Виды паяльников для полипропиленовых труб
Существует всего два вида сварочных аппаратов для полипропиленовых труб. Они ничем принципиально не отличаются кроме формы жала нагревательного элемента. По этому признаку их разделяют на:
- — паяльники с цилиндрической формой тэна;
- — паяльники с тэном в виде подошвы утюга.
У каждого вида паяльников свой набор насадок, отличающихся способом крепления. Если на утюги насадки накручиваются с помощью винтового крепления, то на цилиндрических тэнах они имеют форму накидного хомута, который стягивается винтом.
Функционально никаких различий между этими двумя видами паяльников нет. При выборе руководствуются лишь техническими данными и удобством эксплуатации.
Рейтинг самых лучших паяльников для полипропиленовых труб по соотношению цены и качества 2023 года
Лучшие паяльники для труб из полипропилена находятся в среднеценовой категории. При доступной стоимости такие инструменты обладают полупрофессиональными возможностями.
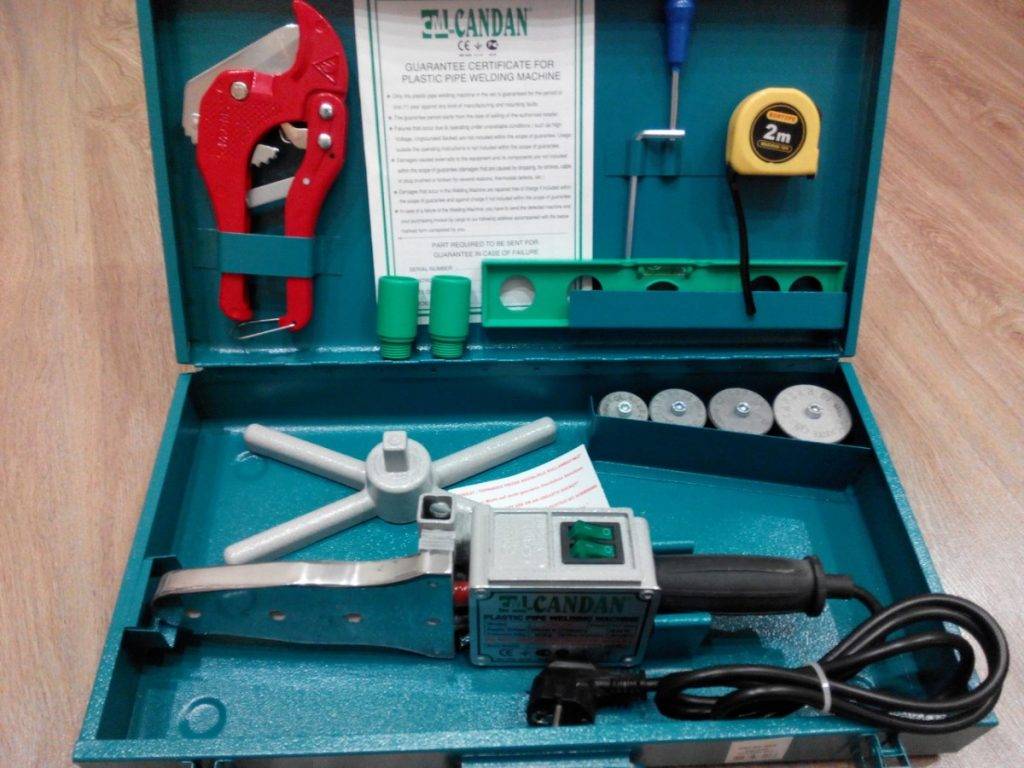
Candan CM-04
Паяльник на 2000 Вт рассчитан на работу с пластиковыми трубами 50-100 мм. Позволяет регулировать мощность и температуру, не перегревается. Поставляется с тремя насадками и подставкой.
 Приобрести паяльник Candan CM-04 можно от 8000 рублей Плюсы
Приобрести паяльник Candan CM-04 можно от 8000 рублей Плюсы
- два режима;
- кейс в комплекте;
- антипригарное покрытие наконечников.
Минусы
- мало насадок в наборе;
- неудобно транспортировать.
Мне нравитсяНе нравится
GM Cobra 0005
Мощный инструмент 1500 Вт позволяет осуществлять сварку пластиковых заготовок самых разных диаметров от 50 до 125 мм. Комплектуется шестью наконечниками с тефлоновым покрытием, поддерживает нагрев до 300 градусов.
 Цена Cobra 0005 начинается от 5700 рублей Плюсы
Цена Cobra 0005 начинается от 5700 рублей Плюсы
- умеренная цена;
- широкий температурный диапазон;
- хорошая комплектация.
Минусы
- большие габариты;
- тяжелый.
Мне нравитсяНе нравится
Valtec ER-04
Инструмент для сварки пластиковых заготовок и фитингов предназначен для обработки диаметров 20, 25, 30 и 40 мм. Комплектуется соответствующими наконечниками и струбциной. В набор входят также уровень, рулетка и шестигранник. Паяльник поставляется в прочном кейсе из металла.
 Купить Valtec ER-04 можно от 7700 рублей Плюсы
Купить Valtec ER-04 можно от 7700 рублей Плюсы
- широкая комплектация;
- нагрев до 300 градусов;
- удобный кейс.
Минусы
- некачественные ножницы;
- плохой уровень в наборе.
Мне нравитсяНе нравится
Устройство и принцип действия
 Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Поэтому в среде профессионалов его часто так и называют – утюг для пайки труб. Он разогревается за счет находящегося внутри его одного или нескольких нагревательных элементов, обеспечивающих температуру, необходимую для плавления материала труб.
В корпус вставляются специальные насадки разных диаметров. При этом насадки малого размера вставляются ближе к краю, где жало уже. Насадки каждого размера парные – одна рассчитана на разогрев наружной поверхности первого элемента из сооружаемого трубопровода, другая в это время разогревает внутреннюю поверхность второго элемента.
При разогреве до 260 ℃ первый элемент вставляется во второй. После кристаллизации материала из полипропиленовых труб и фитингов получается прочное и герметичное неразъемное соединение.
Существуют разновидности паяльников для пайки полипропиленовых труб с нагревателем круглой или цилиндрической формы.

