Устройство и принцип работы
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
Устройство сварочного выпрямителя
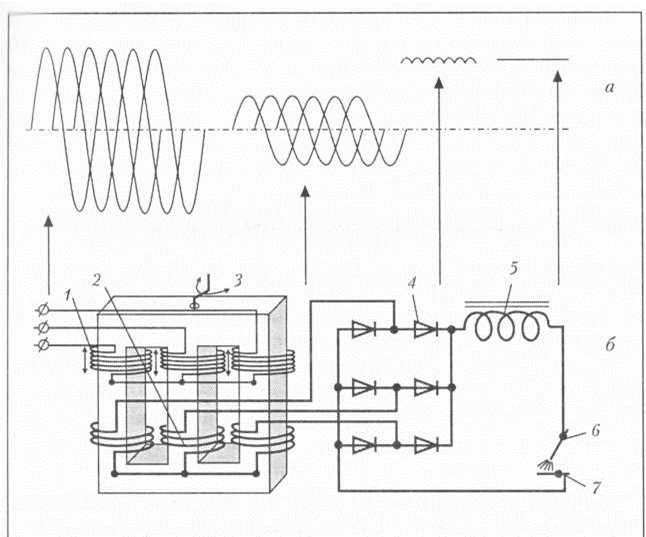
Принцип работы сварочного выпрямителя имеет следующие особенности:
- Входящий ток изначально подается на первичную обмотку встроенного трансформатора понижающего типа.
- За счет электромагнитной индукции происходит процесс понижения значения напряжения и повышения силы тока на вторичной обмотке. Схема современного сварочного выпрямителя определяет максимальное значение напряжения при холостом ходу 48В.
- Создаваемое напряжение подается на установленные диоды. Новые модели изготавливаются при применении диодов на кремневой основе. Устанавливаются они в качестве полупроводника, который обеспечивает ход тока только в одну сторону. Именно за счет диодов обеспечивается постоянное напряжение, так как они устраняют колебание при реверсном ходе электричества.
- Стоит учитывать, что на момент работы диоды существенно нагреваются. Именно поэтому все модели сварочных выпрямителей имеют систему охлаждения, которая в большинстве случаев представлена вентиляторами. При активном применении устройства постоянный обдув воздухом позволяет снизить температуру применяемых полупроводников. Некоторые модели снабжаются датчиком, который фиксирует перегрев системы.
- Устанавливаются датчики, контролирующие напряжение. Они работают совместно с автоматом и могут отключить устройство в автоматическом режиме при высоком значении напряжения.
- Регулятор устанавливается для того, чтобы можно было выбирать напряжение в зависимости от толщины свариваемого металла.
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Общая информация
Переменный или постоянный ток — что лучше? В 21 веке этот вопрос не дает покоя многим сварщикам. Раньше сварочный аппарат в любом случае работал на переменке, и у мастера фактически не было выбора. Но с появлением на рынке выпрямителей и инверторов, выбор увеличился в сотни раз. И теперь уже непросто разобраться, какой аппарат выбрать.
Мы решили помочь вам и рассказать об особенностях как переменного, так и постоянного тока.
Начнем с переменки. Переменный ток — это основа. Именно его мы получаем из розетки, когда подключаем сварочный аппарат или любой другой электроприбор. Сварочники старого формата (трансформаторы) работали на переменном токе. Такой аппарат позволял из 220 Вольт получить сварочный ток силой в несколько сотен Ампер. Чего более чем достаточно для ручной дуговой сварки.

Но времена изменились. Технологический прогресс не стоял на месте, и со временем появились аппараты, которые научились преобразовывать поступающий из сети переменный ток в постоянный. К таким аппаратам относится выпрямитель и инвертор. Учтите, что когда говорят сварочный инвертор переменного тока, имеют в виду, что данное устройство использует для питания переменный ток, но преобразовывает его в постоянный.
Что все это значит на практике?
Когда в продаже появились аппараты постоянного тока, сварщики получили уникальную возможность сравнить их с традиционными аппаратами на переменке. И они были удивлены. По сравнению с современными инверторами и выпрямителями, трансформаторы были гораздо сложнее в применении.
Все дело в характеристиках переменного тока. Из-за них дуга поджигается неохотно, горит нестабильно. В итоге швы получаются менее ровными и прочными. Это особенно заметно, когда работу выполняет не совсем опытный мастер.
