Как согнуть профильную трубу без спец-инструмента?
Использование специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профилированные, уже можно считать сантехнической традицией. Между тем, за все время сантехнической практики были изобретены несколько простейших способов получения изгибов без использования специального инструмента.
Послушайте, возможно, вам вообще не придется строить трубогиб. Правда, надо сказать, что такой подход не всегда готов полностью удовлетворить потребности складки. Особенно, если необходимо одновременно согнуть профильную трубу в нескольких местах и с разным радиусом.
Качественно и красиво согнуть профильную трубу проще с помощью специальных приспособлений — трубогибов. Но в некоторых случаях гнуть профильные трубы самостоятельно вполне возможно
Самые простые способы поделки сделать одну-две складки без использования какого-либо оборудования:
- заполнить внутреннюю полость трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- с помощью самодельного патрона;
- обрезка стенки профиля по внутреннему радиусу.
Когда необходимо согнуть профильную трубу в одной, максимум двух точках, удаленных друг от друга, вполне разумно применить простые методы:
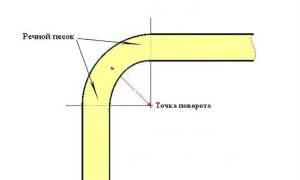
- Наполнить внутреннюю поверхность профильной трубы мелким речным песком.
- Плотно закройте концы.
- Сложите профиль руками по выкройке в нужных местах.
Аналогичным образом проводится работа со шлангом, наполненным водой. Но в этом случае воду необходимо заморозить. Условия работы не всегда позволяют эту процедуру.
Чтобы труба изгибалась без деформации и под определенным радиусом, достаточно заполнить ее внутреннюю поверхность обычным речным песком. Этот способ подходит для работы с тонкостенными трубами
Другой подобный метод заключается в использовании оправки, стальной пружины, которая немного меньше внутреннего диаметра самой трубки. Пружина помещается внутрь, после чего выполняется складывание.
Таким образом, тонкостенные трубы можно гнуть вручную. Для профилированных изделий более мощной конфигурации эти способы не подходят.
Согнуть толстостенную профильную трубу методом «подрезки» несложно. В качестве инструмента можно взять ножовку по металлу или циркулярную пилу. На гнутой трубе стыки резов сваривают сваркой
