

Заводы-производители
- Машстройконструкция
- ПромСтройМаш
- РусИнСтрой
- Гигант (Станкокомпания)
Это интересно: Станок для гибки арматуры «GROST RB50SA»
Все производственные мощности вышеперечисленных компаний располагаются на территории России. Этим обусловлена невысокая цена и быстрая скорость доставки. Тем не менее серия СГА пожалуй единственная, которая нашла применение за рубежом.
Данные производители сертифицированные имеют в распоряжении все необходимые документы и сертификаты на продажу их станки проходят процедуру контроля качества и пригодности к работе.
ВНИМАНИЕ! Если вы приобретаете б/у оборудование и продавец отказывается предоставлять сертификаты или документы, которые подтверждают факт приобретения станка на заводе, скорее всего перед вами подделка
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
- Швеллер шириной 25 см
- 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
- 2 3/4-дюймовые гайки
- 2 3/4-дюймовые резьбовые пробки
- 2 3/4-дюймовые муфты
- 2 3/4-дюймовые металлические шайбы
- 2 болта для фиксации стальных уголков (на фото их нет)
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
Prev
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.









Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
1of1
Next
Prev
1of1
Next
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Подготовка материала к работе, чертежи, подгонка
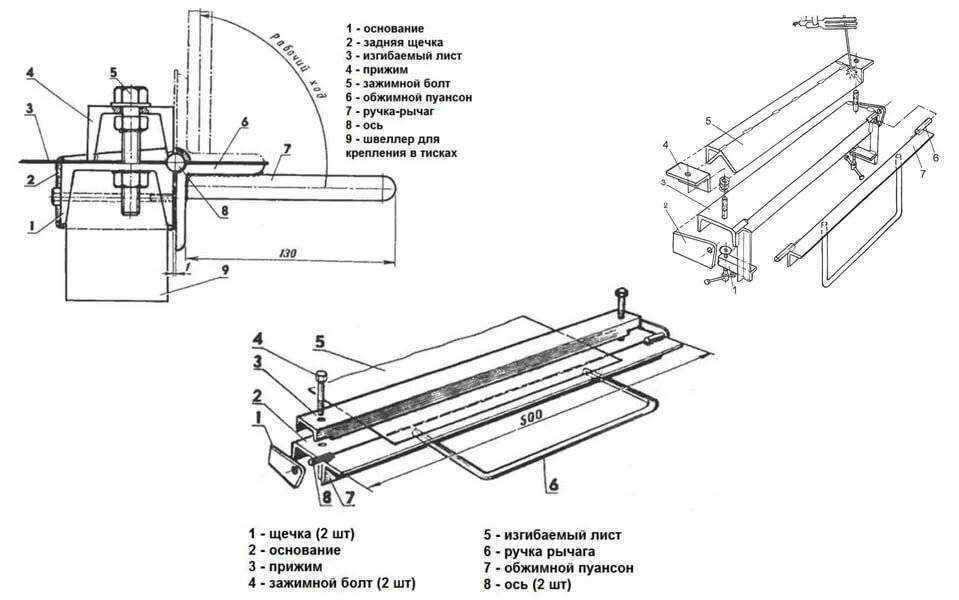
Для начала необходимо представить, как должен выглядеть листогиб и из каких узлов он будет состоять. Основой, конечно же, послужит массивный швеллер. Элементом, который будет отвечать за изгиб, станет стальной уголок. Однако чтобы он двигался в нужной плоскости, необходимо правильно расположить петли. Они врезаются внутрь швеллера и уголка, что позволяет расположить эти элементы в одной параллели. Как это должно выглядеть, можно понять из чертежей, которые представлены на фото ниже.
