Прямая и обратная полярность АКБ — что значит и в чем отличие
Для автомобиля аккумуляторная батарея — важнейший элемент. Она обеспечивает уверенный старт ДВС, питает электронные компоненты, доустановленные устройства. Чтобы обеспечить этот процесс, АКБ должна быть подключена к бортовой сети при помощи полюсных выводов. Последние находятся на крышке герметичного корпуса. Один из выводов имеет маркировку «-», а другой «+». При помощи клемм-выводов выполняется и зарядка аккумулятора. Главное, при подключении, подзарядке — не перепутать полюсные выводы, а для этого нужны знания о полярности аккумуляторных батарей. Выясним, что такое полярность аккумулятора, как ее определить, какой она бывает.
Дуговая сварка — режимы полярности
Для соединительных операций сваркой обычно находит применение ток неизменного значения. Имеется возможность выбирать, как будет осуществлена сварка постоянным током — обратной или прямой полярности.
Установка, предполагающая полярность прямую, позволяет качественно сваривать детали, обладающие немалой толщиной. Сварка током обратной полярности помогает избежать такого трудно исправляемого дефекта, как прожег, часто появляющегося, когда сварке подлежат тонкие металлические листы. Режим, предполагающий применение переменного тока, применяют исключительно редко, поскольку производительность прохождения процесса резко снижается.
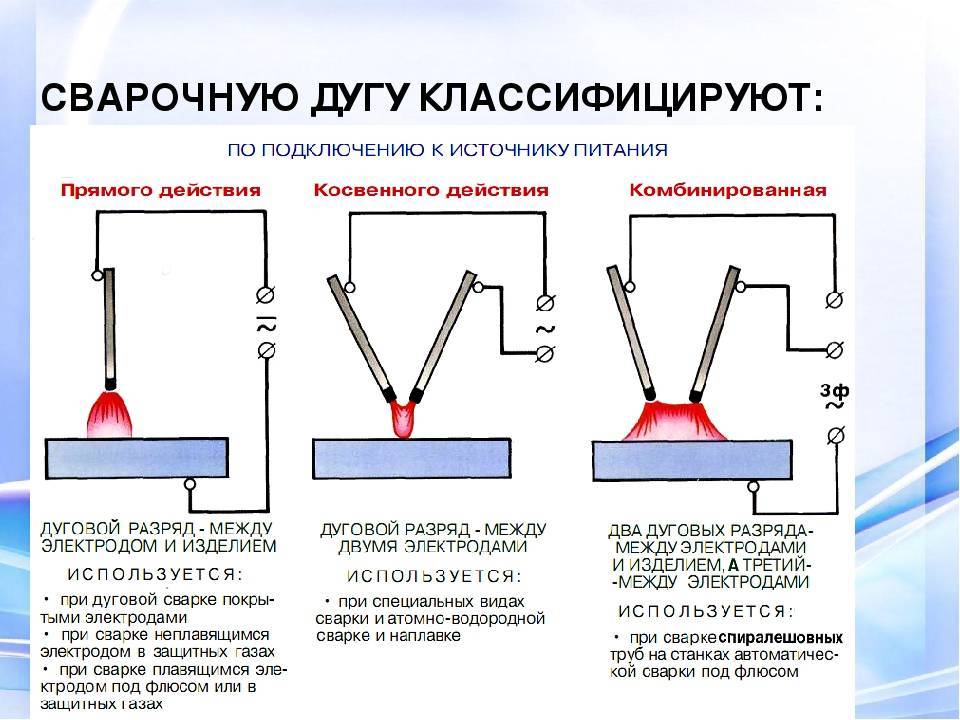
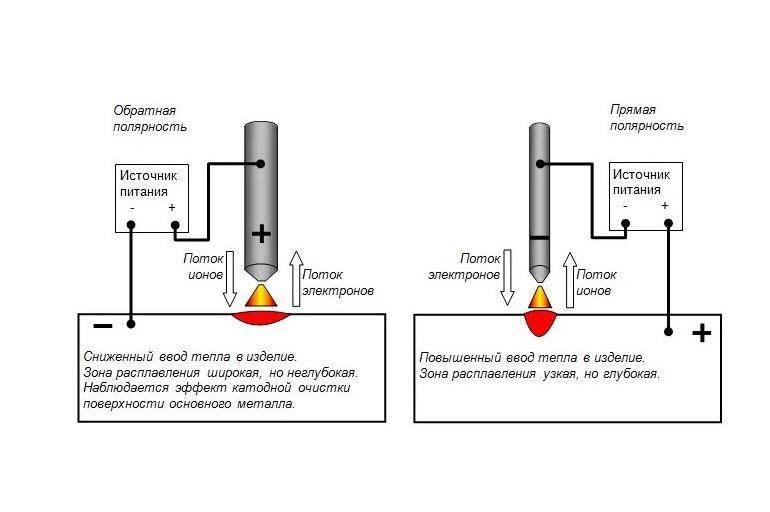
При сварке ручным методом выбор режима, в частности, заключен в том, что имеется возможность устанавливать разную полярность, подключая соединение и электрод к разным клеммам, находящимся на лицевой стороне аппарата. Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.

