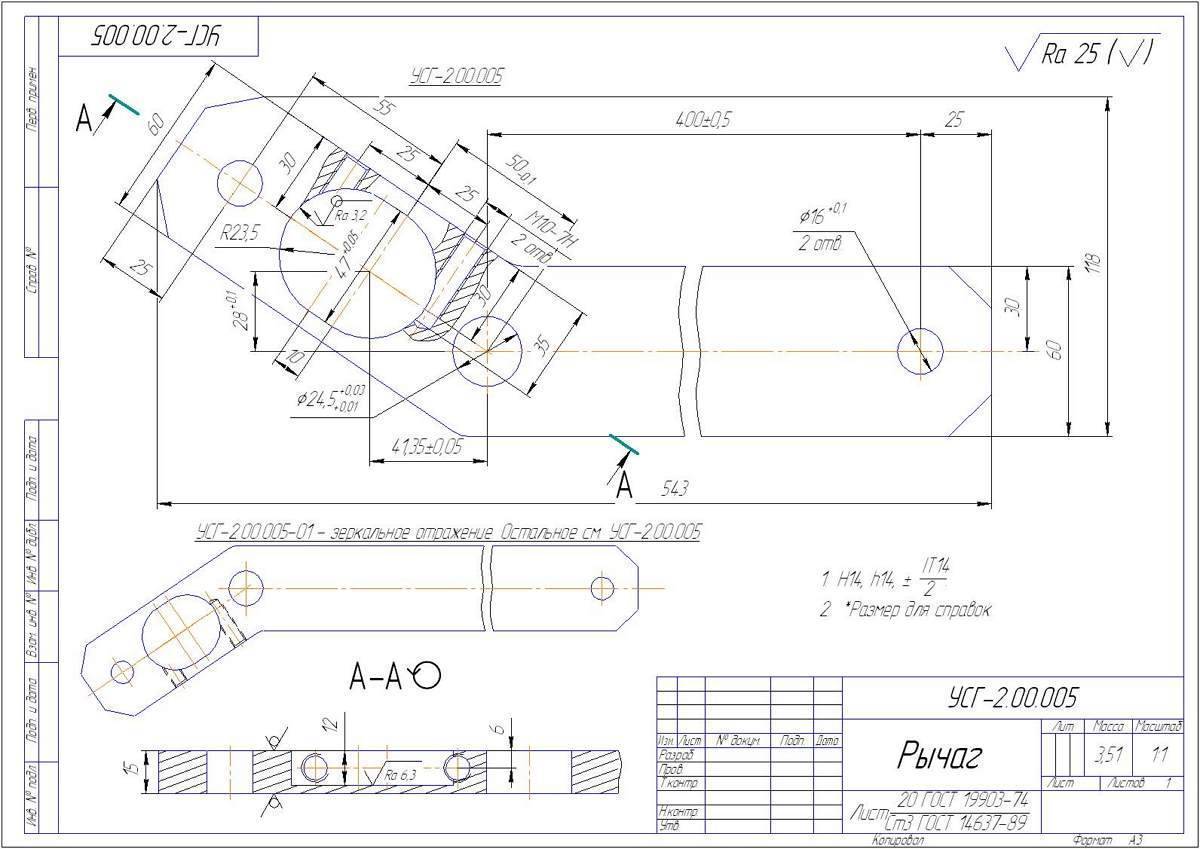
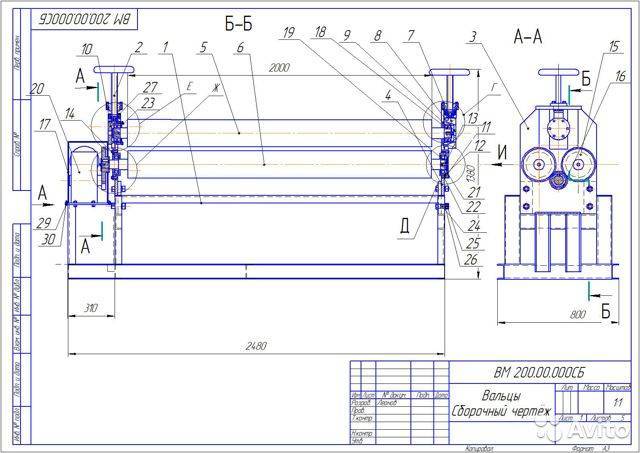
Чертеж самодельных ручных вальцов для прокатки широких заготовок (нажмите для увеличения)
Первое, что вам потребуется для изготовления своими руками вальцов, – это чертежи, которые можно найти в интернете или составить самостоятельно. Сделав чертежи, можно приступать к подготовке материалов и сборке конструктивных узлов, из которых будет состоять ваш самодельный станок. К таким узлам, в частности, относятся:
- рама вальцов, на которой фиксируются все остальные их элементы;
- боковые стойки, в подшипниковые узлы которых будут устанавливаться валки;
- непосредственно сами валки, изготовленные из высокопрочной стали (количество и диаметры данных элементов зависят от того, какими техническими возможностями вы хотите наделить свое устройство);
- рукоятка, которая будет приводить во вращение нижние валки;
- приводной узел (цепной или зубчатый), обеспечивающий синхронное вращение нижних валков (следует иметь в виду, что вращаться такие валки должны в одну сторону);
- нажимной узел пружинного типа, за счет которого обеспечивается прижатие верхнего валка к поверхности листовой заготовки из металла.

