Процесс ручного затачивания по типу резца
Теперь кратко расскажем об особенностях инструмента в зависимости от его конфигурации. Основные проблемы заключаются в том, что не всегда просто обеспечить равномерную обработку на протяжении всей длины режущей кромки.
Особенность затачивания вручную заключается в том, что упор обеспечивается не тисками станка, а специальным приспособлением.
Торцевые
Элементы резки располагаются на торце и боковой части. Это позволяет проделывать пазы по краям. Обработка проходит по алгоритму:
- Закрепление резца – горизонтальное по отношению ко вращающемуся.
- Наклонить его настолько сильно, чтобы обеспечить необходимый угол.
- Круг вращается с высокой амплитудой.
- Во время установки следует отметить положение режущей части вверх.
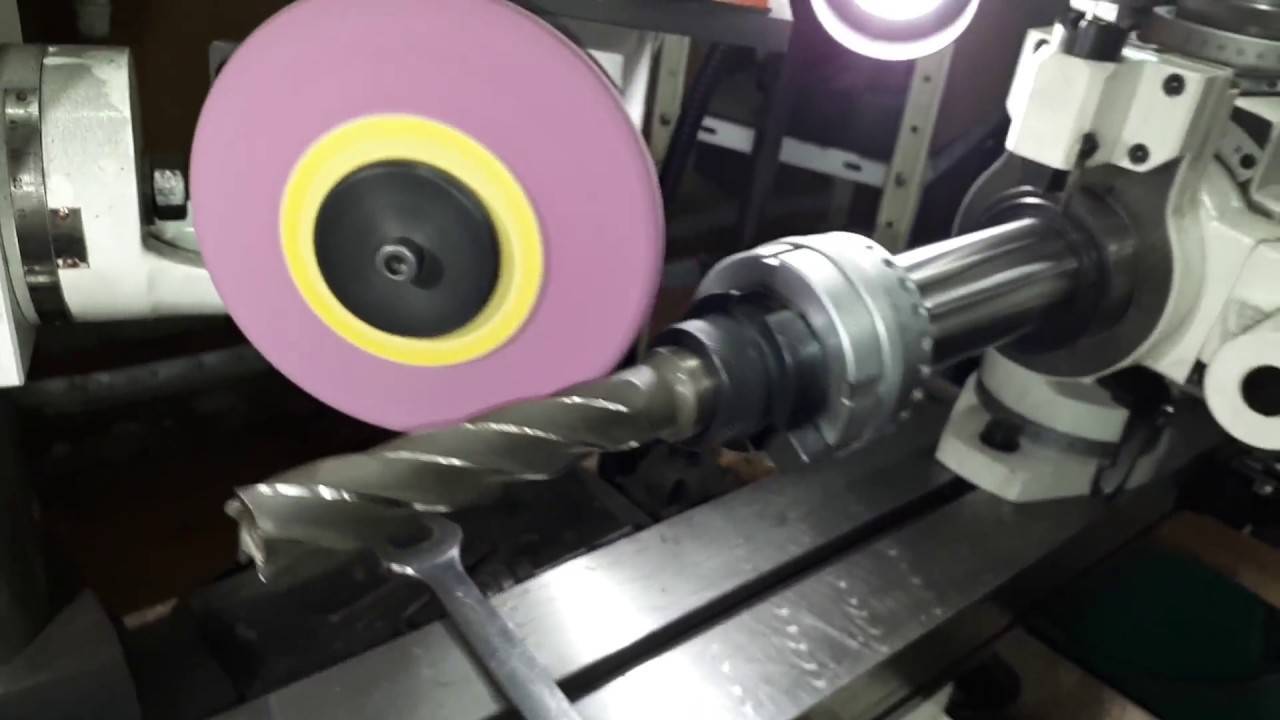
Заточка концевых (пальчиковых) фрез
Это вытянутый инструмент, хвостовик которого имеет цилиндрическую или коническую форму. Из-за внешнего вида его также сравнивают с пальцами. Действия:
- Выбрать алмазный брусок, который нужно поставить на край стола.
- Если инструмент имеет достаточно большую выемку, то следует закрепить его вдоль столешницы.
- Производите затачивание – кромка будет становиться острее, а диаметр уменьшаться.
Рекомендация: если в комплектации есть подшипник, то сперва его надо демонтировать, а также в любом случае не будет лишним очищение поверхности специализированным растворителем.
Дисковые
По сути, это диск с зубьями по окружности, который необходимо направить вверх. Если он простой (однонаправленный), то саму фрезу стоит располагать вертикально. А в случае разностороннего направления делается наклон заточки такой же, как и угол режущих зубцов.
Сборные
Их конструкция предполагает наличие съемных пластин. Следует затачивать каждую по отдельности. При этом учитывать, что у них есть по несколько элементов для обработки – это задние, главные и вспомогательные углы, а также переходная кромка.
Резцы с затылованными зубьями
Такой инструмент имеет плоскую переднюю поверхность, а задняя выполнена по спирали Архимеда. Для того чтобы заточить изделие, необходимо использовать тарельчатый круг
Каждый зуб нужно стачивать по наружному основанию, а также важно следить за тем, чтобы постоянно снимался одинаковый слой металла
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Конструктивные особенности
Фреза – металлорежущий инструмент, работающий за счет вращательно-поступательных движений. В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
Фрезы по металлу
Большое разнообразие и широкий спектр применения позволяет постоянно вносить изменения в их геометрию и конструкцию. Усовершенствования касаются преимущественно концевых фрез – изменяются угол наклона винтовых зубьев, за счет чего повышается эффективность отвода стружки во время работы с металлом. Современные концевые инструменты для станков имеют стандартный угол наклона, равняющийся 30 градусам. В международной практике использования фрез по обработке металлических деталей и уступов применяются фрезы с таким углом наклона:
- Для деталей с диаметром 4-25 мм применяются фрезы с углом наклона 35 градусов;
- Заготовка диаметром 25-30 обрабатывается инструментом с углом наклона 40 градусов;
- Детали с диаметром 30-50 обрабатываются инструментом с углом наклона зубьев 45 градусов.