Прямой вариант означает противоположное включение. Тогда интенсивнее электрода начинают плавиться детали соединения, что является преимуществом при сварке толстых элементов конструкции. Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Три составные части дуги: столб, область анодная и область катодная. При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде — катодным.
Столб — это плазма, разогретая до сверхвысокой температуры. Энергия тепла в дуге выделяется неравномерным образом. Электроны, достигшие анода, отдают ему собственную энергию. На этом месте появляется анодное пятно, разогретое в значительной степени. Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
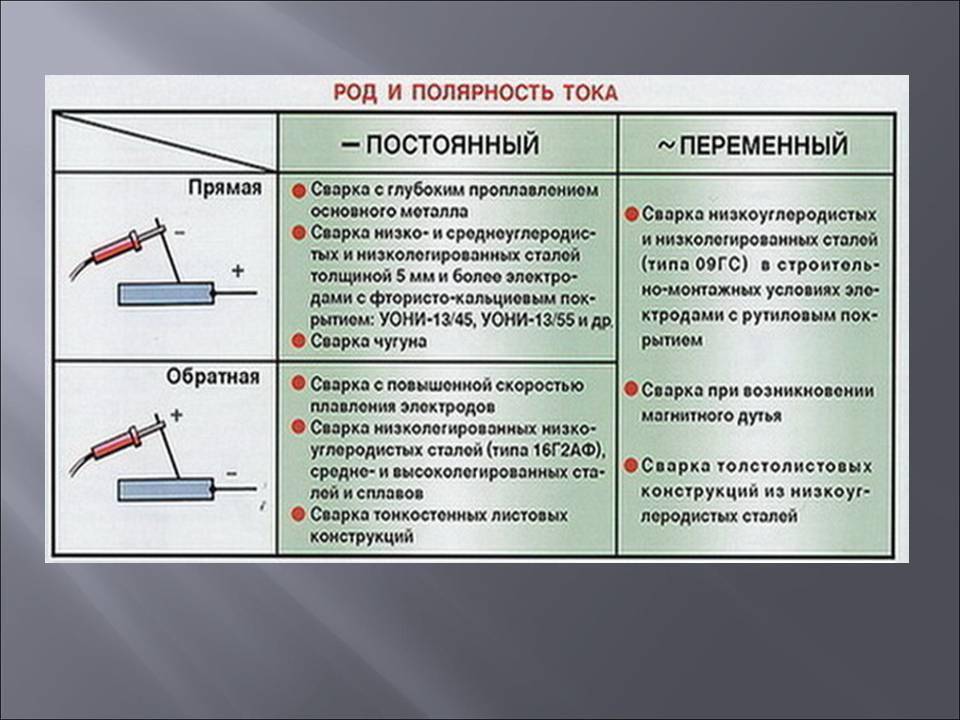
Полярность при сварке постоянным током имеет два варианта. Это находится в зависимости от способов подключения. Они являются противоположными. Для получения прямого вида к изделию подсоединят «плюс», а к стержню с обмазкой — «минус». Для получения обратной делают все противоположным способом.
Если процесс происходит с неизменным током при установке прямого варианта, электрод начинает нагреваться медленнее, чем свариваемый металл. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
При распространенном виде процесса — дуговой сварке, существенную роль играют различные параметры, такие как выбранный диаметр электрода, его тип и марка, напряжение на сварной дуге, скорость сварного процесса, положение шва. Одним из самых важных параметров является полярность сварки.