Мощные толстостенные профили легко изгибаются в одном или двух местах с технологическими подрезами. Технология предполагает обрезку небольших отрезков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем профиль загибается до соединения краев подрезов. Места стыка границ подрезов сваривают электросваркой.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.
Для исключения негативного влияния концентраторов напряжений все внешние поверхности материала должны быть очищены от окалины и ржавчины.
Днем согнем, вечером разогнем
Профильная труба за то и ценится, что прочная. Раз так — об коленку ее в аккуратную дугу не согнешь.
Нужно высокотехнологичное решение.
- Первым высокотехнологичным решением в лучших национальных традициях может стать любой источник высокотемпературного пламени: пропановый резак, ацетиленовая горелка или просто паяльная лампа. Прогреваем один участок и, используя любой рычаг, гнем под небольшим углом. Затем продвигаемся дальше. Трудно, требует больших усилий и очень неаккуратно. Но работает.
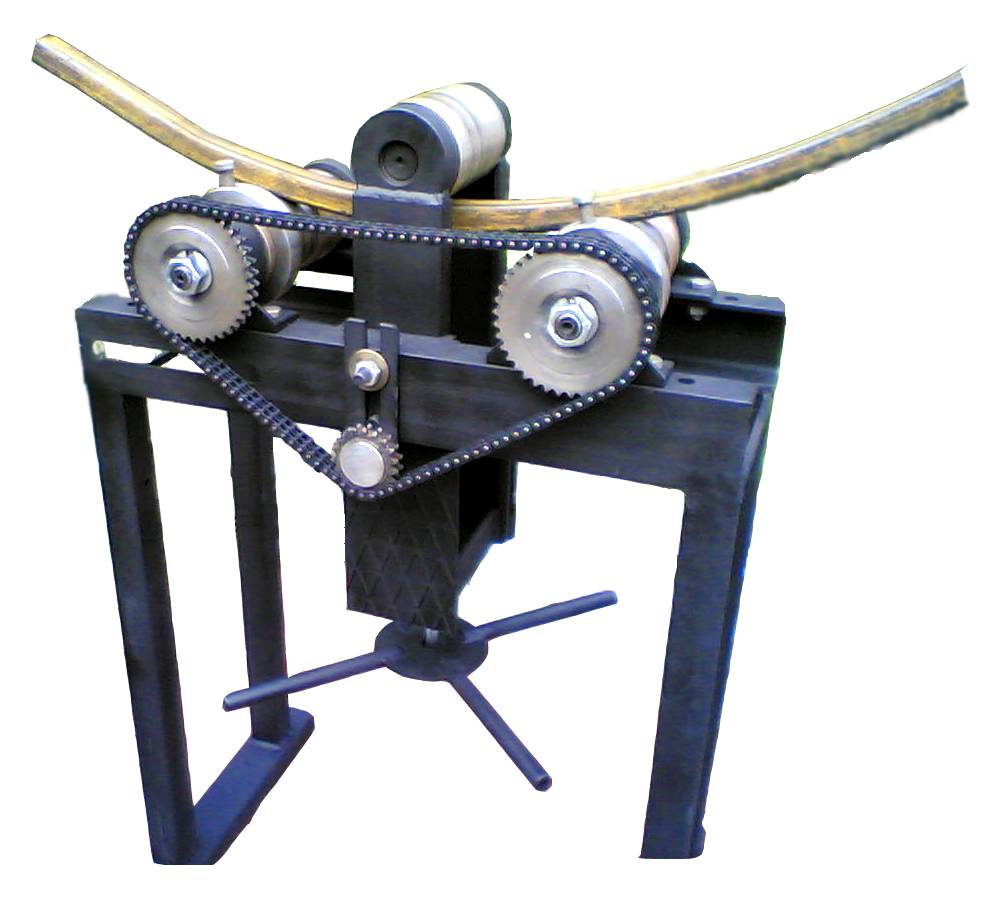
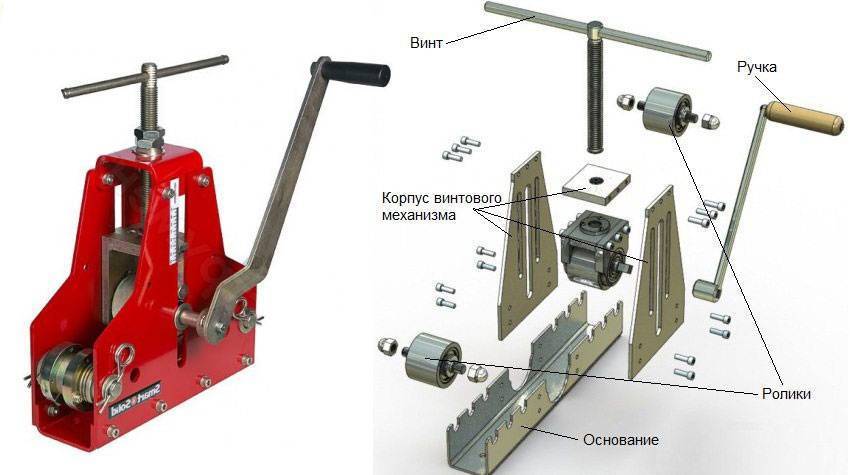
- Вторым высокотехнологичным решением внезапно может стать специальный станок для загиба профильной трубы.
В сущности, он представляет собой довольно несложную конструкцию, которую мы разберем далее по винтикам.
Как согнуть профильную трубу – простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом
Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.






Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5%!м(MISSING)еньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.

В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
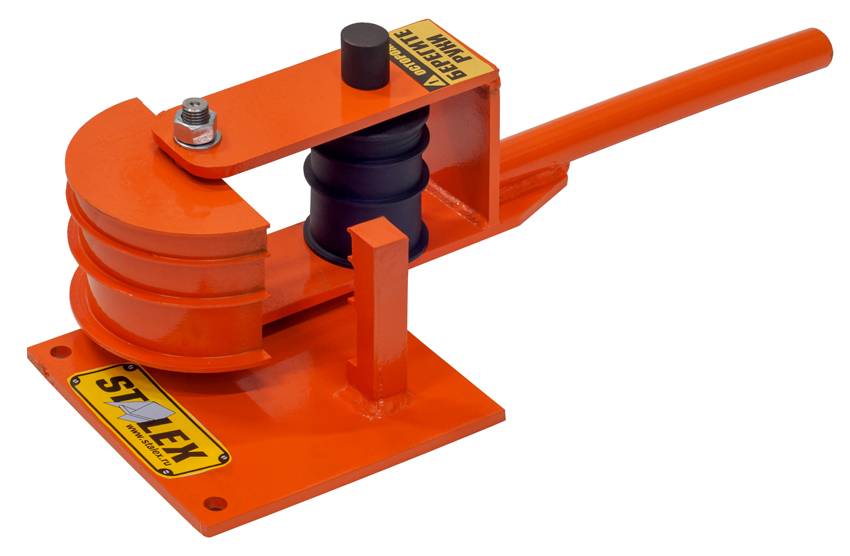
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.

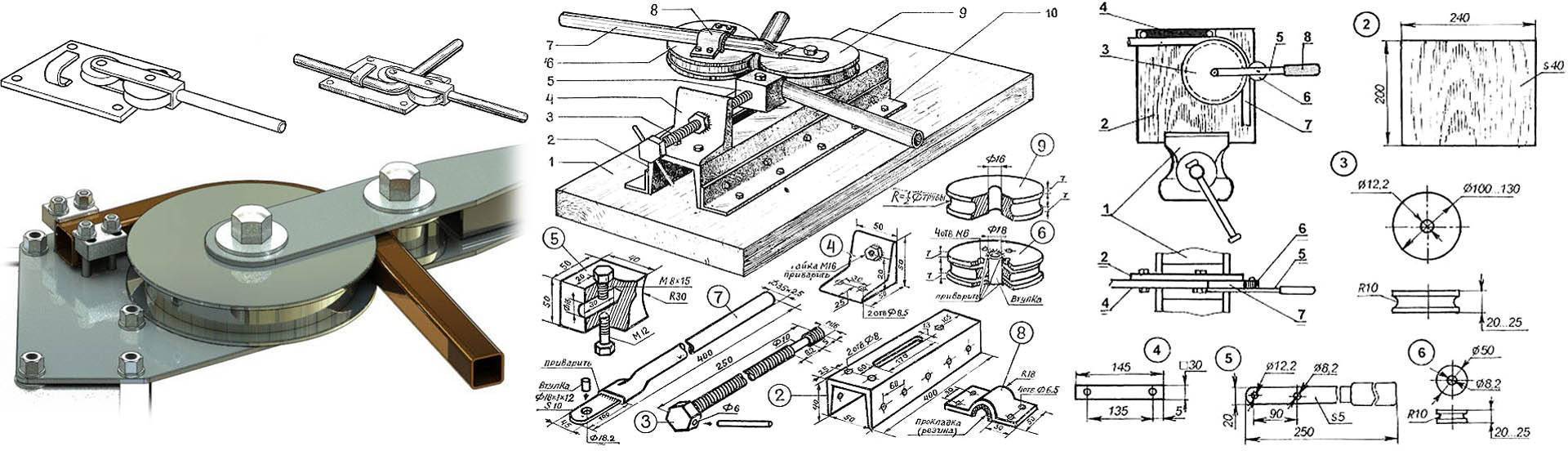
Как сделать самодельный трубогиб для профильной трубы своими руками, используя шаблон
Этот метод подходит для начинающих специалистов и для домашнего использования. Для этого понадобятся деревянные доски – их размер должен по 1 см с каждой стороны превышать диаметр конструкции. На торцах необходимо предусмотреть уклон, это позволяет заготовке не съезжать с устройства. Полученный трафарет требуется крепко установить на поверхности, подойдет ровный пол. Рядом – держатель, уже металлический, он нужен для упора.