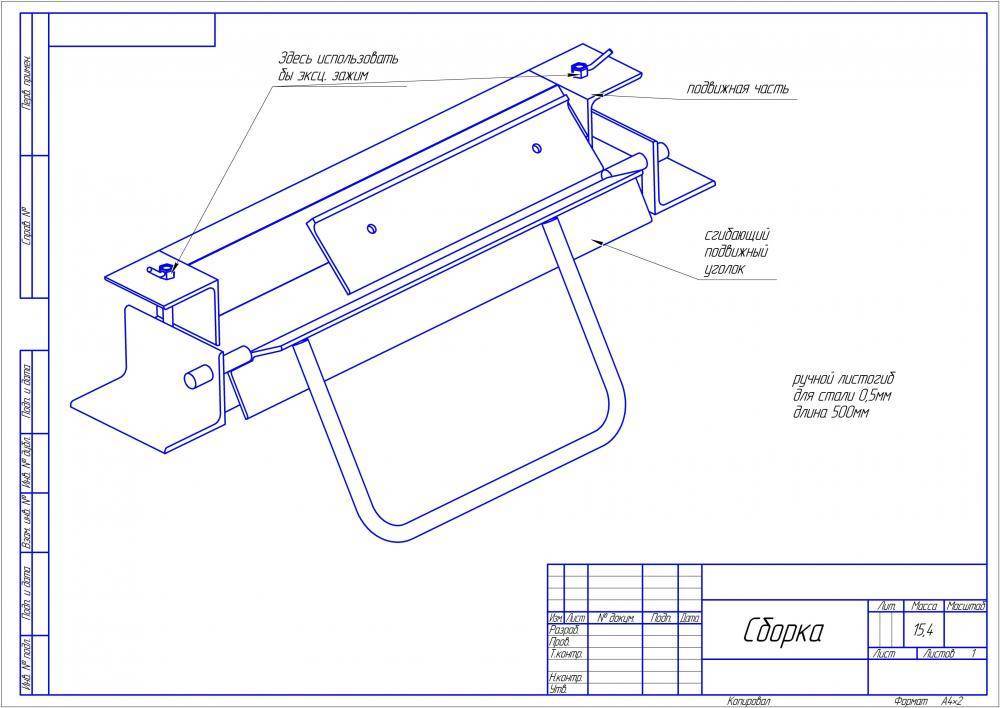
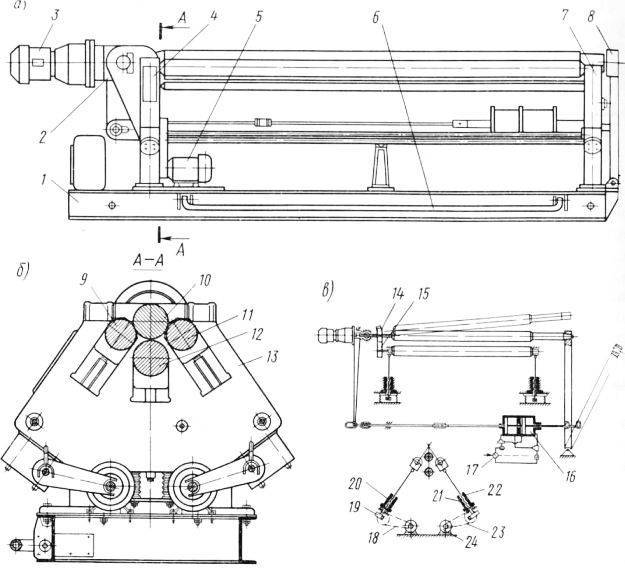
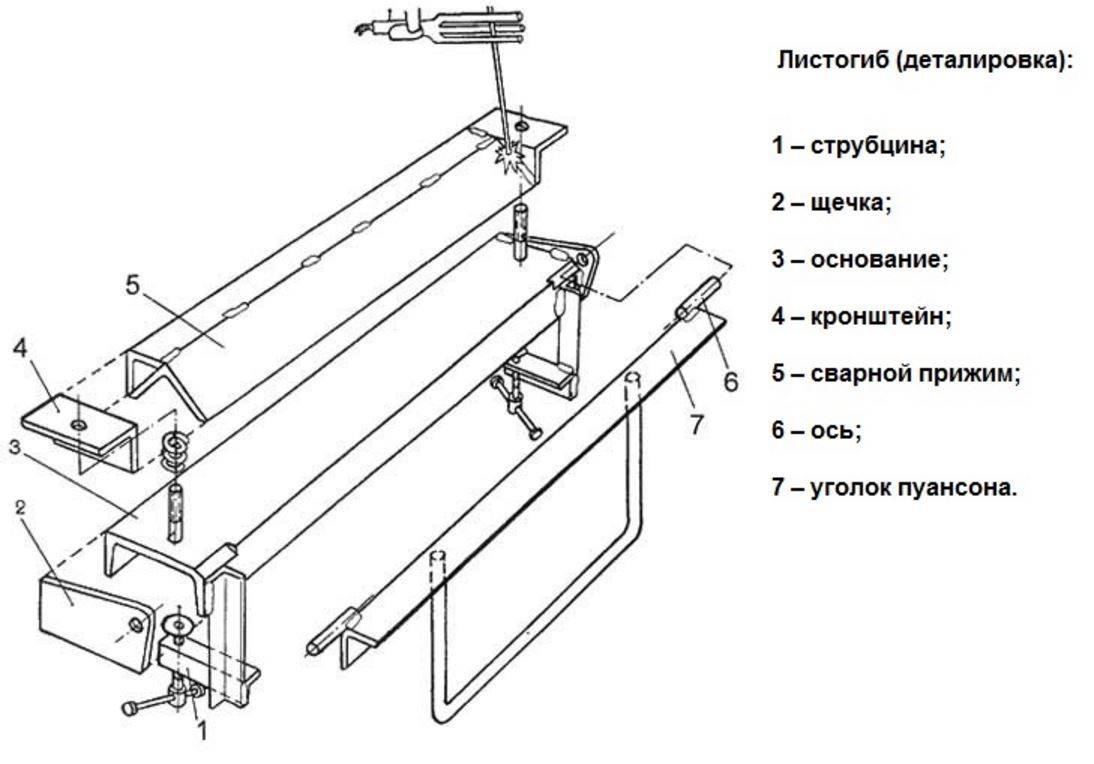
Компактные самодельные вальцы для обработки узких заготовок

Основные детали компактных вальцов
Сборка вальцов начинается с изготовления рамы, которую можно сварить своими руками из стальных заготовок большой толщины. Размеры данного элемента, естественно, необходимо сверять с имеющимся у вас чертежом. В качестве боковых стоек, которые также при помощи сварки фиксируются на раме, можно использовать мощные швеллеры из низкоуглеродистой стали.
Элементы приводного узла фиксируются на одной из стоек, для чего на ней предусматриваются специальные отверстия. После того как боковые стойки с приводным узлом полностью смонтированы, в их подшипниковые узлы устанавливаются сами валки, которые необходимо выставить на параллельность и только после этого выполнять окончательную фиксацию всех остальных узлов.

