Рекомендации от мастеров
Начинающим сварщикам могут оказаться полезными советы опытных коллег.
От глубины сколов зависит наносимое количество слоев металла. Шов делается длиной до 3 см. Трещины заплавляются изнутри, потом снаружи. Место сваривания предварительно нагревают до 250-300°С. Проверить температуру можно хозяйственным мылом: коричневый цвет отметки свидетельствует о достижении 250°, черный — 300.
Вырезы лучше выполнять фрезой, которая не даст остаткам стружки попасть в шов. Учиться следует на простых деталях, постепенно переходя к более сложным работам. В аргон можно добавлять до 5% углекислого газа. При замене отколотого куска в качестве донора используется диск из того же материала, что и ремонтируемый. Обрабатывать полученный шов можно на токарном станке. Он позволяет операции провести с точностью до микрон.
Выбор электродов и присадочные добавки
Сварку дисков из легкоплавких материалов ведут с использованием токов обратной полярности. В качестве плавящегося электрода применяют металлические прутья разного состава.
Рекомендуем к прочтению Особенности и технология сварки аргоном
| Марка прута | Применение |
| 1070 и 1100 | Амц, АД1 |
| 1450 с титаном | Для алюминиевых сплавов в пищевой и авиастроительной промышленности |
| 4043 | Сварка кремниевых составов (блоков ДВС и других конструкций) |
| 4047 с кремнием | Снижает деформации и увеличивает текучесть металла |
| 5087 с цинком | Уменьшает вероятность появления трещин |
| 5183 | Работает с Al-Mg и Al-Mn материалами в пищевой и судостроительной области |
| 5356 | AMg3 – AMg6 |
| 5554 | Для сварки химических емкостей и колесных дисков |
| 5556 | Соединяет тавровые заготовки из Al-Mg |
| 5754 | Шов на материалах из Al-Mg проявляет высокую стойкость к коррозии |
Кабель с «массой» подключается к диску, положительный потенциал – к электроду.

Электроды.
Для прочного шва важно правильно выбрать присадочную проволоку. Она бывает с добавками кремния, цинка или титана
Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка. Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы – признак большого содержания магния, присадка выбирается с Mn.
Советы сварщиков
Опытные сварщики дают следующие советы при проведении работ:
- Чтобы в шов не попадал абразив, деталь желательно вырезать фрезой.
- Если за один подход трещину заварить не получается, то нужно вырезать корень шва с обратной стороны.
- Лучше подкладывать с обратной стороны подкладки из меди или нержавейки.
- Чтобы с детали снизить напряжение, необходимо свариваемый участок прогреть примерно до 250−300 градусов. Определить температуру поможет хозяйственное мыло. Для этого нужно бруском мыла провести по диску и нагревать его. Когда отметина приобретёт коричневый цвет, то температурный режим на диске — 250 градусов, а когда она станет чёрной — то 300 градусов.
Виды дисков
Диск — это часть колеса, на которую одевается резиновая покрышка. Диски могут быть изготовлены из разных материалов и по различным технологиям, что и будет определять их свойства. Наибольшее распространение имеют штампованные диски, для изготовления которых используются углеродистые стали.

Они изготавливаются из двух частей — центральной и обода, которые потом объединяются друг с другом сваркой. После соединения диски покрывают эмалью для защиты от воздействия окружающей среды. Это является бюджетным вариантом, поскольку стоимость дисков, выполненных штамповкой, не слишком велика, хотя и особой красотой они не отличаются. Штампованные диски устанавливают на новые автомобили, выходящие из производства, что уменьшает их себестоимость.
Благодаря тому, что при изготовлении штампованных дисков используются материалы, обеспечивающие мягкость и пластичность, их можно отнести изделиям с высокой ремонтопригодностью. При эксплуатации автомобиля это становится существенным достоинством.
При возникновении механических ударов диск сминается, и его форма изменяется. При этом он воспринимает на себя основную часть удара, частично гася его. Измененный диск подлежит восстановлению, в частности применяется ремонт дисков сваркой. Недостатком штампованных дисков является их большой вес. Это может привести к ухудшению динамики и увеличить расход бензина.
Литые диски представляют собой цельную деталь, изготовленную методом литья. Для их изготовления в основном используются сплавы на основе алюминия. Сталь для этого является непригодной. Для того, чтобы литые диски приобрели большую прочность, их подвергают закалке, которая снимает остаточное напряжение. После этого диски покрывают лаком.