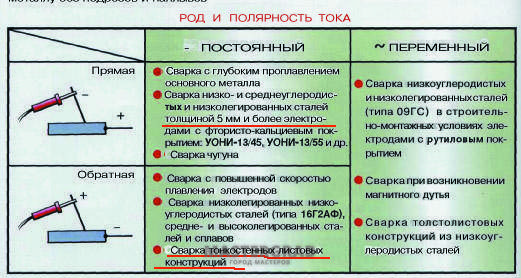
Род тока, который применяется в дуговой сварке, делится на два вида. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.
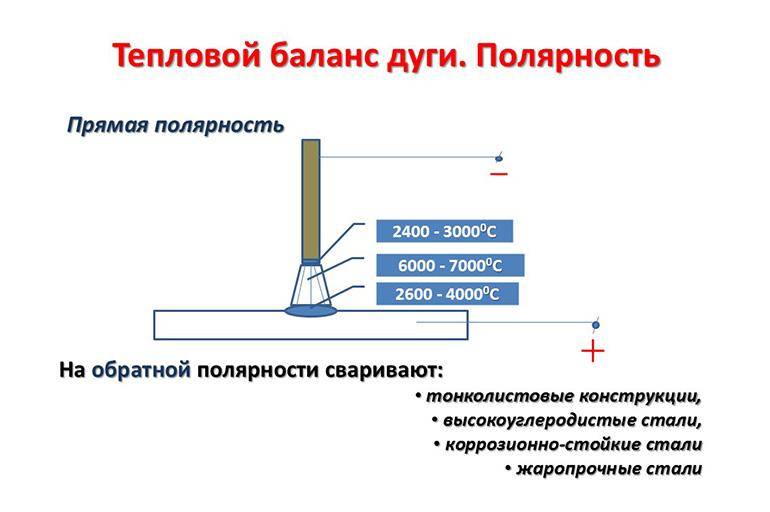
Прямой вариант используют, когда предстоит сварка чугунных изделий или требуется глубокий проплав металла. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Полярность влияет на внешний вид шва — его габариты и конфигурацию. При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
Сварка инвертором: прямая и обратная полярность
Различные сварочные инверторы могут выдавать:
1. Постоянный ток (DC). Постоянный ток течет в одном направлении. Это и приводит к «постоянной полярности».
2. Переменный ток (AC). Переменный ток течет то в одном направлении, то в другом. При этом полярность постоянно меняется. Тут всё зависит от частоты тока.
3. Комбинированный (постоянный или переменный). В основном это инверторы для аргонодуговой сварки.

Сварка: схема полярности
В зависимости от рода тока (только DC) сварка инвертором может быть прямой и обратной полярности.
1. Прямая полярность – это когда сварочный электрод подсоединён к «-» инвертора, а масса к «+». Такая полярность применяется для сварки толстостенного металла. Глубина проплавление его будет значительно больше. При этом, разбрызгивание металла будет большим.
Также, при такой полярности следует учитывать следующее:
- Толщина свариваемого металла должна быть от 3 мм;
- Электрод будет очень быстро расплавляться;
- Сильное разбрызгивание металла. По этой причине будет увеличиваться расход сварочного материала.
2. Обратная полярность – это когда сварочный электрод подсоединён к «+» инвертора, а масса к «-». При таком подсоединении происходит низкий прогрев металла. Электрод намного больше начинает греться. На ней хорошо варить тонколистовой металл.
При такой полярности следует учитывать следующее:
- Глубина проплавления уменьшится, зато ширина шва увеличится;
- Возможен сильный перегрев электрода.

