

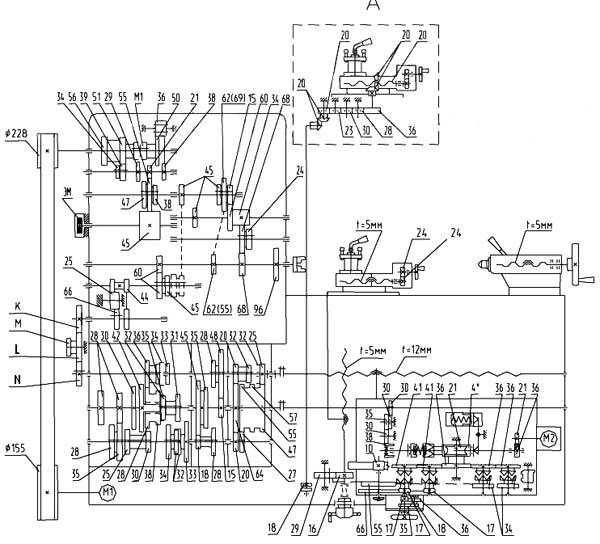
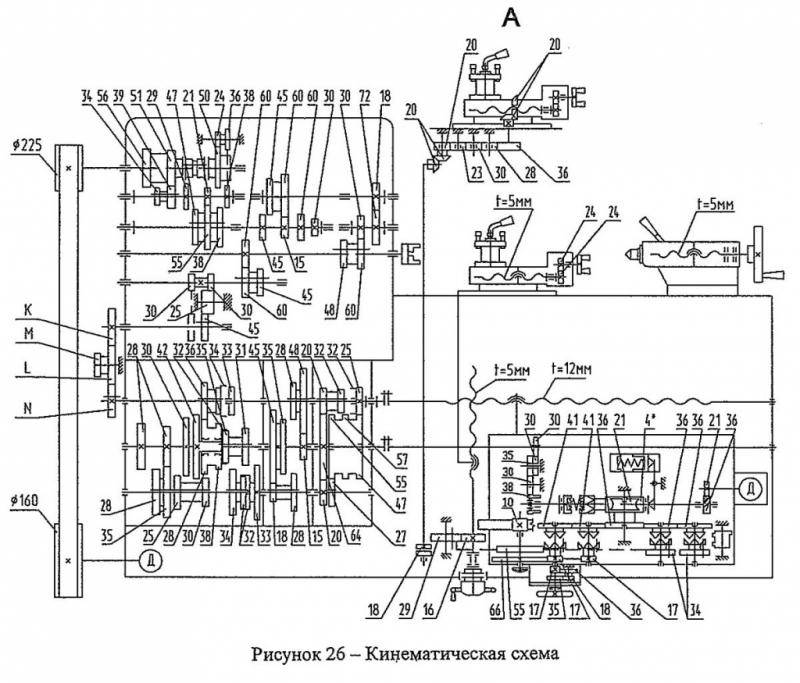
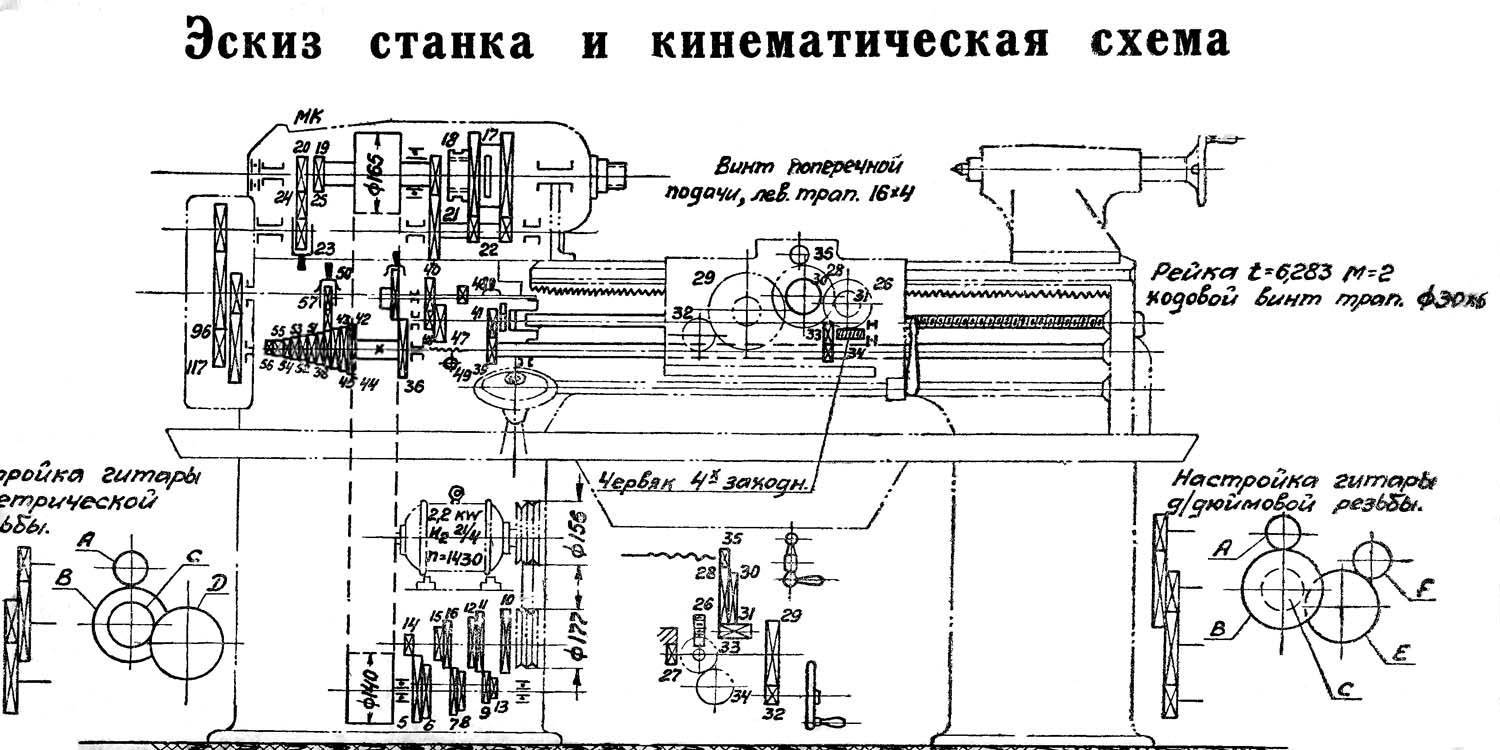
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.
Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Описание работы электросхемы станка
При включении вводного переключателя SA1 и автоматических выключателей QF1, QF2 электрооборудование станка подключается к питающей электросети и включается сигнальная лампа HL2.
Местное освещение включается переключателем, встроенным в светильник ELl.
Работа электродвигателя главного привода Ml осуществляется пускателем КМ1, управляемым при помощи кнопки SB4 «пуск главного привода» и кнопки SB3 «Стоп главного привода». Включение шпинделя станка по часовой стрелке, останов, включение против часовой стрелки при включенном электродвигателе главного привода Ml осуществляется вручную при помощи фрикциона.
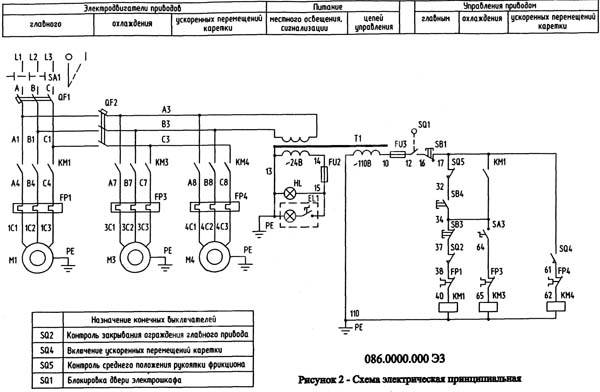





Работа электродвигателя привода охлаждения
Пуск и останов электродвигателя привода охлаждения М3 осуществляется пускателем КМ3, управляемым переключателем SA3. Включение насоса возможно только после включения электродвигателя главного привода Ml.
Характеристика электрооборудования станка ГС526У
Электрооборудование станка рассчитано на подключение к трехфазной сети переменного тока напряжением ~380 В с частотой 50 Гц.
Электроавтоматика станка питается от следующих величин напряжения вторичного источника питания:
- цепь управления ~110 В переменного тока;
- цепь сигнализации ~22 В переменного тока;
- местное освещение ~24 В переменного тока.
На станке установлены три трехфазных асинхронных двигателя Ml, МЗ, М4.
- Электродвигатель привода главного движения (Ml) (АИР132М4), мощность 7.5 кВт; AИP132S4, мощность 11 кВт
- Электродвигатель насоса охлаждения (М3) АИР56А2П, мощность 0,18 кВт
- Электродвигатель ускоренных перемещений каретки (М4) АИР63В4, мощность 0,37 кВт
Электрическое освещение станка осуществляется с помощью светильника местного освещения. Мощность лампы накаливания светильника 25 Вт.
Допустимое отклонение напряжения питающей сети на вводе 0,9..1,1 номинального значения, отклонение частоты от номинального значения в пределах 0,99..1,01.
Работа электрооборудования определяется схемой электрической принципиальной 086.0000.000 Э3, приведенной на рисунке 2.
Полный состав электрооборудования станка указан в перечне элементов 086.0000.000 ПЭ3 и приведен в таблице 1.2.
Электрические соединения в шкафу управления и между частями станка выполнены по схеме электрической соединений 086.0000.000 Э4, приведенной на рисунке 3.
Таблица соединений проводов выполнена по схеме электрической соединений 086.0000.000 ТЭ4 и приведена в таблице 1.3.
Детальное описание
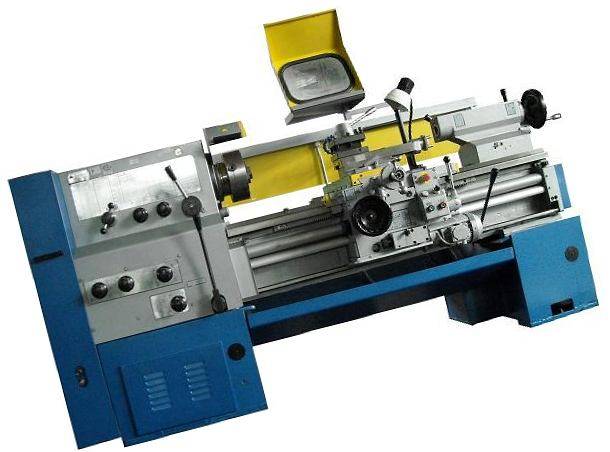
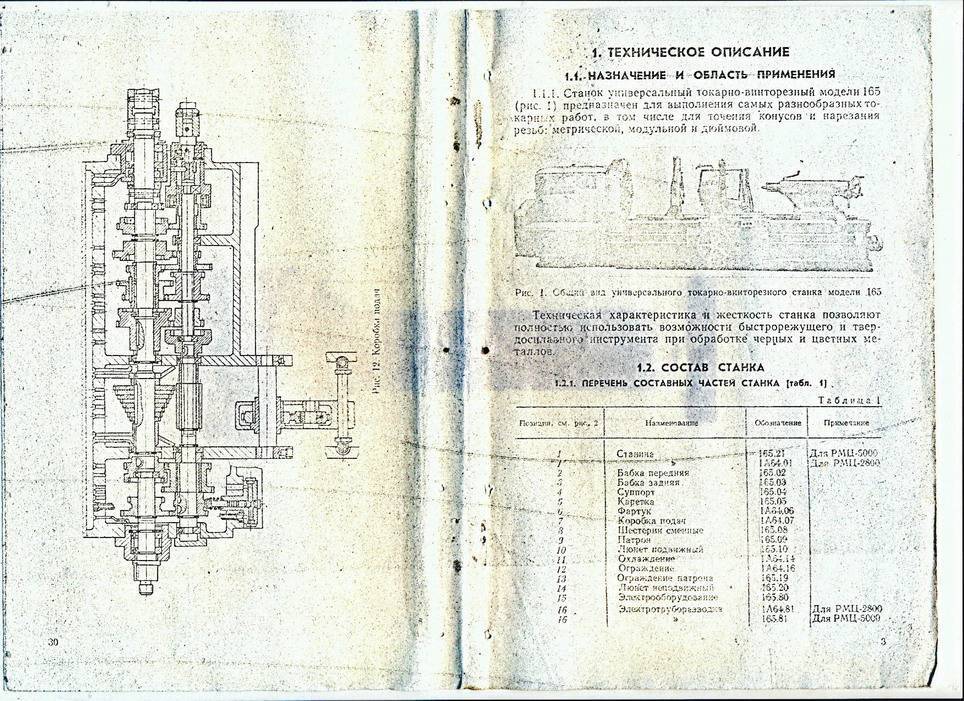
Основа корпуса токарного станка 1615 – станина, на которой устанавливаются следующие рабочие механизмы:
- Бабки (передняя и задняя).