Профтруба помещается между двумя этими элементами и мягко прижимается к образцу. Если монтировать рычаг, то процесс пойдет намного проще. Плюсы:
- Простота исполнения.
- Экономичность.
Минусы:
- Невысокая точность, большие погрешности.
- Деревянный шаблон подходит только для одного конкретного угла изгиба.
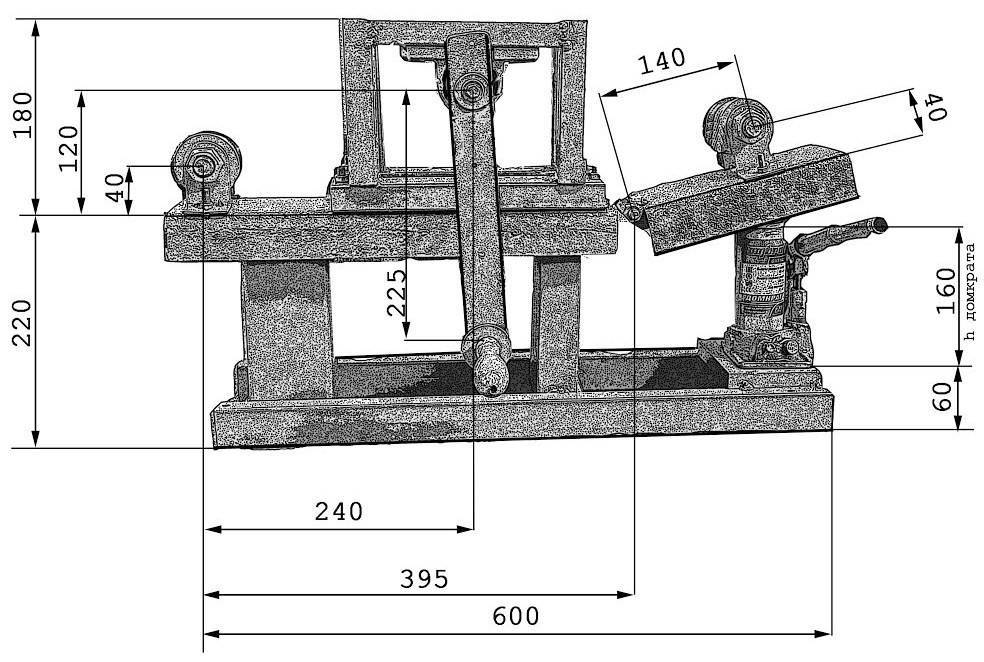
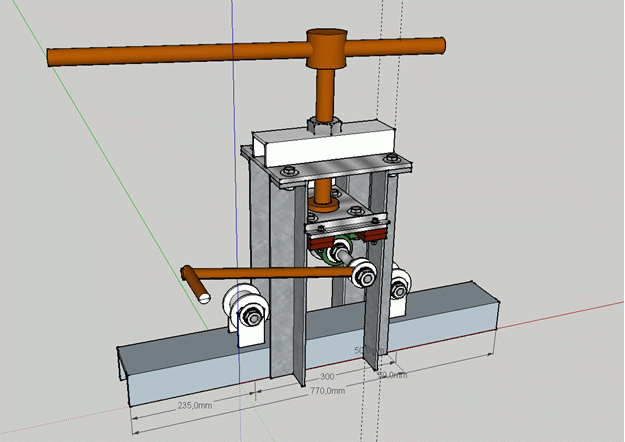
Трубогиб «Улитка» для профтрубы своими руками, чертежи: как сделать станок
Посмотрим на схематическое изображение с заданными параметрами:
Приспособление отлично подходит, когда требуется изготовить несколько одинаковых изделий. К его преимуществам относят достаточно простую конструкцию, к тому же установка получается небольшая по размерам. Но есть и существенный недостаток – радиус изгиба будет небольшой.