Порядок использования инвертора
Узнав об основах использования данного аппарата, необходимо рассмотреть порядок работы с ним. Сюда включают следующие стадии:
Поверхность материала отделяют от загрязнений и ржавчины. Это понадобится для того, чтобы сформировать надежный шов; Выбираете режим сварочного тока и тип электрода
Здесь важно рассмотреть как материал, так и параметры сварного шва; Соединяете плюсовую клемму с металлической поверхностью для проведения необходимых операций; К держателю электрода подключаем минус; Формируем дугу, затем молотком снимаем окалину с получившегося шва. Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода
Однако она не учитывает форму соединения и ориентацию электрода
Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары)
Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары)








Это стандартная последовательность действий. Однако она не учитывает форму соединения и ориентацию электрода. Такие тонкости необходимы для формирования специальных видов швов для сварки. Последние используются для цилиндрических емкостей (сепараторы в нефтегазовой сфере, строительные резервуары).
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент
При необходимости переставить провода с клеммами можно в любой момент
При необходимости переставить провода с клеммами можно в любой момент
В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса
При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
электрическая дуга устойчива и постоянна, не склонна к срывам; сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока; с помощью электродуги можно выполнять резку металлических заготовок;
сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным; методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
нагрев присадочной проволоки или электропроводника происходит медленно;
с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Обратная
Обратное подключение полярности электрического тока также имеет свои отличительные особенности:
- глубина сварочного шва невелика, но его толщина получается значительной;
- если нужно сварить две очень тонкие металлические пластины, то при таком методе их рабочая поверхность не будет деформирована;
- электродуга нестабильна, поэтому в данном случае нельзя использовать сварочный инвертор, который функционирует на невысоком электротоке;
- при работе риск прожога поверхности тонкостенных деталей минимален;
- для работы не применяются электроды, которые способны разрушаться от действия высоких температурных режимов;
- для получения качественного результата процесс подразумевает наличие минимального зазора между рабочими заготовками;
- сварочный процесс выполняется прерывистым типом шва.
Выбор полярности подключения сварочного инверторного аппарата обуславливает и выбор сварочных электродов. Например, при работе в обратном подключении угольные стержни будут быстро плавиться и сгорать, поэтому такой тип электрода применим только для работ в режиме прямого подключения. Качество ширины и глубины сварочного шва также находится в зависимости от выбора полярности. Чем выше сила электрического тока, тем глубже выполняется проваривание металла.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.

Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Особенности прямой полярности при сварке
Сначала несколько слов об области применения прямой полярности при сварке. Она обширна, используется:
- При монтаже стального проката из углеродистых, низколегированных, специальных сталей плавящимися электродами.
- Когда сварка производится вольфрамовым неплавящимся электродом с использованием наплавочной проволоки. Тугоплавкий стержень нужен при стыковых соединениях тонких деталей, цветных металлов, его используют, работая с текучими сплавами.
- Для раскроя заготовок сварочным оборудованием.
Преимущества тока стандартного подключения клемм:
- образуется узкий шовный валик;
- за счет высокой плотности плазмы заготовка проваривается глубоко;
- выпускается большой ассортимент наплавочных электродов с различными видами покрытий;
- поддерживается стабильная дуга.
Недостатки прямого подключения:
- металл сильно разбрызгивается (плотный поток плазмы с силой ударяет по ванне расплава);
- велик риск прожога тонких деталей;
- возникают остаточные напряжения в зоне термического влияния.









Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Тепловым балансом дуги определяют характер распределения тепловой мощности. Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Виды сварных соединений
Соединения свариваемых частей бывают разные: стыковые, внахлёст, угловые, тавровые и регламентируются ГОСТ 5264-80. По пространственному положению в соответствии с EN 287/EN ISO 6947 они бывают: горизонтальные, вертикальные и потолочные. Последние соединения считаются повышенной сложности, для их производства требуется достаточный опыт и сноровка.