Также оказалось, что аппараты на переменном токе генерируют бОльший шум, который влияет на работоспособность сварщика. К тому же, классический трансформатор потребляет больше сварочных электродов, а металл в процессе работ постоянно разбрызгивается.

На этом месте вы наверняка подумали: «Ну и зачем тогда нужны аппараты на переменном токе, если у так много недостатков?». На самом деле, не все так просто. Не зря вопрос «Что лучше: постоянный или переменный ток?» вызывает столько вопросов и обсуждений.
Аппараты на переменке (трансформаторы) незаменимы, когда необходим недорогой, но при этом мощный и надежный сварочник. Также сварка на переменном токе отлично зарекомендовала себя при сварке металлов, на поверхности которых есть окисная пленка. Это, прежде всего, алюминий и нержавеющая сталь.Трансформаторы хорошо справляются и со сваркой загрязненных деталей, ели нет возможности их очистить и зашлифовать.
Также аппараты переменного тока легко переносят сварку в полевых условиях, неприхотливы к хранению и эксплуатации, могут варить даже самый толстый металл благодаря большому запасу по мощности.
Пара слов о сварочной дуге
Выше мы упомянули, что при сварке на переменном токе дуга горит нестабильно. Это действительно так, и эта проблема требует особого внимания, если вы начинающий сварщик. Когда мы говорим о нестабильности, мы имеем в виду, что дуга как бы «гуляет» при формировании шва. Она отклоняется от оси, и порой это даже заметно невооруженным глазом.
Также новичкам порой непросто поджечь дугу, поскольку аппарат переменного тока практически никак не способствует этому. Новички часто поджигают дугу неправильно, и во время сварки она может погаснуть из-за слишком сильного колебания.

Эти особенности отталкивают многих новичков от покупки трансформатора, поскольку они беспокоятся о качестве работ. Но мы считаем, что трансформатор — это наоборот отличный тренажер для оттачивания мастерства сварки. Если вы научитесь варить трансформатором, то сможете использовать любой другой аппарат без каких-либо трудностей. К тому же, трансформатор — это отличная основа для переделки и модификации. Его можно легко переделать в аппарат постоянного тока, если вы обладаете знаниями в области электротехники.
ВДУ-306МТ «Трасса»
Выпрямитель сварочный с универсальными характеристиками ВДУ-306МТ предназначен для использования в качестве источника питания постоянным током одного сварочного поста при:
- ручной дуговой сварке, резке и наплавке металлов (ММА) штучными покрытыми электродами;
- механизированной сварке плавящимся электродом в среде защитных инертных или активных газов (МИГ/МАГ) газов, либо с использованием самозащитной порошковой проволоки при комплектации агрегата соответствующим полуавтоматом;
- ручной сварке плавящимся электродом в среде инертных (ТИГ) газов.
Конструктивное исполнение «Трасса» — на платформе с амортизаторами повышенной вибростойкости — для работы в тяжелых климатических условиях в составе передвижных сварочных единиц.
Выпрямитель ВДУ-306МТ является новейшей разработкой и существенно отличается от всех известных выпрямителей серии ВДУ своими сварочными свойствами. Использование надежных силовых тиристоров, управляемых микроконтроллером, обеспечивает формирование внешних характеристик для различных видов сварки.






При ручной дуговой сварке покрытым электродом ВДУ-306МТ обеспечивает:
комбинированную внешнюю вольтамперную характеристику; плавное регулирование сварочного тока в диапазоне от 30 до 315А без промежуточных переключений; дистанционное регулирование сварочного тока на расстоянии до 30м; выбор и установку наклона рабочего участка внешней характеристики. Это позволяет получить как высокую стабильность тока, так и возможность его быстрого изменения при манипулировании длиной дуги, например для удержания ванны при сварке в вертикальном и потолочном положениях; режим «горячий старт» — регулируемое увеличение тока при зажигании дуги, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва; режим форсирования тока короткого замыкания
В зависимости от типа покрытия электрода и пространственного положения сварного шва обеспечивается с одной стороны, малое разбрызгивание, а с другой — энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов; функцию защиты от прилипания, которая ограничивает ток длительного короткого замыкания, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание; ограничение напряжения холостого хода безопасной величиной 12В;
При механизированной сварке обеспечивается:
- плавная, в том числе дистанционная, настройка сварочного напряжения;
- оптимизация динамических параметров при сварке с короткими замыканиями, снижающая разбрызгивание;
- возможность подключения и работы с различными типами подающих механизмов, в том числе предназначенных для сварки в монтажных условиях самозащитной порошковой проволокой.
