Устройство, из чего состоит

Сварочный выпрямитель Telwin LINEAR 410 S
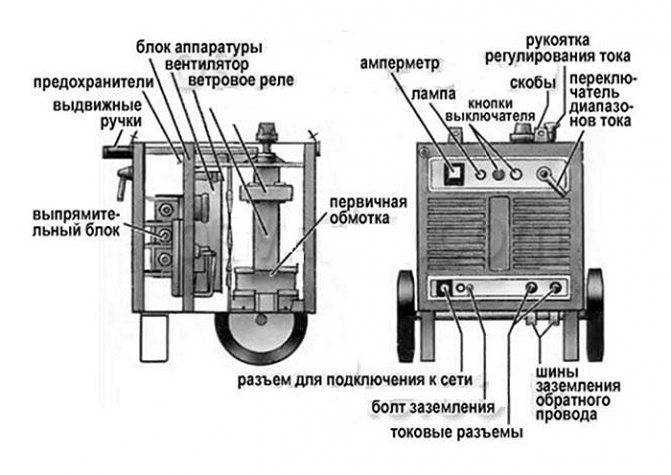
Сварочный выпрямитель состоит из следующих узлов и блоков:
- силовой трансформатор. По устройству и принципу действия он схож с трансформатором для сварки на переменном токе;
- выпрямительный блок на полупроводниковых приборах. Для преобразования переменного тока в постоянный используются полупроводниковые элементы: неуправляемые вентили — кремниевые диоды;
- управляемые вентили — тиристоры;
пусковое устройство. Автомат с опцией отключения от сети в случае выхода из строя выпрямителя;
панель управления с органами регулировки и измерительными приборами;
блок защиты от токовых перегрузок и перегрева. Предотвращает выход из строя выпрямителя в случае ошибок сварщика;
система охлаждения. В неё входят радиаторы охлаждения вентилей и вентилятор. Для создания оптимального температурного режима в корпусе выпрямителя, вентилятор запускается на короткое время при его включении.
Целесообразно применять трехфазный выпрямитель, т. е. укомплектованный трёхфазным трансформатором. В этом случае будет значительно ниже пульсация выпрямленного напряжения, что повышает КПД сварочного устройства и улучшает качество сварного шва.
Трехфазные модели
Трехфазный выпрямитель встретить можно только в трансформаторных подстанциях. Работают устройства от высоковольтной чети. В данном случае принцип работы модели построен то резком увеличении частоты. Параметр выходного напряжения при этом остается неизменными. Выпускаются модели на три и четыре канала. Подсоединение у них происходит через проводники.
Трехфазный выпрямитель на три канала выпускается с тетродами. В некоторых случаях для стабилизации процесса преобразования применяются расширители
Если говорить про выпрямители на четыре канала, то важно отметить, что они производятся всегда с усилителями. В данном случае показатель проводимости тока лежит в пределах 70 мк
Чувствительность выпрямителя равняется не более 4,2 мВ.
Для какого вида сварки используются
C помощью этого оборудования производится большинство сварочных технологий. Они включают сварку ММА (ручная дуговая с электродом с покрытием), MIG (сварка плавлением в среде защитного газа), TIG ( аргонно-дуговая сварка неплавящимся электродом). Использование выпрямителей дает возможность сваривать не только черные металлы, но и нержавеющие, жаропрочные и жаростойкие высоколегированные стали, чугуны, цветные металлы, алюминиевые и титановые сплавы.

Какие электроды используются
Сварка может производиться электродами любых типов:
- сварочными электродами постоянного тока (например: УОНИИ-13/55 или УОНИ-13/55);
- универсальными электродами (например: АНО-4, МР-3 или ОЗС-12);
- специальными электродами.
Классификация устройств
Можно выделить различные основные типы сварочных выпрямителей, так как существует несколько способов их классификации.
Если рассматривать конструкцию силовой части, то допускается деление на следующие
- тиристорные модели;
- исполнения с насыщающим дросселем;
- инверторы;
- модификации, регулируемые трансформатором;
- устройства, регулируемые транзистором.