Если необходимо сварить два листа разной толщины внахлест, то электрод направляется в большей степени на толстый лист, так чтоб равномерно, по мере возможности, прогревать разные листы.
Внимательно наблюдайте за процессом образования ванны в металле, и вы научитесь поддерживать ее одинаковые размеры и температуру.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА)
Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая
Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали. Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка током производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов
Технологический процесс подразумевает использование газа аргона. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.

Сварка стационарной дугой
Случайные колебания скорости подачи электродной проволоки и длины дуги могут нарушить стабильность процесса, привести к коротким замыканиям. обрыву дуги. Во избежание этого необходимо изменять скорость плавления электрода, т.е. соответствующим образом варьировать силу сварочного тока.
вольт-амперная характеристика дуги (ВАХ дуги) в защитных газах при плавящемся электроде имеет возрастающий характер.

В определенный момент стабильного процесса сварки скорость подачи электродной проволоки Vп1 равна скорости плавления Vпл1. При этом параметры по току и напряжению определялись рабочей точкой А1 с длиной дуги lд1. Допустим, что в связи со сбоями в механизме подачи проволоки скорость подачи уменьшилась. Тогда возникает относительная скорость плавления ΔVпл = Vпл1 – Vп2, которая приводит к перемещению рабочей точки в новое положение – А2. Оно характеризуется уменьшением сварочною тока (Δl), что приводит к уменьшению первоначальной скорости плавления. Процесс сварки вернулся в точку А1 с длиной дуги lд1. Этот процесс носит название -саморегулирование по длине дуги. Оно становится интенсивнее при более жесткой волыамперной характеристике источника питания.
При сварке от источника с жесткой характеристикой сварщик корректирует режим по току, регулируя скорость подачи проволоки. Однако при этом изменяются длина дуги и напряжение на ней. Для поддержания нужной длины дуги при настройке режима следует корректировать вольт-амперную характеристику ИП, переходя с одной (I) на другую (II).

Стабильность дуги, особенно в потолочном положении, а также размеры шва и его качество зависят от вида переноса электродного металла через дуговой промежуток. Таких видов переноса существует три.
1. Крупнокапельный перенос с короткими замыканиями дуги. Образуются капли размером в 1,5 раза превышающие диаметр электродной проволоки. Процесс сопровождается короткими замыканиями с естественным импульсно-дуговым процессом, обусловленным параметрами режима. Напряжение на дуге периодически снижается до 0 и в момент отрыва капли увеличивается до рабочего значения. Ток в момент короткого замыкания возрастает, что приводит к отрыву капли электродного металла.
Процесс протекает с разбрызгиванием металла, что ухудшает внешний вид сварного соединения, приводит к непроварам, чрезмерной выпуклости шва.
2. Среднекапельный перенос без коротких замыканий.
Дуга горит непрерывно, а электродный металл переносится через дугу каплями, диаметр которых близок к диаметру проволоки.
Сварка идет с периодическим изменением напряжения на дуге и сварочного тока.
Импульсно-дуговой процесс зависит от параметров режима сварки и также сопровождается разбрызгиванием, снижается качество шва.
3. Струйный перенос.
Дуга горит непрерывно, оплавленный конец электрода вытянут конусом, с которого в сварочную ванну стекают капли размером менее 2/3 диаметра электрода. Масса капли невелика, поэтому электродный металл легко переносится в ванну при сварке во всех пространственных положениях.
Разбрызгивание при струйном переносе незначительно. Производительность высока. Получить струйный перенос можно в аргоне. В углекислом газе такой перенос достигается при высокой плотности сварочного тока или при проволоках, активированных редкоземельными элементами