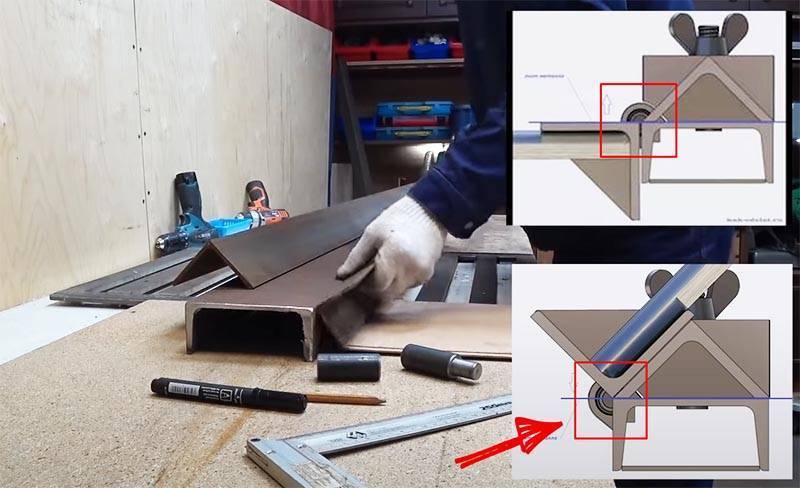 ФОТО: YouTube.comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
ФОТО: YouTube.comУголок и швеллер готовы, а вот как расположить петли становится понятно из чертежей
Разновидности листогибочных станков
В наши дни на рынке можно найти следующие варианты данного станка:
- Обыкновенные, основанные на применении усилий со стороны человека, давления. Благодаря такому инструменту вы сможете изогнуть необходимый материал в любом направлении и под любым углом. Такой гибочный станок нетрудно сконструировать своими руками.
- Станок, использующий гидравлическую силу. Человеческие ресурсы данный вариант не требует. Данный станок используется для автоматизации производства на различных фабриках и заводах, потому как способен производить сгибание точно, быстро и эффективно.
- Существуют также станки, которые позволяют сгибать лист металла по дуге. С помощью них изготавливают трубы или что-либо другое, полое внутри.

Все вышеперечисленные варианты — основные в наши дни, востребованные в производстве как на фабриках, так и дома.

Однако, только первую разновидность рядовой гражданин имеет возможность сконструировать, потому как две другие сложны и требуют особых ресурсов. Пришло время поговорить о том, как сделать листогибочный станок своими руками.
Зачем нужен самодельный листогиб
Станок для гибки металлического листового проката отличается простотой конструкции и при этом обладает высокой производительностью. Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Постройка гибочного станка для листового металла своими руками займет от одного до двух дней рабочего времени, и еще один день на подбор и поиск материала. Чертежи самодельных станков можно найти в интернете, но, что еще удобнее и практичнее, лучше воспользоваться как образцом для постройки одной из промышленных моделей. Разобравшись, как они работают, можно сделать свои рабочие чертежи и разработать технологическую схему, как сделать листогиб своими руками, исходя из собственных возможностей.