При подборе выпрямителей нужно ориентироваться на предстоящую технологию сварки. Например, если работа будет вестись в газовой защитной среде, под флюсом, используются модели, обладающие жесткими внешними показателями. Они предполагают, что напряжение настраивается магнитным, витковым, фазовым и импульсным способами.
Классическая технология ручной дуговой сварки подразумевает использование выпрямителей с падающими внешними показателями. Они базируются на повышении сопротивления трансформаторов или на обратной связи по току. Представлены и универсальные устройства, которые сочетают жесткие и падающие внешние характеристики.
Прочие параметры, позволяющие классифицировать устройство, можно представить таким списком:
- Выходная сила тока. Чем больше этот показатель, тем толще могут быть стенки обрабатываемой детали. Небольших токов достаточно только для работы с тонкими металлическими пластинами. Высокая сила существенно расширяет эксплуатационную сферу, позволяет не только сваривать металл, но и резать его.
- Класс точности регулировки. Профессионалам лучше выбирать приборы, позволяющие предельно точно скорректировать рабочие показатели.
- Число выходов. Профессиональные модели нередко предполагают наличие на корпусе сразу нескольких выходов для установки держателей электродов. Получается, что одним устройством одновременно могут пользоваться несколько сварщиков. Это избавляет от необходимости покупки дополнительных приборов, но отражается на габаритах в большую сторону.
- Эффективность охлаждающей системы. Бытовые модели редко оснащаются дорогой и производительной системой охлаждения, так как ориентированы на краткосрочные и не слишком сложные работы. Профессиональные аналоги эксплуатируются бесперебойно гораздо дольше.
Посмотрите видео-обзор сварочного выпрямителя ВД-201 АД AC DC:
Подведем итоги
Итак, мы разобрались, что такое сварочный выпрямитель. Несмотря на недавнее появление, он уже пользуется высоким спросом и у профессионалов в области сварки, и у тех, кто пользуется данной технологией время от времени.
Расширение функциональных возможностей сварочного аппарата, улучшение качества получаемого шва – преимуществ у его использования множество, что и способствует популярности.
Схема функционирования выпрямительных устройств
Для функционирования выпрямительного прибора применяется следующая принципиальная схема. Сетевой или генерируемый ток подается на входную обмотку трансформатора.
При помощи трансформатора снижается стандартный показатель тока до показателя, который будет соответствовать величине холостого хода сварки.
Далее осуществляется выпрямление высокочастотного тока до стабильного показателя.
Видео:
https://youtube.com/watch?v=aCpY2NQdI2o
Полупроводниковый диод преобразует переменный ток в постоянный ток.
Завершающий блок поддерживает, стабилизирует готовые технические характеристики, позволяет им оставаться неизменными.
По указанной схеме может эксплуатироваться любой выпрямительный вариант устройства из ниже рассмотренных моделей, цена на них также приемлема, как и технические характеристики.
Самодельный сварочный выпрямитель для однофазной сети
Чтобы понять, что представляют собой функциональные блок-схемы сварочных выпрямителей, стоит начать с того, что внешние характеристики могут быть падающими или жесткими, в зависимости от типа электрода.
Его принципиальная схема состоит из 2 обязательных элементов: трансформатора, тиристорной схемы (сюда же входит компенсатор). Вторая может быть 2 типов: из управляемых тиристоров Vy и диодная неуправляемая Vн. В линейном блоке находится сглаживающий дроссель Lc. Этот компонент призван снизить скорость нарастания тока до максимальных значений при появлении сварочной дуги. Эта защита выполняет роль индуктивного фильтра, не допуская разбрызгивания металла из сварочной ванны.