Большим преимуществом литых дисков является их небольшой вес. Вследствие этого снижается нагрузка на подвеску автомобиля, что повышает его устойчивость и легкость управления. Подвеска при этом меньше изнашивается. Из-за уменьшения встрясок увеличивается комфорт езды в таком автомобиле. Благодаря тому, что во внутренней части отсутствуют колпачки, тормозная система может охлаждаться естественным путем. Использование алюминия обеспечивает увеличенную стойкость к коррозии. Таким образом, компенсируются первоначальные затраты.
Однако полученная при закаливании прочность приводит к хрупкости изделия. Если машина получит удар, литой диск не погнется, а треснет или расколется. В этом случае понадобится ремонт литых дисков сваркой.
Кованные диски от литых отличаются технологией их изготовления.

Материалом для них служат легкие алюминиевые сплавы с добавление магния. Технология изготовления заключается в горячей штамповке. Полученные заготовки затем подвергаются механической обработке, обеспечивающей необходимый дизайн.
Красота кованных дисков сочетается с легкостью и прочностью. Важным качеством является пластичность. При получении машиной сильного удара кованный диск не растрескается, а сомнется. Это обеспечит возможность его восстановления, что обеспечит сварка кованных дисков.
Описание и порядок ремонтных работ
Ремонт производится в следующем порядке:
- с колеса снимается покрышка и осматривается диск на предмет обнаружения трещин и сколов;
- покрытие очищается от грязи, пыли и следов масла;
- трещины прорезаются шлифмашиной и обезжириваются;
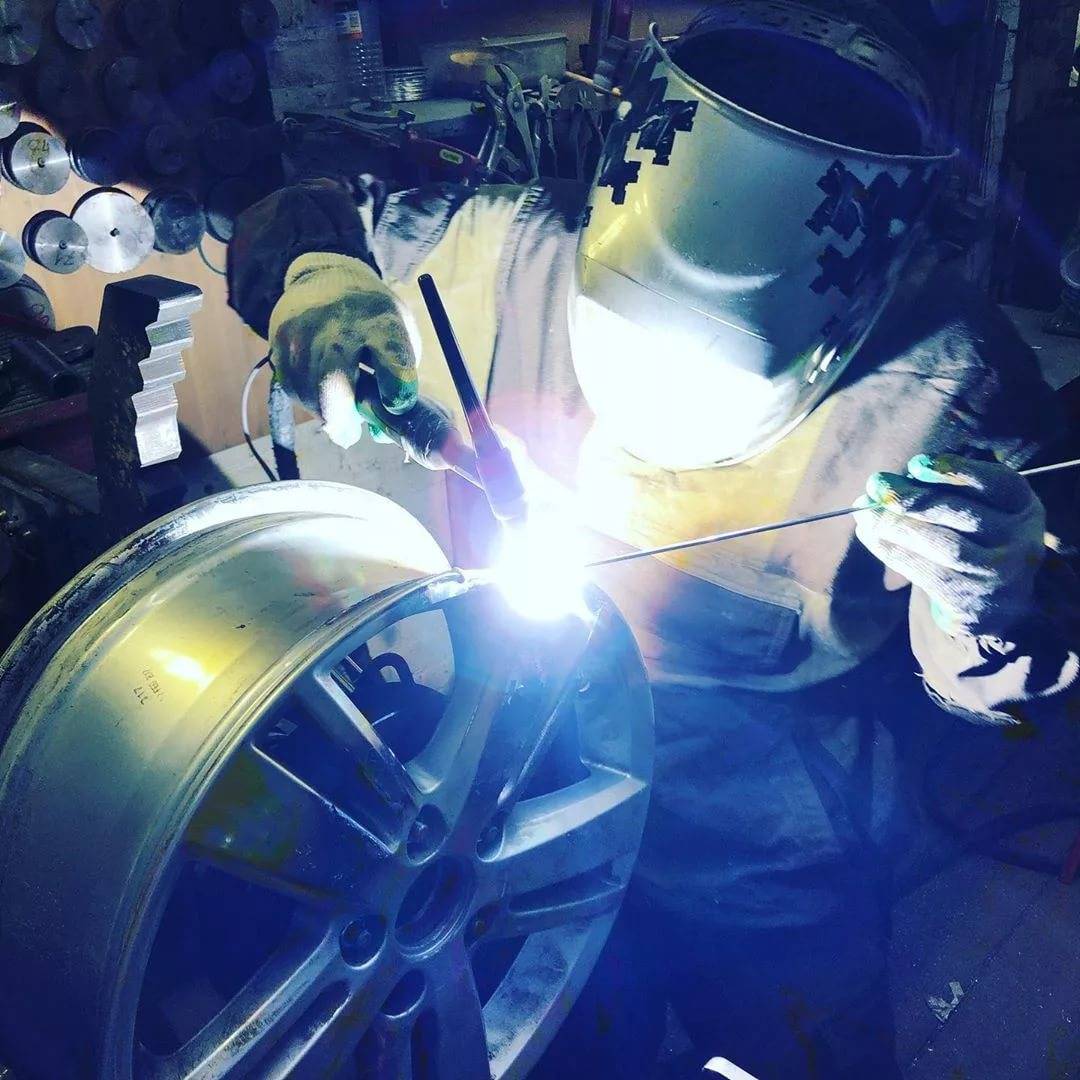
- производится аргонодуговая сварка с присадочной проволокой;
- остывший шов подвергается механической обработке.