Чтобы сделать простой листогиб своими руками не понадобиться особых инженерных или конструкторских знаний и умений — достаточно средних слесарных навыков и опыта работы с электросваркой. При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
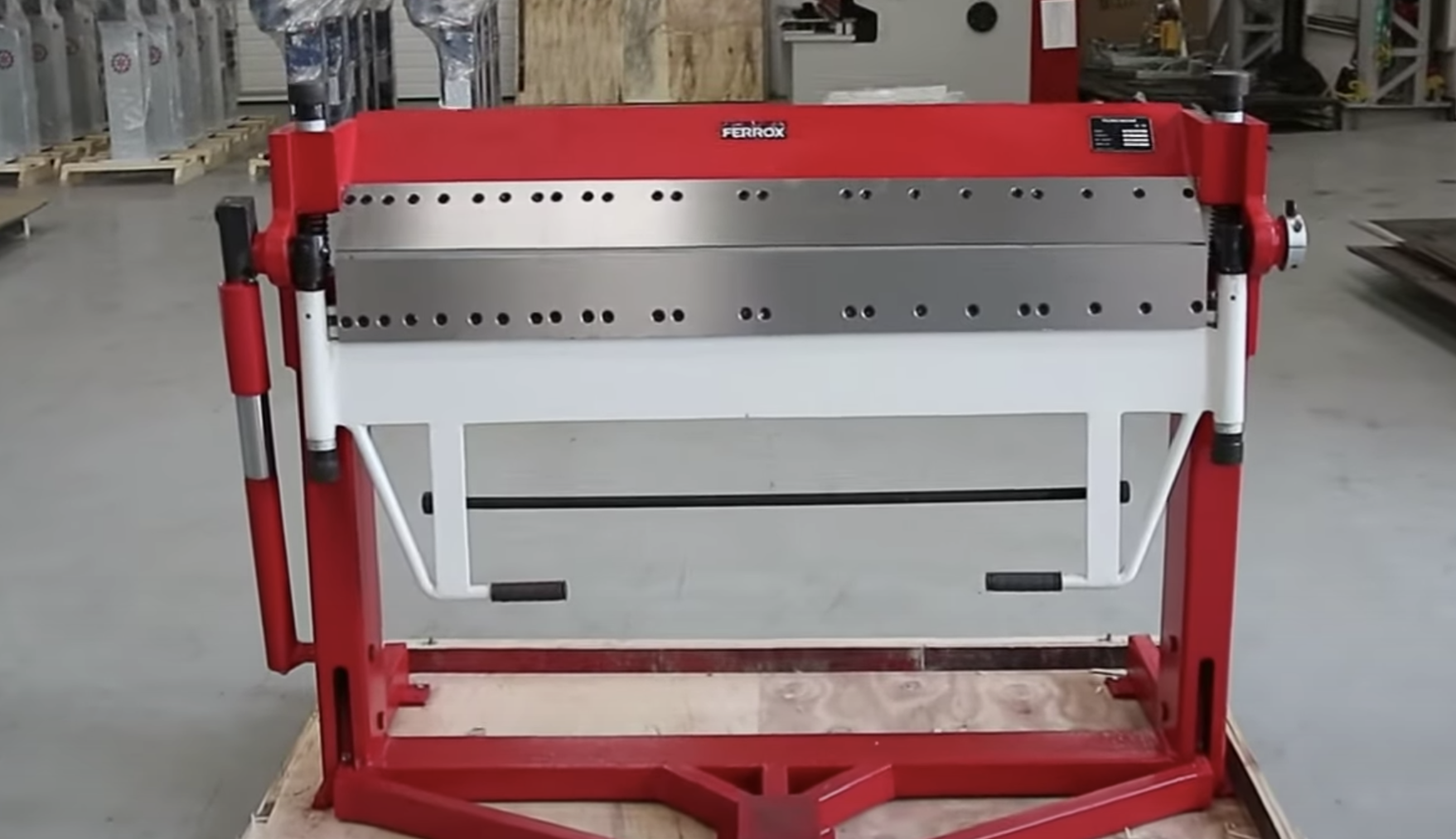
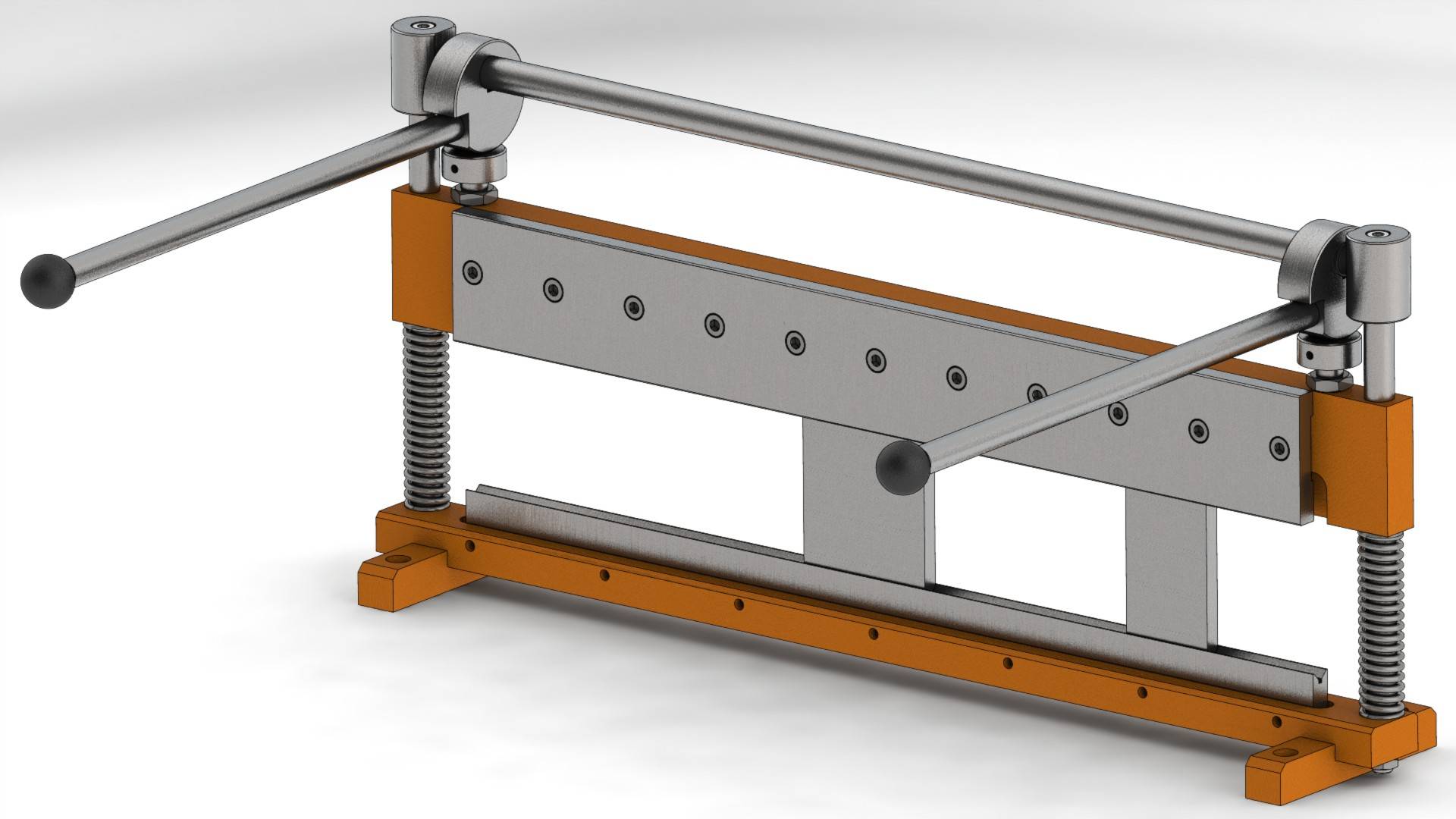
Листогибы промышленного изготовления:
Предназначение и особенности листогиба
К сожалению, невозможно создавать качественные элементы из металла без использования специальных приспособлений. Чтобы повысить производительность и облегчить ручной труд, постоянно производят новые устройства. К ним относится и листогиб, который представляет собой металлопрокатный станок. Его применяют для сгибания такого металла, как: сталь, латунь и алюминий. На этом станке листы изгибают под определённым углом, не нарушая при этом их плоскостность.
Не стоит покупать дорогостоящее устройство, если собираетесь открыть небольшое производство либо выполнять работы на дачном участке. Для подобных целей лучше создать самодельный листогиб.