Аттестованы АЦ «Газпром», включены в:
|
| Аттестованы ОАО «ВНИИСТ», включены в: РД 08.00-60.30.00-КТН-050-1-05 «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов». |
При любом способе сварки рабочие параметры задаются в цифровом виде в абсолютных значениях. Значения тока и напряжения, характеризующие режим сварки, отображаются на цифровых индикаторах. Предусмотрено хранение в памяти и воспроизведение заранее установленных режимов, в том числе подобранных сварщиком.
Температура эксплуатации от -40 до +400С.
| Технические характеристики: | ММА | МИГ/МАГ | ТИГ |
| Номинальный сварочный ток, А (при ПН-100%) | 315 | ||
| Номинальное напряжение дуги, В | 32 | 29 | 22 |
| Пределы регулирования сварочного тока, А | 30 — 350 | 50 — 350 | 30 — 350 |
| Пределы регулирования рабочего напряжения, В | 21 — 34 | 15 — 32 | 11 — 24 |
| Коэффициент наклона внешних характеристик, В/А | 0,4 — 2,0 | ∞ | |
| Напряжение холостого хода, В | 12 | 85 | |
| Номинальное напряжение питающей сети, В | 380 | ||
| Номинальная частота, Гц | 50 | ||
| Число фаз питающей сети | 3 | ||
| Потребляемая мощность, кВА | 23 | ||
| Габаритные размеры, мм | 710 х 670 х 750 | ||
| Масса, кг | 182 |
Классификация и маркировка
Все исполнения сварочных выпрямителей подразделяются по следующим параметрам:
- По фазности используемого тока: одно- или трёхфазные. Первые отличаются компактностью, но не позволяют сглаживать значительные пульсации напряжения и получать на выходе значительные токи обработки, потому применяются преимущественно для сварочных аппаратов бытового назначения.
- По способу управления силой сварочного тока.
- По виду вольтамперной характеристики.
- По схеме выпрямления тока. Она может быть однофазной (используется в устройствах малой мощности), трёхфазной или шестифазной (последняя применяется в агрегатах повышенной мощности, превышающей 1000 кВА). В свою очередь, трёхфазное выпрямление может быть реализовано по мостовой или кольцевой схемам.
- По количеству обслуживаемых постов – однопостовые или многопостовые.

Маркировка сварочных выпрямителей регламентируется требованиями ГОСТ 13821-77 (для однопостовых агрегатов) и ГОСТ 18142-85 (для полупроводниковых агрегатов). Она включает в себя буквы ВД (выпрямитель дуговой), третьей буквой У (универсальный), либо М – многопостовой. Далее следует умноженное на 10 значение силы сварочного тока в амперах, и (необязательно) номер серии. Таким образом, например, универсальный сварочный выпрямитель типа ВДУ-504 рассчитан на получение постоянного тока силой до 500 А.
ГОСТ 13821-77 устанавливает следующие соотношения между энергетическими характеристиками сварочного выпрямителя и продолжительностью его непрерывной эксплуатации. В частности, в диапазоне сварочных токов 400…630 А минимальное рабочее напряжение не может быть меньше 24…25 В, и ПВ – более 60%. При токах от 800 А и более минимальное напряжение составляет 26…34 В, а ПВ может достигать 100%.