- Подвижный суппорт.
- Фартук.
- Коробки рабочей подачи и скоростей.
Кроме того, в состав рассматриваемого оборудования входят шпиндель и приводной движок (трехфазный электродвигатель на 380 Вольт).
Станина токарного станка 1616 изготовлена из чугуна и имеет диагонально расположенные ребра жесткости, усиленные двумя направляющими (передней и задней). Первая применяется для перемещения суппорта, а вторая – для поступательного движения задней бабки. Основание токарного станка 1616 посредством усиленных болтов крепится к «мощным» чугунным тумбам.
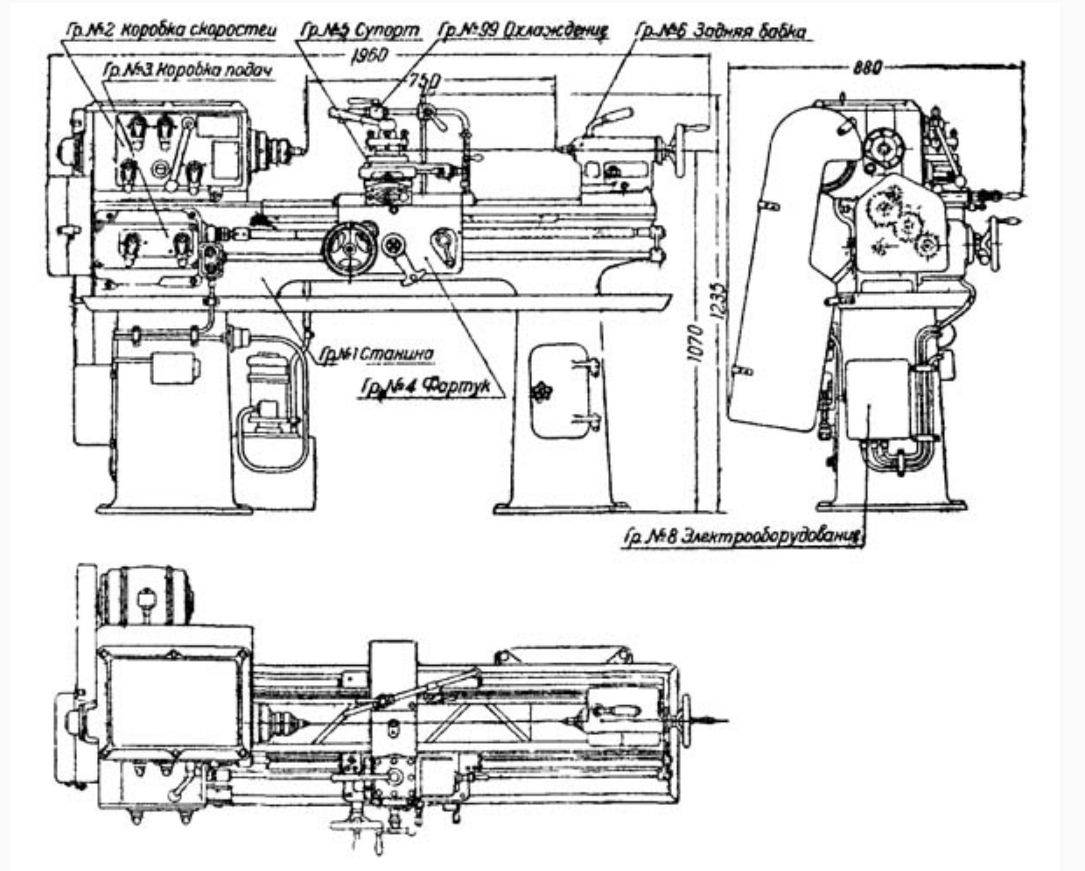
Габариты
Рабочие габарита токарного станка 1616 определяются исходя из размеров его станины. Его основные параметры в миллиметрах представлены ниже:
- Длина станины – 1960 мм.
- Ее ширина – 880 мм.
- Высота токарного станка 1616 – 1235 мм.
Вес описываемого образца станочного оборудования составляет 850 кг.