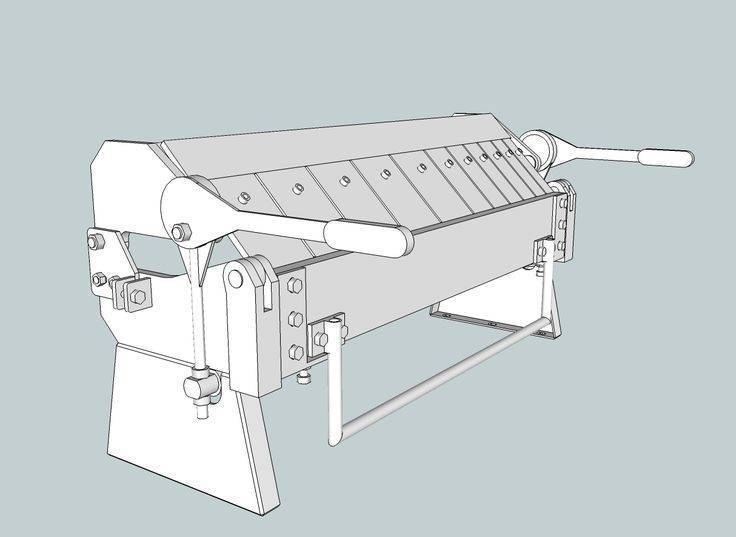
На станке, сделанным своими руками, получится обрабатывать листовой металл толщиною до 2 мм. Чаще всего такое ручное оборудование состоит из следующих частей:
прижима; основания; обжимного пуансона с рычагом.
Фабричные листогибочные станки имеют дополнительные возможности. Самой популярной функцией является резка металлических листов. Роликовый нож у такого оборудования выполнен из высоколегированного сплава стали, обработанного специальным лаком. Резец имеет большой срок службы, а вот нож придётся периодически подтачивать.







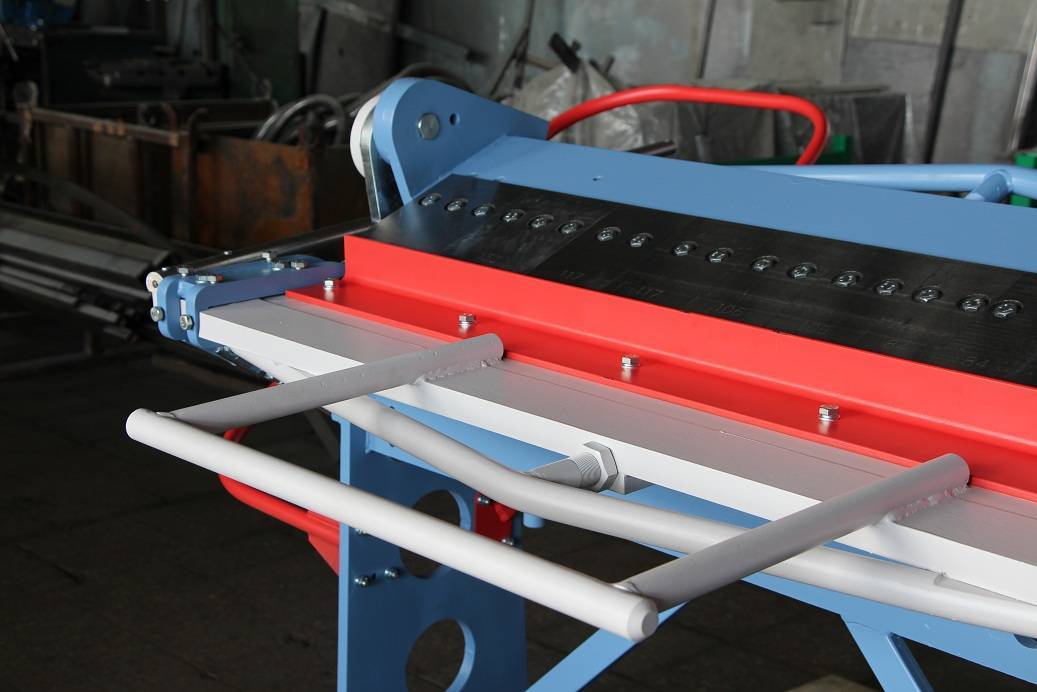
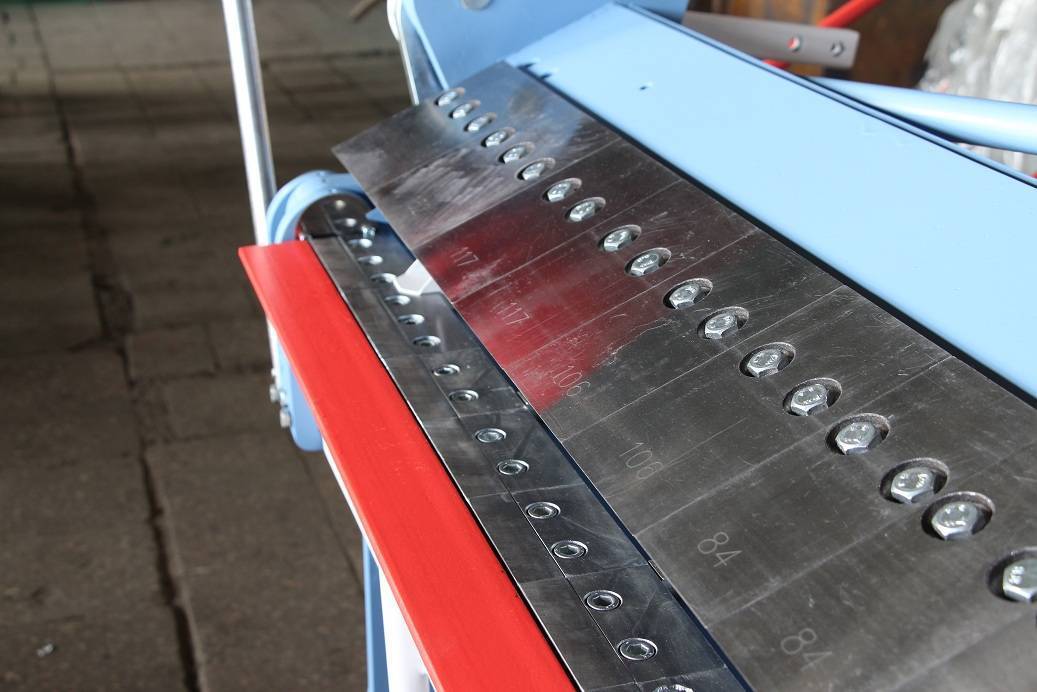
Особенности сегментных листогибов
Если посмотреть на фото и сравнить ручной сегментный листогиб с обычным, можно сразу заметить конструкционную особенность первого. У него прижимная балка (а часто и гибочная) не сплошная, а наборная. Именно наличие наборных элементов позволяет производить изделия практически любой конфигурации, с изгибами в разные стороны и не обязательно под прямым углом.

Прежде, чем приступить к работе, сегментный листогиб необходимо соответствующим образом настроить. Настройка состоит в компоновке съемных элементов таким образом, чтобы при гибке металлического листа получилось изделие необходимой формы.
Ручные сегментные листогибочные станки выпускают как известные производители металлообрабатывающего оборудования, так и малоизвестные компании
Кроме того, изготовить такой станок можно своими руками, что важно для представителей малого бизнеса, или для тех, кто намерен использовать листогиб для личных нужд
Как отремонтировать прогнивший порог на авто

Несъёмные пороги также могут подвергаться повреждениям. Это может быть вмятина, коррозия, если автомобилем пользовались в не хороших условиях. Если транспортное средство постоянно контактирует с водой, грязью или химическими веществами, которые есть на наших дорогах, то, естественно, что пороги будет поедать коррозия. Когда автомобиль еще и некачественно покрашен, то проблемы с износимостью порогов могут возникнуть намного раньше, чем нам бы хотелось. В большинстве случаев это относится к отечественным автомобилям.
