Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
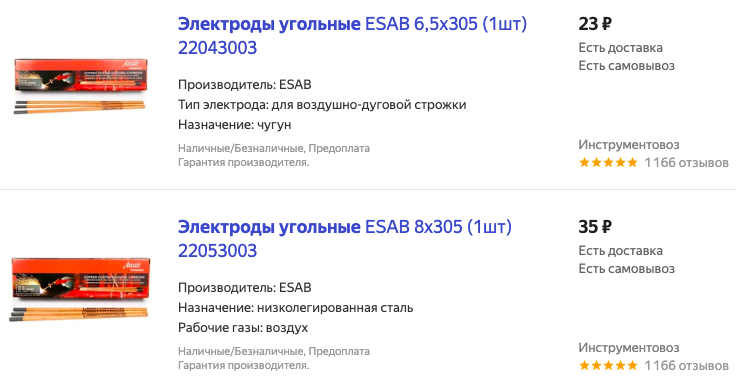 Примерная стоимость угольных электродов на Яндекс.маркет
Примерная стоимость угольных электродов на Яндекс.маркет
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
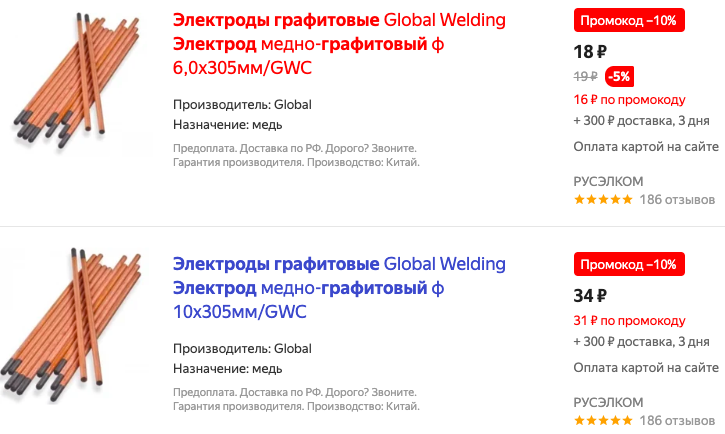 Примерная стоимость графитовых электродов на Яндекс.маркет
Примерная стоимость графитовых электродов на Яндекс.маркет
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
 Примерная стоимость инверторов для сварки на Яндекс.маркет
Примерная стоимость инверторов для сварки на Яндекс.маркет
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Примерная стоимость угольных электродов на Яндекс.маркет
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Примерная стоимость графитовых электродов на Яндекс.маркет
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Примерная стоимость инверторов для сварки на Яндекс.маркет
Необходимые знания техники безопасности
При выполнении работ необходимо знать и соблюдать меры безопасности:
- провода, на которых производится сварка медных жил, должны быть предварительно обесточены;
- обязательное использование средств индивидуальной защиты (спецодежды, перчаток, маски, спецобуви);
- место, где вы производите сварочные работы, необходимо очистить от предметов, которые могут воспламениться;
- так как в распределительном щите или коробке находятся более двух скруток, не стоит торопиться и сваривать следующею, так как вы можете получить ожог;
- лучше дождитесь, когда остынет первая сваренная вами скрутка;
- после выполнения сварных работ скрутки необходимо заизолировать. Это можно выполнить термоусадочной трубкой или изолентой. Термоусадка надевается на провода и затем с помощью фена подогревается.
Выполняя наши рекомендации по сварке жил проводов, процесс соединения пройдет без проблем. Надеемся наша статья станет вам полезной инструкцией.
Соединение проводов самозажимными клеммниками
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.








Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
Способы нагревания
Существует несколько способов нагрева расходных материалов. В домашних условиях наиболее часто применяют следующие приспособления:
- Паяльник. Применяют для выполнения работ, характеризующихся относительно низкой температурой. Максимальное воздействие не превышает 400 Сº. Современные модели оснащены механизмом для регулировки температуры. Выпускают паяльники аккумуляторного типа питания. Идеально подходит для работы с золотом и прочими мягкими металлами.