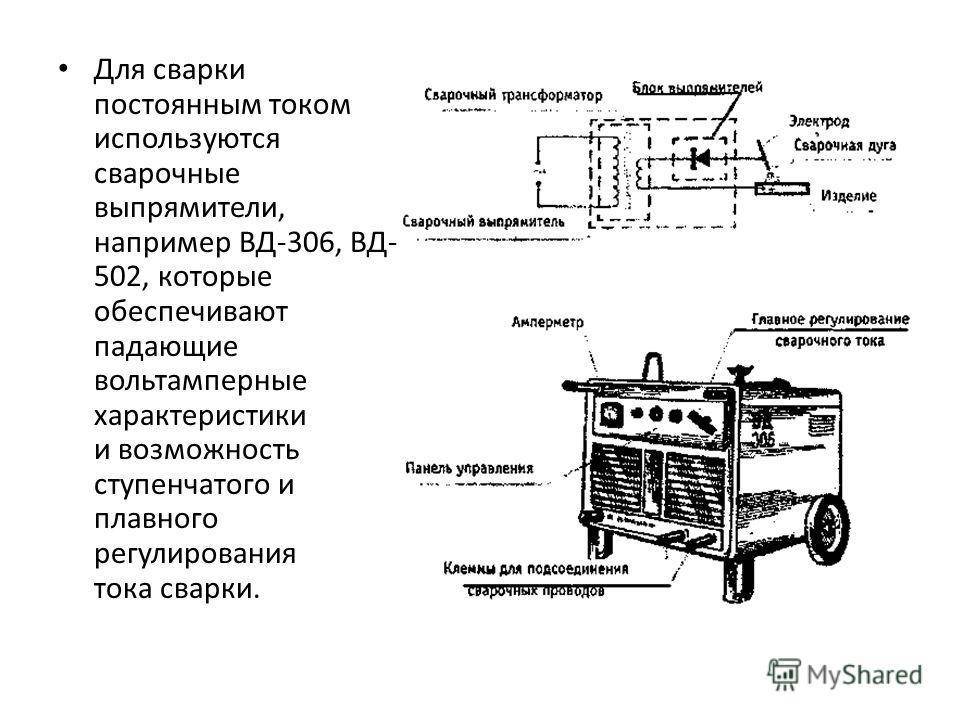
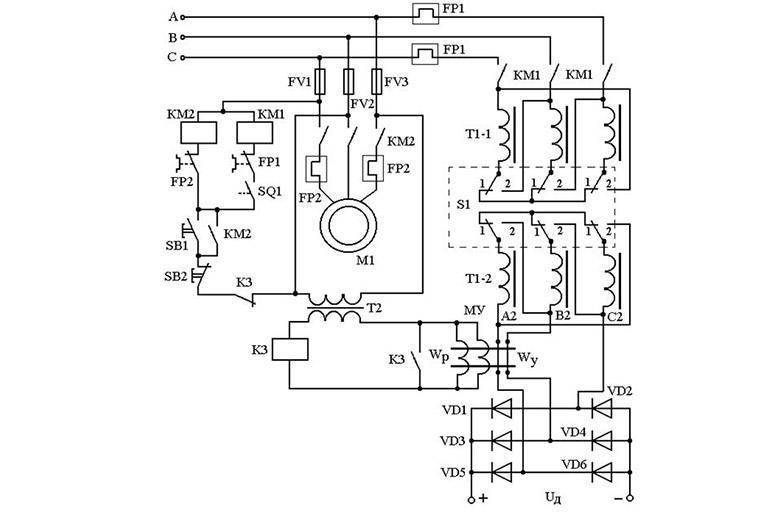
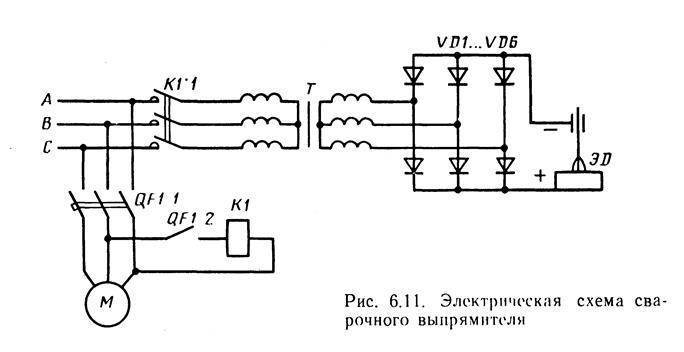
Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.
Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
О создании выпрямителя своими руками
При наличии нужных деталей можно собрать аппарат, поддерживающий достаточно устойчивую сварочную дугу. На первом этапе приобретают готовый трансформатор или наматывают его самостоятельно. Этот блок должен быть собран до подсоединения диодного моста.
Если узел изготавливают своими руками, рассчитывают следующие параметры:
- мощность магнитовода;
- нужное число витков;
- сечение жил обмотки.