Концевые фрезы для копировально-фрезерных станков
Концевые фрезы испытывают значительные трудности при обработке жаропрочных и титановых сплавов, а также вязких и труднообрабатываемых материалов. Поэтому для концевых фрез производят подточку поверхности по всей длине с целью повышения качества резьбы.
Концевые фрезы по металлу
Что касается обработки многотонных заготовок, то для их обработки применяются концевые фрезы больших размеров. Например, для отделки детали общей массой 1 т. применяют фрезы, весящие больше 170 кг.
https://youtube.com/watch?v=pf2gWU7OqSw
Концевые фрезы по металлу
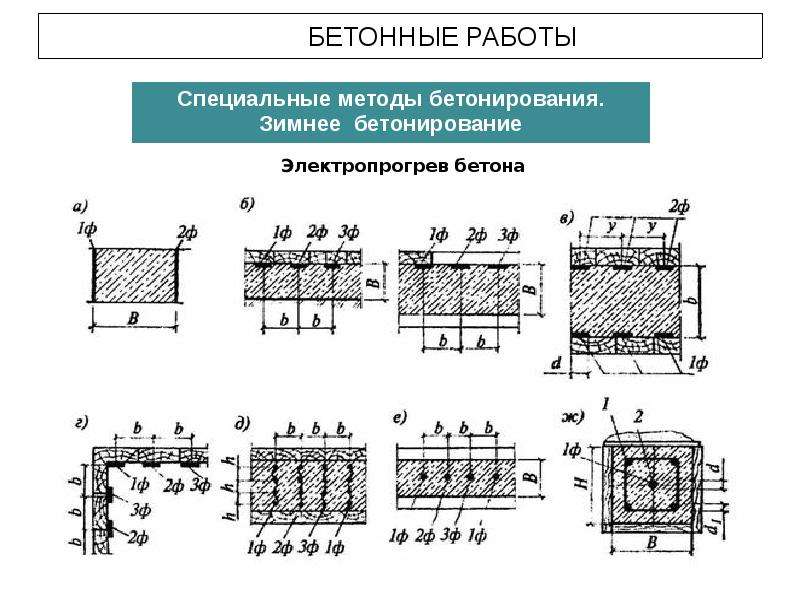
Особенности заточки различных типов фрез
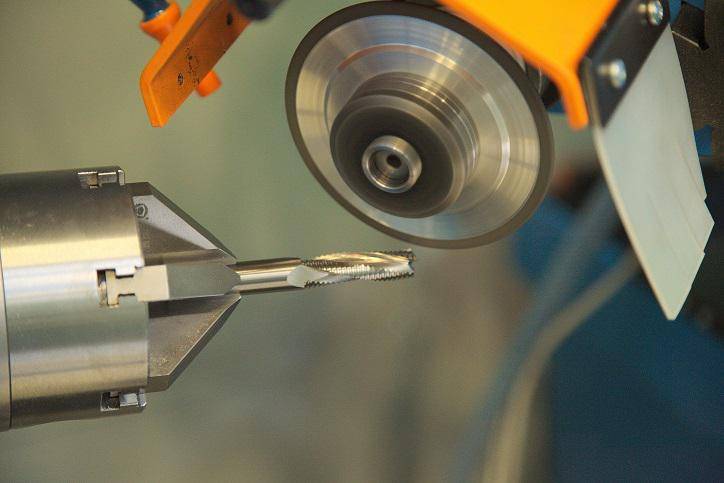
Для металлообработки используются фрезы, изготовленные из инструментальной или быстрорежущей стали. Зубья могут быть выполнены из твердосплавных материалов и закреплены с помощью пайки. Обработка таких материалов сложна, поэтому заточка фрез по металлу, особенно со сложной формой резцов, производится на специализированном оборудовании. Для эффективной работы станок должен осуществлять вращение и поступательное движение затачиваемого изделия относительно абразивного круга, позволять изменять угол их соприкосновения.
Заточка спиральных фрез относится к наиболее сложным операциям, производится чашечным шлифовальным кругом на заточном станке. Осуществляется по задней поверхности зубьев, для обеспечения стабильного угла используется упор, в противном случае изменится геометрия пропилов и будет сильное биение. Круг выставляется под небольшим углом, глубина слоя для снятия порядка 20-40 мкм, для чистоты проход осуществляется 2 раза
Заточка концевых фрез по металлу проводится аналогичным образом, но добавляется операция с торцевыми зубьями, каждый из которых выставляется строго горизонтально, круг перемещается вдоль под заданным углом, при этом важно сохранить единообразие операций для всех резцов. Заточка червячных фрез по металлу производится в зависимости от формы зубьев: для острозаточенных по задней части, для затылованных по передней

Сроки эксплуатации режущего инструмента и качество обрабатываемых поверхностей напрямую зависят от своевременности выполнения заточки. При работе затупленным инструментом происходит не только увеличение времени на выполнение операций, но и нарушение температурного режима, приводящее в свою очередь к деформации обрабатываемого материала и самой фрезы. Процесс идет по нарастающей и может наступить момент, когда восстановление станет невозможным, а покупка новых приведет к финансовым затратам и возможному простою. Затраты на дополнительное заточное оборудование при активном использовании большого количества фрез быстро окупятся.