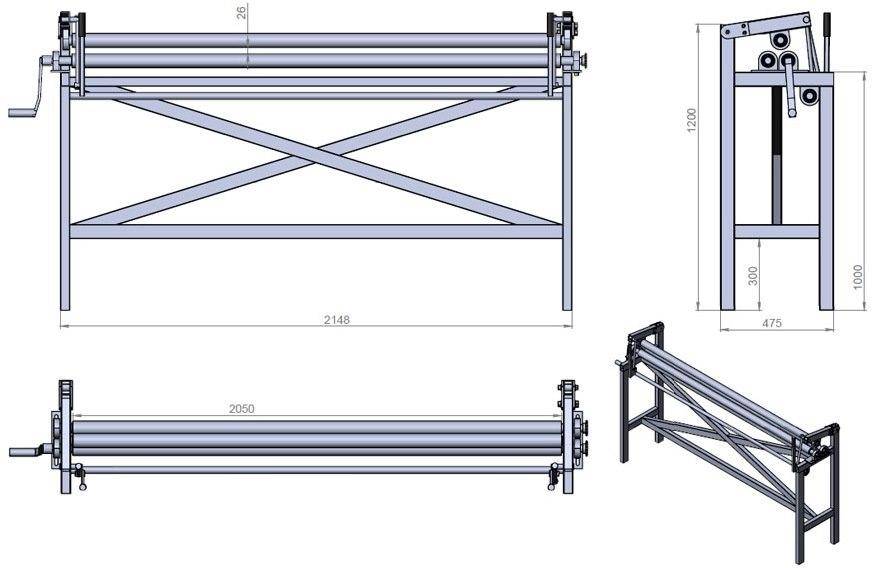
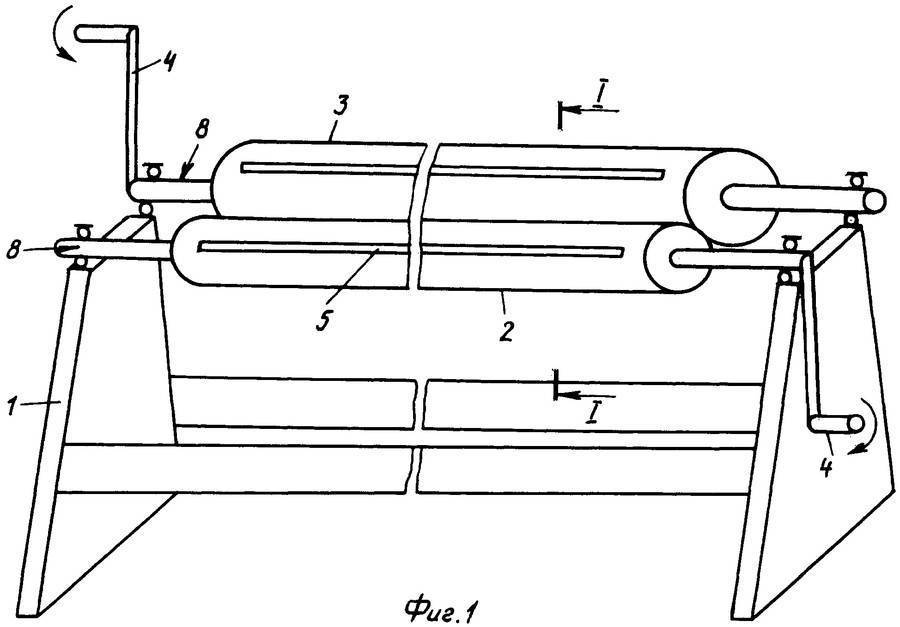
Вариант листогибочных вальцов, изготовленных своими руками
Выяснить, как правильно работать с вальцами, вам может помочь видео, но, в сущности, этот процесс не представляет больших сложностей. Вальцевание, на каком бы оборудовании оно ни выполнялось, осуществляется в следующей последовательности.
- Лист металла, который должен быть подвергнуть обработке, укладывается на два нижних валка.
- При помощи верхнего валка, оснащенного нажимным узлом, лист прижимается к нижним рабочим органам.
- За счет вращения рукоятки станка начинает выполняться вальцевание.
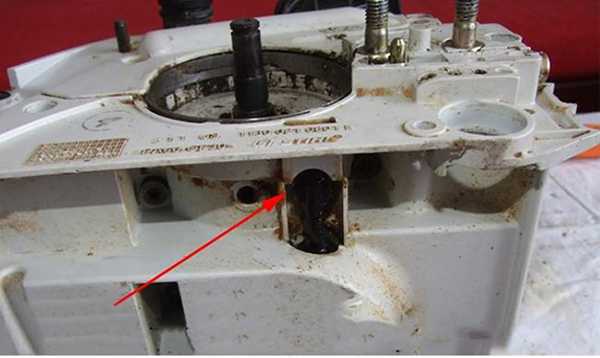
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.




Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
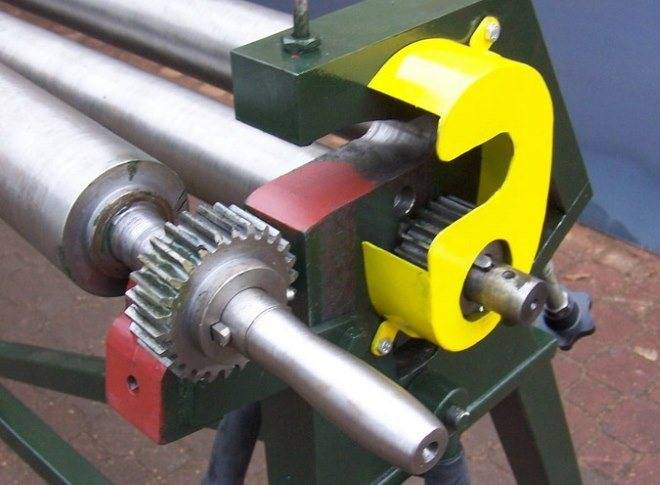
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90 0 ).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
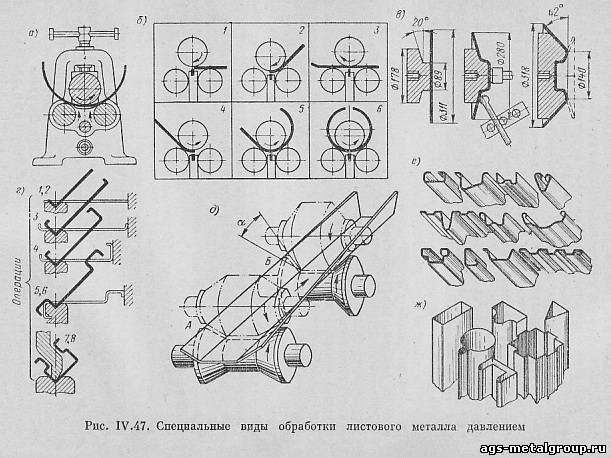
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.
Гибка ручным листогибом
Работа ручной установки строится следующим образом: Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку. Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла. Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.
Гидравлический листогиб
Станки с гидравлическим приводом применят для производства доборных комплектующих, воздуховодных коробов, деталей кровельного покрытия. С помощью этого оборудования изготавливают рекламные конструкции, выполняют внешнюю и внутреннюю отделку зданий и сооружений. Использование гидравлического оборудования позволяет обрабатывать листы с большей толщиной, например, до 4 – 8 мм. Разумеется, эта величина зависит от марки обрабатываемого материала.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.
Электромеханические листогибы
Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.






Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
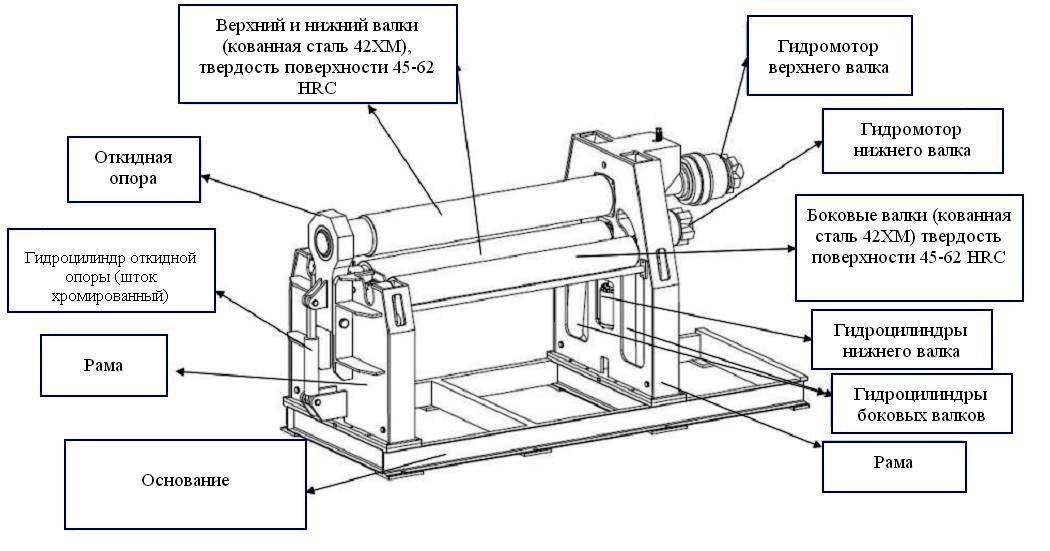
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.