Принципиальной разницы в том, как устроены плоские и круглые паяльники, нет. Но благодаря тому, что жало круглого паяльника имеет одинаковый диаметр по всей длине, обеспечивается одинаковый нагрев головок, независимо от их размера и положения на паяльнике.
Это преимущество удачно используется при пайке полипропиленовых труб в ограниченном пространстве, например, когда расстояние между стеной и трубой не позволяет произвести пайку утюгом.
На круглом паяльнике головку любого размера можно установить на самом конце жала и осуществить пайку даже вплотную к стене.
Особенности паяльника для пластмассы
Для того чтобы понять, что такое паяльник для пластмассы, сперва следует разобраться, что такое пластмассовые трубы. Пластмассовых труб бывает множество, но только трубы из полипропилена монтируются при помощи паяльника. Этот трубопровод самый толстостенный среди остальных, несмотря на то что он изготовлен из пластика, он не гнётся. Но на длинных участках полипропиленовые трубы могут провисать, поэтому производитель их выпускает в виде отрезков не более четырёх метров. Этот вариант наиболее прочный и экономически выгодный при монтаже систем водопровода.
Для прокладки углов, поворотов, развязок и создания иных узлов из полипропилена используется паяльник для пластмассы. У этого инструмента множество названий, таких как:
- Паяльник.
- Сварочный аппарат.
- Утюг и др.
Полипропиленовый трубопровод монтируется при помощи сварочного аппарата, на который устанавливаются насадки в соответствии с необходимым диаметром. При помощи этих насадок верхние слои трубы и внутренние слои монтажного фитинга расплавляются, превращаясь в жидкую горячую массу, напоминающую парафин. В расплавленном виде труба с фитингом соединяются и при высыхании материала, который сохнет невероятно быстро, превращаются в монолит.
Правила работы
Процесс пайки несложен, но прежде чем приступить к раскладке водопровода, следует пройти практику на ненужных отрезках полипропилена.
Пайка полипропилена требует соблюдения некоторых нюансов:
Нельзя передерживать трубы и фитинги на паяльнике. При излишнем удержании материала нарушается равная толщина стен, что приводит к неровному формированию слоя и образованию пустот в шве. В дальнейшем эти пустоты могут привести к течи.
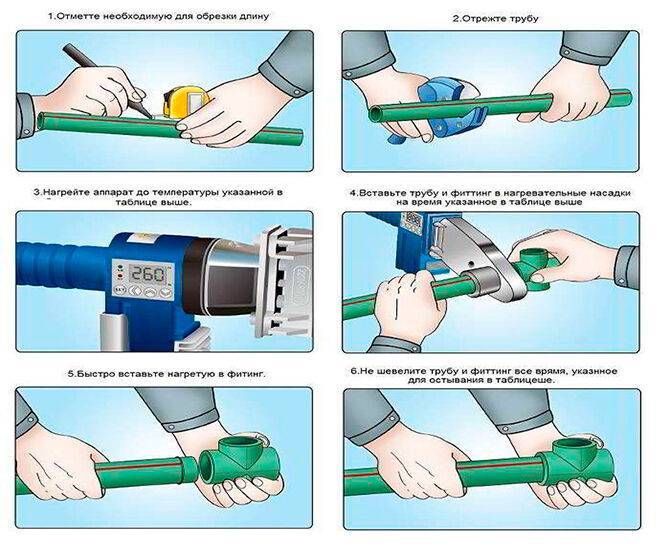