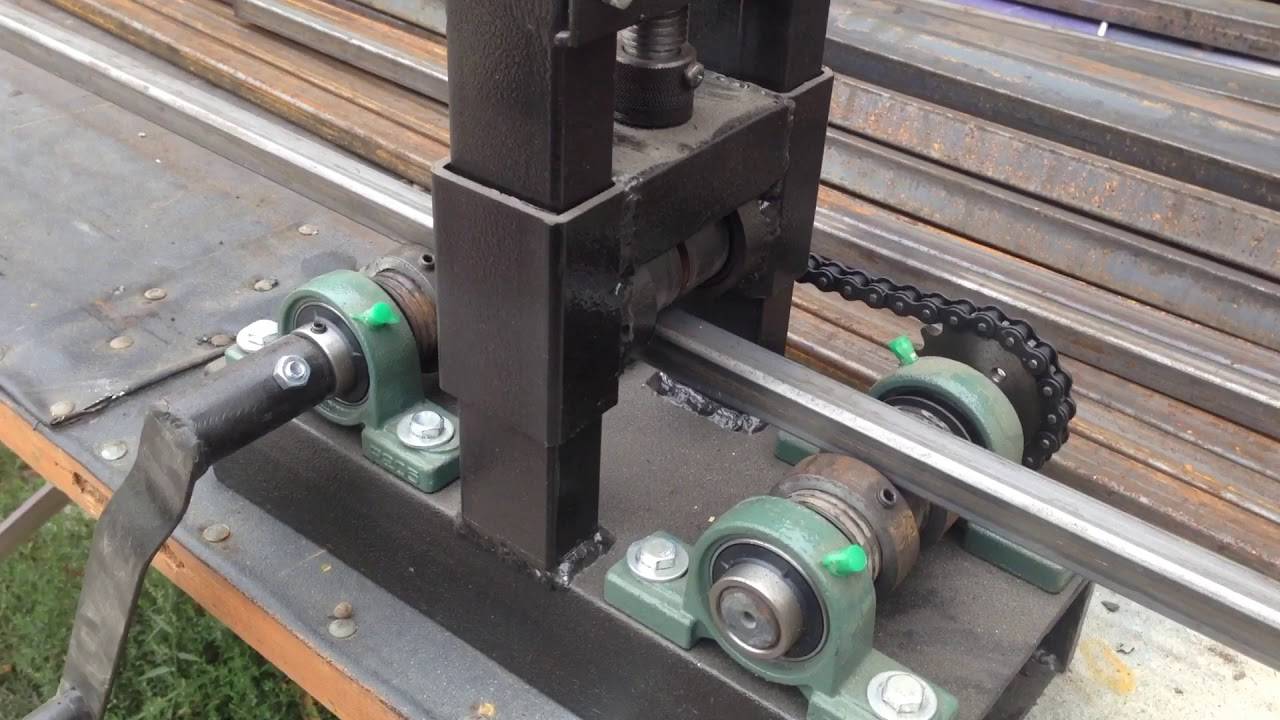
Прокатное устройство
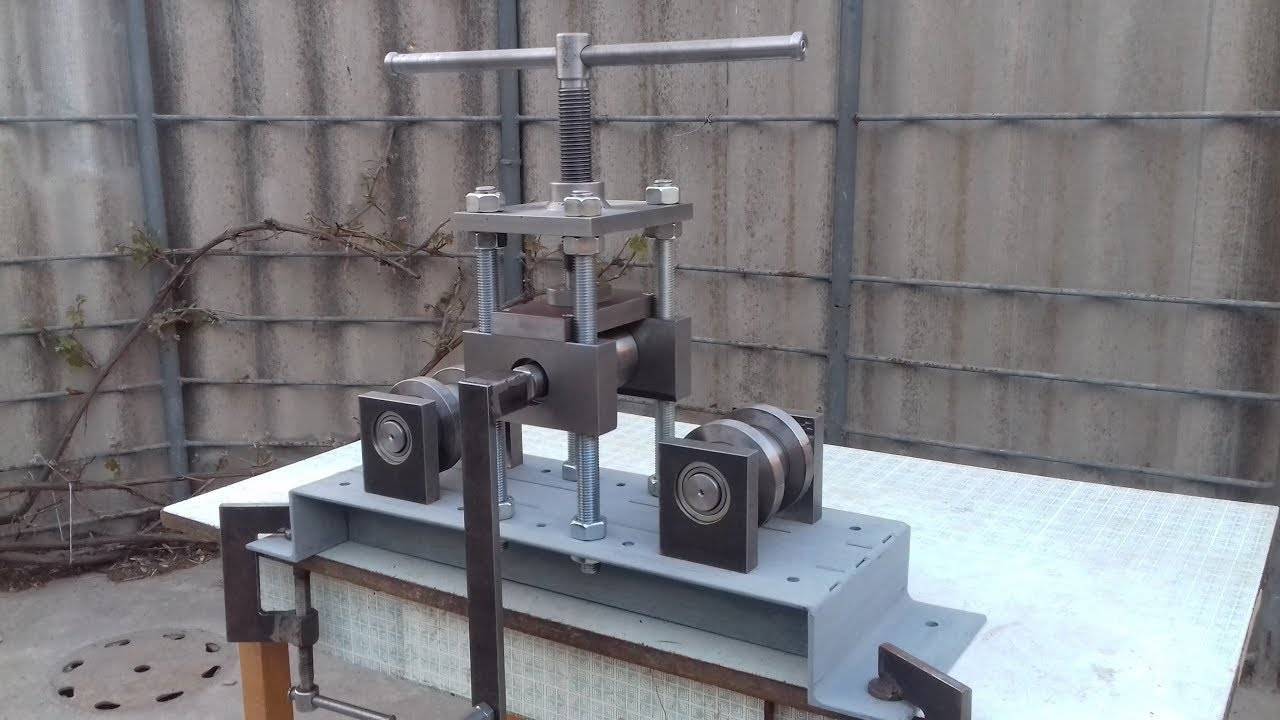
Главное достоинство этого устройства – его универсальность, а также электрический привод. В остальных случаях приходится работать вручную, здесь же всего лишь нужно подключить движок. Принцип механизма все же остается прежним – есть три вала, между которыми протягивается профтруба. Ролики передвижные, их можно заменять, в соответствии с необходимым углом. Посмотрим на видео, как работает механизм. Здесь представлен ручной вариант, без двигателя, поэтому его проще сделать своими руками.