Иногда вмятину можно сделать собственноручно, без каких-либо камней. Это элементарно, достаточно будет неправильно установить домкрат для смены колеса.
Чтобы начать ремонтировать кузовные пороги самостоятельно, сначала нужно оценить, насколько они повреждены. Это даст возможность правильно подобрать инструменты для будущей работы.
Каждый автовладелец может сам справится с небольшими повреждения ми на кузове.
Если вы уверенно решили самостоятельно заняться ремонтом, вам понадобится:
- верстак;
- сварка;
- вытяжка;
- несколько наковаленок;
- болгарка;
- инструменты для слесаря.
Для того, чтобы удалить вмятины или другие незначительные перекосы и не повредить покраску деталей, вам необходимо сделать поверхностный ремонт, используя вытяжку или плоттер. Если вмятина все же остается, необходимо попробовать переделать сваркой. С боку порога вырезается прямоугольное отверстие
В него вставляют наковаленку и пробуют осторожно выровнять вмятину. Когда на вашем автомобиле более серьезные повреждения, придется вырезать металл в нескольких местах
Потом отверстия прячут с помощью заплаток.
1 Листогибное оборудование сегодня – какое оно?
Из названия становится понятно назначение этих устройств, но все-таки уделим несколько минут терминологии. Итак, это станки для гибки и резки металлических листов. Впервые о подобном устройстве услышали в 19 веке, и неудивительно, ведь именно в этот период произошел значительный скачок в промышленности, появилась острая необходимость в новых конструктивных элементах, деталях и запчастях.
Первые агрегаты были исключительно ручными, механическими, максимум имели гидравлический привод. Но уже со второй половины прошлого столетия их ассортимент значительно расширился и сегодня пользуются спросом электромагнитные и электрические листогибы. Следует отметить, что изначально они использовались только в крупной промышленности, на заводах, больших фабриках и т. д. Сегодня же можно встретить аккуратные небольшие станочки в частных мастерских. Иногда их приобретают и для домашнего пользования.
 Фото электрического листогиба
Фото электрического листогиба
В зависимости от рабочего инструмента оборудование делится на роликовые, с поворотной балкой и валковые листогибы. Причем количество роликов и валков может быть различным. Установки бывают мобильными, имеющими небольшие габариты и вес, и весьма внушающими стационарными. Масса последних достигает несколько тонн. Еще одна особенность подобных устройств – тип привода. Известны механический, гидравлический и пр.
Не так давно изменился способ управления работой и появление листогибов с ЧПУ произвело взрыв на мировом рынке. Все оборудование, начиная от простейшего и заканчивая самым сложным, имеет практически одинаковую технологическую схему. Прижимная балка фиксирует лист, а гибочная формирует необходимый профиль, все параметры задаются и контролируются с помощью электроники. Толщина рабочих листов достигает 10 мм. Большей производительности позволяет добиться комбинация удобного управления с мощным приводом, например, встречается часто гидравлический.
 На фото – листогиб с ЧПУ
На фото – листогиб с ЧПУ
Листогибочный пресс с ЧПУ обладает рядом преимуществ. Прежде всего это цифровое управление. В случае опасного приближения немедленно срабатывает электронная защита. Лазерные лучи очерчивают зону опасности, и как только хотя бы одна из линий будет пересечена рукой либо иным предметом, движение режущего инструмента немедленно прекращается. Но это еще далеко не все плюсы, вы сможете загружать в листогибочный пресс с ЧПУ чертежи изделий с компьютера либо же выбирать в библиотеке деталей. Положение зажима контролируется автоматически, также осуществляется регулировка скорости и угла. При желании вы сами сможете обновить программное обеспечение. Тем более оборудование имеет USB-выход.