Кованый или литой колесный диск варится в атмосфере аргона. Без него место соединения получается непрочным, быстро лопается. Заплаты прихватываются с обеих сторон, затем формируются швы. После затухания электрической дуги подача газа отключается через 10-15 секунд. За это время шов успевает схватиться. Присадочный материал подбирается в зависимости от толщины соединяемого металла: проволока должна быть немного меньшего диаметра. На инверторе включается функция Down Slope. Она помогает дуге затухать плавно.
Если наплавка производится в больших объемах, лучше использовать режим импульсный. Наращивание делается постепенно. Сварку рекомендуется начинать изнутри, затем снаружи с присадкой марки 4043, содержащей магний или кремний. Лишний металл удаляется во время обработки, которая заключается в очистке кромок и плоскостей от наплывов. Замеченные недостатки необходимо устранять сразу.









Разновидности повреждений и способы ремонта
Следует отметить, что существует несколько разновидностей повреждения колесных дисков. Это могут быть сколы и трещины. Ремонт может выполняться в специализированных мастерских, однако в данном случае стоимость восстановления металлических и литых дисков будет чрезвычайно высока. В то же время при определённом опыте работы со сваркой можно заварить имеющиеся повреждения, что позволит полностью восстановить эксплуатационные характеристики такие запчастей. Для устранения сколов и трещин литых металлических элементов колесных дисков используется аргоновая сварка.

Если же говорить об особенностях такой аргоновой сварки, то следует сказать, что при выполнении подобных работ электрод не следует вставлять в держатель и расплавлять непосредственно в месте соединения элементов. Электрод должен расплавляться пламенем горелки и стекать в сварной шов. Фактически такой процесс напоминает пайку, нежели чем сварочные работы. Соединяемые поверхности при этом разогреваются, после чего между ними заливается металл расплавленного электрода. Как вы можете видеть, подобная работа не отличается сложностью, поэтому с ней сможет справиться каждый из нас.
Аргоновая сварка литых дисков
Если говорить о преимуществах данной технологии, то можно отметить свойства защиты потоком аргона соединяемых поверхностей от образования разнообразных оксидов, которые могут ухудшить качество выполненной работы. При необходимости глубокой проварки изделия в аргон добавляется кислород, что позволяет обеспечить максимально высокую температуру плавления. При этом металл и его показатели прочности не ухудшаются от используемого кислорода, так как он выгорает при выполнении сварочных работ.

Используемые инструменты и материалы
Для самостоятельной сварки и ремонта потребуются следующие материалы:


- Сварочные аргоновые аппараты.
- Специальные аргоновые электроды.
- Защитная маска.
- Болгарка.

MIG сварка штампованных дисков: особенности, оборудование и материалы
MIG сварка дисков авто выполняется полуавтоматом в среде смеси аргона с углекислым газом. Шов ведется горелкой, из которой подается проволока, служащая электродом. Это позволяет быстро заполнять трещины или наплавлять борта диска. После сварки требуется обработка на токарном станке. Оптимальными для такой работы будут следующие сварочные аппараты:
- ПТК МАСТЕР MIG 200 F16 — простой, но надежный полуавтомат с силой тока 200 А, стабильной сварочной дугой и легким поджигом благодаря напряжению холостого хода 60 В.
- Сварог REAL MIG 200 (N24002N) — полуавтомат с регулировкой индуктивности, возможностью дожигания сварочной проволоки и стабильной работой от сети с пониженным напряжением от 160 В.
- KEMPPI MinarcMIG EVO 200 — профессиональная версия с цифровым дисплеем, которая весит всего 13 кг. Оптимален для работы в полевых условиях, поскольку выдает максимальные 200 А от генератора 3.5 кВт.
https://youtube.com/watch?v=wqSqcwimoFU
Для заправки в полуавтомат рекомендуем проволоку ESAB OK Aristorod 12.63. У нее покрытие ASC и она подходит для сварки как в среде чистой углекислоты, так и смеси с аргоном. Дуга горит стабильно, разбрызгивание металла минимально, швы хорошие. Более бюджетным вариантом для сварки штампованных дисков будет ESAB Св-08Г2С d0,8.