- Горелка. Различают газовые и плазменные модели. Они используют один вид топлива – природный газ, а отличаются лишь величиной пламени. Они работают в высокотемпературном режиме, что позволяет спаивать тугоплавкие металлы. Недостаток горелок заключается в сложности регулировки температуры пламени.
Сварка медных проводов графитовым электродом
Сварка — это самая надежная методика соединения медных проводов, благодаря которой эксплуатация изделий возможна не один десяток лет. Для быстрого и качественного соединения применяются медные электроды, предназначенные для сварки, специальные трансформаторы, спецификой работы которых является непостоянность их нагрузки. Такой инструмент вполне можно изготовить в бытовых условиях. При этом сварочные работы может выполнять даже еще недостаточно опытный сварщик.
Какие электроды можно использовать для соединения кабеля из меди
Для соединения проводов из меди, как правило, подходят не все электроды. В данном случае используются угольные, графитовые электроды. В бытовых условиях при выполнении сварочных работ своими руками в качестве таких электродов вполне могут быть:
- щетки коллекторных двигателей;
- стержни батареек;
- прочие похожие инструменты, сделанные из графита.
Чтобы немного подкорректировать держатель под стержни из графита, нужно приспособить для соединения массы аналогичный «крокодил», который используется под электроды. Они будут более компактными, чем заводские, соответственно, в электрощитах работать намного комфортней. Нужно также не забыть про дополнительную изоляцию самих ручек.
https://youtube.com/watch?v=AjWBGsbD8pw
Угольные, графитные электроды имеют общее сходство: их температура плавления намного выше температуры плавления чистой меди в четыре раза, в результате чего расход электродов достаточно небольшой.
Необходимо обратить внимание! Электроды для сварки медных проводов нагреваются до максимальных температур мгновенно, в результате чего существует риск перегревания соединяемого материала, а это может способствовать повреждению изоляции медного кабеля.
Сварщик должен учитывать эти моменты в процессе выполнения работ с электрической проводкой.
Чем отличаются между собой графитные, угольные электроды
Несмотря на сходство данных инструментов, их некоторые характеристики немного отличаются:
- Стоимость. Графитовые электроды дешевле.
- Цвет. Электроды из графита имеют темно-серый цвет, металлический отблеск, а угольные абсолютно черного цвета.
- Стержень из угля формирует дугу достаточно большой температуры, поэтому с таким инструментом должен работать уже опытный сварщик, чтобы не допустить разрушения кабеля. Но, есть и положительная сторона — высокая температура достигается при низком токе, поэтому угольные электроды можно использовать для маломощных сварочных трансформаторов.
- Графитовые стержни больше подходят для сварки инверторного типа с регуляторами тока. Они идеальны для начинающих сварщиков, любителей. При использовании данного инструмента сварные шва лучшего качества, чем выполненные угольными электродами.
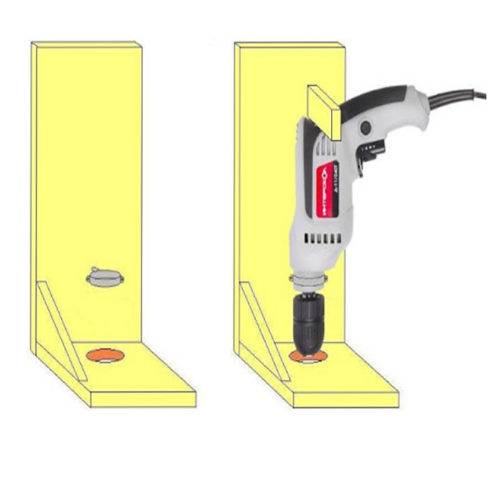
Технология сварки
Чтобы не допустить оплавления изоляции медного кабеля, нужно к основанию скрутки подсоединить металлический радиатор. Отведение лишней тепловой энергии от скрутки будет осуществлять зажим с плоскостью большей площади, за счет которой и происходит тепловой обмен.