Для чего нужен агрегат
Чтобы согнуть профильную трубу, не нужно обращаться за помощью в металлопрокат или покупать специальный инструмент. Сделать это можно при помощи двух металлических столбиков, закопанных в землю. Однако этот способ имеет существенный недостаток — необходимость прикладывания физических усилий. В итоге получается неаккуратно изогнутая труба, которая не подойдёт для сооружения теплицы, арки или прочих изделий.
Трубогиб предназначается, чтобы иметь возможность получать аккуратно изогнутые формы труб. Эти агрегаты в последующем применяются для сооружения арок, теплиц, перекрытий, беседок, заборов и т.п. Если задаётесь целью соорудить теплицу в домашних условиях, то нужно сконструировать самодельный трубогиб. Если для этого имеются подручные изделия и инструменты, то реализовать конструкцию устройства своими руками не составит большого труда.
Чтобы сделать роликовый трубогиб своими руками для профильной трубы нужно позаботиться о чертежах. Ими пользуются, чтобы рассчитать необходимое количество материала, а также затраты на производство самодельного агрегата.
На чертёж наносится планируемая конструкция изделия, которая зависит от имеющихся в распоряжении материалов.
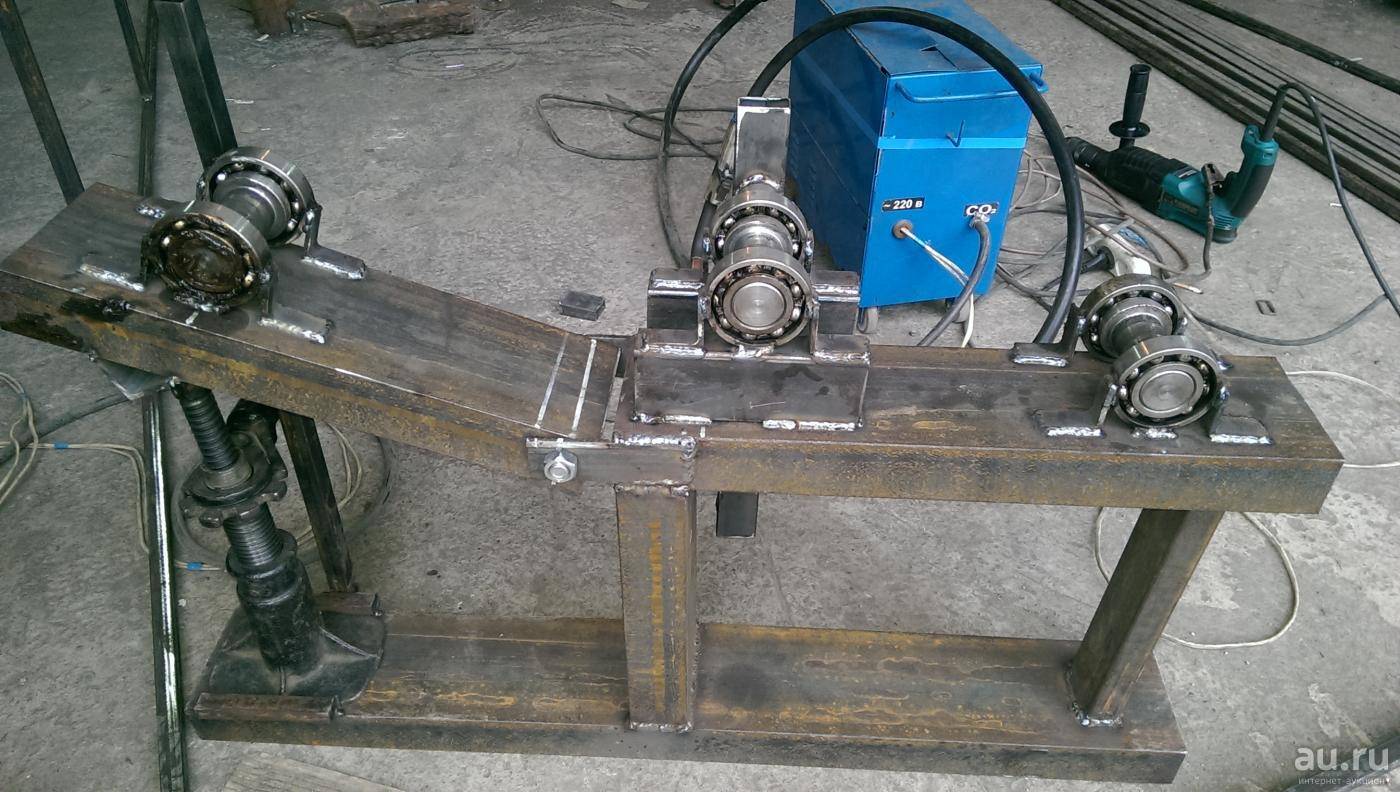
Большинство мастеров останавливаются на изготовлении трубогибных станков фронтального типа. Такие изделия состоят из следующих компонентов:
- Ролики, представленные в виде круглой стальной трубы (количество необходимых роликов составляет 3 штуки).