Полезные советы от сварщиков
Тем, кто первый раз берется заваривать литой диск, помогут рекомендации людей с опытом.
Как подобрать присадочную проволоку?
Сплавы, используемые производителями колес, разнятся по химическому составу. Специалисты ориентируются по виду дефектов:
- сплавы с большим содержанием кремния чаще лопаются, реже гнутся – для ремонта нужна проволока с кремнием;
- алюминий, легированный магнием, пластичный – когда обод погнут, лучше выбирать мягкие прутки.
Как разделывать дефекты?
Трещины на толстых частях разделывают с двух сторон в виде буквы Х. На дефектах глубиной до 3 мм делают V-образные края. У концов трещин для снятия внутренних напряжений высверливают небольшие, до 2 мм диаметром отверстия. При сколе борта место слома выравнивают болгаркой. Продольные трещины перед наплавкой рекомендуют прорезать насквозь, чтобы они не растрескивались дальше. Поперечные достаточно прорезать, чтобы выровнять кромки.
Как производить ремонт сколов?
От их глубины зависит количество слоев. Шов делается прерывным, не более 3 см длиной. Стежки последующего слоя перпендикулярно предыдущему. Валик делается запасом, чтобы не оставалось углублений после шлифовки перед покраской.
С какой стороны заплавлять трещины?
Сначала с внутренней. Валик должен заходить за кромки на 1 см. Сначала заделывают продольные трещины, поперечные не так опасны. Их заплавляют в последнюю очередь. Неудачный шов прорезают болгаркой и проваривают металл снова.
Какого режима придерживаться?
Аргонная сварка производится на больших токах, до 120 А. Для толстых частей обода ток увеличивают до 140 А. Баланс переменного тока – от 55 до 60%.
При самостоятельном ремонте обода важно придерживаться рекомендаций, строго соблюдать технологию сварки алюминия. Перед покраской шов тщательно выравнивается
Не стоит забывать о безопасности: на восстановленном ободе высокоскоростной режим езды небезопасен.

В расчёт берётся каждый критерий, начиная от условий погодных и заканчивая дорожным качеством. Производители литых дисков не знают, при каких именно условиях будет их изделие эксплуатироваться на дорогах бывших стран СССР.
Преимущества и особенности аргонодуговой сварки
- Основными преимуществами аргонодуговой сварки являются:
- Не нужно менять полностью диск на новый из-за трещины или скола. Скол можно исправить с помощью аргонной сварки литого диска
- При сварке аргоном диск не повреждается и остается таким же прочным как был раньше
- Использование аргоновой сварки позволяет надежно соединять детали из тонкого металла в труднодоступных местах.
Ремонт дисков аргонной сваркой состоит из таких этапов:
Определение конкретной марки сплава, из которого изготовлен диск. Для этого рассматривается клеймо и другая маркировка нанесенная производителем на поврежденный колесный диск;
Выбор электродов. Материал электродов должен максимально точно совпадать с материалом дисков;
Подготовка поврежденного участка состоит из нескольких этапов. В первую очередь мастера зачищают диск от грязи и краски;
Трещины в диске незначительно расширяются, для улучшения заполнения расплавленным металлом;
Для сколов, если отломавшийся фрагмент утерян, сварщики подбирают подходящий по размеру кусок другого диска из такого же сплава;
Место сварки прогревается









Тут важно удерживать температуру в заданном диапазоне, чтобы получить качественный шов и не испортить материал перегревом. Мастера нашей СТО знают рабочие температуры для всех видов сплавов, а также пользуются справочными материалами;
В трещину подается присадочная проволока
Она плавится и заполняет полость повреждения;
На месте скола, заплатка прихватывается в нескольких местах, а потом обваривается по периметру;
Сколы на кромке заполняют наплавкой — слой за слоем выемка заполняется расплавленной присадочной проволокой, пока углубление не будет устранено.
Наши преимущества:
- Мы пользуемся только новейшим оборудованием и инструментарием.
- Наш персонал ̶ это исключительно профессиональные работники с большим стажем.
- Работаем с 9:00 до 22:00, потому что ценим и понимаем потребности своих клиентов.
- Ценообразование всех услуг абсолютно прозрачно. Стоимость аргонной сварки вы узнаете до начала работы.
Без лишней скромности, мы можем утверждать, что шиномонтаж в Жилебино — один из лучших в Москве! Стоимость минимальной работы по аргонной сварке (трещина на диске до 5 см): 1000 руб., свыше 1 см: 200 руб. Обращайтесь в наш автосервис «Низкий профиль» и любое повреждение легкосплавных или штампованных дисков будет оперативно устранено. С помощью эффективной аргонно-дуговой сварки мы восстановим форму диска, его баланс и прочность.