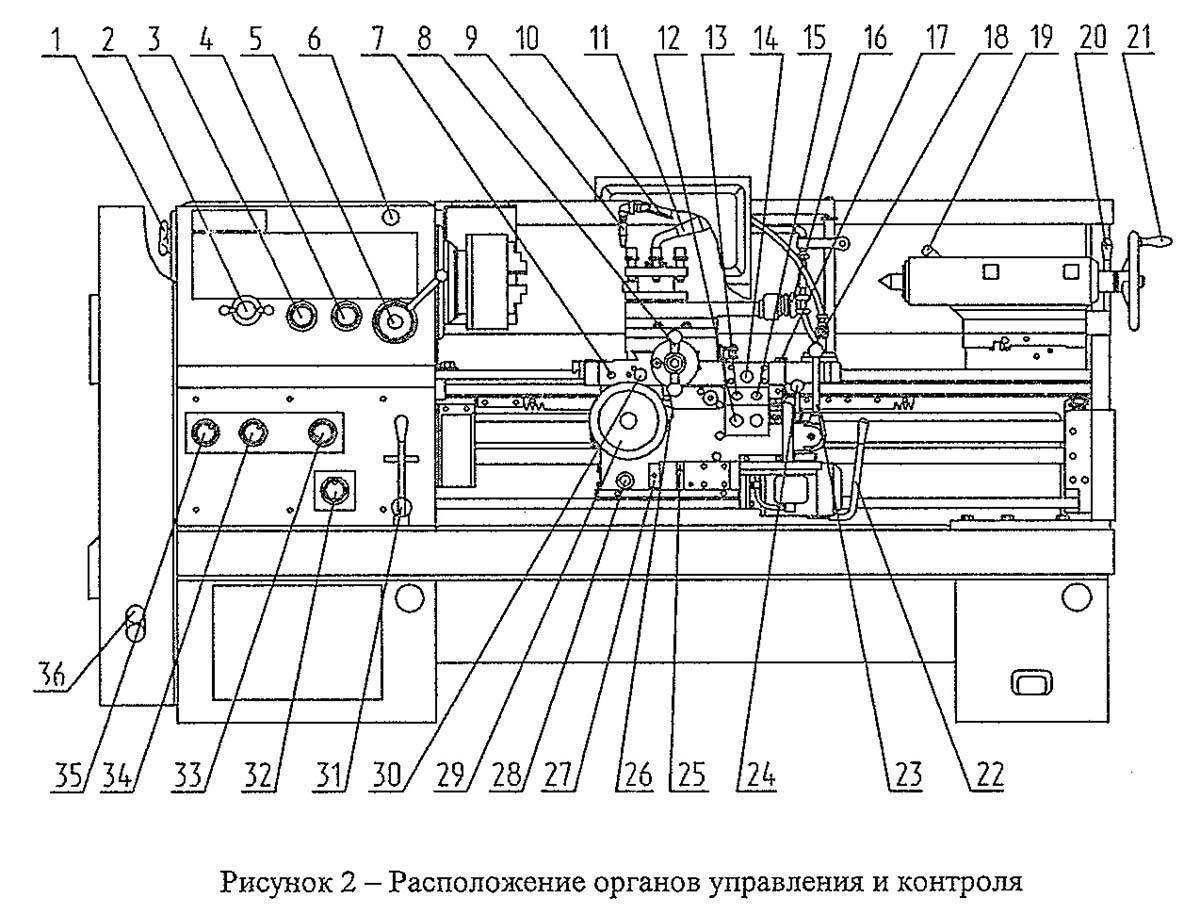
Расположение органов управления
С расположением рабочих органов управления токарным станком 1616 можно ознакомиться на приведенном ниже фото:
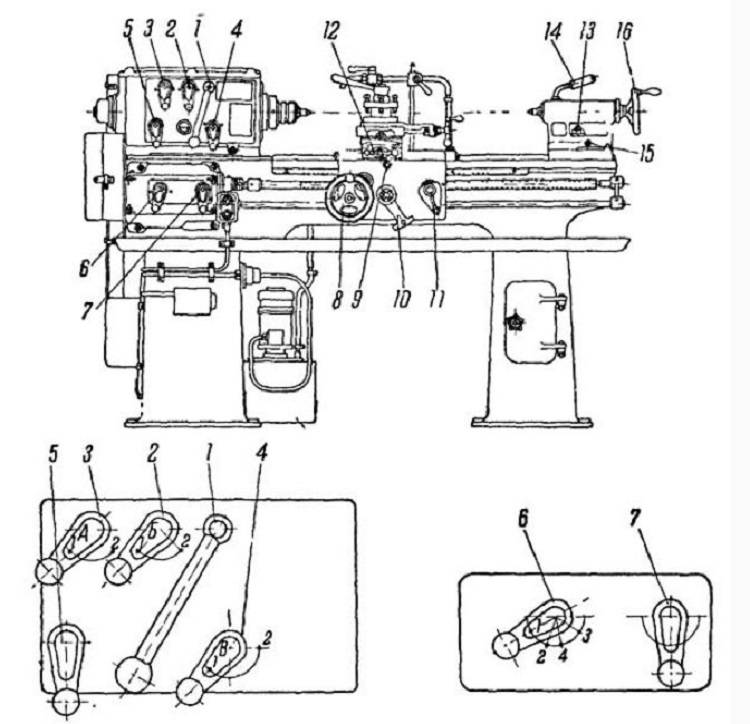
В их состав входят несколько типов рукояток и маховиков, выполняющих следующие рабочие функции:
- Включение или выключение фрикционных муфт.
- Выставление скорости перемещения шпинделя.
- Установки его оборотов и кратных множителей для каждого режима.
- Изменение направления рабочей подачи.
- Выставление параметров резьбы.
- Включение ходового винта.
- Запуск поперечной/продольной подачи суппорта (ручной, в том числе).
- Фиксация пиноли задней бабки и т. п.
К органам управления токарного станка 1616 относятся маховик для ручного перемещения каретки и суппорта, а также гайка для крепления задней бабки и винт для поперечного перемещения ее корпуса. В качестве приводного механизма используется один трехфазный асинхронный электродвигатель. Вращающий момент от него передается исполнительным механизмом с помощью 2-х клинообразных ремней и редуктора, размещенного в левой тумбе станины.
Отличия от ГС526У-01
Станок ГС526У-01 — это одна из модификаций в основном модельном семействе. Эта марка оборудования является наиболее распространенной на рынке. Для этого станка выпускается расширенный набор инструментария, что позволяет работать с деталями и заготовками из чугунов, сталей, производить операции точения, другой обработки на высоких скоростях резания.
Базовая модель, станок ГС526У, отличается от модификации с добавочной маркировкой 01, главным образом, по максимальному ограничению длины обработки. В агрегате ГС526У-01 можно точить заготовки до 1500 мм, в то время, как базовое исполнение оборудования предназначено для работы с деталями до метра. В обеих рассматриваемых моделях может устанавливаться двигатель главного привода как мощностью 7.5 кВт, так и более производительный вариант в 11 кВт.