Сварка медных электродов предполагает предварительную подготовку:
Провода необходимо зачистить — снять оболочку, изоляционный слой. При этом длина оголенных проводов должна получиться не меньше 10 см, в результате сама скрутка будет не меньше 5 см.
К скрутке возле радиатора подсоединяется зажим-масса, к окончаниям свариваемых проводов подносится электрод. Для контактной сварки период контакта должен составлять не более двух секунд. В результате такой пайки на скрутке формируется небольшой наплыв, имеющий сферическую форму. Аналогично соединяются следующие скрутки.
Одним из самых надежных способов соединения проводов из меди считается ручная дуговая сварка медными электродами, предназначенными для сварки. Главное преимущество этой технологии — максимальное приближение значения сопротивления на участке соединения к сопротивлению свариваемого материала. Благодаря отсутствию коррозии соединение получается высочайшего качества, с достаточно продолжительным эксплуатационным периодом.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
 Понижающие трансформаторы для изготовления аппарата
Понижающие трансформаторы для изготовления аппарата
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
https://youtube.com/watch?v=hPfc3aqfxBk
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.











Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
 Самодельные держаки для сварки
Самодельные держаки для сварки
Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке. Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.
Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.
Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.
Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Технология сварки проводов из меди
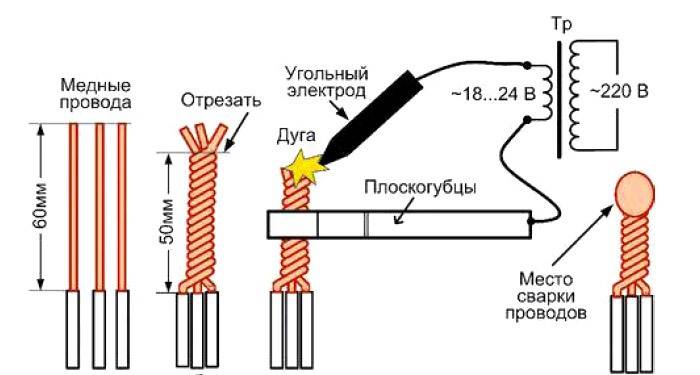
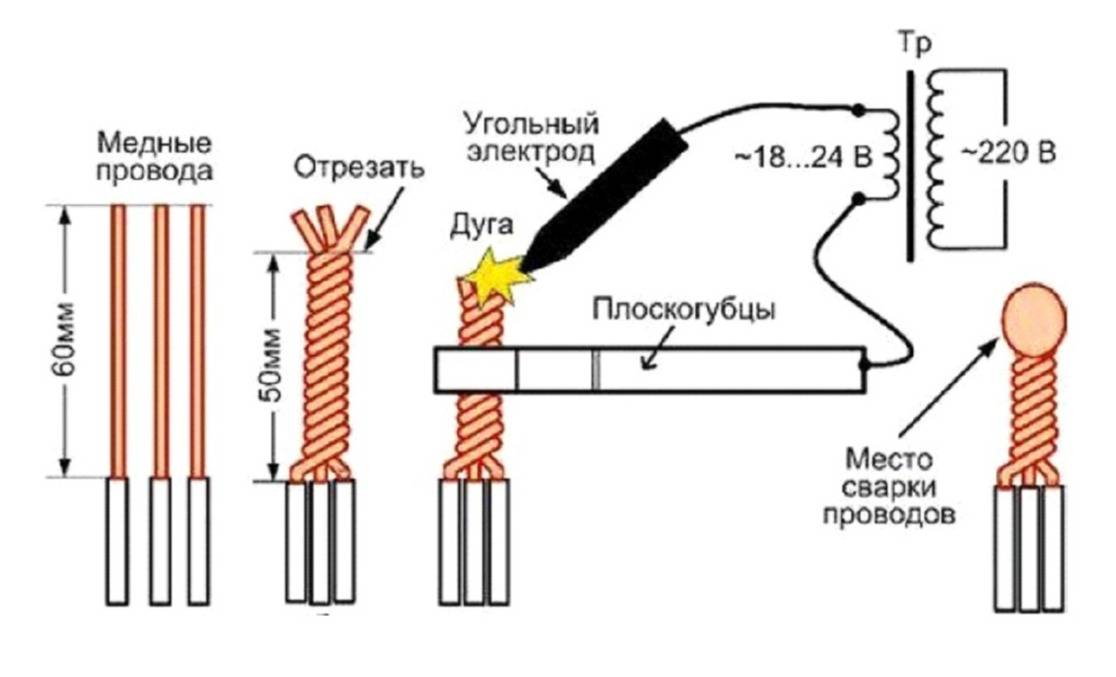
Существует одна методика, которая всегда приводит сварщика к наилучшему результату. Как упоминали ранее, самый лучший прибор для сварки, это инвертор. Затем берутся за провод. Он освобождается от изоляции, лишней оболочки и выполняется скрутка. При подрезке проводов, концы должны оставаться одной длины и на одном уровне, а скрутка должна получиться как минимум 50 мм в длину.