- Цепь, приводящее в действие валы.
- Оси вращения.
- Механизм, движущий устройство.
- Профили, которые применяются для того, чтобы сделать основание или раму.
Стоит отметить, что вариантов изготовления рассматриваемых изделий огромное количество, но все они функционируют по принципу вальцовки или прокатки. Именно такой принцип изгиба труб предоставляет возможность снижения риска возникновения излома и растрескивания трубы.
Простой трубогиб имеет вид агрегата, в который вводится профильная труба, после чего проворачивается рукоятка, при вращении которой начинает передвигаться труба, и образовывается изгиб
При конструировании самодельного агрегата в домашних условиях важно учитывать, что параметры изгиба будут зависеть от самой конструкции. Чем ближе будет расположение прижимных роликов друг к другу, тем меньше угол. Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.








Что необходимо для изготовления инструмента?
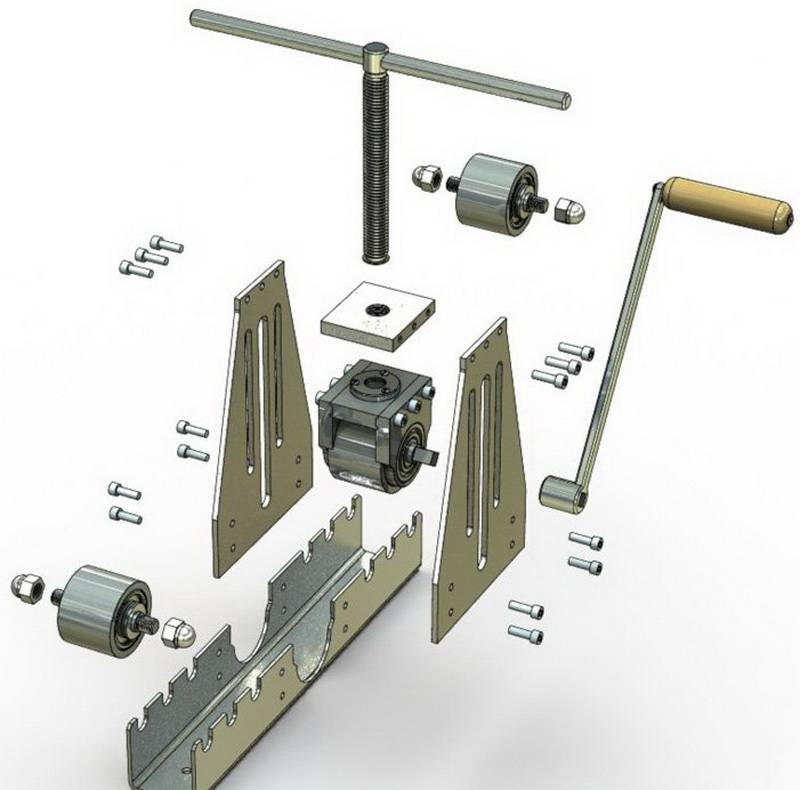
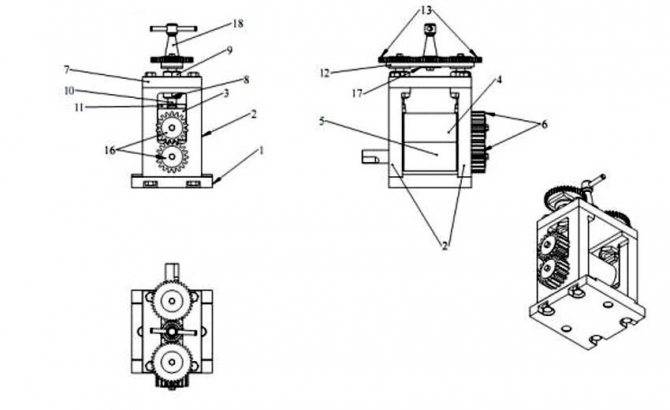
Перечислим основные конструктивные узлы и детали, из которых мы сможем сделать трубогиб.
- Для станины, на которой будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки подходящего диаметра, которые и будут задавать изгиб профильной трубе, можно подобрать или заказать в токарной мастерской.
- Также понадобится цепной механизм – шестерни с натянутой цепью, с помощью которых крутящий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала потребуется направляющая – ее можно сварить из двух уголков.
- В качестве элемента, приводящего барабан в движение, подойдет отрезок профтрубы.
- Винт регулировки.
- Любая ручка, подходящая для вращения.
- Болты для крепления колес.
Принцип работы трубогиба при гибке профильной трубы по радиусу
Как выбрать трубогиб для профильной трубы
При покупке трубогиба для дома или мастерской нужно обратить внимание на несколько параметров. Среди них — назначение инструмента и его функционал
Принцип действия
Профильные трубогибы бывают трехваликовыми и угловыми. Первые чаще всего используют на производстве, они позволяют равномерно согнуть трубу по всей длине с максимальной точностью и аккуратностью. Инструменты второго типа помогают выполнить изгиб на конкретном участке, обычно именно их выбирают для личных целей.