Управляемый перенос электродного металла с требуемыми размерами капель успешно достигается при импульсно-дуговом процессе, когда периодически измененяют напряжение на дуге и ток сварки.
Расположение токовыводящих элементов
Чаще всего можно встретить две комбинации расположения клемм. Это и есть полярность, которая может быть:
- Прямой, когда плюсовая клемма находится слева, а минусовая — справа. Иногда такое распределение токовыводов обозначается единицей, что часто можно увидеть на аккумуляторах отечественных производителей. Найти маркировку довольно просто, достаточно повернуть батарею лицевой стороной таким образом, чтобы токовыводящие элементы располагались внизу. Если плюс стоит слева, то это прямая полярность. Такие АКБ установлены на российских авто. Ярким примером послужит «Приора».
- Обратной, когда плюсовая клемма расположена справа, а минусовая — слева. Нередко такой тип полярности обозначается нулем, что считается чисто европейской разработкой. Процесс нахождения информации о расположении полюсов такой же. Если на этикетке минус находится слева, то это говорит об обратной полярности АКБ. Чаще всего такие аккумуляторы встречаются в иномарках.
Как отличить аккумуляторы
Нередко в разговорах автолюбителей проскакивает фраза о мифической азиатской и американской полярности. На самом деле, это слухи: таких в природе не существует. Скорее всего, понятие расположения токовыводов путают с типоразмерами АКБ. Батареи азиатского типа отличаются более компактными размерами, отсутствием выступа на верхней крышке аппарата, тонкими клеммами. Американские аккумуляторы также имеют характерные признаки — это расположение токовыводящих деталей на верхней панели. Рекомендуем: Как обслужить необслуживаемый аккумулятор автомобиля Что касается полярности аккумулятора, российскую и европейскую легко можно различить по месторасположению клемм или маркировке (0 и 1). В остальном компоновка, размеры коробки, количество банок и прочие внешние признаки идентичны, поэтому даже опытный автомобилист может попасть впросак, не посмотрев на этикетку. Чтобы не угадывать, проще обратиться к продавцу, который подберет АКБ, соответствующую той или иной марке авто.
АКБ для грузовых автомобилей
Система расположения клемм на аккумуляторах для грузовых машин мало чем отличается от легковых. Оба вывода находятся на одной из коротких сторон коробки. Определить полярность АКБ просто, необходимо посмотреть на расположение клемм:
- Если токовывод с обозначением «+» находится с левой стороны, то это обратная (европейская) полярность, которая также может помечаться тройкой.
- Если положительный токовыводящий элемент размещен справа, то это прямая (российская) полярность. Некоторые производители могут обозначать ее четверкой.
Нередко батарейки для грузовых авто встречаются с компоновкой, которая помечается цифрой 2. В таком случае клеммы располагаются на верхней панели по диагонали.
Грузовые автомобили могут оснащаться одним из двух типов аккумуляторов, только клеммы у них обычно располагаются на одной из коротких сторон. Определить, полярность АКБ прямая или обратная, в этом случае также можно визуально:
Нужно повернуть батарею так, чтобы она была обращена к лицу смотрящего той стороной, на которой расположены клеммы и обратить внимание на то, какой из токовыводов будет слева, а какой справа. Если «плюс» находится слева, то это обратная полярность, которая в случае с грузовыми автомобилями нередко называется европейской
Для ее обозначения была выбрана цифра «3». Если же слева «минус», а справа — «плюс», это полярность прямая, которая также может называться российской
Такие батареи маркируются цифрой «4».
Рекомендуем: Moll batterien, лидер на рынке автомобильных аккумуляторов
Итак, две полярности аккумуляторов для легковых автомобилей обозначаются цифрами «0» и «1». Для обозначения аккумуляторных батарей, рассчитанных на установку в грузовых автомобилях, применяются цифры «3» и «4».
Нераспространенные типы батарей
Есть батареи, которые обозначаются цифрой «2», однако используются они не так часто. Расположение токовыводов на них можно назвать диагональным: в одном углу на верхней крышке находится клемма со знаком «минус», а в противоположном углу — клемма со знаком «плюс». В этом случае поверхность крышки можно сравнить в боксерским рингом, а сами клеммы — с боксерами в начале раунда.
Стоит также сказать еще о двух менее распространенных типах, которые маркируются цифрами «6» и «9». Если указана шестерка, значит, клеммы находятся на крышке в двух углах, но не в противоположных, а в соседних. Если указана девятка, то «плюс» и «минус» находятся друг напротив друга.