Далее устанавливается отталкивающий тепло, медный зажим и подключается сварочный аппарат. Угольный карандаш (точнее его торец) приближают к готовой скрутке. При сварке карандаш обязательно зажимается в держаке.
Сварка скруток считается завершенной после того, как образовался небольшой расплавленный шар меди. Чтобы изоляция осталась целой, надо не переусердствовать, а уделять каждой скрутке не больше 1-2 секунд времени. Когда сварка медных проводов прекращена, для изолирования застывшей части используется обыкновенная изолента или свой, подобный вариант.
Поэтапный процесс
Распишем весь процесс поэтапно:
- Убираем изоляцию на проводах;
- Делаем скрутки;
- Присоединяем массу;
- Включаем сварочный инвертор;
- Подводим электрод к скрутке до образования дуги;
- Продолжительность контакта 1-2 секунды;
- Приступаем к следующей скрутке (если она есть), после остывания уже готовой;
- Производим изоляцию термоусадочными трубками или изолентой.
Важно! Для сварки проводов своими руками, особенно медных, требуется наличие специального опыта и знаний. Работать придётся с температурой 1080°C, при которой и плавится медь. Поэтому стоит попрактиковаться на более простых примерах
Поэтому стоит попрактиковаться на более простых примерах.
Аппарат стоит подобрать с возможностью регулировки тока, сила которого должна составлять 30-90 ампер. Электрод используется угольный, содержащий в себе медь.









Технология работ с медью
Перед сваркой меди необходимо заранее подготовить все оборудование, компоненты, проверить их исправность. Чтобы избежать, ожогов, травм, ухудшения зрения, сварочные работы надо производить в специальной робе, рукавицах, защитной маске.
Наготове должен быть огнетушитель. Только неукоснительное соблюдение правил безопасной сварки позволит вам получить требуемый результат. Для сварки меди мы будем использовать электроды двух видов – угольные и графитовые.
Электропровода отличаются составом и качеством меди, поэтому подбирать параметры тока необходимо, учитывая это.
Если сварочный ток подобран правильно – дуга будет устойчивой, электродный стержень не будет залипать. Умение быстро подбирать параметры тока под характеристики свариваемого материала приходит с опытом.