Функциональность
Некоторые модели трубогибов работают только с профильными или круглыми трубами, другие оснащаются сменными сегментами и подходят для заготовок всех видов. Универсальные станки для сгибания более удобны. С их помощью можно придавать нужную форму трубам круглого и квадратного сечения, а также металлическим полосам и прутьям арматуры.
Размеры инструмента
Ручные трубогибы обычно отличаются компактностью, некоторые модели с гидравлическим приводом тоже можно считать мобильными. А вот электрическое оборудование требует установки в конкретном месте на жестком основании и обладает большими габаритами и массой. При выборе трубогиба для профильной трубы нужно заранее подумать, придется ли перевозить инструмент с места на место, и насколько удобно будет это делать.
Как работает трубогиб для профильной трубы?
Трубогибочные станки загибают детали, а профилегибы (или вальцы для профильной трубы) – деформируют заготовки, прокатывая их. У всех устройств данного вида (как профессиональных, так и сконструированных самостоятельно) принцип работы практически одинаковый.

Схема простейшего профилегиба
Чертеж вальцев для профильной трубы
Перед началом работы с деталью нужно удалить смазку с устройства сухой тряпкой и запустить его вхолостую примерно на полчаса. Это необходимо для обнаружения погрешностей и поломок перед началом работы. При обнаружении неисправностей с деталью в устройстве, устранить их будет гораздо сложнее.
Важно! Не забудьте заземлить и проверить все соединения (электрические и механические) перед началом работы. Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
Теперь займемся настройкой валов для трубогиба профильной трубы (купить или заказать в мастерской которые не составит труда и не отнимет много денег при самостоятельном изготовлении устройства):
- Откручиваются гайки валиков (опорного и прижимного).
- Устанавливаются и фиксируются ролики для профилегиба (покупку которых при самостоятельном изготовлении прибора, можно осуществить в любом профильном магазине).
- Поднимается прижимной валик.
- Очищается и фиксируется заготовка (при помощи специальных болтов).
Далее происходит деформация детали при помощи ее прокатывания между валами, поэтому для регулировки достаточно двигать вверх или вниз верхний вал. Причем в ручном устройстве это происходит путем поднятия рычага, в электрическом – при помощи электропривода.
Простой в использовании ручной профилегибочный станок

Современное электромеханическое устройство
Инструкция по изготовлению трубогиба
Производство сгибателя простое, если вы будете придерживаться следующих инструкций:
- К прижимному валу присоединяются шестеренки, подшипники и колечки, которые соединяются друг с другом с помощью шпонки. Перед сборкой, нужно составить тщательный чертеж, с прописанными показателями всех элементов. Часто их приходится вытачивать отдельно. Если вы не умеете пользоваться токарным станком – доверьтесь токарю. Всего вам потребуется три отдельных вала. 2. В кольцах делаются отверстия. Они понадобятся для пазов и резьбового соединения.
- Нужно установить полку. Лучше всего подойдет стальной швеллер, который обеспечит достаточный прижим вала.
- После этого потребуется собрать всю конструкцию. По возможности, используйте сварочный аппарат. Сварочное соединение – самое надежное решение. Оно не поддается вибрации. Если у вас нет сварочника, можно воспользоваться болтами. В некоторых местах потребуется перфорированные пластины из толстой стали.
- Предпоследний этап – монтаж полки. На него устанавливается, через пружину, прижимной ролик. По бокам монтируются остаточные ролики. На один из них крепиться ручка.
- В последнюю очередь устанавливается домкрат.
Отдельные нюансы:
- Ролик устанавливается на полку, предварительно к которой приваривается гайка для пружины;
- Натяжение требуется производить с помощью магнитного уголка, который в значительной мере выступает держателем;
- Домкрат монтируется на навесную платформу (если хотите его использовать отдельно – используйте болтовые крепления).
Разновидности гибочных приборов для профильной трубы
Совет: Прежде, чем срываться и начинать поиск деталей на механический агрегат, определитесь с выбором, какой вид установки подходит для вас. Ну а после выбора можно понять, как сделать самодельный агрегат и начинать собирать будущее железное детище.
Эти механические устройства различаются по нескольким критериям:
- По разнообразию установки, то есть по способу применения станины (на производстве, в определённом месте и т.д.).
- По вариации приводного использования (с использованием электричества или ручной силы и т.д.).
Рассмотрим первый критерий различия гибочных станков, которые встречаются в повседневной жизни. По способам установки станка разделяют три вида:
Первый вид относится к стационарному местоположению
Такие агрегаты имеют очень большую массу.
Без специального оборудования и техники такие аппараты не переместить собственными силами. Их применяют на больших производствах для серийного изготовления. Станок, указанный на фото, имеет заводское название УГС-6/1А. Однако такой много габаритный узел будет неуместным в вашем гараже или мастерской.