Перед тем как плавить трубу, на ней необходимо сделать отметку чёрным маркером или фломастером, обозначающую глубину на которую будет помещён штуцер в фитинг. Это делается для того, чтобы не поместить штуцер слишком глубоко в соединительный элемент тем самым забрав часть пространства для штуцера, которая будет монтироваться дальше. На сварочном аппарате труба плавится до отметки штуцера.
Полипропиленовый трубопровод режется специальными ножницами
При нарезании полипропилена очень важно соблюдать ровный угол разреза. Если разрез будет под косым углом, то расплавление штуцера будет неравномерно по окружности, в результате монтажный шов будет ненадёжным
Конструкция ножниц, которыми нарезается трубопровод, выполнена таким образом, что при фиксировании краёв трубы угол разреза будет всегда ровный.
Детали сварочного аппарата
Паяльный или сварочный аппарат имеет различные модификации и комплектацию. При выборе инструмента для пайки каждый мастер опирается на свои потребности и опыт. По своей сути паяльник для полипропилена достаточно прост, в базовой комплектации он имеет:
- Ручку, при помощи которой его можно переносить и держать во время работы.
- Нагревательный элемент.
- Индикатор нагрева.
В более широкой модификации паяльник может иметь:
- Подставку.
- Двойной индикатор нагрева, который сообщает о готовности аппарата и о процессе нагрева.
- Регулятор температурного режима.
Как подготовить полипропиленовые трубы и фитинги к сварочному процессу
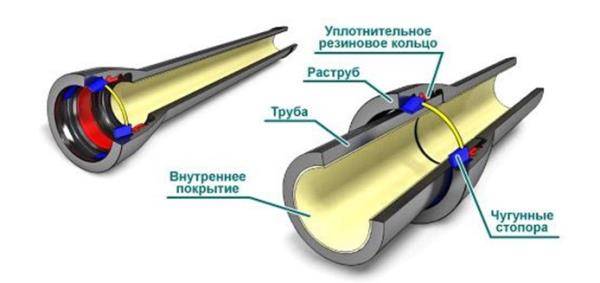
Главный и первый этап подготовки как труб, так и фитингов к сварочному процессу – обезжиривание всех поверхностей, которые соприкасаются между собой. Те трубы, которые армируются алюминием, подготавливаются следующим образом. Когда слой алюминия расположен близко к поверхности (сразу под декоративным полипропиленом), армирующий слой удаляется с концов трубы при помощи шейвера, используя зачистной способ. Это необходимо для обеспечения качественного соединения.
Когда армирующий слой расположен в центре стенок полипропиленовых труб, подготовка к пайке проводится специальным инструментом, который позволит срезать торцы трубы вместе с выступающим слоя алюминия. В редких случаях при подготовке полипропиленовых труб используются муфты, которые смогут обеспечить обволакивание кромок трубы при помощи полипропилена, что необходимо для придания герметичности при спайке деталей.
Особенности устройства
Паяльник для пластиковых труб представляет собой небольшой электрический прибор, работающий от сети 220В. Суть его работы заключается в нагреве съёмных металлических насадок, по форме и размеру аналогичных соединяемым трубам.