Преимущества и недостатки
К преимуществам приобретения и эксплуатации металлорежущего токарного станка 1616 относят жесткость и прочность станины, а также четкую работу всех имеющихся на нем органов управления. Плюсом оборудования этого класса считается удобная конструкция патрона, позволяющего размещать дисковые заготовки диаметром до 320 мм. Многих пользователей привлекает оригинальность конструкции, которую при желании можно отнести к стилю «ретро».
Помимо основных коробка подач токарного станка 1616 позволяет проводить вспомогательные операции. Расширение функционала обеспечивается возможностью нарезания резьбы без применения комплекта сменных шестерен. Для подготовки точной резьбы ходовой винт включается напрямую (не через коробку подач). Ее механизм позволят нарезать через ходовой винт следующие типы резьбы:
- Метрическую с шагом в диапазоне от 0,5 до 12 мм.
- Дюймовую с количеством ниток от 1,75 до 60.
- Модульную с шагом от 0,5 до 6.
Недостатки этого образца расточного оборудования проявляются в применение для фиксации шпинделя недостаточно надежных втулок (по отзывам пользователей они часто выходят из строя). Кроме того, к минусам токарного станка 1616 относят слабые направляющие и сложность его приобретения (в свободной продаже их найти практически невозможно). Самый большой недостаток этих образцов – отсутствие на рынке запасных частей к ним.
Назначение
Станок ГС526У предназначен для снятия слоев металла на поверхностях вращения. Он позволяет:
- проводить операции точения, с широким диапазоном значения подач на суппорте, а также скоростей вращения на шпинделе;
- нарезать резьбы практически всех классов: метрические, дюймовые, питчевые, модульные;
- проводить обработку деталей с конической поверхностью.
К несомненному достоинству данного семейства оборудования — можно заказать станочный агрегат с удобным межцентровым расстоянием, а также максимальными габаритами обрабатываемых деталей. Гомельский завод предлагает шесть стандартных вариантов исполнения оборудования, с РМЦ от 750 до 3000 мм.
Комплектация станка
Стандартная комплектация предусматривает наличие:
- станка в сборе;
- суппорта, имеющего механический привод;
- каретку, укомплектованную механическим приводом суппорта;
- набором сменных зубчатых колес;
- набором инструментов для установки;
- инструкцией по эксплуатации.
Также в комплектацию входит большое количество запасных деталей для проведения сервисного обслуживания. Расширить стандартную комплектацию можно с помощью:
- люнеты подвижного или неподвижного типа;
- микрометрического упора продольного хода;
- конусной линейки;
- заднего резцедержателя;
- резьбоуказателя;
- державки;
- сверлильно-фрезерного приспособления;
- линейки, с помощью которой ведется отсчет поперечного хода суппортов;
- пневматического оборудования.
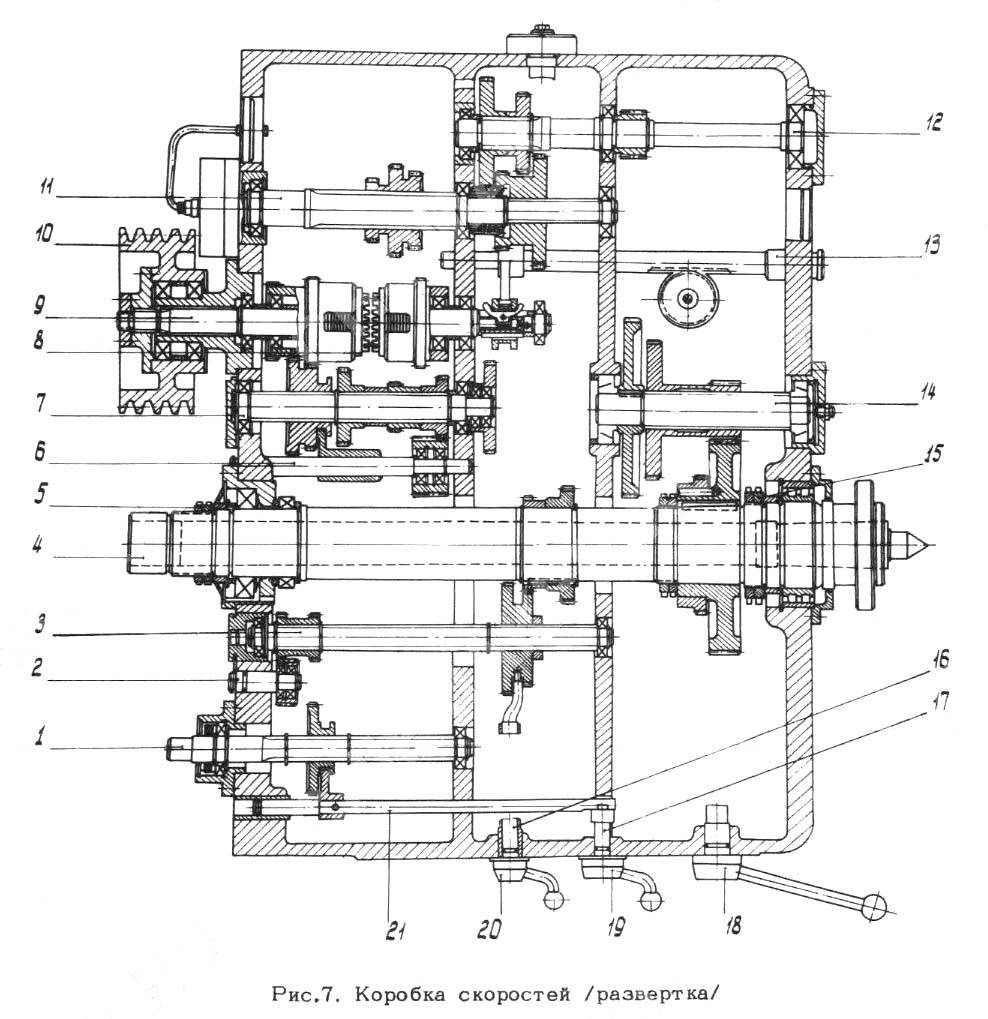
Коробка передач
Конструкция коробки передач состоит из набора сменных зубчатых колес, которые передают кинематическое движение к приводному валу от шпиндельной бабки. Для распределения передаваемых усилий используются различные варианты комбинаций зубчатых колес.