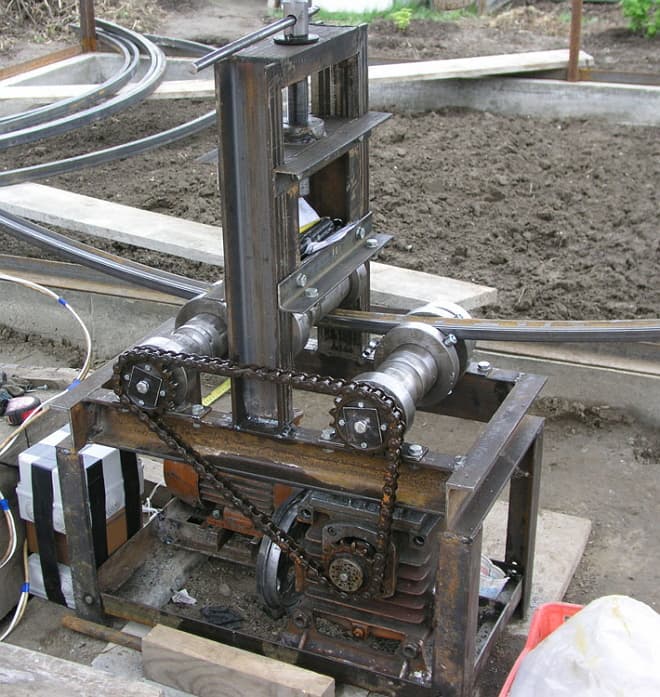
Второй вид
Переносной самодельный агрегат. Он может быть чуть небольших размеров.





Вес у такого приспособления не большой, достаточен для переноса с одного места на другое.
Такой станочек используется при малых производствах или имеет частное применение. Его можно использовать непосредственно в том месте, где вы собираетесь работать.
Третий вид
Это компактный, малогабаритный станочек, относящийся к виду носимых инструментов.
Такой инструмент можно с лёгкостью носить с собой, к примеру, если вас попросил сосед, либо знакомый.
Или вам нужно отвезти его на дачу, так можно смело положить его в багажник и не знать проблем. Деталей на создание этого произведения железного инструментария требуется совсем немного.
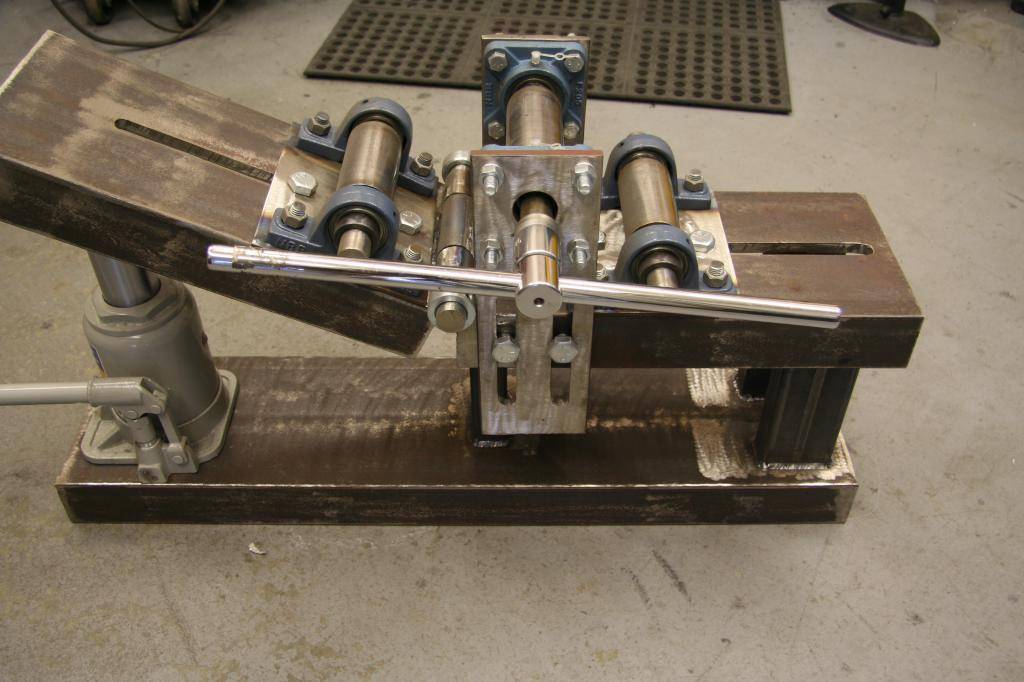
Гидравлическое воздействие
Упомянутый тип привода обладает пневмогидравлическим автомобильным домкратом. Именно за счёт него и подаётся главное воздействие на заготовку.
Воздействие ручной силы
В указанном случае под приводом подразумеваются руки человека, а усилие передаётся за счёт сокращения мышечной системы. Именно такой привод имеет большую популярность среди собственноручных станочков.
Электрический привод
В данном приводе используется электрический мотор, за счёт которого всё усилие распределяется на все необходимые детали механизма. Как правило, такие приводы применяются на производствах.
Отличие станков по способу изгиба труб и профилей
Ввиду того, что готовые изделия из металла имеют различные радиусы, диаметры и так далее, существуют и различные виды изгиба. В современном обществе различают всего четыре разновидности изгибания изделий:
Изгибание металла по заготовленному шаблону
В данном случае используются деревянные детали. Такой мини-станок обычно называют «лучковым» или «выгибным». Применяются для сгибания трубок из мягких металлов. Воздействие на сгиб производится строго ручной силой. Точного диаметра, в данном случае, добиться практически не возможно. Проще собрать аппарат по заводским размерам.
Посредством выдавливания
Является прессовкой без матрицы посредством одного пуансона. Пуансон — это деталь механизма, которая непосредственно воздействует на прессуемую деталь.
Следствием прокатки
Прокатка металла производится за счёт протягивания детали через два параллельных ряда валиков.
Совет: Если вы собираетесь сгибать трубу в домашних условиях, то заполните её простым, речным песком и обязательно осадите его молоточком. Это позволит придать трубе сохранность, а также улучшится распределение усилий на круглую трубу.