На нагретые гильзу и дорн устанавливаются фрагменты ПП-труб. В результате воздействия температуры полимер становится мягким, но сохраняет исходную форму. При совмещении двух концов образуется прочный стык со швом, герметичный для воды и воздуха.
Современные паяльные аппараты для ПП-труб имеют общую конструкцию:
- основной рабочий орган – литой металлический кожух с отверстиями, внутри которого находится нагревательный ТЭН;
- кожух устанавливается на корпусе, в котором находится терморегулятор;
- опора устройства — крестовина, простая прямоугольная подставка или завинчивающийся зажим;
- из корпуса аппарата выходит ручка, покрытая теплоизоляционным материалом.

Рабочий орган – кожух – имеет форму вытянутой трапеции, благодаря которой устройство часто называют «утюгом». Отверстия предназначены для установки сменных насадок, которые обычно поставляются в комплекте с паяльником или приобретаются отдельно. Количество насадок, их размер и толщина у каждого устройства отличается. Большинство из них изготавливается из прочной стали с антипригарным тефлоновым покрытием.
Внешний диаметр насадок варьируется в диапазоне 16-160 мм. Толщина стенок гильз и дорнов может быть различной, в зависимости от мощности прибора. Обычно производители соотносят мощность и толщину в прямой пропорции. Наиболее мощные паяльники предназначены для профессиональных сварочных работ во время монтажа систем водоснабжения и отопления.
Выбор мощности
Для выбора мощности паяльника можно воспользоваться упрощенным правилом – умножить на 10 диаметр в миллиметрах самой большой насадки, которую предполагается использовать для соединения полипропиленовых труб. Полученное значение округлить в большую сторону.
Всегда неплохо иметь некоторый запас по максимальной мощности, потому что инструмент, работающий на пределе возможностей, прослужит меньше времени.
Но если паяльник приобретается для разовых работ, например для изготовления системы отопления в одном частном доме, последним утверждением можно пренебречь и не тратить средства на лишнюю мощность. Как говориться, выполнил и выбросил. Недопустимо использовать прибор недостаточной мощности для разогрева головок с большим диаметром.
Относительно большая площадь поверхности насадки обеспечит сильный теплоотвод, и она может так и не нагреться до заданной температуры и не расплавить полипропиленовый материал.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
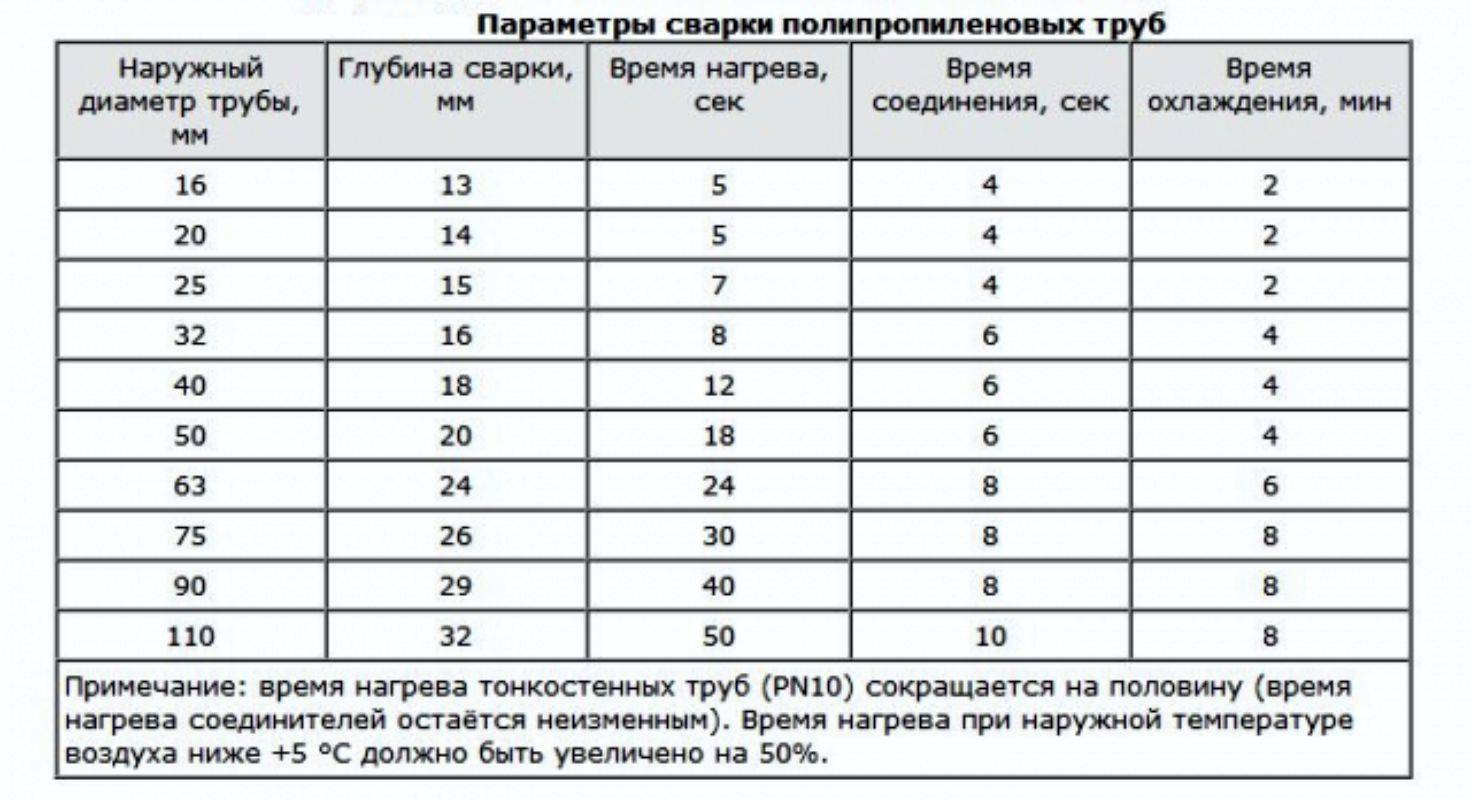
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
 YouTube‑канал «Дважды отец Дмитрий»
YouTube‑канал «Дважды отец Дмитрий»
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.