Стамеска и резец по дереву
Фото 1
Фото 2
Фото 3
Фото 4
Фото 5
Фото 6
Эти классические инструменты для деревообработки схожи по внешнему виду и состоят из стального стержня плоского или полукруглого (желобчатого) сечения с заточенным лезвием на одном конце и длинной деревянной или пластиковой ручкой на другом. Разница между инструментами заключается лишь в назначении и способе применения. Стамеска используется в плотницких и столярных работах для выборки небольших углублений, зачистки пазов и снятия фасок в древесине, а резцы по дереву — при домашнем ремонте, декоративном оформлении или занятиях хобби, для изготовления точеных деталей из древесины (березы, липы, бука, осины, клена и т.п.).





При работе на стамеску нажимают рукой или слегка ударяют киянкой по торцу ручки, а резец по дереву кладут на специальный упор токарного станка и обрабатывают вращающуюся в зажимном устройстве деталь. Шлифовка плоской стамески довольно проста и аналогична шлифовке ножа рубанка: рабочую часть равномерно прижимают к абразивному слою круга вначале всей поверхностью задней скошенной части лезвия (фаски), затем передней стороной. При этом необходимо следить, чтобы режущая кромка лезвия была строго перпендикулярна его боковым граням, и не допускать ее перекоса. Отличие от шлифовки ножа рубанка состоит в том, что не производится закругление боковых углов режущей кромки стамески.
Шлифовка полукруглого токарного резца по дереву более сложна и состоит из трех этапов. Вначале на шлифовальном круге зернистостью 100 производят шлифовку внутренней поверхности желобчатого лезвия, для чего используется самый край абразивного круга. Затем шлифуют наружный слой.
И в том, и в другом случае инструмент слегка вращают вдоль его оси влево-вправо, поворачивая рукоятку правой рукой для равномерной обработки изогнутой поверхности. Затем меняют шлифовальный круг (с 100-го на 320-й) или, пользуясь преимуществом запатентованной системы крепления, наклеивают новый прямо поверх прежнего, после чего повторяют процесс в том же порядке. Третий этап — полировка лезвия — производится на торцевой поверхности опорного диска, изготовленной из прочного полимера, который в данном случае выполняет ту же роль, что кожаный или брезентовый ремень при правке бритвы. Полировка производится легким касанием в течение буквально нескольких секунд.
Самодельный заточной станок для фрез по металлу — Moy-Instrument.Ru — Обзор инструмента и техники

› Инструменты
статьи Загрузка… Лучшие товары с AliExpress ТУТ
Подробности 13.01.2017 11:03 Алешкин 6804
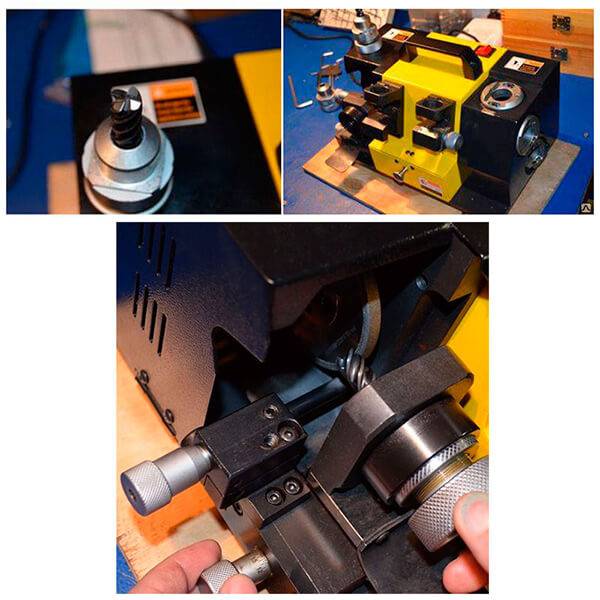
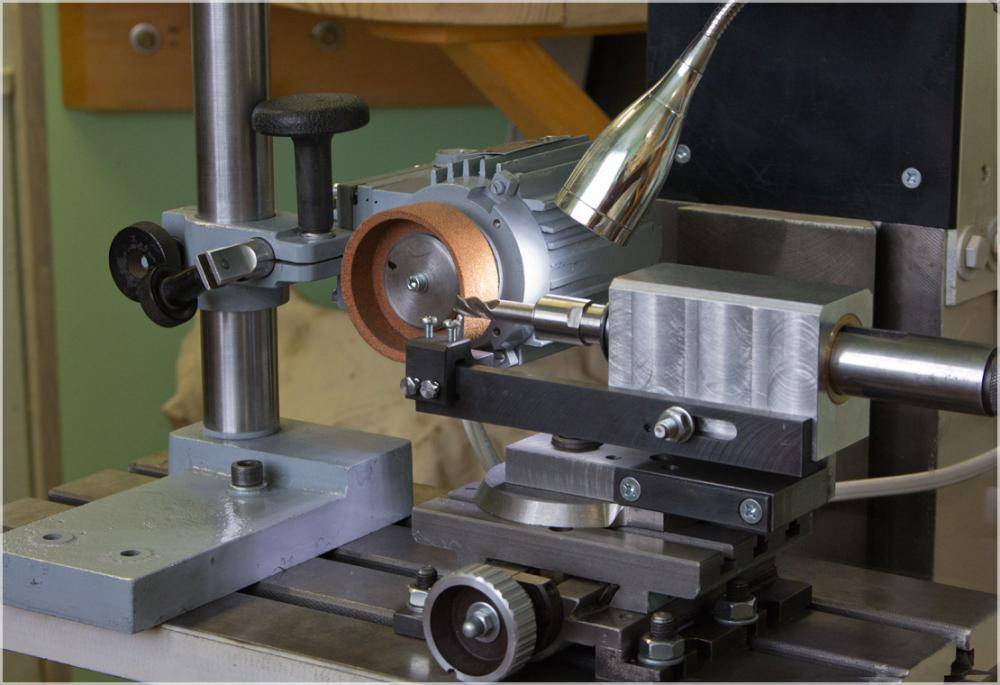
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.
Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
Как это сделано сейчас покажу на фотографиях.
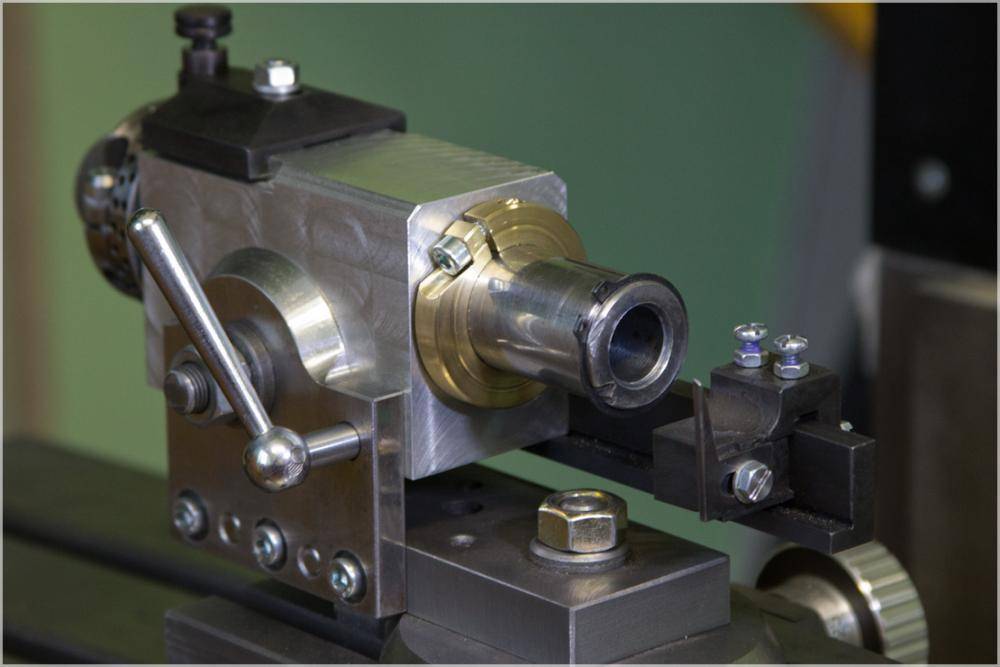
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.
Убрал всё лишние с этой оправки.
Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.
Осталось сделать запорное колечко для шпинделя и ручку.
Ручка для вращения вокруг оси шпинделя.
Вот так выглядит первая собранная деталька для моего приспособления.
Примерка оснастки, сверлильный патрон.
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
Пилю заготовку для стола.
Фрезерую будущие оси перемещения.
Заготовка стола для установки шпинделя.
Заготовка готова, для фрезеровки ласточкина хвоста.
Фрезерую ласточкин хвост.
Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.
Примеряю направляющею к столу, винтом для неё будет обычная шпилька.
Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.
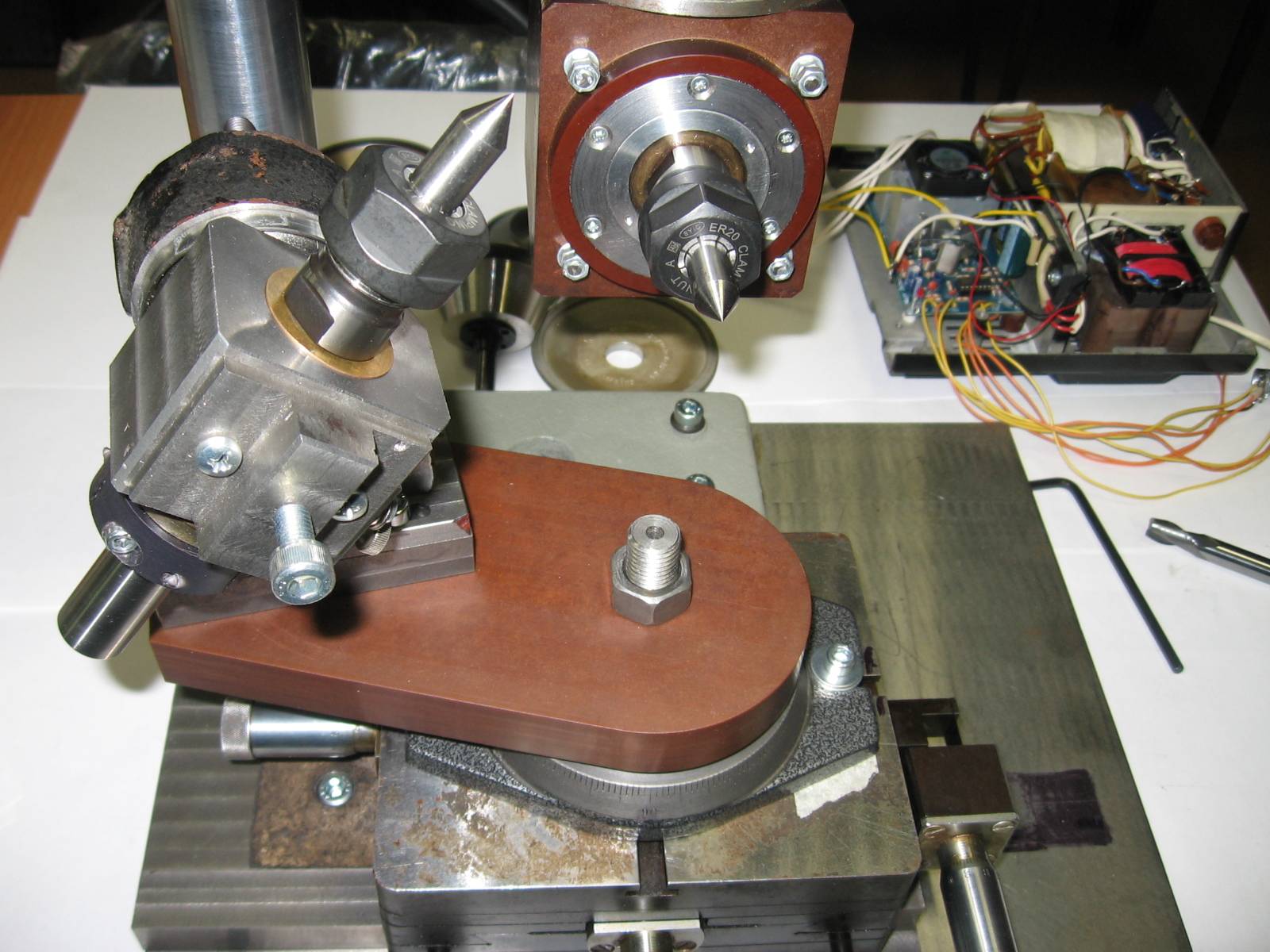
Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.
Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.
Поворотная площадка в виде обычного блинчика.
Вот такой простой цилиндр будет в роли моей оси наклона.
Примерил всё к столу остаётся только просверлить и собрать этот узел.
Просверлил и собрал.
Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.
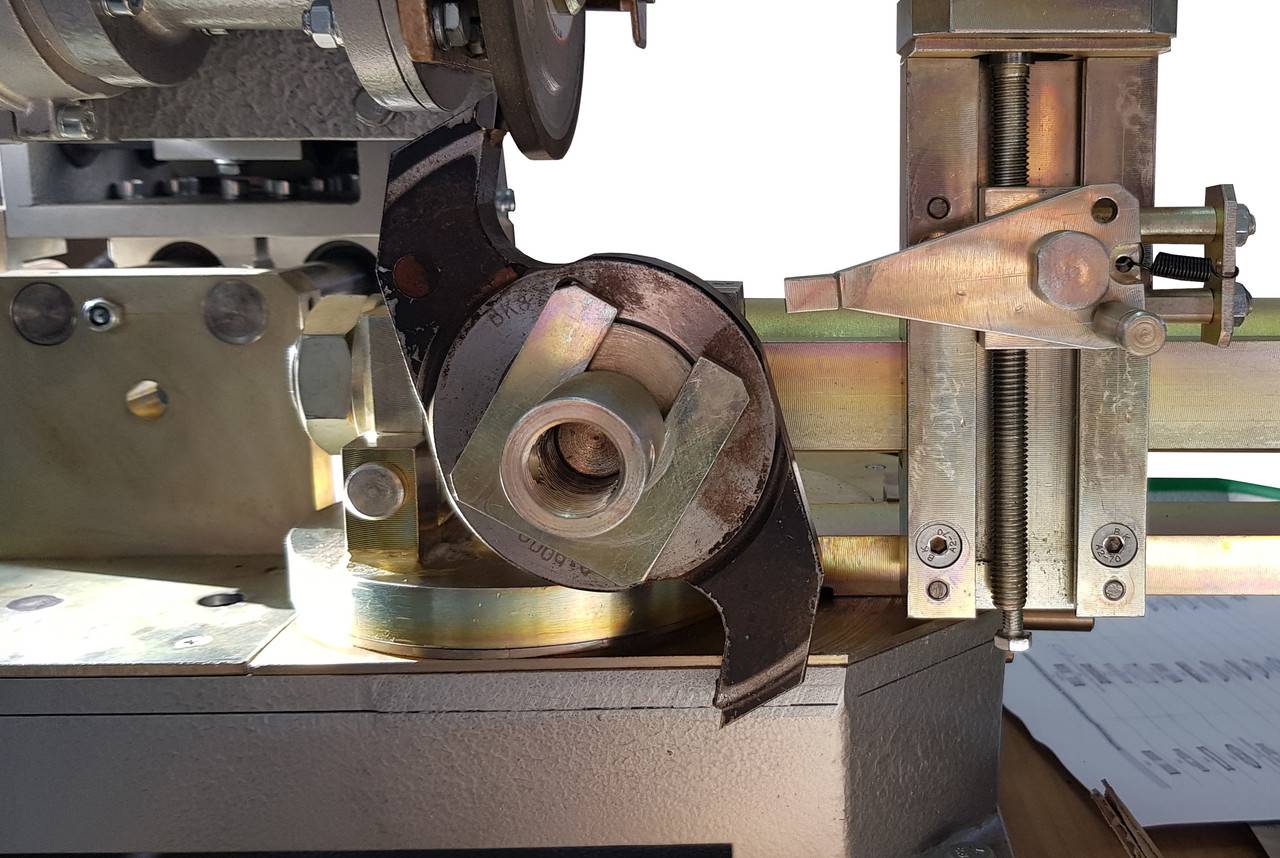
Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.
Так всё устройство выглядит в сборе.