TIG сварка литых дисков: особенности, оборудование и материалы
Литые диски изготавливают путем литья расплавленного металла в подготовленные матрицы, от чего изделие и получило такое название. Еще они считаются легкосплавными, поскольку отливаются из алюминия и дополнительных добавок, обладающих меньшим весом, чем углеродистая сталь. Алюминий имеет на поверхности тугоплавкую пленку с температурой плавления более 2000º С, хотя сам металл становится жидким при 660.3º С. Это затрудняет сваривание обычным покрытым электродом — пока пленка не расплавлена, отсутствует надлежащее перемешивание присадочного и основного металлов. После расплавления оксида начинаются прожоги.
Ввиду этих трудностей, сварка литых дисков аргоном на переменном токе AC является самым распространенным способом для ремонта и восстановления изделий из алюминия и его сплавов. Применяется неплавящийся вольфрамовый электрод для возбуждения электрической дуги, горящей в среде аргона. Газ защищает сварочную ванну от вмешательства внешней среды. Второй рукой сварщик подает присадочную проволоку, используемую для:
- заполнения трещины/разреза;
- увеличения толщины металла;
- наращивания сточенных бортиков и пр.
TIG сварка алюминиевых дисков на переменном токе эффективно разрушает оксидную пленку и не дает вольфрамовому электроду перегреваться. Здесь используется электрический способ удаления оксида. Когда на горелке плюс, электроны вырываются с поверхности алюминия, разрывая тугоплавкую пленку. Когда полярность меняется и на электроде образуется минус, диск лучше разогревается, а сам электрод в это время остывает. Переменный ток разрешает вести сварку легкосплавных дисков на повышенной силе тока без перегрева.
Аргонная сварка дисков выполняется инверторами TIG с возможностью выбора тока AC/DC. Понадобится мощный аппарат с силой тока от 250 А и водяным охлаждением горелки. Вот ТОП-5 лучших сварочных инверторов, которые подойдут для ремонта литых дисков:
- Сварог TECH TIG 250P AC/DC (E102) — бюджетный сварочный аппарат на 250 А с постоянным и переменным током, у которого есть высоковольтный бесконтактный поджиг и импульсный режим, защищающий от прожогов.
- ПТК Rilon TIG 315 P AC/DC — аппарат с русифицированной панелью управления, силой тока 315 А, высокочастотным поджигом и регулировкой баланса переменного тока. Опционально доступно подключение педали для дистанционного управления.
- Fubag INTIG 400 T AC/DC Pulse — промышленная версия, с которой сварка дисков аргоном доступна без перерывов по 6-8 часов за счет максимальной силы тока 400 А и блока жидкостного охлаждения Cool 70.
- AuroraPRO IRONMAN 500 AC/DC Pulse — максимально мощный аппарат для аргоновой сварки дисков с силой тока 500 А. В нем настраивается каждая стадия сварочного процесса с момента поджига дуги, нарастания сварочного тока, регулировки импульса и заканчивая заваркой кратера и постпродувкой газом.
- Kemppi MasterTig 335 AC/DC — аппарат для сварки литых дисков с двойным импульсом Double Pulse, комбинацией постоянного и переменного тока MIX TIG, выбором формы кривых переменного тока Optima AC, приносящем частичку магии в процесс.
Для качественной заварки трещин с предварительной разделкой кромок и наращиванием бортиков потребуется присадочный пруток. Оптимальными вариантами будут ESAB OK Tigrod 5356 с диаметром от 2.0 до 3.2 мм или ESAB OK Tigrod 4043. Последний рассчитана даже на сварку блоков ДВС.
Остальные способы сварки легкосплавных дисков возможны лишь в теории, а на практике шов будет очень плохого качества и не выдержит длительной эксплуатации при высоких нагрузках, оказываемых на колеса. Но для штампованных стальных дисков эти методы подойдут, поэтому мы их коротко рассмотрим.
https://youtube.com/watch?v=ZRs-uC0jRUs
Процесс сварки
Чтобы сварка коленных дисков аргоном прошла успешно, необходимо следовать такому алгоритму действий:
- Для начала нужно тщательным образом прогреть все место сварки. Делать это необходимо до тех пор, пока металл не раскалится до характерного цвета (для каждого материла этот цвет уникален). При этом линия шва должна наблюдаться с обеих сторон диска.
- Если речь идет о приваривании скола, желательно для начала скрепить его по краям. Это придаст обоим фрагментам детали четкое положение относительно друг друга.
- Когда фрагменты в достаточной степени прогреты и зафиксированы, необходимо поднести к месту стыковки электрод. Если все было сделано правильно, он достаточно быстро расплавится и заполнит весь шов.