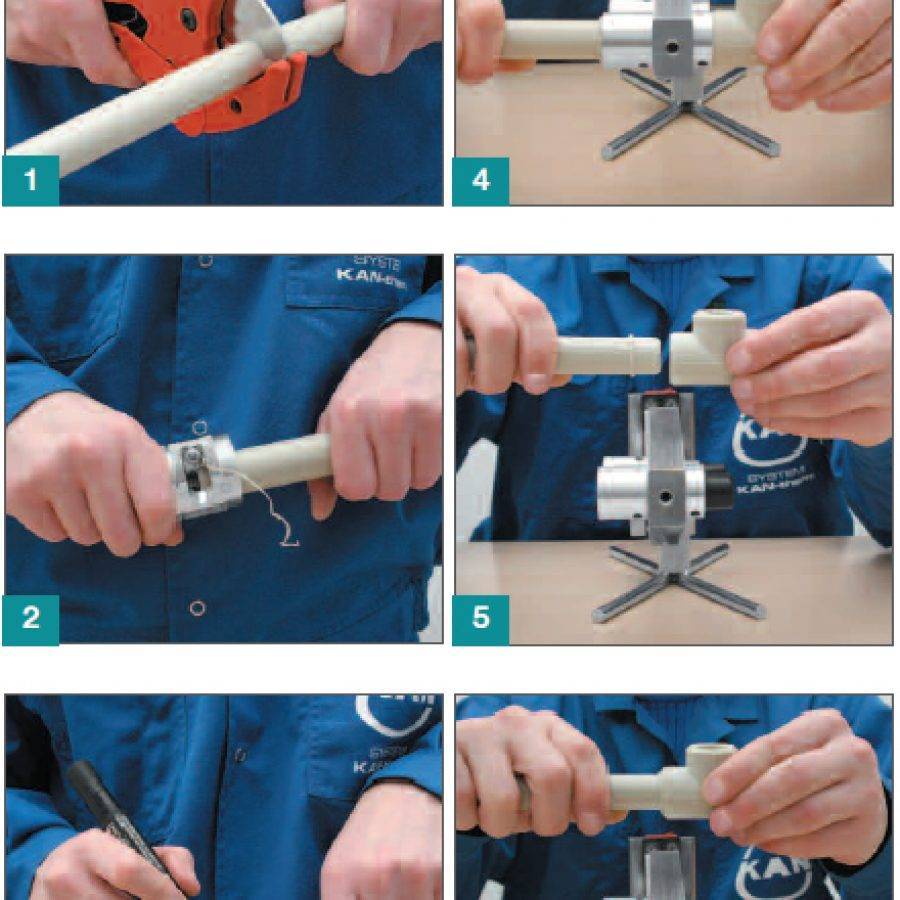





Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык
Всё это поможет предусмотреть схема сборки.
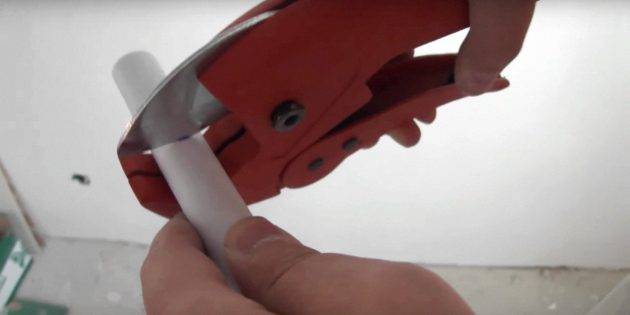
Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
 YouTube‑канал «Сергей Ефимов»
YouTube‑канал «Сергей Ефимов»
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Модель “Вента СПП”
Этот паяльник для полипропиленовых труб потребляемую мощность имеет на уровне 1500 Вт. Рабочая частота колеблется в районе 50 Гц. Из недостатков следует отметить высокое потребление электричества. По этой причине инструмент нельзя назвать экономичным. Дополнительно сложности создает довольно короткий шнур питания, из-за чего работать на некоторых объектах может быть некомфортно.
В свою очередь, ручка имеет эргономическую форму и у владельцев проблем не вызывает. Еще одной отличительной чертой данного устройства можно считать качественный нагревательный элемент. Максимальную температуру регулятором можно выставить на уровне 400 градусов. Стоит этот паяльник для полипропиленовых труб (цены рыночные) примерно 3100 руб.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки. 
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.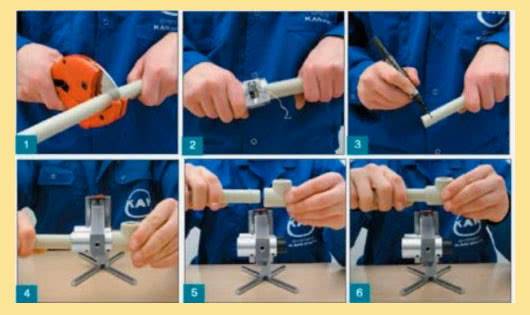
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.










Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.

Паяльник “Форте 6312”
Данный паяльник большего всего подходит для работы с трубами большого диаметра. При этом мелкие насадки в комплекте у него отсутствуют. Режимы работы имеются различные. С их помощью мощность инструмента есть возможность постоянно менять. Таким образом, предельная частота будет возрастать и снижаться. По энергопотреблению данная модель является приемлемой. Также следует отметить качество нагревательного элемента.
Благодаря этому с паяльником можно работать продолжительное время без негативных последствий. Залипания с материалом происходят крайне редко. Обойдется паяльник для сварки полипропиленовых труб “Форте 6312” покупателю на рынке примерно в 3100 руб.

Как выбрать паяльник?