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
Советы по выбору листогиба
Чтобы верно выбрать механизм для производства гнутых элементов из листового железа, необходимо соблюдать следующие советы:
- Для бытового мастера, у которого временами есть потребность в листогибочном станке, вполне подойдет простое устройство, сделанное из подручных средств.
- Тем, кто время от времени занимается исполнением заказов по установке кровли, потребуется ручной станок для гибки листового материала и простенькая зиг-машина.
- Профессионалам, которые на долговременной основе занимаются производством элементов для кровельных систем и жестяными работами, нужно заводское устройство для сгибания листового железа.
- Ручной механизм для изготовления профлиста пригодится тем, кто профессионально занимается производством деталей кровельных конструкций.
Подходящей для таких специалистов считается профессиональная установка, отличающаяся более высокой прочностью и долговечностью, например, российский фабричный листогиб СКС-2в1, стоимостью 64 тысячи рублей.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
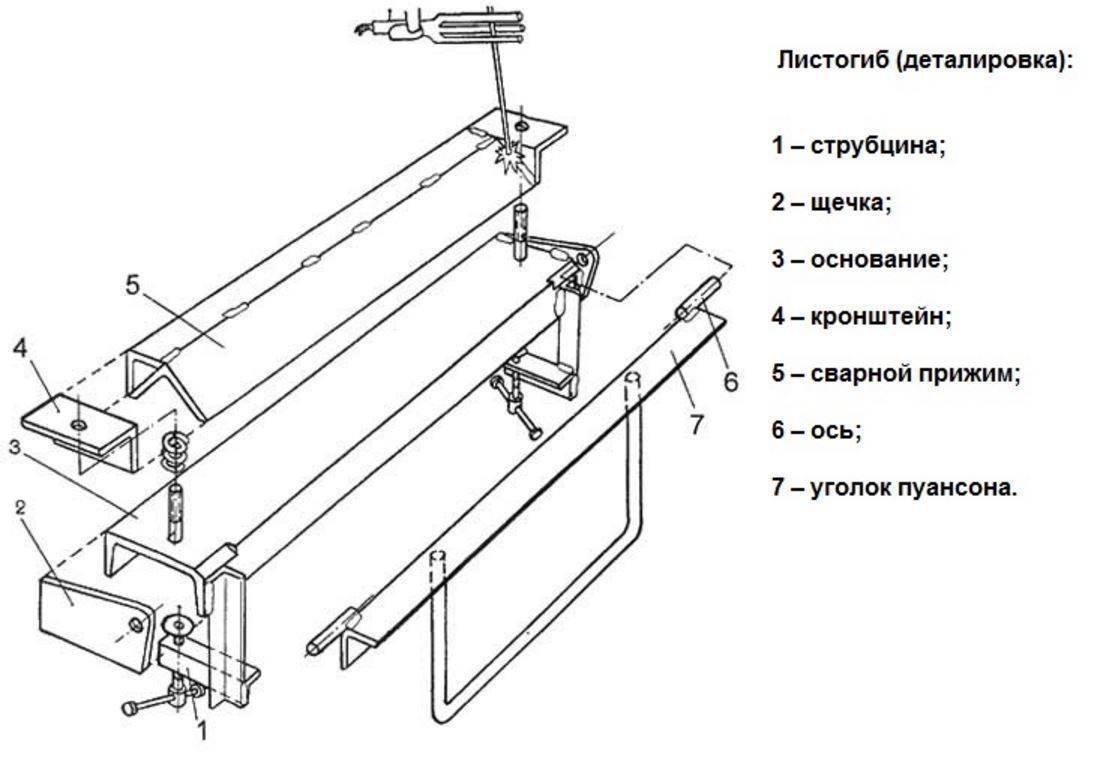
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.






Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 120. Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 90, но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично
Используемое оборудование
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.