Токарный станок гс526у имеет коробку передач, представленную в виде гитары зубчатых колес, подлежащих замене, оснащенной промежуточной осью, которая располагается между приводным валом коробки подач и валом шпиндельной бабки. Каждое сменное колесо оснащено шлицевым отверстием. Для предотвращения продольного смещения оно фиксируется посредством оси, болтов и быстросъемных шайб.
Время от времени владельцу оборудования требуется проведение планового сервисного обслуживания. Оно заключается в проверке состояния сменных зубьев на наличие стружки, сколов, трещин и других повреждений, спровоцированных сильным износом или перегрузкой.







https://youtube.com/watch?v=dRLGn6BtSCk
Это интересно: Токарные станки Универсал 2 и Универсал 3 — устройство, характеристики
Кинематическая схема горизонтально-расточного станка 2А620
Кинематическая схема горизонтально-расточного станка 2а620
Привод главного движения горизонтально-расточных станков 2А620Ф1
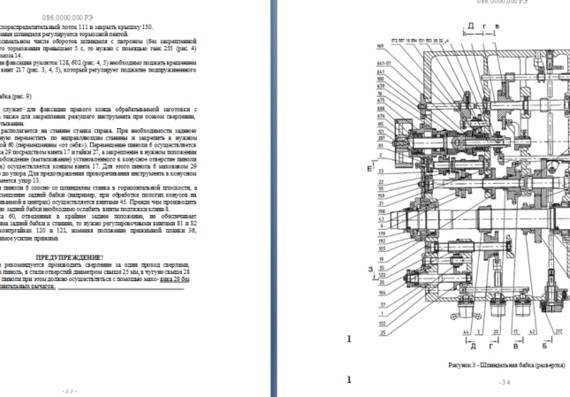
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
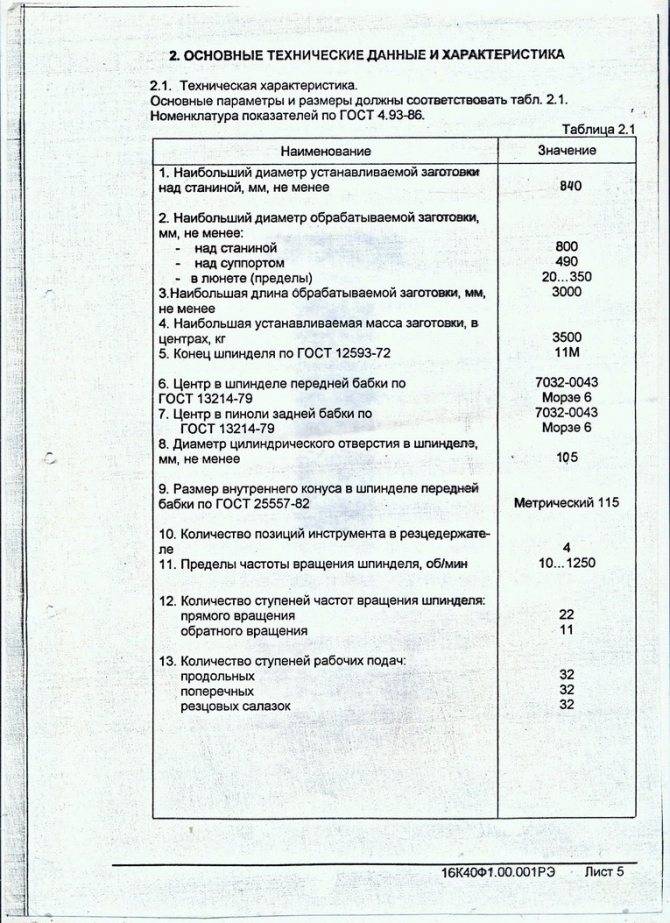
Технические характеристики ГС526УЦ
| Параметр | Значение |
| 1 Показатели заготовки, обрабатываемой на станке | |
| 1.1 Наибольший диаметр обрабатываемой заготовки — над станиной, мм — над гапом станины, мм, не менее | 500 630* |
| 1.2 Наибольший диаметр обрабатываемой заготовки над суппортом, мм, не менее | 275 |
| 1.3 Наибольшая длина обрабатываемой заготовки, мм — над гапом станины, мм, не менее | 1000**1 1500**2 2000**3 235* |
| 2 Показатели инструмента, устанавливаемого на станке | |
| 2.1 Наибольшая высота резца, устанавливаемого на станке, мм | 25 |
| 3 Показатели основных и вспомогательных движений станка | |
| 3.1 Количество скоростей шпинделя: — прямого вращения — обратного вращения | 22 (3***) 11 (3***) |
| 3.2 Пределы частот шпинделя, об/мин | 16 – 2000 |
| 3.3 Способ регулирования частоты вращения шпинделя бабки шпиндельной в пределах одного диапазона | бесступенчато *** |
| 3.4 Количество подач суппорта: — продольных — поперечных | 24 24 |
| 3.5 Пределы подач суппорта, мм/об: — продольных — поперечных | 0,05 — 2,8 0,025 — 1,4 |
| 3.6 Пределы шагов нарезаемых резьб: — метрических, мм — модульных, модуль — дюймовых, число ниток на 1” — питчевых, питч | 0,5 — 112 0,5 — 112 56 — 0,5 56 — 0,5 |
| 3.7 Скорость быстрых перемещений суппорта, м/мин: — продольных — поперечных | 3,6 1,8 |
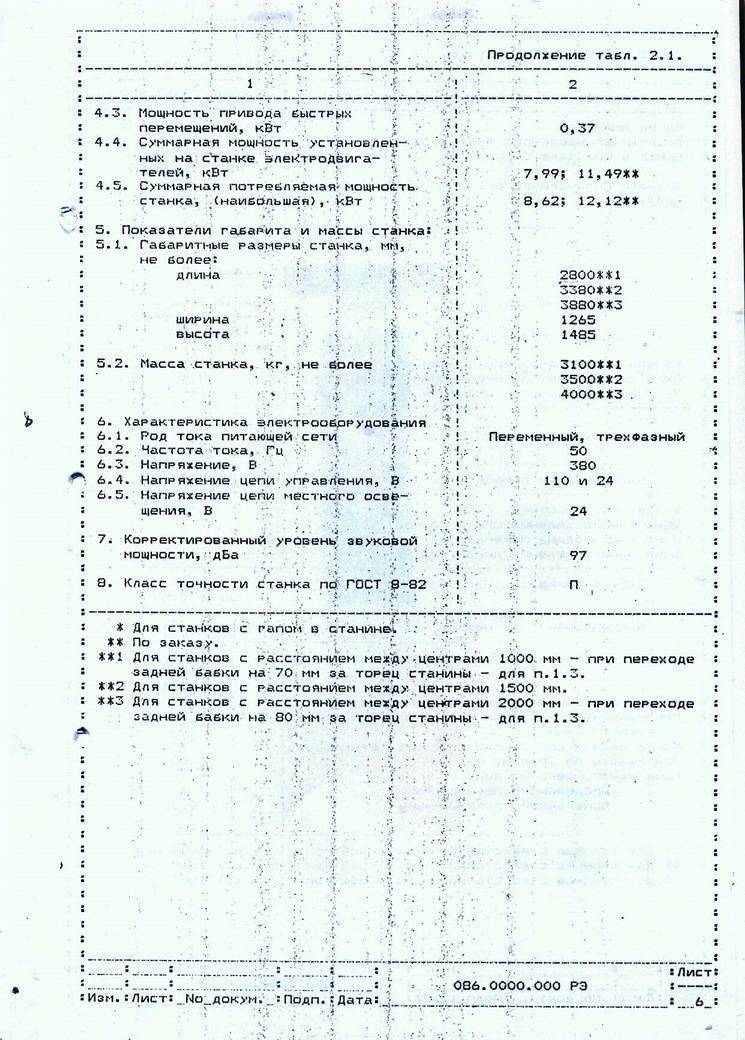
| 4 Показатели силовой характеристики станка | |
| 4.1 Наибольший крутящий момент на шпинделе, кНм | 1 |
| 4.2 Мощность привода главного движения, кВт | 7,5; 11** |
| 4.3 Мощность привода быстрых перемещений, кВт | 0,37 |
| 4.4 Мощность привода охлаждения, кВт | 0,18 |
| 4.5 Суммарная мощность установленных на станке электродвигателей , кВт | 8,3; 11,8** |
| 4.6 Суммарная потребляемая мощность станка, (наибольшая), кВт | 8,87; 12,37** |