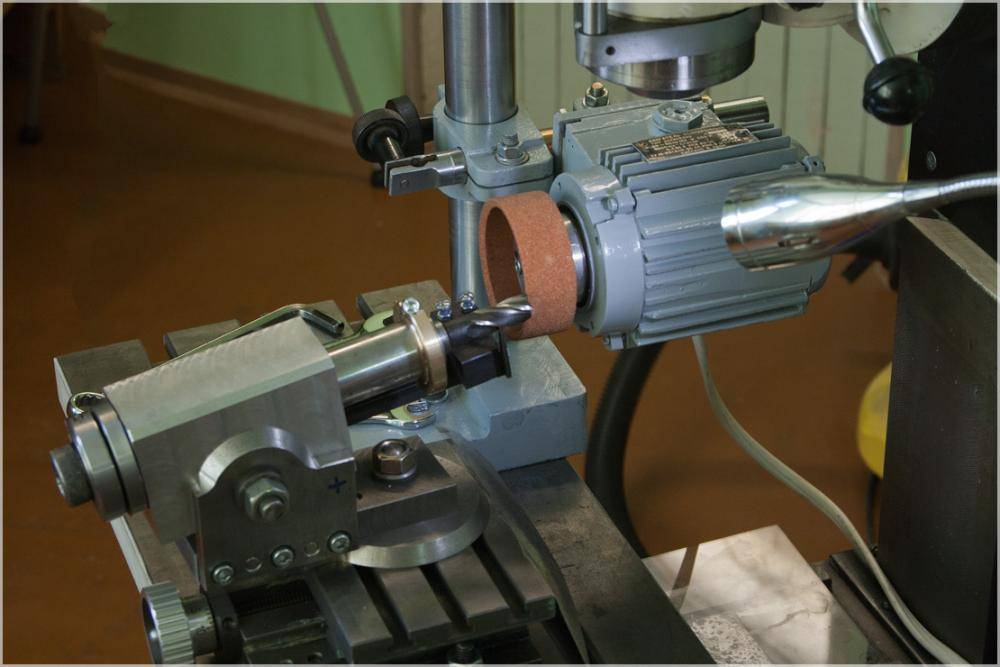
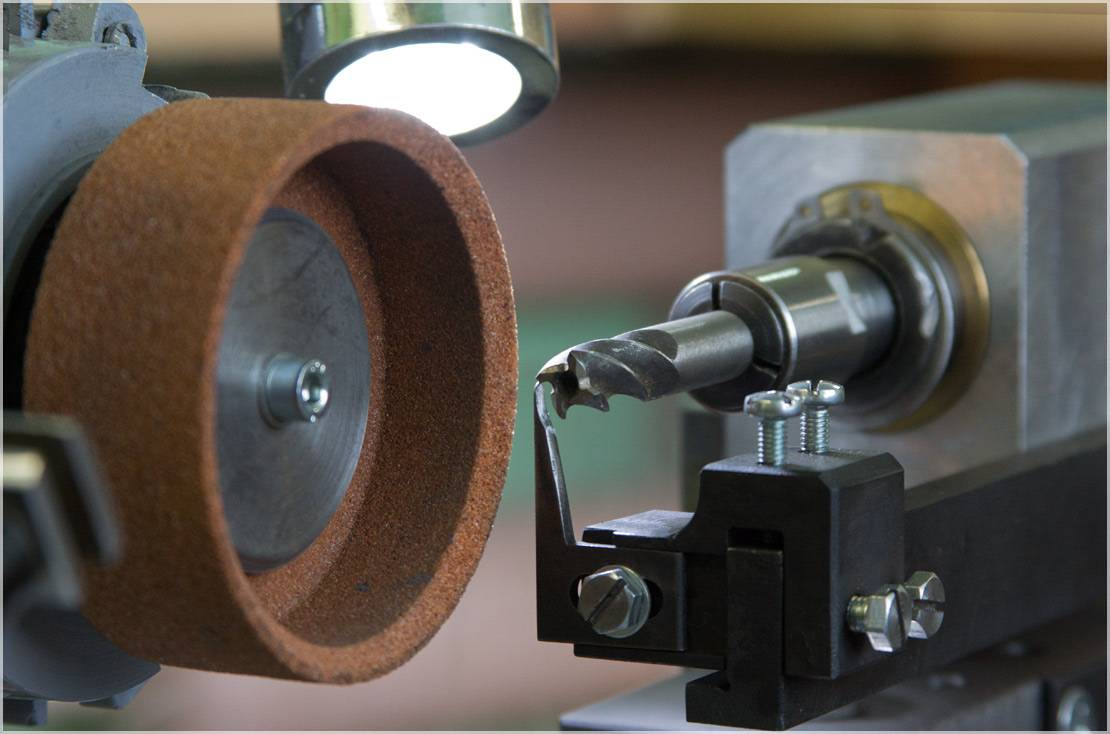
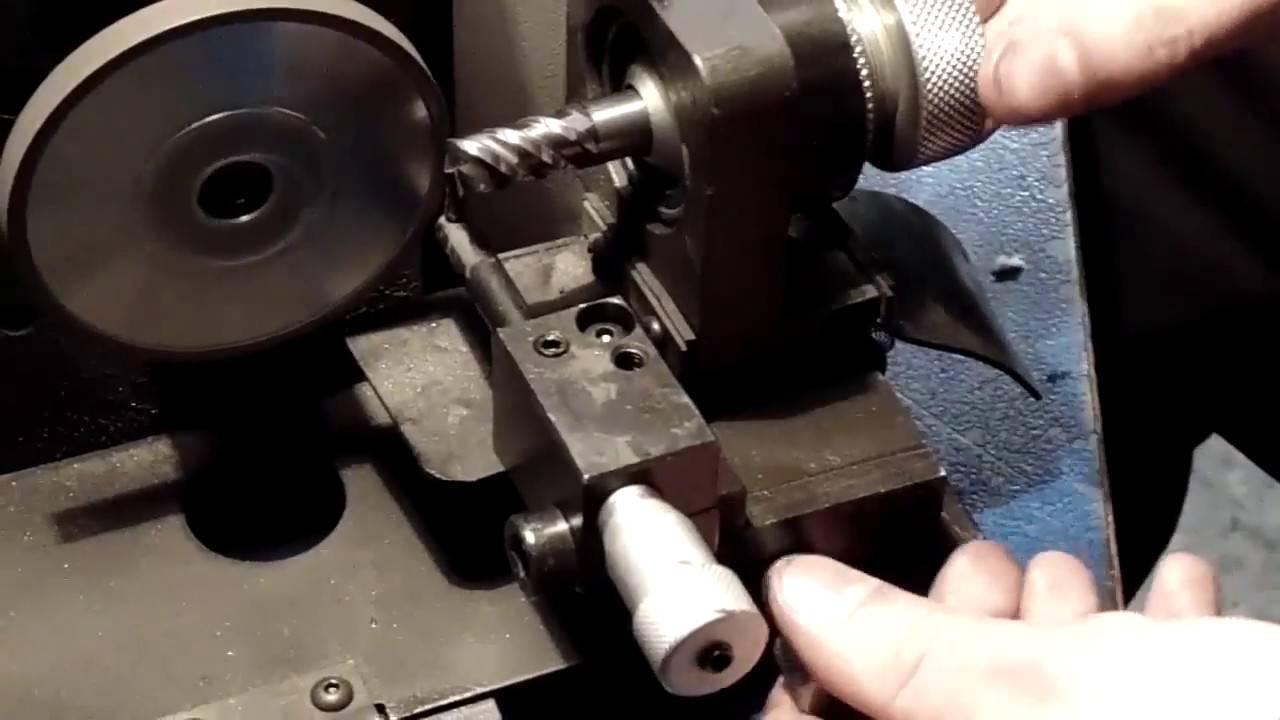
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.
Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.





Для тех кому интересна эта тема, ниже ссылка на продолжение.
Станок для заточки фрез по металлу: обзор моделей, самостоятельная сборка
Приспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
1 Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Заточка фрез своими руками
Вы можете выполнить эту процедуру самостоятельно, используя имеющиеся инструменты.
Это экономит деньги, а при многократном использовании — и драгоценное время.
- Сначала очищаем фрезу от нагара, для чего используем специальную жидкость, наподобие тех, что применяются для чистки двигателей автомобилей. Надо залить фрезу и подождать примерно три минуты, после чего очистить фрезу со всех сторон щеткой.
- Далее берем алмазный брусок и начинаем точить фрезу по передней кромке (движение канала фрезы по алмазному бруску).
- Брусок смачивается обычной водой. После заточки необходимо обтереть фрезу тряпочкой.
Качество ручной заточки сильно отличается от качества заточного станка, но выбор в пользу ручной заточки экономит время.
Этот тип заточки рекомендуется, когда нож еще не слишком затупился, или в качестве профилактической заточки для улучшения качества заготовки.
Глава XXVIII
В промышленности используются различные типы инструментов:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Рекомендуемая литература:Содержание1 Производительность бульдозера. Методы расчета1.1 Расчет производительности1.2 Выбор коэффициента (a)1.3 Производительность бульдозеров российских и зарубежных производителей1.4 Бульдозеры российских производителей1.5 Бульдозеры зарубежных производителей2 Производительность бульдозеров. Расчет производительности бульдозеров.
Рис. 2 Комплект шнеков.
Для обработки заготовки используется набор инструментов:
Фрезы с соответствующими инструментами обычно поставляются в виде наборов с установочными размерами разного диаметра. Для того чтобы использовать резец в течение длительного времени, его необходимо неоднократно затачивать, а во время работы требуется контроль температуры, чтобы избежать перегрева, который снижает прочностные свойства.