Давайте разберемся, как выбрать паяльник для полипропиленовых труб. Прежде всего, необходимо определится с тем, какими диаметрами труб вы будите пользоваться.

В быту распространены наиболее полипропиленовые трубы диаметром до 63 мм. Поэтому для личных нужд набора матриц от 20 до 63 мм. будет достаточно, если заниматься этим профессионально необходимо рассматривать диаметры до 110 мм.

Второй важный параметр это мощность паяльника. Для собственных нужд подойдет с мощностью до 1,5 кВт. Ошибочно полагать, что если приобрести мощный паяльник это увеличит скорость работы, важным является плавный и равномерный нагрев поверхности заготовки.

Следующий параметр это страна производитель. Лучший паяльник для полипропиленовых труб выпускает Германия. Немецкие паяльники работают без нареканий долгое время, поддерживают точно заданный режим нагрева.

Турция и Россия производят товары примерно одинакового качества, и, по мнению пользователей наихудшие в эксплуатации это паяльники, сделанные в Китае. Хотя если вы приобретаете для себя и будите пользоваться один два раза в месяц, то и китайский паяльник прослужит долго.

В общем можно сделать такой вывод, какой паяльник для полипропиленовых труб лучше, решать Вам исходя из конкретных задач. Подойти к выбору и покупке нужно серьезно, так как от этого инструмента зависит качество и скорость монтажа, внешний вид готового трубопровода.

Если затрудняетесь определиться с выбором модели можно найти специализированный магазин, в котором квалифицированные менеджеры помогут сделать правильный выбор.

В больших строительных гипермаркетах проводятся мастер-классы, на которых можно увидеть своими глазами весь процесс пайки труб и даже попробовать себя в этом новом деле.
 Опытный наставник сразу укажет на недочеты и поможет их избежать.
Опытный наставник сразу укажет на недочеты и поможет их избежать.

Всем приходится осваивать что-то новое для себя, и не всегда это получается с первого раза. Не отчаивайтесь, главное в любом деле это опыт, который можно заработать только на собственных ошибках.

Удачного ремонта и строительства!