| 5 Показатели габарита и массы станка | |
| 5.1 Габаритные размеры станка, мм, не более: — длина — ширина — высота | 2800**1/ 3380**2/ 3880**3 1265 1360 |
| 5.2 Масса станка, кг, не более | 3250**13650**23830**3 |
| 6 Характеристика электрооборудования | |
| 6.1 Род тока питающей сети | Переменный, трехфазный |
| 6.2 Частота тока, Гц | 50 ± 1 |
| 6.3 Напряжение, В | 380 ± 38 |
| 6.4 Напряжение цепи управления, В | 24 |
| 6.5 Напряжение цепи местного освещения, В | 24 |
| 7 Уровень звука на рабочем месте оператора, дБа | 97 |
| 8 Класс точности станка по ГОСТ 8-82 | П |
Примечание: * Для станков с гапом в станине. ** По заказу. **1 Для станков с РМЦ 1000 мм – при переходе задней бабки на 70 мм за торец станины – для п.1.3. **2 Для станков с РМЦ 1500 мм – при переходе задней бабки на 70 мм за торец станины – для п.1.3. **3 Для станков с РМЦ 2000 мм – при переходе задней бабки на 70 мм за торец станины – для п.1.3. *** Для станков с бесступенчатым регулированием частоты вращения шпинделя, с устройством цифровой индикации и преобразователями линейных перемещений (РЦ).
Основные технические данные шпиндельной бабки
| Параметр | Значение |
| Конец шпинделя | 6К ГОСТ 12593 |
| Диаметр шпиндельного фланца, мм | 170 |
| Центр в шпинделе с конусом | Морзе 6 по ГОСТ 13214 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
Основные технические данные задней бабки
| Параметр | Значение |
| Центр пиноли с конусом | Морзе 5 по ГОСТ 13214 |
| Наибольшее перемещение пиноли, мм, не менее | 180 |
| Цена деления лимба перемещения пиноли, мм | 0,1 |
| Величина поперечного смещения корпуса, мм | ±15 |
| «Мертвый ход» механизма перемещения пиноли, не более | 3 деления лимба |
Основные технические данные суппортной группы
| Параметр | Значение |
| Верхняя часть суппорта | |
| Наибольшая длина перемещения, мм | 150 |
| Цена одного деления лимба, мм | 0,05; 0,01* |
| «Мертвый ход» механизма перемещения, не более | 5; 25* делений лимба |
| Средняя часть суппорта | |
| Шкала угла поворота, град. | ±90 |
| Цена одного деления шкалы поворота, град. | 1 |
| Нижняя часть суппорта | |
| Наибольшая длина поперечного перемещения, мм | 285 |
| Цена одного деления лимба поперечного перемещения на диаметр обрабатываемого изделия, мм | 0,05; 0,02* |
| «Мертвый ход» механизма перемещения, не более | 2; 5* делений лимба |
Примечание: *для станков с индексом «Л».
Основные технические данные каретки
| Параметр | Значение |
| Наибольшая длина продольного перемещения, мм | 935* 1435** 1935*** |
| Минимальная допустимая скорость перемещения, мм/мин | 20 |
| Максимальная допустимая скорость, мм/мин | 250 |
| Цена одного деления лимба продольного перемещения, мм | 1 |
Примечание:
* Для станков с расстоянием между центрами (РМЦ) 1000 мм. ** Для станков с расстоянием между центрами (РМЦ) 1500 мм. *** Для станков с расстоянием между центрами (РМЦ) 2000 мм.