Расчеты выполняют по единым таблицам, поэтому затруднений на этом этапе возникать не должно.
Для работы потребуются и следующие элементы:
- Светодиоды, используемые для передачи тока в одном направлении. Мостовой диодный выпрямитель устанавливают на радиатор, поддерживающий нормальную температуру. Диоды для устройства выбирают с учетом необходимости выделения большого количества энергии.
- Дроссель, подключаемый последовательно. Переменное сопротивление этого элемента помогает тонко настраивать силу тока. Один полюс подсоединяют к сварочной проволоке, другой — к рабочему объекту.
- Электролитический конденсатор. Устройство помогает снижать пульсации в схеме.
- Реостат, собираемый своими руками. Для этого потребуются керамический сердечник, нихромовая или никелиновая проволока. Сечение жилы зависит от того, сколько меди она содержит, какую силу тока должен выдавать готовый аппарат. Расчет сопротивления выполняют с учетом характеристик электрода — длины, диаметра. Шаг настройки силы тока зависит от количества витков.
- Резистор, который защищает систему от короткого замыкания, возникающего при соприкосновении проволоки с металлом без дуги. При отсутствии сопротивления конденсатор в таком случае быстро разряжается, электрод залипает.
Все компоненты размещают на толстой текстолитовой плате, конструкцию закрывают герметичным корпусом.
Распространенные варианты выпрямительных устройств
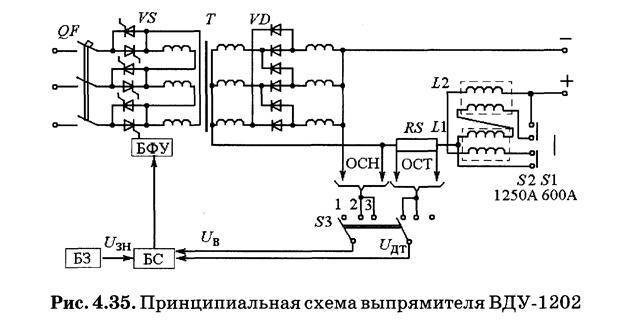
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.

ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.









В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
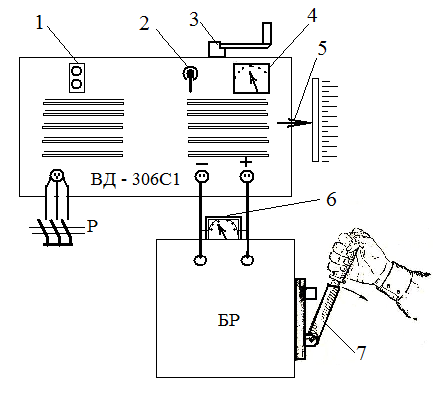
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Подготовка к работе и эксплуатация
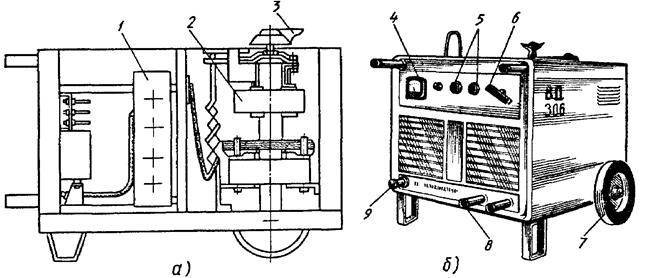
Если ВД 306 долгое время не эксплуатировался или будет использоваться в первый раз, необходимо правильно его подготовить к работе:

Характеристика выпрямителя ВД-306
- сварочный выпрямитель продувают струей воздуха, что позволяет избавить его от накопившейся пыли и грязи;
- проверяют состояние всех соединяющих зажимов, при необходимости затягивают их;
- вторичную цепь зажимают;
- осуществляют заземление корпуса сварки;
- прибор подключают к электрической сети, используя специальные приспособления в виде выключателя, рубильника, сетевого провода;
- производитель сварочного выпрямителя категорически запрещает использовать его без заземления;
- когда агрегат будет включен, следует проверить работоспособность вентилятора. Если он не функционирует, сварку использовать нельзя;
- к сети прибор рекомендуется подключать изолированными медными проводами сечением больше 4 кв. мм;
- сварочный кабель должен иметь сечение не меньше 35 кв. мм.