- Если толщина детали достаточно большая, то сварка колесного диска проводится в несколько этапов — по одному слою накладывается сверху и снизу до тех пор, пока поверхность не станет ровной.
- Когда шов будет готов, необходимо дождаться его остывания и приступать к шлифовке. После нее линия стыка не должна быть видна.
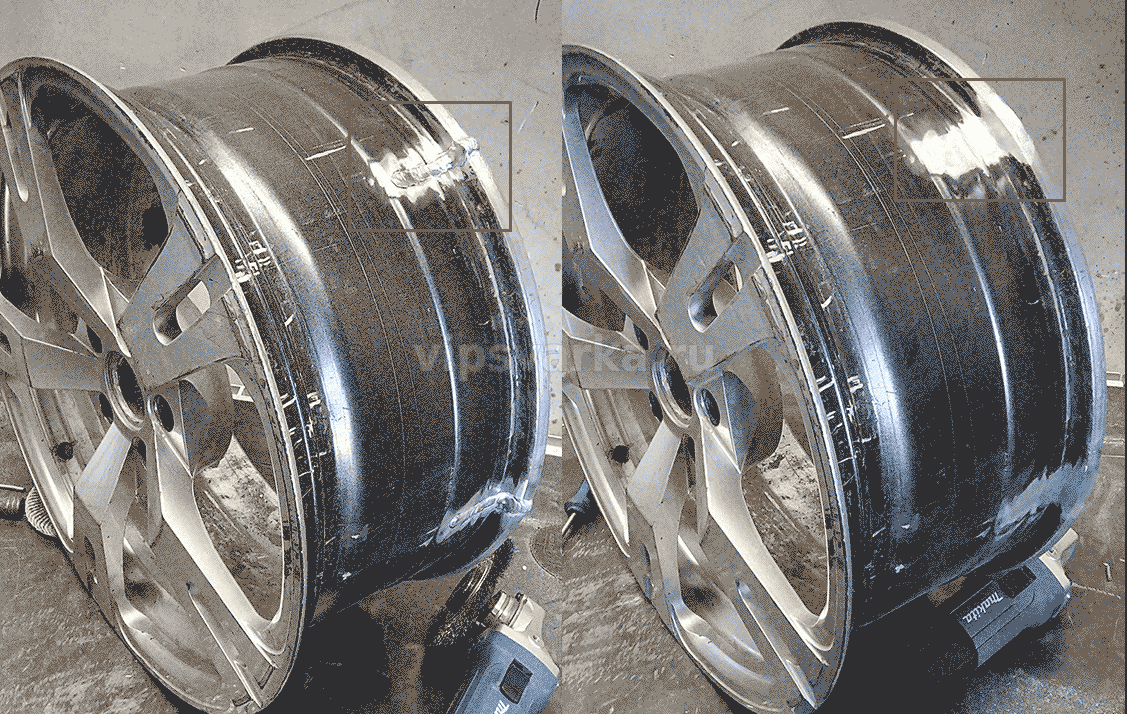
Ремонт литых дисков. До и После
Сварка колесных дисков на этом будет завершена.
votes
Рейтинг статьи
Какие существуют разновидности повреждений и что потребуется для их устранения?
Итак, литые диски могут иметь повреждения: трещины и сколы. Ремонтировать поврежденные диски в специализированных мастерских обойдется в значительную сумму. Цену диктует не столько сложность проводимого ремонта, сколько неширокий рынок услуг данного вида. Самостоятельный же ремонт обойдется совсем недорого. Но необходимо помнить, что для устранения отмеченных выше повреждений используется аргоновая сварка.