Инструкция по пользованию
Инструкция по пользованию токарного станка 1616 включает в себя подготовительные процедуры и основную (рабочую) часть. Рассмотрим каждую из них более подробно.
Подготовка рабочего места и инструмента
Перед началом работы на токарно-сверлильном станке потребуется подготовить рабочее место (т. е. создать условия для безопасного их проведения). Для этого потребуется:
- убрать из рабочей зоны все мешающие предметы и крупный мусор;
- выставить приборы местного освещения таким образом, что света было достаточно и чтобы он не слепил глаза;
- провести визуальный осмотр токарного станка 1616 на предмет отсутствия на нем неисправных узлов и агрегатов;
- проверить наличие ограждений у вращающихся частей и индивидуальных средств, защищающих глаза от стружки;
- убедиться, что крепящий заготовки инструмент не имеет трещин и надломов;
- визуально обследовать электрику токарного станка 1616 на предмет отсутствия неполадок;
- проверить наличие заземляющей шины.
Кроме того, потребуется подготовить весь нужный для обработки детали инструмент (включая режущий и измерительный), специальную оснастку и приспособления для удаления стружки
Особое внимание уделяется проверке правильности заточки резцов и исправности всего вспомогательного инструментального комплекта.
Основные рабочие операции. Прежде чем приступать к выполнению очередного задания – следует убедиться в исправности подножной решетки
В случае обнаружения каких-либо неполадок в ней приступать к работе запрещено. Также необходимо проверить качество смазки токарного станка 1616, которая должна быть свежей и равномерно распределяться по рабочим полостям механизмов
Прежде чем приступать к выполнению очередного задания – следует убедиться в исправности подножной решетки. В случае обнаружения каких-либо неполадок в ней приступать к работе запрещено. Также необходимо проверить качество смазки токарного станка 1616, которая должна быть свежей и равномерно распределяться по рабочим полостям механизмов.





После включения оборудования потребуется проверить его работоспособность на холостом ходу. Для этого нужно проделать следующее:
- убедиться в исправности всех органов управления (включая механизмы подачи, останова и т. п.);
- проверить работоспособность рычагов включения подач и переключения режимов работы;
- убедиться в том, что исключена возможность самопроизвольного переключения с холостого хода на рабочий.
При обнаружении хотя бы одной из перечисленных неисправностей до их устранения к работе по расточке деталей приступать не разрешается.
Гарантии и ремонт своими руками
На все оборудование этого класса обязательно предоставлялась гарантия сроком на 12 месяцев с момента приобретения и начала эксплуатации. На протяжении всего этого времени завод-изготовитель гарантировал его обслуживание и ремонт в случае поломки каких-либо узлов.
Кроме того, в случае необходимости пользователь мог приобрести на заводе все необходимые комплектующие изделия и запасные части (узлы и агрегаты, в том числе). После ремонта своими силами предприятие, изготавливающее образцы станков 1615, снимало с себя ответственность за работоспособность оборудования, а гарантийные обязательства теряли свою силу.
ГС526 — Токарные 1К62, 16К20 и модификации
В общем посетил я Гомель, завод ГЗСУ, прошёл по производству, посмотрел на полный цикл их деятельности. И, таки, да — это единственный производитель полного цикла универсальных токарных станков. Численность завода порядка 600 человек. Производство функционирует. Однако производство видно что не новое, основной парк с советских времён.
Из покупного — только литые заготовки. Станины — либо Гомель, либо Сасово. В тот момент когда я был станины были Сасовские. Это видно по отлитому «SASTA» на открытом торце станины. Своими глазами осмотрел цикл изготовления станиня — фрезеровка, шлифовка, закалка ТВЧ, чистовая шлифовка.
Коробки подач, фартуки, передние бабки — так же изготавливаются там же из чугунных отливок. Линии фрезеровки корпусов, изготовления шестерен, валов, шпинделей. Суппорт так же .
Сборочный участок — слесари собирают станки, пришабривают плоскости на краску. Однако тут сомнения закрались — суппорт с завода с наделками на направляющих плоскостях из полимерного материала. К станине пришабриваются именно наделки. Спорный момент.
Потом была встреча с конструктором завода, где я задал вопрос касаемо нарезаемых резьб на стандартном наборе гитары. Тут я впал в полный ступор. Конструктор мне сказал что ходовой винт винт имеет только прямой привод через гитару, под каждую резьбу надо ставить свой набор шестерён в гитаре, а нарезание резьбы в стандартном наборе гитары происходит не через винт и маточную, а через вал привода суппорта. Конструктор при этом долго листал паспорт пытаясь что-то там найти, в итоге предъявил мне формулу… При этом я говорил про стандартный ряд метрических и дюймовых резьб.
Но что сказать по крайней мере не Китай. И меня там заверили что в Россию станочные узлы давно они не поставляют — не заказывают, последним кто брал была Астрахань, да и та закрылась. А Гомель — по сути был филиалом Красного Пролетария по выпуску узлов, после чего унаследовал лицензию на весь станок.
www.chipmaker.ru
Достоинства модели ГС526У
Установка с кодовой маркировкой ГС526У может использоваться для потокового массового производства деталей, показатель точности которых не является обязательным. Благодаря увеличенному размеру все элементы располагаются на достаточно растянутом расстоянии, что обуславливает обработку больших заготовок. Главная характеристика токарной машины – мощность 1600 оборотов. Это не является рекордным показателем, но для осуществления полноценной работы с низким показателем влияния нагрузок подходит идеально.
На токарном станке этой серии возможно выполнять сложные технические операции, это обеспечивает несколько углов наклона основного резца, а также большой диапазон регулировки скорости подач. Имеется функция обратного хода, что не требует от мастера преднамеренной остановки и дополнительного закрепления детали в необходимом положении.
Каждый модуль станка обладает повышенной прочностью и устойчивостью к нагрузкам. В процессе работы негативного воздействия на элементы машины не происходит, это делает работу на токарном устройстве полностью безопасной.Машина предназначена к использованию в любых цехах с большими производственными мощностями. Универсальность установки обеспечивается большим диапазоном заготовок, которые можно обрабатывать на этой машине.