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Заточка фрез – это операция для восстановления режущих свойств, которые были утрачены в результате износа зубьев.
Современное оборудование, которое использует наша компания, позволяет затачивать отрезные фрезы с идеальной точностью:
при заточке фрез, как и любого другого инструмента мы соблюдаем все необходимые параметры;
обеспечиваем максимальное количество переточек инструмента в будущем;
обеспечиваем наилучшие показатели при обработке материалов, отсутствие сколов, увеличение срока службы фрезы между заточками.
Хорошо выполненная заточка фрезы увеличивает ее стойкость, что значительно снижает расход режущего инструмента. Если вы эксплуатируете фрезу достаточно долгое время или только планируете ее эксплуатировать, то помните о том, что величина износа фрезы не должна превышать установленные оптимальные значения, которые приняты за критерий затупления. Для того чтобы сохранить фрезу в ее практически изначальном виде, требуется следить за состоянием режущих кромок и конечно вовремя производить заточку фрезы, стараясь не допустить слишком большого износа или поломки зубьев.
Как правило, заточка дисковой фрезы производится на универсально-заточных станках. Для того чтобы процесс заточки происходил правильно, нужно соблюдать существующие и введенные определенные нормы допускаемых биений, установленного обеспечения качества режущих кромок и качества поверхностей.
Наша компания предлагает вам работу самого высокого качества. Обращаясь к нам, вы обращаетесь к высококвалифицированным профессионалам своего дела, которые подходят к выполнению своей работы со всей ответственностью.
Заточка фрез именно у нас обеспечит долгую жизнь и работоспособность вашего инструмента, обеспечит надежность эксплуатации, так как затупленная фреза очень опасна! Помните об этом при выполнении определенного задания, при котором вам может потребоваться данный инструмент. А в случае неполадок или подхода к концу ресурса отрезных дисков – обращайтесь в нашу компанию.