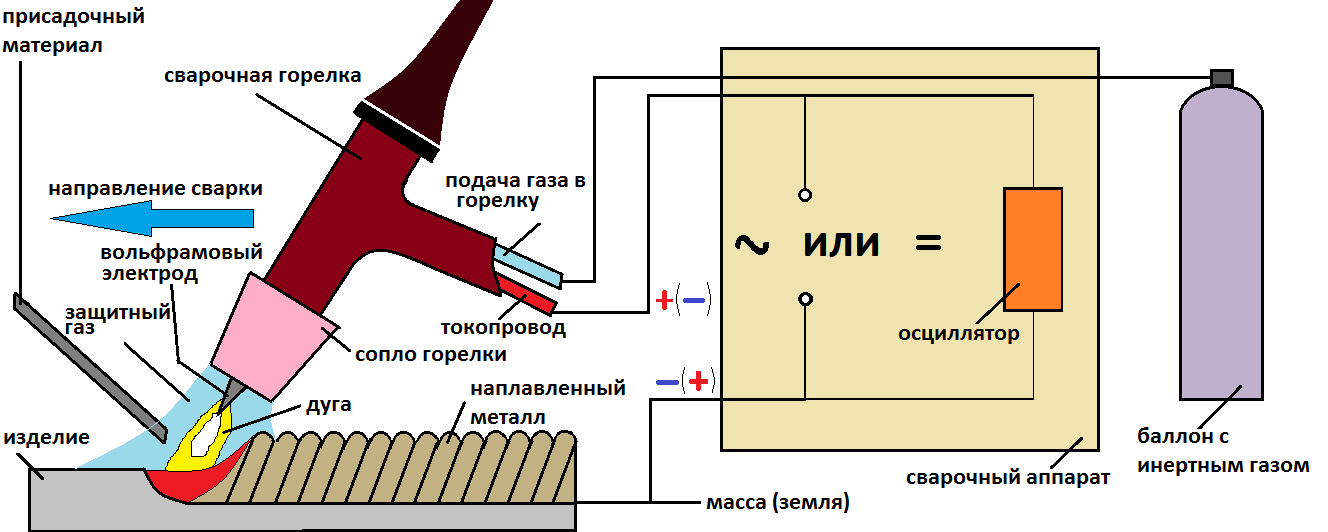 Схема аргоновой сварки.
Схема аргоновой сварки.
В отличие от обычного сварочного аппарата, при аргоновой сварке электрод не вставляется в держатель, а подносится непосредственно в пламя аргоновой горелки. Сам процесс больше напоминает пайку, чем сварку: разогреваются свариваемые поверхности, и между ними заливается расплавленный металл. Это описание сварки как процесса в общих чертах. Ничего сложного, поэтому справиться с такой работой может каждый, имеющий опыт сварочных работ. А для осуществления этой процедуры вам потребуется:
- болгарка;
- аргоновый сварочный аппарат;
- специальные электроды (их состав должен быть абсолютно идентичен материалу, из которого изготовлен литой диск; узнать состав диска можно по маркировке, серьезный производитель обязательно ставит на диске соответствующее клеймо);
- защитная маска;
- иные средства защиты.
Порядок выполнения работ
 После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
После подготовки поверхности и приобретения хотя бы какого-то опыта можно приступать к ремонту дисков. Порядок работы таков:
- Место сварки прогрейте горелкой. При этом нужно следить, чтобы металл не перегрелся.
- Поднесите электрод к месту шва после появления определённого цвета (он зависит от материала изделия). Если вы будете соблюдать все правила, то металл с электрода расплавится быстро и заполнит швы.
- При приваривании дискового скола не помешает прихватить его по краям. Так вы закрепите положение заплатки. После этого можно сваривать элементы по всей их длине.
- Шов при правильной сварке должен быть виден с двух сторон. Жидкий горячий металл должен заполнять пространство полностью и входить в металлическую структурную решётку диска.
При большой толщине диска сварка проводится в несколько этапов с двух сторон. Швы при этом накладываются друг на друга. Такая сварка гораздо надёжнее. После того как диск полностью остынет его следует зашлифовать и подготовить к работам по покраске. В этом вам поможет болгарка со шлифовальной и заточной насадками. После полной обработки поверхности литой восстановленный диск готов к дальнейшему использованию.
Сварка литых дисков
Как и любой сварочный процесс, он делится на подготовительный этап и сварочный. К первому относится подготовка необходимого оборудования и расходных материалов. А также подготовка самих дисков.
Необходимое оборудование и материалы:
- болгарка;
- аппарат для аргонодуговой сварки;
- электроды;
- защитное снаряжение для сварщика.
Самый важный этап в подготовке сварочного процесса – это правильный выбор электродов. Материал, из которого изготавливается его стержень, должен соответствовать материалу, из которого изготовлены автомобильные диски. Необходимо отметить, что производители на своих изделиях устанавливают клеймо с маркировкой, в которых указан состав материала. Так что проблем с подбором расходников быть не должно.
Очень часто встречаются ситуации, когда в мастерской после ремонта диска, мастер предлагает использовать его только для запаски. Это не говорит о том, что процесс сварки был произведен неправильно или некачественно. Просто неправильно был подобран электрод к материалу диска. А причина – нужного расходника просто не нашлось, а упускать клиента и деньги мастер не захотел.
Следующий этап – это подготовка самого литого диска. Если дефект – это всего лишь трещина, то подготовительная операция сводится к расширению дефекта и удаление краски около него с двух сторон на расстоянии 1 см на всю длину. Если трещина продольная, то ее лучше прорезать насквозь. Поперечную прорезать так не надо, только провести ее расширение. Если поперечная трещина появилась на диски с тонкой стенкой, то расширить ее надо будет под V-образную фаску. Если диск толстый, то фаску можно сделать Х-образную.