Вот примерные характеристики тока для разных типов проводов:

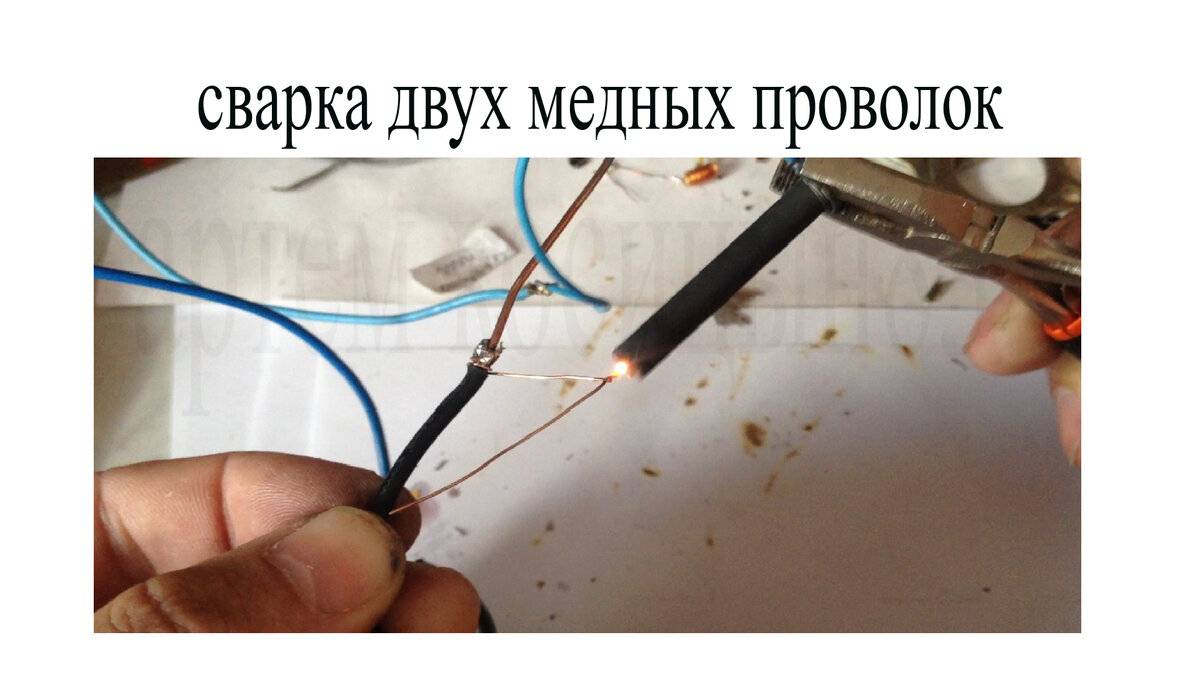
Подготовка окончена, можно приступать к сварке. Для начала снимем изоляцию кабеля на расстоянии 7-10см. Затем провода из нескольких жил скручиваются.
Образовавшуюся скрутку аккуратно подрезаем, оставляем около 5 сантиметров, на ней размещаем зажим из меди. Его функция – отвод избыточного тепла. Также подключаем массу (заземление).
Подносим электродный стержень к скрутке и варим в течение нескольких секунд, до образования на конце скрутки медного шарика. Сваривать надо аккуратно, не повреждая изоляцию.
Затем ждем, пока провода остынут и изолируем, используя для этого изоленту или специальную термоусадочную трубку.
Его задача – плотно держать электрод, от этого зависит качество сварки. В случае износа его следует заменить.
Самодельные резисторы в усилитель, полировка провода
Запитать электричеством маленькой прибор, наподобие калькулятора либо кроме того радиоприемника, задача полностью решаемая. На отечественном сайте уже имеется пара рецептов батареек на воде. У некоторых мастеров, каковые желали бы сделать такую батарейку либо аккумулятор поднимается один из вопросов: где отыскать графит. И, как это часто бывает, он лежит практически под ногами. Не требуется выбрасывать ветхие батарейки, тем более это вредно для экологии. Лучше применить графитовый стержень из батарейки в новом источнике питания. Пожалуй, в подсказке, откуда забрать графит, основная сокровище отечественного видеоурока.