Правила приема дисковых фрез на переточку
1.
Для осуществления заточки дисковых фрез, между заказчиком и исполнителем должен быть заключен “Договор на переработку давальческого сырья”.
2.
Фрезы принимаются только при наличии накладной формы М-15 от Заказчика, в которой необходимо указать номер договора и номенклатуру дисковых фрез.
3.
При сдаче отрезных дисковых фрез на переточку Заказчик должен получить от Исполнителя «Наряд на осмотр», подписанный Исполнителем, в котором указывается стоимость и срок исполнения работ.
4.
Получение фрез осуществляется только по доверенности.
2016-11-04
Заточка фрез — сложная работа
, требующая специальной подготовки и оборудования. Геометрия режущих кромок имеет криволинейную структуру — в этом и состоит главная особенность процесса. Точильный круг должен следовать точно вдоль контура острых зубьев фрезы, чтобы сохранить ее фасонный профиль.
- Затылованные зубцы затачивают по передней поверхности.
- Остро торчащие зубчики обрабатывают по задней стенке.
- Прорезные и отрезные фрезы точат по лицевой и тыльной сторонам.
Вывод
Заточка является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.
Фреза может работать производительно лишь при условии правильной эксплуатации. Если работа проводится при правильно назначенных режимах фрезерования, фреза может обработать большое количество заготовок, прежде чем она сколько-нибудь заметно затупится. Однако, если продолжать работать заметно затупившейся фрезой, усилие резания резко увеличится, что вызовет увеличение трения, быстрое дальнейшее затупление и даже поломку зубьев фрезы. Заточка нормально затупившейся фрезы требует сравнительно немного времени и незначительно уменьшает размеры зуба. Заточка очень тупой фрезы является продолжительной, трудоемкой операцией, приходится снимать довольно большой слой металла, поэтому фрезу не надо доводить до сильного затупления. Особенно надо следить за состоянием режущих кромок и своевременной заточкой дорогостоящих фрез из быстрорежущей стали и оснащенных пластинами твердого сплава.
Заточка цилиндрических фрез с остроконечными зубьями
Цилиндрические фрезы с остроконечными зубьями затачивают по задней поверхности зуба чашечным кругом (рис. 332), при этом необходимо соблюдать заданный задний угол &3945;.
При заточке фрезу надевают на оправку, устанавливаемую в центрах заточного станка. Ось чашечного круга устанавливают под углом 1 — 2° к оси фрезы, с тем чтобы круг касался затачиваемой фрезы только одной стороной (рис. 332, в). Если оси чашечного круга и затачиваемой фрезы расположены в одной горизонтальной плоскости (рис. 332, а), то заднего угла α у зуба фрезы не получится. Для образования заднего угла чашечный круг располагают ниже оси затачиваемой фрезы на величину H





(рис. 332, б), которая определяется из прямоугольного треугольника со стороной и углом α:
Угол α следует выбирать по табл. 35. Положение зуба фрезы при заточке фиксируется специальным упором (рис. 332) в виде обычной планки из пружинной стали. Упор, поддерживающий затачиваемый зуб, должен быть установлен очень близко от режущей кромки. Он служит также направлением при заточке фрез с винтовыми зубьями. При заточке задней поверхности цилиндрических фрез дисковыми кругами на зубе получается вогнутая фаска, что ослабляет лезвие зуба и ускоряет их износ. Чашечные круги при заточке дают плоскую фаску (ленточку), чем обеспечивается большая стойкость фрез; по этой причине заточка фрез дисковыми кругами не рекомендуется.
Заточка торцовых фрез
Заточка главной режущей кромки зуба торцовых фрез производится по задней поверхности подобно заточке цилиндрических фрез с остроконечными зубьями (рис. 333, а).
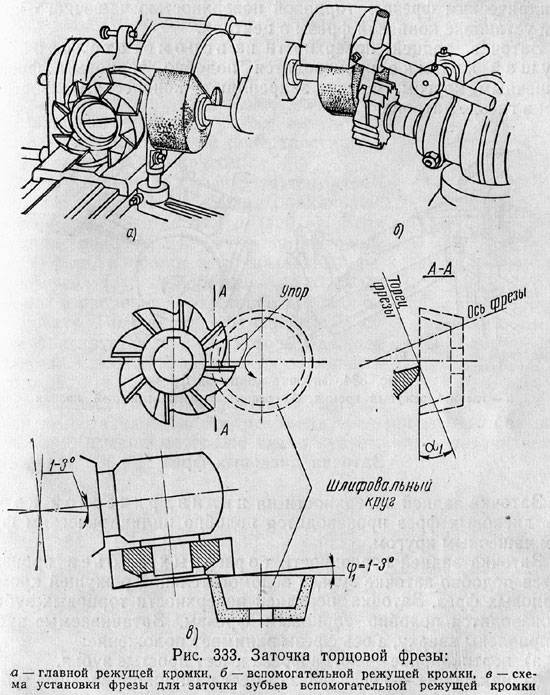
При заточке вспомогательной режущей кромки зуба (рис. 333, б) сначала фрезу устанавливают так, чтобы ее вспомогательная режущая кромка занимала горизонтальное положение. Затем ось фрезы поворачивают в горизонтальной плоскости на величину вспомогательного угла в плане φ 1 и одновременно наклоняют в вертикальной плоскости на торцовый задний угол α 1 . Заточка передней поверхности на вспомогательной режущей кромке производится боковой поверхностью тарельчатого круга. Фрезу устанавливают так, чтобы вспомогательная режущая кромка была обращена кверху, а ось фрезы наклоняют в вертикальной плоскости на величину переднего угла вспомогательной режущей кромки.