Если дефект – это скол, что чаще всего и случается, то подготовительный процесс более сложный и потребует чуть больше времени. Проще всего, если скол будет частью самого диска. А если это донорский кусок от другого диска, то необходимо в первую очередь сопоставить свариваемые части на предмет идентичности материалов. Как уже было сказано выше, можно сравнить маркировку.
Теперь нужно обычный лист бумаги уложить на дефект и обвести его контуры. Вырезается бумага по форме дефекта и прикладывается к донорской части, ее форма переносится на металл. После чего надо по разметке сделать вырез. Далее выемка на диске очищается от неровностей и грязи, зачищается и периметр дефекта от краски на расстояние 1 см. Кстати, это сделать можно болгаркой, другие способы менее эффективны. Все то же самое производится и с заплаткой.
Технология сварки
Итак, сварка литого диска начинается с прогрева дефектного участка горелкой
Очень важно его не перегреть. Опытные сварщики знают, до какого цвета нагревается металл, чтобы температура была достаточной, но не более того. У каждого сплава свой цвет нагрева
У каждого сплава свой цвет нагрева.
Если заваривается трещина, то присадочная проволока подается внутрь дефекта, расплавляется и заполняет металлом всю полость. В этом случае горелка должна вестись впереди присадки.
Если производится сварка скола, то в нагретую выемку устанавливается металлическая заплатка, которую предварительно надо прихватить в нескольких местах. После чего производится дополнительное ее выравнивание нажатием, к примеру, рукояткой молотка. Далее по всему периметру донорской части производится сварка. Если скол не очень большой, то можно будет увидеть, как расплавленный металл в процессе сварки выходит из противоположного зазора. То есть, сварка аргоном литых дисков, имеется в виду скола, должна производиться не просто по границам дефекта, а с полным проходом расплавленного металла внутрь выемки. Таким образом, металл должен проникнуть внутрь кристаллической решетки сплава.
Идеально, если проварить дефект с двух сторон. Но это возможно лишь в том случае, если толщина диска будет значительной. В противном случае можно просто перегреть изделие, которое потеряет свои эксплуатационные качества. Как только сварная ванна остынем, необходимо шов зашлифовать, используя все ту же болгарку, и покрасить в цвет всего диска.
Как подготовить поверхность к работе?
Процесс устранения дефектов литого диска при помощи сварки аргоном всегда начинается с подготовки поверхности. Если вы собираетесь заварить обыкновенную трещину, достаточно будет лишь удалить краску с поверхности диска. Вокруг трещины должен образоваться ореол, на поверхности которого не будет краски. Расстояние от границы трещины до края ореола не должно быть меньше одного сантиметра. Если начинать сварку, не удалив перед этим краску с поверхности, она будет выделять едкий дым, который просто не позволит мастеру нормально работать, даже если тот будет в респираторе.
Сложнее будет, если на диске образуется не трещина, а скол (и такое, кстати, случается значительно чаще). В таком случае нужно будет работать не только с самим диском, но и с тем его фрагментом, который нужно приварить. В идеале этот фрагмент должен быть частью самого диска. Если же это невозможно, и вы планируете брать фрагмент донорского диска, необходимо в обязательном порядке убедиться, что его химический состав абсолютно идентичен составу ремонтируемой детали. Если составы будут хотя бы немного отличаться, вся работа, скорее всего, пойдет насмарку из-за того, что фрагменты не смогут нормально привариться друг к другу, и шов получится недостаточно прочным.
Приварка фрагмента к самому диску
Может также возникнуть проблема с подгонкой фрагмента донорского диска. Он должен быть такого же размера и формы. Для того чтобы вырезать нужный фрагмент, необходимо приложить поврежденный диск к листу бумаги и точно обвести все контуры скола. После этого по получившемуся трафарету можно будет успешно вырезать фрагмент, который идеально подойдет для работы. После этого также очистить все рабочие поверхности диска и заплатки от лакокрасочного материала. Сделать это у вас получится только при помощи болгарки. Краска, которой покрывают колесные диски, имеет весьма специфический состав и свойства. Её чрезвычайно сложно ликвидировать механическим ручным путем или вытравить химикатами. Потому самым надежным и быстрым способом является именно болгарка. Сварка литых дисков может быть произведена без предварительного устранения краски лишь в том случае, если в помещении имеется очень хорошая вытяжка, в которую смогут своевременно уходить все вредные пары. Также перед работой необходимо тщательно зачистить все границы привариваемых фрагментов от неровностей и микротрещин. Они должны представлять собой 2 гладкие поверхности, образующие при соединении идеальный стык по принципу пазла.
Ремонт литых дисков при помощи сварки аргоном