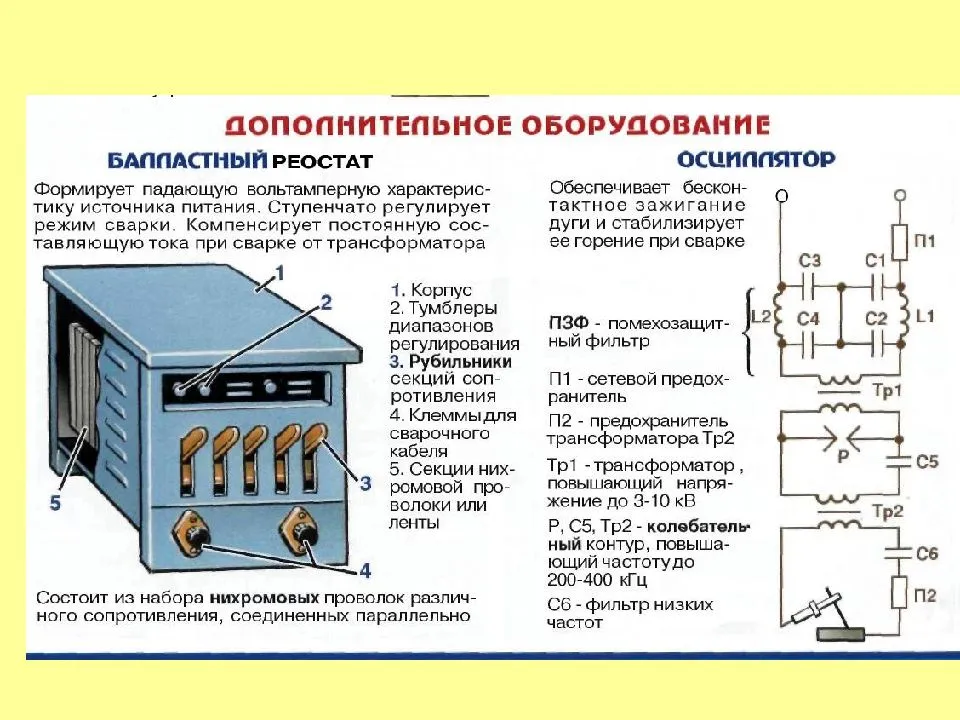
Трансформатор понижающий формирует внешние характеристики и регулирует режим работы. Из-за низкой стабильности выходного тока у однофазных однополупериодных выпрямителей преимущественно применяются 2-полупериодные схемы, которые пропускают верхние и нижние части волн.
Выбор конденсатора основывается на 2 характеристиках: емкости (чем она выше, тем меньше пульсация) и напряжении (должно превышать амплитудное как минимум в 2 раза).
Это интересно: Серебряный припой — температура плавления, состав, марки
Устройство, из чего состоит

Сварочный выпрямитель Telwin LINEAR 410 S
Сварочный выпрямитель состоит из следующих узлов и блоков:
- силовой трансформатор. По устройству и принципу действия он схож с трансформатором для сварки на переменном токе;
- выпрямительный блок на полупроводниковых приборах. Для преобразования переменного тока в постоянный используются полупроводниковые элементы: неуправляемые вентили — кремниевые диоды;
- управляемые вентили — тиристоры;
пусковое устройство. Автомат с опцией отключения от сети в случае выхода из строя выпрямителя;
панель управления с органами регулировки и измерительными приборами;
блок защиты от токовых перегрузок и перегрева. Предотвращает выход из строя выпрямителя в случае ошибок сварщика;
система охлаждения. В неё входят радиаторы охлаждения вентилей и вентилятор. Для создания оптимального температурного режима в корпусе выпрямителя, вентилятор запускается на короткое время при его включении.
Целесообразно применять трехфазный выпрямитель, т. е. укомплектованный трёхфазным трансформатором. В этом случае будет значительно ниже пульсация выпрямленного напряжения, что повышает КПД сварочного устройства и улучшает качество сварного шва.
Разновидности аппаратов: основные типы
По типу конструкции различают три вида выпрямителей:
- однофазные;
- двухфазные;
- трехфазные.
На промышленных предприятиях чаще всего используют трехфазные аппараты с большим количеством диодов. Они выгодно отличаются тем, что способным работать с различными металлами, независимо от толщины заготовки. Производственные модели, как правило, представляют собой многопостовые агрегаты. Эксплуатация таких агрегатов подразумевает использование балластных реостатов для индивидуальной регулировки тока каждого поста.
Инверторный выпрямитель знаком многим владельцам частных домов и загородных участков. Данные устройства характеризуются многоступенчатым процессом выпрямления тока. Инверторы отличаются малым весом и компактными размерами, что является несомненным преимуществом для устройства бытового назначения.
Как работает
Принцип функционирования выпрямителя таков:
- Электричество попадает на первичную обмотку понижающего трансформатора.
- Электромагнитная индукция увеличивает силу тока. Наибольшее значение напряжения холостого хода в современных выпрямителях составляет 48 В.
- Напряжение переходит на диоды. Полупроводники пропускают электричество только в одном направлении. Диоды поддерживают постоянное напряжение, устраняя колебания. Во время работы сварочного аппарата элементы сильно нагреваются, поэтому их периодически охлаждают вентиляторы. При критическом повышении температуры срабатывает термодатчик, аппарат отключается.
- Специальные приборы контролируют напряжение. При его повышении активируется автомат, принцип работы которого заключается в прекращении подачи питания на трансформатор.
Напряжение, необходимое для сварки металла, устанавливают с помощью регулятора.

Схема.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Что представляет собой сварочный выпрямитель. Схема и разновидности
16.02.2019
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его.
Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.
Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
Виды выпрямителей:
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.










Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.

Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.
Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов
Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры
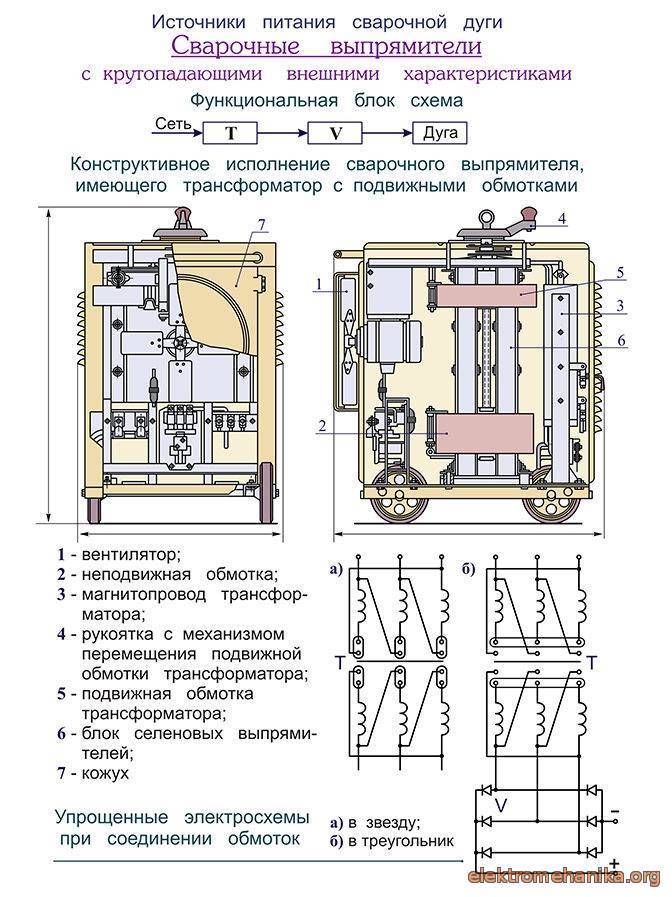
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
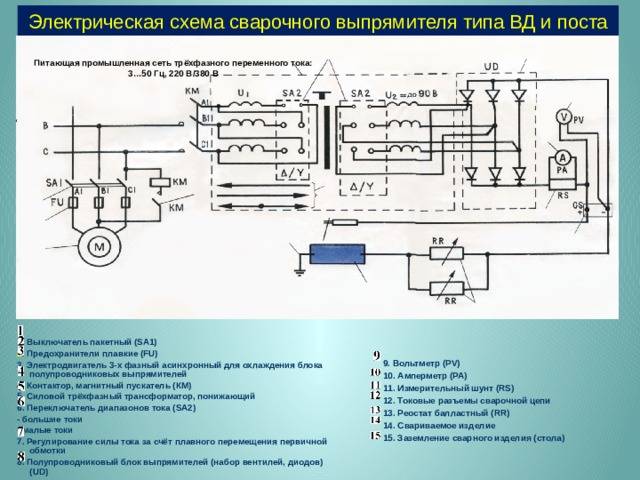
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
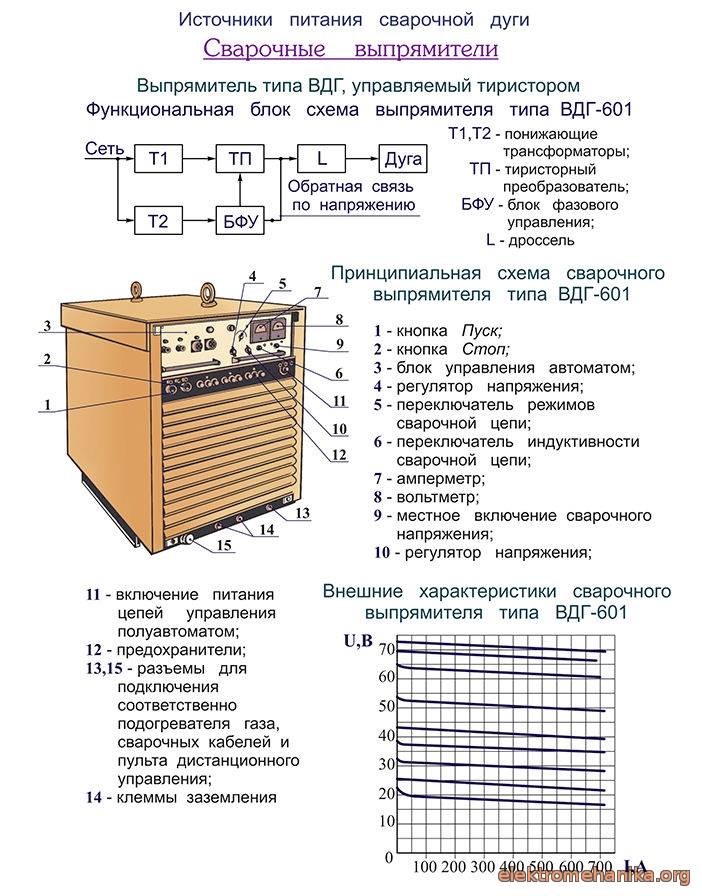
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.

Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.

Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру
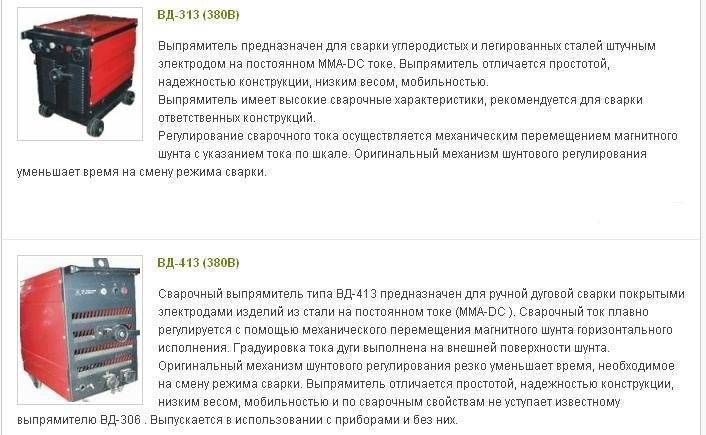
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Своими руками
Практика показала, что некоторые люди успешно справляются с самостоятельным изготовлением сварочных выпрямителей. Главное разработать работоспособную схему. Основными исходными параметрами будут диаметры электродов на работу с которыми рассчитан выпрямитель. Так, например, если 3 мм., то сварочный ток необходимо обеспечить около 150 А, если 4 мм. – 200 А.
В схеме должны быть указаны параметры следующих элементов:
- Трансформатор. Желательно подобрать к схеме из готовых аппаратов. Однако это условие выполнить нелегко, приходится научиться изготавливать трансформатор самостоятельно. Расчет его элементов (сечение сердечника, количество витков на обмотках и размеры проводов) не так уж сложен. Опыт сборки и монтажа быстро набирается после одной – двух неудачных перемоток.
- Выпрямительный блок. Напряжение подается после вторичной обмотки трансформатора. Для работы применяются следующие элементы: диоды;
- конденсатор;
- дроссель.
Сборка диодов выполнена по мостовой схеме. После нее ток получается не переменный, а пульсирующий. Такой ток для сварки не годится, поэтому в цепи присутствует конденсатор. Он сглаживает пульсации. Окончательно постоянный ток получается с помощью дросселя. Дроссель работает как фильтр, который пропускает постоянную составляющую тока, а переменную задерживает.

Сварочный выпрямитель BLUE WELD KING TIG 200
Диоды, работающие на таких высоких токах, выделяют много тепла. Поэтому в сборку они обязательно входят в комплекте с радиаторами охлаждения
Важно продумать принудительный обдув сварочного аппарата от вентилятора
Конденсаторы для сварочного блока рассчитаны на максимальное значение напряжения пульсаций. Для выпрямительного блока они отличаются от применяемых в радиотехнике, которые не работают с импульсными токами.








Важно! Внимательно обращать внимание на характеристики. Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры
Сердечники возможно использовать со старой радиоаппаратуры
Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться
Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться.
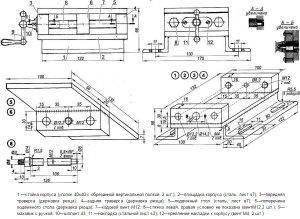
Основание сварочного выпрямителя. Отличными изолирующими свойствами обладает текстолитовая пластина. Размещать приборы на ней нежелательно вплотную друг к другу. При работе выделяется большое количество тепла, поэтому необходимо иметь достаточно большое продуваемое пространство.
Вариантов изготовить сварочный выпрямитель своими руками далеко не один. Они будут отличаться по конструкции из-за способов регулирования. Исполнитель будет разрабатывать собственную конструкцию применительно к специфике выполняемых работ.