Выбор конкретного сварочного режима для выпрямителя выбирают с учетом инструкций, предъявляемых к этому процессу
Принимают во внимание тип электрода и толщину обрабатываемого материала. Силу тока во время работы можно контролировать, используя встроенный в агрегат амперметр
При необходимости его можно изменять в большую или меньшую сторону при помощи рукояти.
При эксплуатации прибора необходимо не забывать периодически выключать его. Это предупредит перегрев агрегата и его поломку.
Конструктивные особенности и принцип работы
Выпрямитель ВД-360 относительно небольшой по весу и габаритам. Для легкости перемещения многие модели имеют колеса. Заземление встроенное. Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику. Нестабильное напряжение не отражается на значении тока на выходе. Выпрямитель состоит из узлов и деталей:
- корпус;
- панель управления;
- обмотка;
- выпрямитель;
- стабилизатор;
- предохранители;
- вентилятор.
Система охлаждения принудительная, вентилятор включается автоматически вместе с оборудованием. На корпусе аппарата размещены:
- кнопочный выключатель;
- панель управления с цифровой индикацией и ручками настроек;
- амперметр;
- сетевой разъем;
- разъемы сварочных кабелей;
- сигнальная лампа;
- болт заземления.
Вращающиеся рукоятки позволяют плавно регулировать силу тока и остальные параметры. В случае перегрева происходит автоматическое отключение выпрямителя.
Комплект поставки
Сварочный выпрямитель серии ВД поставляется в комплекте:
- преобразователь тока;
- паспорт;
- кабеля питания.
Новый аппарат упаковывается в картонные коробки. На них указана модель и техническая характеристика выпрямителя. Дополнительно могут входить держатели для покрытых электродов и неплавящихся.
Разновидности
Сварочники серии ВД-306 представлены вариантами модификаций: СТ, Б, Ш, М1 и специального исполнения для определенного климата, например УЗ. Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Все указанные в таблице выпрямители имеют одинаковые показатели:
- 3 фазы;
- промышленное напряжение 380 В;
- рабочее – 32 В;
- плавная регулировка.
Цифровой дисплей и бесступенчатое регулирование позволяют точно настроить оборудование на требуемый режим.
Недопустимые условия эксплуатации
Учитывая конструкцию устройства, сварочный трансформатор ВД 306 запрещается эксплуатировать в помещениях, где атмосфера содержит:
- пыль;
- пары едких веществ;
- пожароопасную атмосферу;
- вещества, разрушающие изоляционные материалы.
Важно! Работа во вредных для аппарата условиях приводит к разрушению оборудования и подвергает опасности здоровье сварщика
Для модификаций
Модель ВД-306 является передвижным цельнокорпусным сварочным аппаратом и состоит:
- трансформатор;
- выпрямитель;
- магнитный шунт;
- система аварийного отключения;
- вентилятор;
- кожух.
Выпрямитель ВД-306 питает электрическую дугу, работает с постоянным током на выходе. Производит наплавку и сварку. Подключается к промышленному току 380В.







Параметры работы ВД-306:
- ток 315 А;
- режим 60%;
- напряжение от 32 В;
- пределы сварочного тока 30 – 315 А;
- регулировка плавная.
Выпрямитель упаковывается вместе с кабелем 3 м и паспортом в обычном варианте и с климатической защитой УЗ. Степень защиты IP22. Зажим заземления расположен на основании корпуса.
Наличие в конструкции выпрямителя сварочного дросселя позволяет сваривать высоколегированные стали неплавящимся электродом в среде аргона с использованием присадочной проволоки и без нее.
Режимы настройки и схема
Размыкание и смыкание магнитного шунта меняет индуктивное рассеивание. Смещение производится вращением рукоятки на верней части корпуса. Выставляется требуемое для работы значение тока в зависимости от используемых электродов и марки свариваемого металла.
Ток подается на первичную обмотку, затем дроссель образует насыщенное электромагнитное поле. Оно создает ток возбуждения, который стабилизируется и через выпрямитель попадает на держатель, образует дугу.
Используются и другая схема выпрямления, с помощью диодов или тиристоров в сварочных аппаратах с плавной регулировкой